



1.工艺分析
图3-23所示的长圆筒形件,材料为SPCE,板料厚为0.3mm,年产量100多万件。旧工艺采用5副单工序模:①落料拉深复合模;②二次拉深;③三次拉深;④四次拉深;⑤拉深带整形。最后在车床上进行口部及内口倒角加工,需要设计专用的夹具,且容易引起断面形状的改变。这样不仅生产效率低、生产成本高、产品质量不稳定,而且不能满足大批量生产的要求。为了满足大批量的生产,采用多工位连续拉深模设计,在末次采用拉深与挤边复合工艺。
从图3-23可以看出,由于在带料上连续生产无凸缘拉深件。其修边余量也应在带料平面上考虑,而不应沿制件高度方向考虑。
该拉深件高度h=46±0.05mm,内口部有30°的倒角要求。旧工艺是采用单工序拉深结束后,再用车床加工,然后再进行内口部倒角。经过分析,在末次拉深时系数适当取大些,并设计成拉深带挤边复合工艺,能解决制件高度46±0.05mm的尺寸及内口部有30°角的要求。
2.拉深工艺的计算
(1)毛坯的计算
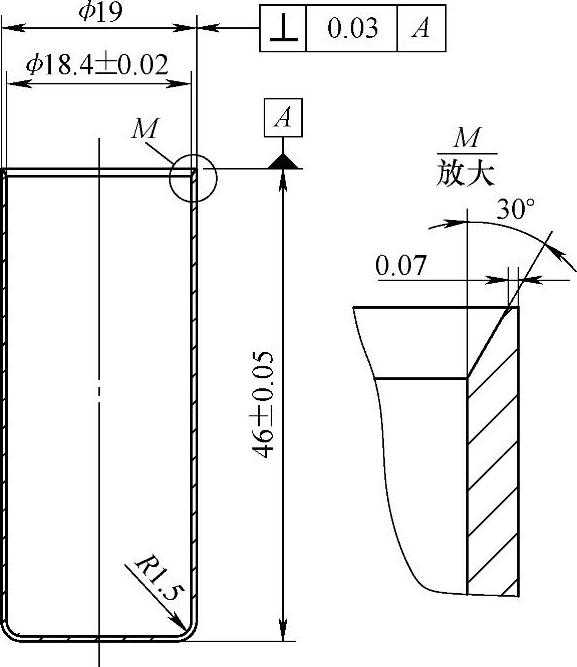
图3-23 长圆筒形件
从表3-3查得,当连续拉深件直径>25~50mm时,其修边余量δ=2.5mm。结合实际经验,把修边余量调整为δ=3mm,得凸缘直径d凸=2×3+19=25mm。
表3-3 连续拉深件的修边余量δ(单位:mm)
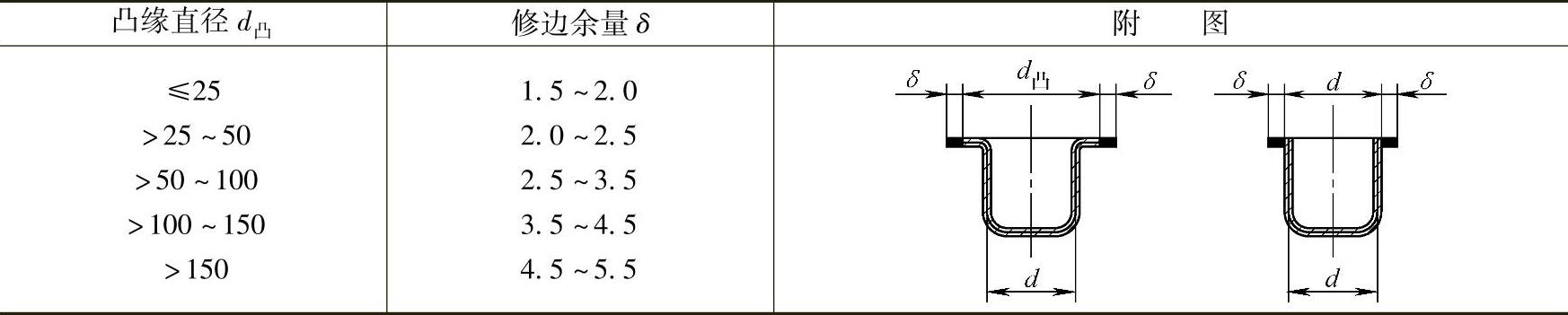
注:表中的修边余量δ直接加在制件的凸缘上,再进行计算毛坯的展开尺寸。
代入公式计算:

考虑到相对板料厚度很小,为了防止后续拉深出现拉破现象,按经验:首次拉深按表面积计算多拉入了4%的材料;在后续的拉深中,再将多拉入的料返回到凸缘处。这样就可防止再拉深时,因凸缘区材料再流入凹模而出现拉破现象,故实际采用的毛坯直径D1为

(2)拉深系数及各次拉深直径计算
拉深系数是拉深工艺中的重要一个参数。该制件首次拉深把凸缘部分的材料全部拉入凹模内,因此首次拉深按无凸缘零件计算拉深系数。毛坯相对厚度为

