



通常简单的铝钎焊都是使用搭接、套接或T接完成,对许多有特殊要求的钎缝,如需要密封、特殊受力或要求无变形的钎缝等,则需认真考虑钎缝的设计。
设计钎缝有几个基本情况需要注意:
1)钎焊时,钎缝宽度的变化对工装精度的影响,特别是使用片状钎料(夹入钎缝中)和压覆钎料的板材时,钎料熔化后,要注意工件整体尺寸的变化。
2)铝合金的线胀系数比通常的金属约大1/3,因此钎焊的夹具应采用挠性的。
3)铝合金在钎焊受热时会软化,纤细而垂直的工件一定要进行支撑。
4)对一些需要进行热处理的铝合金件,钎焊后为恢复原来强度而需淬火时难免会有变形,零件应考虑留有加工余量。
铝钎焊的钎缝间隙影响钎焊工艺和钎缝的质量。间隙越窄,熔态钎剂、钎料在钎缝中的毛细作用越强,但易夹渣;间隙太宽,钎料难于流布到尽头,钎缝的应力也不均匀。铝钎焊的合适间隙如下:
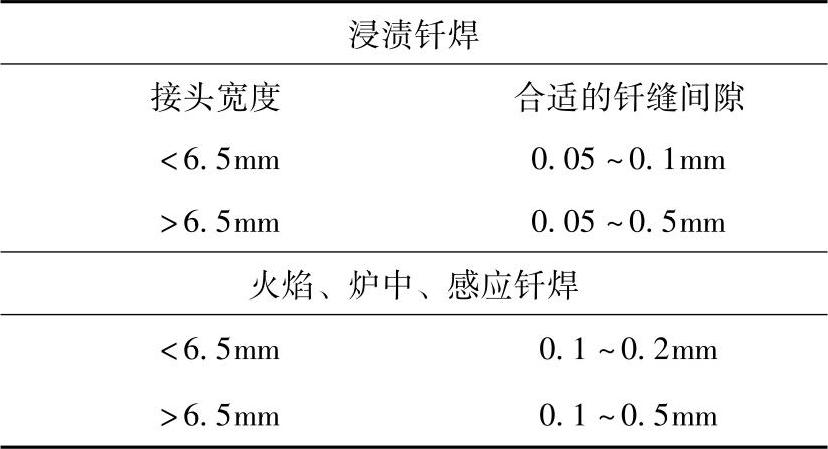
在自然摆放的状态下,熔化的钎剂和钎料会自动保持合理的钎缝间隙。有特殊间隙要求的钎缝如何保持?可以用磨尖的细锥在欲钎焊的母材的面上轻轻撞刺一些小孔,小孔边缘的翻卷可以帮助维持间隙的宽度,夹装后再进行测量以保持需要的间隙。对法兰或T形接头,欲保持间隙也可以采用针刺小孔的办法,如图2-41所示。
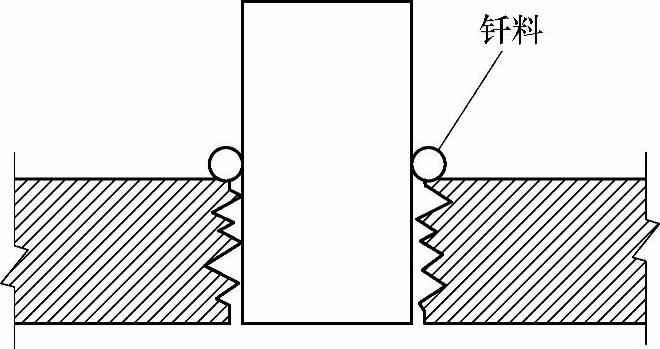
图2-41 用针刺孔壁的办法保持间隙和中心位置 Fig.2-41 Prick punch indentations used to center and hold part in place
钎焊接头处的盲孔和封闭的空间是不允许存在的,必须有排气或排出残留钎剂的通道。图2-42所示为实心的杆插入平板上的一个孔中进行的钎焊,接头处形成封闭的空间。左边的接头不正确,右边的正确。排气、排渣的孔不一定放在下边,放在其他位置也可以。如果钎焊的中心零件不是实心的杆而是开口的管材,则不存在专设排气孔的问题。
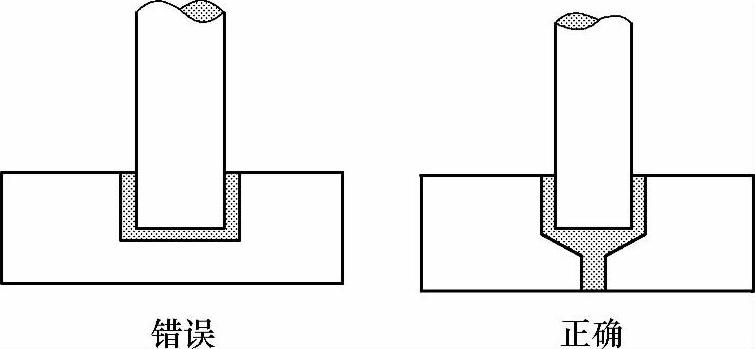
图2-42 盲孔或封闭的空间必须设排气孔或排渣孔 Fig.2-42 Blind holes and closed vessels must be vented
在铝钎焊实践中,会遇到各种形式的钎焊接头,一般很少采用对接方式,这是因为对接的钎焊面很小,钎缝两侧形不成圆角,而钎料的强度往往又低于母材。图2-43所示为各种典型钎焊接头设计。
在板材需要做直线连接时,常用搭接钎焊接头代替简单的对接来增强接点的强度。在钎焊较薄的板材(<3mm),而两部分板材厚度、强度又不同时,搭接适当的长度应该是薄侧(或弱侧)板厚的2~3倍。如果板材的强度更高或钎料的抗剪强度更低时,搭接的长度还应加大。
