



1.工艺分析
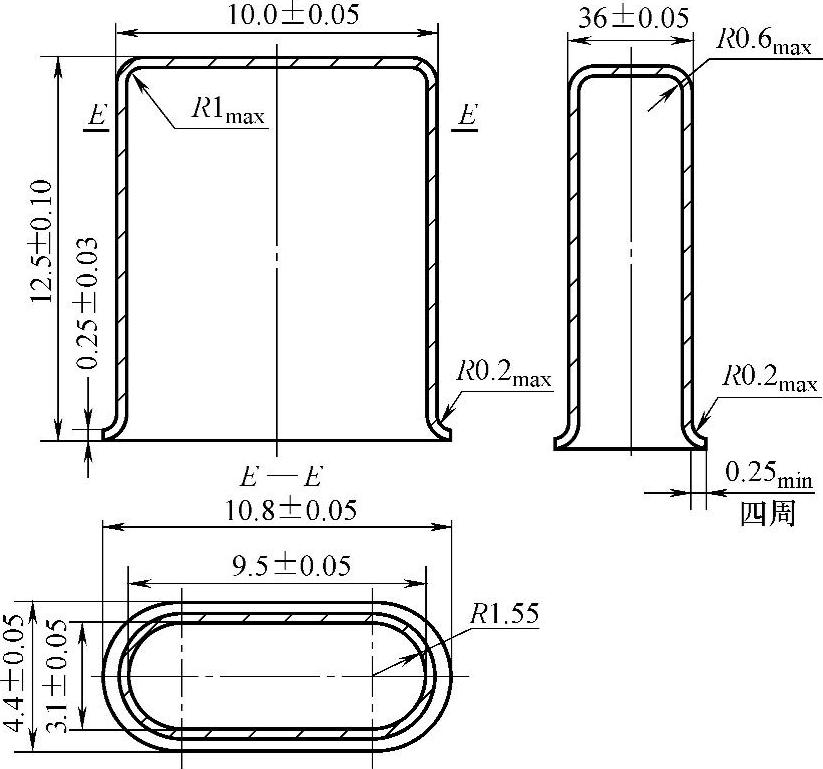
图3-48所示为石英晶体振荡器管帽,材料为10钢,料厚为0.25mm。该制件为带小凸缘的椭圆形壳体,凸缘部分要求平整,和管基封装配套,精度要求较高。采用多工位拉深模经连续拉深、整形、镦台、落料加工,满足大批量生产要求。
毛坯尺寸的确定,可按毛坯与制件等面积的原理分两部分计算确定:一部分为制件两端圆弧部分当成带凸缘筒形件计算,可直接用公式算得;另一部分为制件的直壁部分面积,按弯曲展开算得,最终计算拉深毛坯直径为φ22mm。
2.排样设计
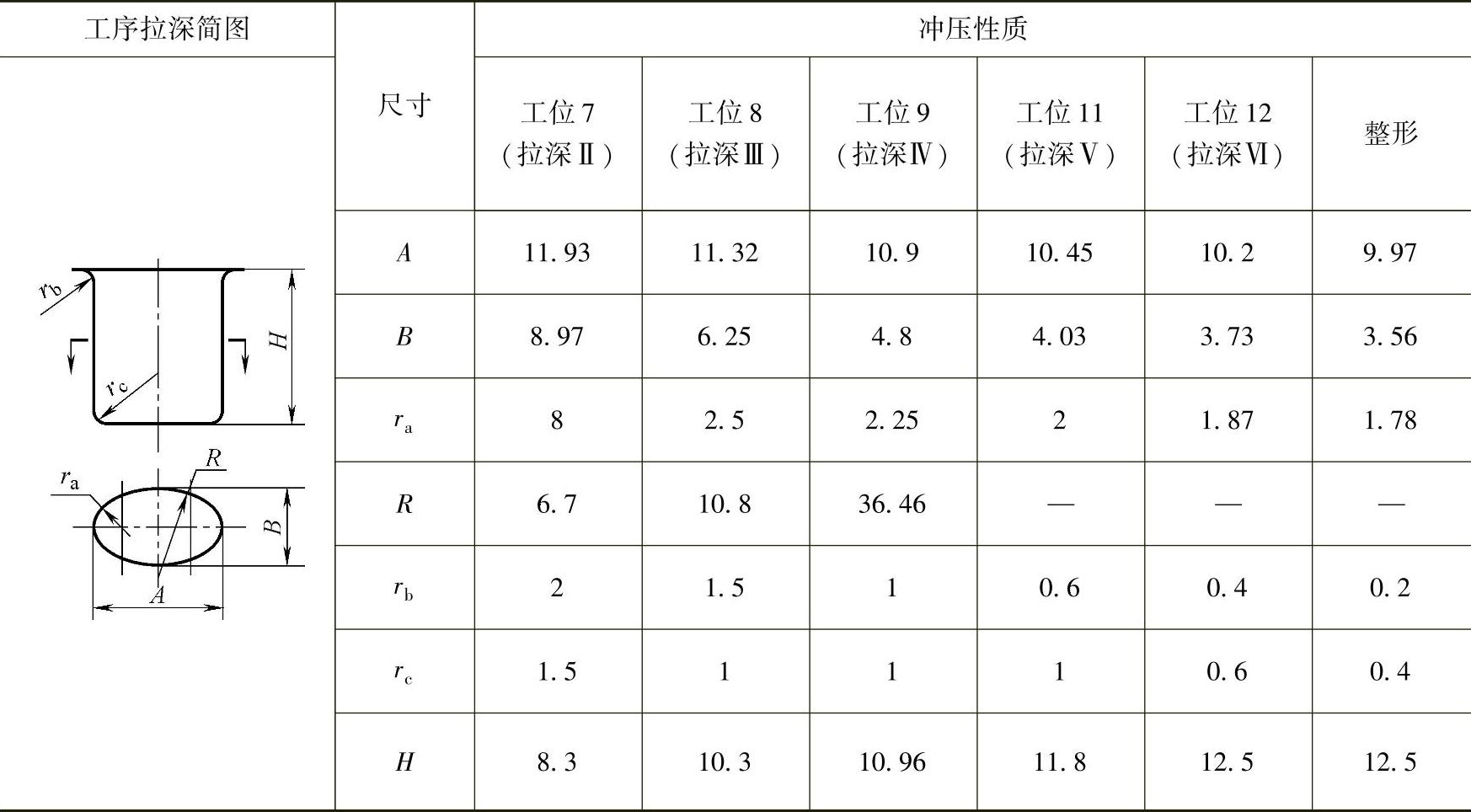
排样图见图3-49。为了使材料容易流动成形,获得较好的制件,采用了双圈形切口;在带料两侧,两工位之间的废料处,设有两导正销孔,以保证带料送料精度。排样共设有16个工位,料宽为30mm,步距为24mm。各有关工位冲压性质及相关尺寸见表3-4。具体工位如下:
工位①:冲导正销孔,外圈切口。
工位②:空工位。
工位③:内圈切口。
工位④:空工位。
工位⑤:首次拉深。
工位⑥:空工位。
工位⑦:二次拉深。
