



1.3.2.1 钎料的组元
钎料较少用纯金属,而多用二元或多元合金,以更有利于获得所需的熔化温度。理想的钎料常使用主组元和母材的基本金属相同的共晶类合金,例如:用Al-Si钎料钎焊铝合金;Cu-Ag、Cu-P钎料钎焊铜合金;Ni-B、Ni-Si钎料钎焊镍基合金等。其优点如下:
1)钎料的主组元和母材的相同,钎焊时必定具有良好的润湿性。
2)同样的原因,钎缝在冷凝时,其中与母材同成分的过剩相(初晶)最易以母材晶粒为晶核外延生长,犬牙交错使之成为牢固的结合。
3)钎料中的第二相既然能与钎料的主组元形成共晶合金,也必然易于向同组元的母材作某种程度的晶间渗透[25],适量的晶间渗透有利于钎缝的牢固。
4)调整钎料的组成可以控制钎焊时母材向钎料中的溶入量。例如,图1-10b中,钎焊温度为TB时,母材B向钎料中的最大溶入量为TB→Lb;如果采用成分为e的钎料,则最大溶入量只有e′→Lb。降低钎焊温度,此溶入量还能更少。采用与母材不同的金属作钎料的主要成分,如具有较大的互溶度则容易引起熔蚀,例如用纯Zn钎焊铝。
5)由于钎料中的主要成分与母材的相同,接头的耐腐蚀性要优于完全不同种的钎料合金。
以上的情况并不总能实现,例如在高温钎焊中钎焊硬质合金、耐热合金,就难以找到相应的共晶钎料,不得不采用与铁同族的镍基钎料,由于高温情况下润湿性能一般较好,也常采用铜基钎料、银基钎料。又例如在软钎焊中,不得不采用低熔点的重金属合金作为钎料。
在二元共晶钎料的基础上,为了进一步降低熔化温度,改善润湿性或增加接头强度而加入第三种、第四种金属,甚至更多种金属形成三元或多元合金钎料。
1.3.2.2 钎料的组成
在钎料组元体系选定以后,钎料组成的选择非常重要,它在相当大程度上影响钎焊的工艺性能。以图1-14a中的ABC钎料三元合金为例,通常最优先的选择是组成为共晶点E的合金,其次是二元共晶线上组成为a点的合金,最后的选择才是类似b点的合金。

图1-14 不同组成钎料的结晶过程 a)三元合金 b)冷凝曲线 Fig.1-14 Solidification process of liquid filler metals with different compositions