在大面积搭接的情况下,为了防止中心围阱和夹渣,如果设计允许,可以在上面一片材料上打若干小孔,以利气体和残余钎剂的排出。(https://www.xing528.com)
图2-43 各种典型钎焊接头设计[94]14 Fig.2-43 Typical brazed joint designs[94]14
钎焊时钎料的供给有三种方式:
1)将钎料安放在紧靠钎缝间隙的旁边。
2)使用压覆钎料的板材。
3)钎焊时手工临时供给。
第一种供料可以采用成形的钎料进行安放。成型的商品钎料很多,有丝、棒、片、环、垫圈、管等各种形式,可以根据需要采用。例如,管与法兰连接可以采用环形钎料,大面积搭接可以在间隙中夹入钎料箔等。最常用的还是丝状和棒状的钎料,可以将钎料丝剪成小节,仔细考虑好工件上熔化钎料的行走路线,布置许多点安放若干钎料小节,这样可以一次完成长而复杂交错的多个钎缝。
安放钎料时需注意以下几点:
1)不要让熔态钎料在钎缝中做过远的流动,以免熔蚀母材和钎缝组织不均匀。
2)如果钎料质量相对于母材来说过于细小,一定要将它放在一个稳当的地方,如沟、槽中,以免因热容量小,先熔未及润湿母材而滚走。如果母材各部件质量相差很大,钎料应当靠在大质量的部件上,使其受热时能和大质量部件的温度一致。
3)如果钎焊时的加热主要是依靠热源的辐射传热,如在火焰自动钎焊线上和炉中,则要防止母材尚未升温到预定钎焊温度前钎料即过早熔化而滚走。
4)用无水丙酮将氯化物钎剂调成糊,把钎料粘在需要的位置上,并在上面用少许钎剂糊覆盖,可以减小上述2)、3)项引起的问题。
工件的夹紧和固定:简单零件钎焊时,不需特殊固定,零件本身的重量即足以保持原位。盐浴钎焊则必须用夹具固定。夹具的设计可以根据具体情况决定,但应尽量减少夹具本身的体积和质量,并采用挠性、弹性的材料,最好采用发蓝处理的钢材或氧化处理的不锈钢以免让夹具和铝母材也被钎焊在一起,但这种材料的夹具不能用于盐浴钎焊。盐浴中较好的夹具材料是inconel X750,它比不锈钢的耐蚀性要高出好几倍。图2-44所示为一种簧式的夹具。
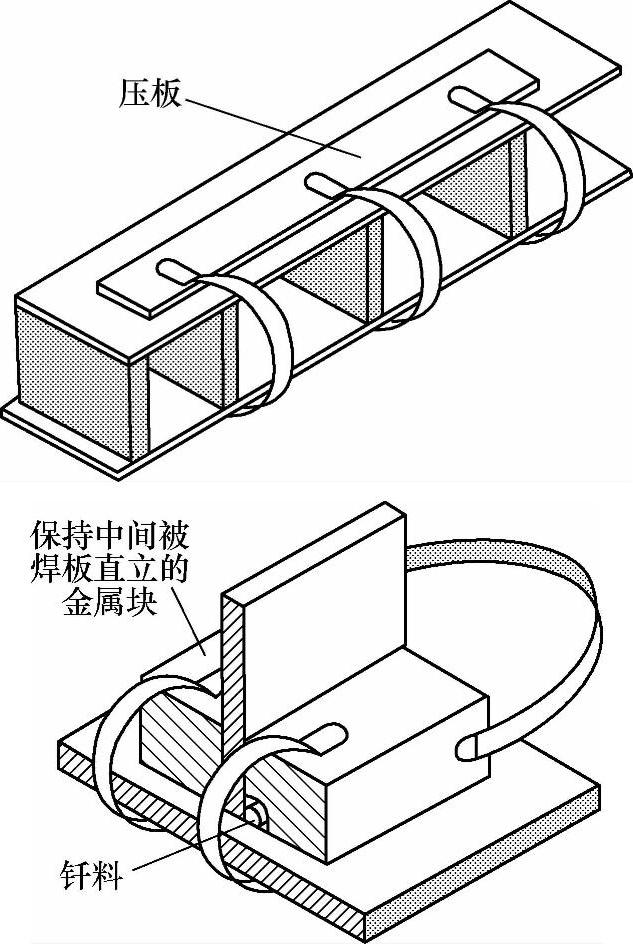
图2-44 一种簧式的夹具[94]22 Fig.2-44 A type of C-clamp spring jigs[94]22
使用夹具总是十分不便的事,无论是占据空间,还是耗热、沾钎剂后的清洗等诸多方面总是比较麻烦。因此在工厂中,尤其是有批量生产的工厂中常使用自夹紧接头,即用铆钉、机械胀管、凸线压紧、锁缝甚至定位焊等办法固定而不采用夹具。图2-45所示为一些自夹紧接头的类型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。