工位⑧:三次拉深。
工位⑨:四次拉深。
工位⑩:空工位。
工位(11):五次拉深。
工位(12):六次拉深。
工位(13):整形。
工位(14):镦台。
工位(15):空工位。
工位(16):落料。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-48 石英晶体振荡器管帽
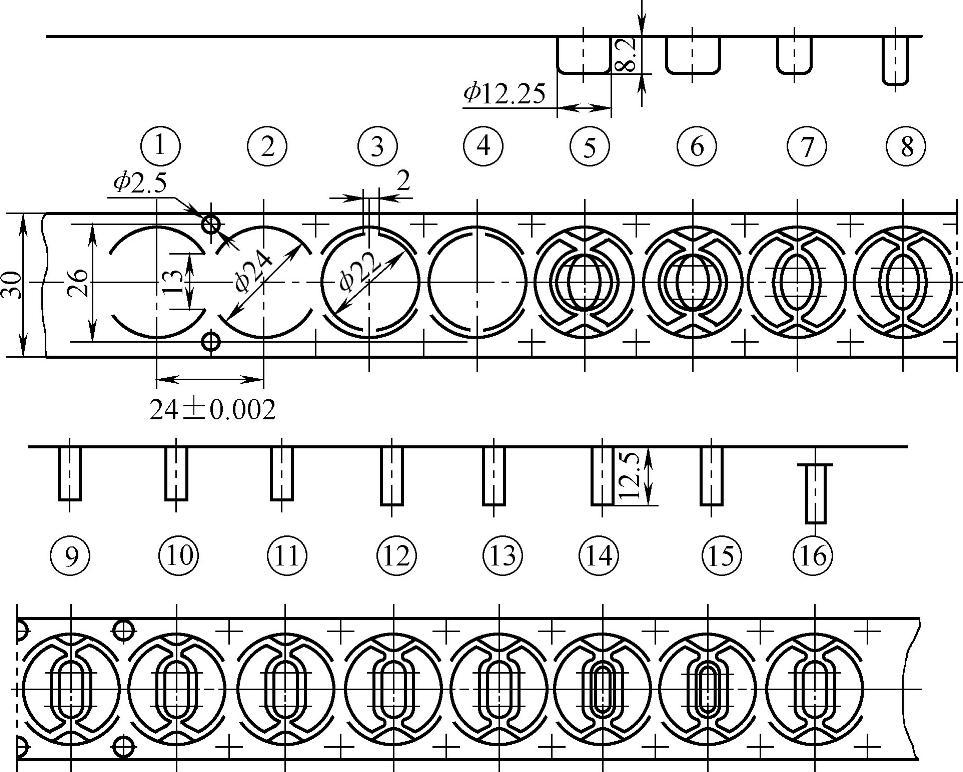
图3-49 排样图
3.模具结构设计
图3-50所示为石英晶体振荡器管帽多工位级进模结构。模具结构特点如下:
1)模架上、下模座采用45钢经调质处理,厚度分别为50mm、70mm。四根滚动式导柱、导套导向副采用倒装形式,便于刃磨。
2)凸、凹模与固定板采用H6/h5配合。将固定板13、15和压板21卸下,凸、凹模可方便从固定板中取出,进行维修或更换。
首次拉深为圆筒形状,但筒底采用椭圆形由凸模形状决定(见图3-50e)。这样有利于制件后续工位形状过渡。
表3-4 有关工位冲压性质及相关尺寸 (单位:mm)