首先观察组成为E点液态合金的冷凝过程(见图1-14b中的冷凝曲线①)。这个液态钎料合金冷却到温度为TE时,开始以三元共晶方式结晶,TE的温度不会改变,直到结晶结束。熔程为0,钎焊工艺最佳。再看组成为a点的液态钎料合金(见冷凝曲线②)。当它冷却至温度为Ta时,从液态钎料中同时析出共晶的A+B固相,继续冷却,液相的组成就沿着a—E的共晶线移动;当温度冷却到TE时,钎料就以三元共晶的方式结晶,直到完全凝固。这个合金的熔程是Ta—TE。最后观察组成为b的钎料合金(见冷凝曲线③)。钎焊时熔化的钎料开始冷却,当温度冷却到Tb时,开始析出B的初晶,这时液态合金的组成就会向B的反方向移动;当温度冷却到Tc时,从液相中开始析出B+C的二元共晶;下一步液相组成沿着c—E继续着B+C二元共晶的结晶过程,直到温度冷却到TE,剩余的液相组成到达E点,开始三元共晶的方式结晶直到完全凝固。这个合金的熔程最长,为Tb—TE。
有经验的技师常常会困惑,组成点为a或b的钎料,特别是组成点为b的钎料钎焊时,开始阶段熔态钎料的流动性往往很差,随着温度的降低,流动性反而会突然好起来,一直到钎料的完全凝固。为什么?这就是因为这类钎料冷凝开始阶段有初晶和二元共晶固相的析出,使得熔态钎料变得黏黏糊糊,等到液态钎料中这些固相沉积待定,剩下的低熔的三元共晶才显出末段的高流动性。
可以看出,钎焊时共晶点或靠近共晶点组成的钎料具有最好的流动性。但实践中,由于钎料合金共晶点的温度并不符合工艺的要求而采用了相图中其他组成点的合金,这免不了就会丧失工艺性能。在这种情况下,最好重新选择钎料的体系,本书的附录D“实用钎料的成分和熔点或固相线-液相线”可供参考。
1.3.2.3 特殊状态的钎料(https://www.xing528.com)
1.非晶态钎料
通常使用的钎料,根据需要常能轧制或挤压成板、丝、带、环等形状便于实际应用。但许多性能很可能优异的钎料体系由于种种原因,例如性脆、抗腐蚀性差、严重偏析等特点而限制了它们实际的应用。20世纪70年代开始,兴起一种将融态钎料在光滑平板或滚筒上急冷的方法制成了过冷的玻璃态钎料箔,商品名Metaglas Brazing Foil(简称MBF)解决了这一难题[23]。MBF的厚度常在50~200μm之间,剪切、冲制成各种形状的精细钎料件,重量从数十毫克到几百克不等,成功用于薄壁多通道和蜂窝结构等的钎焊。近些年来Ni基的MBF在航空和航天工业中得到广泛应用。钎焊接头能满足高强度、低熔蚀和高可靠性的要求。