凸模的材料为W6Mo5Cr4V2,凹模的材料为YG8。内腔加工采用了两次线切割法:第一次粗切;第二次用慢走丝精切,并留精磨余量0.08~0.1mm。用坐标磨达到尺寸要求。然后用研磨膏和木棒进行镜面抛光。在精磨型腔的同时,把凹模定位的直线部分(见图3-50f中k面)一起磨出,以确保装配时,凹模在固定板中定位精度的一致性。
3)凸、凹模间双面间隙如下:首次拉深为0.55mm;二次拉深为0.55mm;三次拉深为0.54mm;四次拉深为0.53mm;五次拉深为0.52mm;六次拉深为0.5mm;整形工位取负间隙为0.48mm。
4)卸料板除了进行卸料、压料的作用外,还对凸模起到精密的导向和保护作用。卸料板9和16分别由四根和两根辅助导柱7及19,将上、下模联成一体。并由顶柱(见图3-50b中件23)把卸料板吊在固定板上。卸料板靠导套22(采用硬铝青铜QA19-4制成)与辅助导柱滑动。
每道拉深工序卸料用的卸料板都是独立设置的,这样在试模中调压及维修都比较方便。分别由顶料导杆2及下模座中装的强力弹簧支撑。凸模与卸料板的间隙取0.005~0.01mm。
在拉深过程中,每块卸料板对称于凸模的两边,设有两个缓冲柱(见图3-50d件27),对卸料板起着缓冲作用,以保持卸料板的平稳性。