俞伟元[24]研究了MBF加热过程中的相变。图1-15所示为不同形态Cu-Ni-Sn-P共晶钎料的DSC曲线。曲线b为普通晶态钎料的DSC曲线。加热时基本上仅有一温度为639℃共晶熔化的吸热峰I′。曲线a为同一组成的非晶态MBF钎料的DSC曲线。加热至234℃时出现放热峰g。这时非晶态的合金晶化转为均匀的细结晶,这些细晶粒远非平衡态,而残存有很大的畸变能,故能使共晶熔化峰的温度I比之普通晶态的共晶熔化温度I′提前了2~4℃。
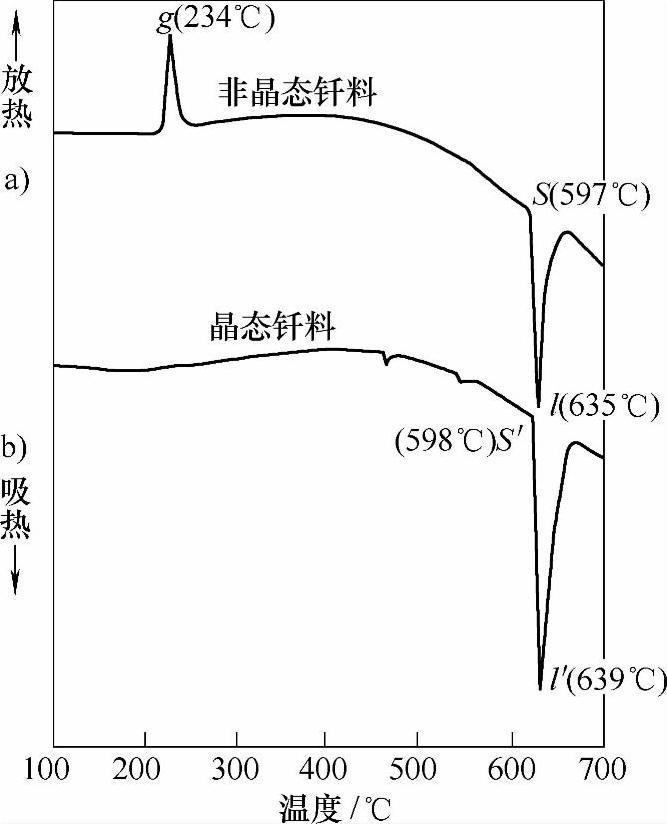
图1-15 不同形态Cu-Ni-Sn-P共晶钎料的DSC曲线 a)非晶态钎料 b)普通晶态钎料 Fig.1-15 The DSC curves of Cu-Ni-Sn-P eutectic alloy with different features
从图1-15所示的DSC曲线可以看出,当温度超过共晶熔化温度以后,无论是MBF或是普通晶态钎料都已熔为液态,二者不再有区别,钎焊时就应以相同的方式冷凝结晶。但实际工作中发现,MBF对母材的润湿性要明显高于普通晶态钎料。这被解释为,钎焊加热到接近共晶点温度之前,由于MBF畸变能的释放,已促使了钎料的提前活化。
MBF的钎焊工艺和普通晶态钎料有所不同,常在钎缝中装配好钎料,在真空中或惰性气体的保护下,以接近或稍高于共晶的温度,作较长时间的保温,从10~15min甚至高到40min不等,以获得均匀无偏析、高强度和耐腐蚀的优良接头[23]。
2.纳米粒度钎料
物质粒子的熔点随粒径的减小而降低的现象,从20世纪初就有人做过理论的预测。20世纪中叶陆续得到实验的工作证实。图1-16所示为实验测定的纳米银粒子的熔点随粒子尺寸变化关系的两组文献综合数据[26]。
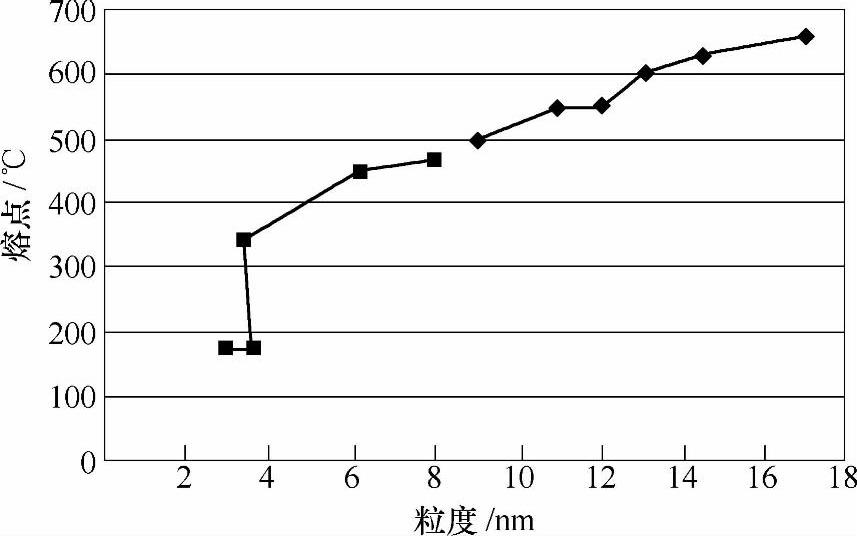
图1-16 实验测定纳米银粒子的熔点随粒子尺寸变化关系的两组文献综合数据 Fig.1-16 Two literature values from the experimental determinations of the m.p of Ag nanoparticles depending on the particle size