首次拉深工序,在下模设有调压装置(见图3-50c)及弹簧、螺塞。当卸料板压料时,始终处于压力均衡状态,对防止制件凸缘起皱起到良好的作用。
5)采用拉式气动送料器实现自动送料,由浮动导料销5导料,浮动托料杆6顶出凹模一定高度,浮动导正销8精定位进行正常作业。带料进入模具前,装于进料模外的支承板上设有带油棉织物(图中未表示),对带料表面的附着物起擦净作用。
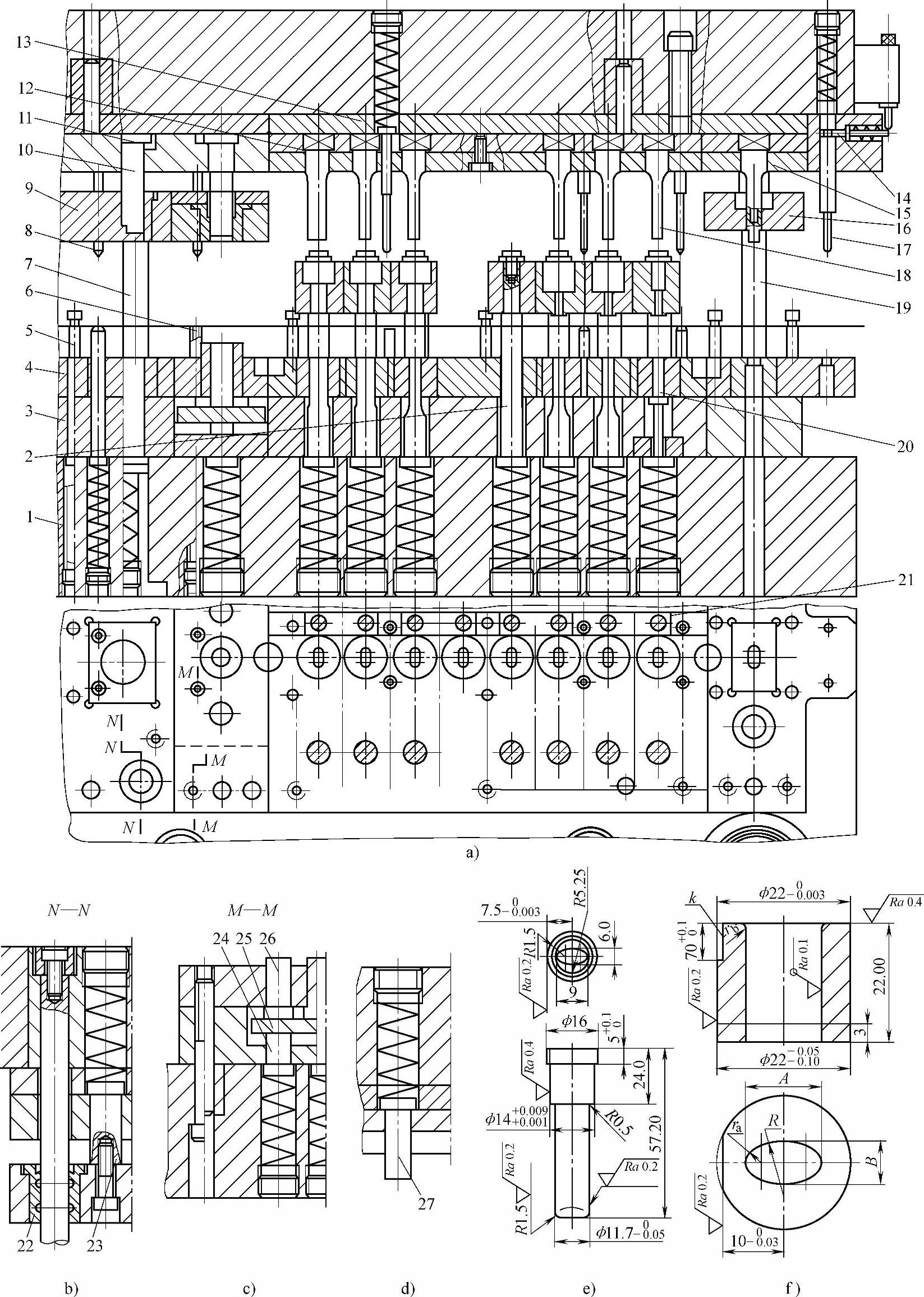
图3-50 石英晶体振荡器管帽多工位级进模结构
a)多工位级进模结构 b)卸料装置连接形式 c)首次拉深下模的调压装置 d)卸料板缓冲装置 e)首次拉深凸模 f)拉深用硬质合金凹模镶件 1—4导柱滚动导向模架 2—顶料导杆 3—下垫板 4—凹模固定板 5—浮动导料销 6—浮动托料杆 7、19—导柱 8—浮动导正销 9、16—卸料板 10—切口凸模 11、12—微调垫片 13、15—固定板 14—接触销 17—浮动安全检测销 18—凸模 20—凹模 21—压板 22—导套 23—顶柱 24、26—顶杆 25—托板 27—缓冲柱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。