Ag平衡晶态的熔点为962℃,从图1-16中可见,银粒子的粒径小于17nm时其熔点已降到了约650℃,随着粒径进一步减小,熔点也节节下降。当粒径减至3~4nm时,银粒子的熔点已降至低于200℃。这一现场的产生缘于粒径越小,比表面越大,赋有的表面能也越大的缘故。纳米级的银粒子一旦熔化聚成较大的液滴,便会恢复正常金属的本性,立即固化为普通的晶态银。利用这一特点,可以在低温下获得高强和耐热的接头,避免了通常晶态钎料高温熔化,钎焊时钎料冷凝过程中在工件中不希望发生的相变。近些年来首先用在电力工业中用以代替钎焊一些容易热裂的接头。继而在电子印刷电路上也得到了应用[27],特别是两种线胀系数相差很大的母材的钎焊。
图1-17所示为5~15nm(主成分5~8nm)银粒子钎料膏在空气中的DSC和TG分析[26]。图1-17a所示为从室温到500℃的加热曲线。在275~300℃有一放热峰,对应的TG曲线上有剧烈的失重,这相当于钎料膏中有机物烧蚀的放热。在约410℃处出现一尖锐的放热峰(注意,图1-17所示的放热方向向下,与通常的方向相反),相当于纳米粒子的瞬间熔化并转化为常态的固态Ag。通常,晶态金属DSC上熔点是很强的吸热峰,而此处纳米粒子的“熔点”却是放热的,说明这个“熔点”根本不是常规意义上的熔点,只是纳米态向常态转化的转变点,此时放出了大量积累的表面能。上述实验完毕以后将试样冷却至室温,再次进行加热过程的DSC和TG分析(见图1-17b),可以见到曲线上完全没有了纳米粒子特性的痕迹。只是加热到962℃时,出现的是晶态银熔点的吸热峰。同时可以看到,在TG曲线上也完全没有质量的变化。
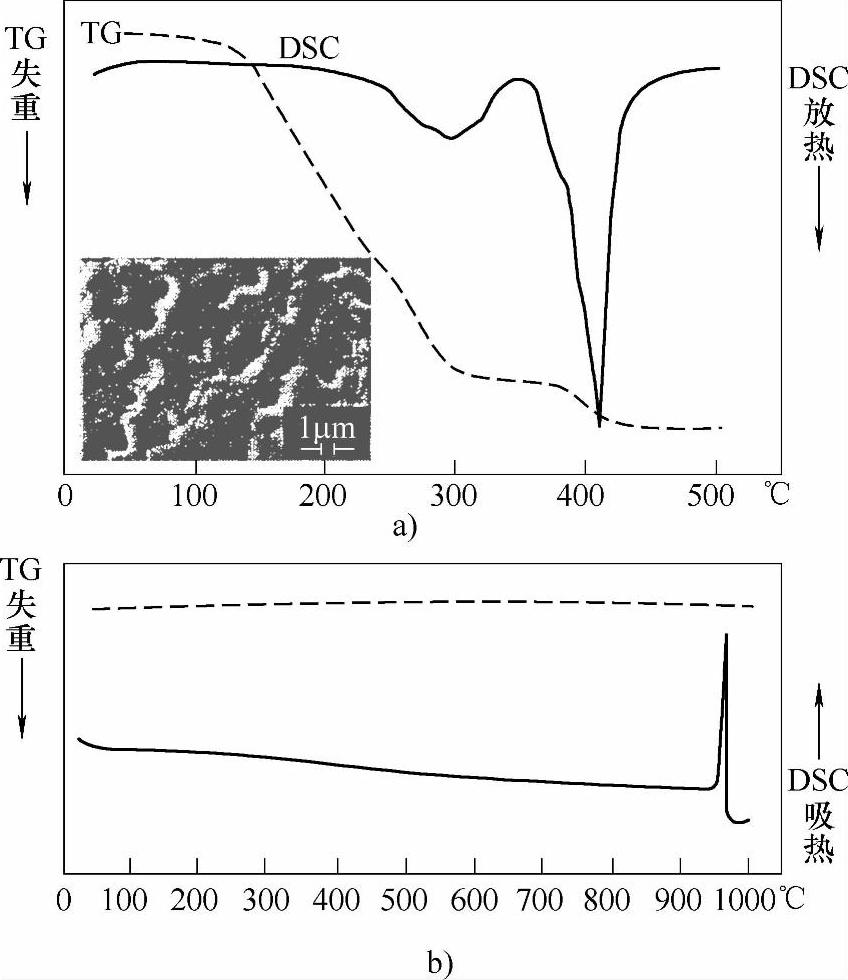
图1-17 银粒子钎料膏在空气中的DSC和TG分析 a)纳米银钎料膏的DSC和TG分析 b)试样冷却后再一轮的DSC和TG分析 Fig.1-17 DSC and TG Curves of the Ag nanopaste analysis in air
图1-17a中左下的照片是第一轮实验完毕后试样的扫描电镜照片,可看到纳米粒子的瞬间熔化所得的只是一种烧结的结构,和常规钎焊时熔态钎料铺展的结构是完全不同的。一次“熔化”就成定型,不可能将其再次熔化,因此,纳米钎料钎焊的实际工艺中需要将钎缝两侧的母材进行施压和较长时间的保温,促其扩散以获得均匀的接头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。