查得m1=0.55~0.58,m2=0.78~0.79,m3=0.80~0.81,m4=0.82~0.83。首次拉深材料还没硬化,塑性好,拉深系数可取小些。由于制件再拉深的硬化指数相对较高,而塑性越来越低,变形越来越困难,故拉深系数一道比一道大。该制件在连续拉深中,中间并无退火工序,拉深系数相对取大些。根据经验值调整后的拉深系数:m1=0.55,m2=0.79,m3=0.80,m4=0.85。求得各工序拉深直径如下:
d1=m1D1=0.55×64.4mm=35.42mm(实取35.5mm)
d2=m2d1=0.79×35.5mm≈28mm
d3=m3d2=0.80×28mm=22.4mm
d4=m4d3=0.85×22.4mm≈19mm
3.排样设计
为了提高材料利用率,该制件采用一出三排样较为合理,求得料带宽度为202mm,步距为72mm。排样图见图3-24,共设计为11个工位。具体工位如下:
工位①:冲导正销孔。
工位②:空工位。
工位③:切口。
工位④:空工位。
工位⑤:首次拉深。
工位⑥、⑦:空工位。(https://www.xing528.com)
工位⑧:二次拉深。
工位⑨:空工位。
工位⑩:三次拉深。
工位(11):四次拉深与挤边复合工艺。
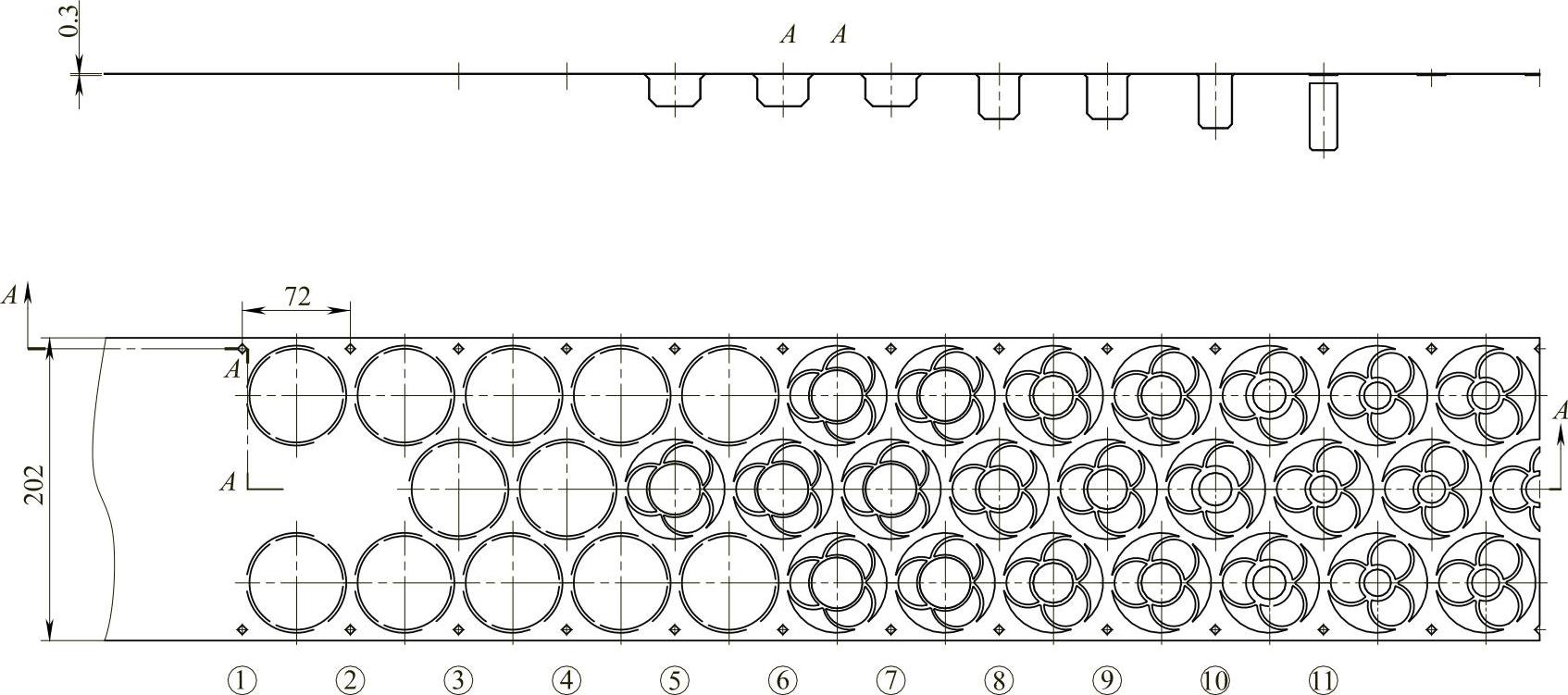
图3-24 排样图
4.模具结构设计
图3-25所示为长圆筒形件多工位级进模结构。该结构为多组模板组合而成的一副较精密的级进拉深模,以便调试、维修。各工序的结构较为复杂,有复合内、外切口,以及拉深与挤边复合工艺等。为了确保制件的精度,此模具采用4个精密滚珠钢球导柱。以滚动送料器为粗定距,以内部导正销为精定距。使模具在生产中更稳定;在模具外部安装误送检测装置(未绘制出),当带料送错位或模具碰到异常时,压力机即自动停止冲压。
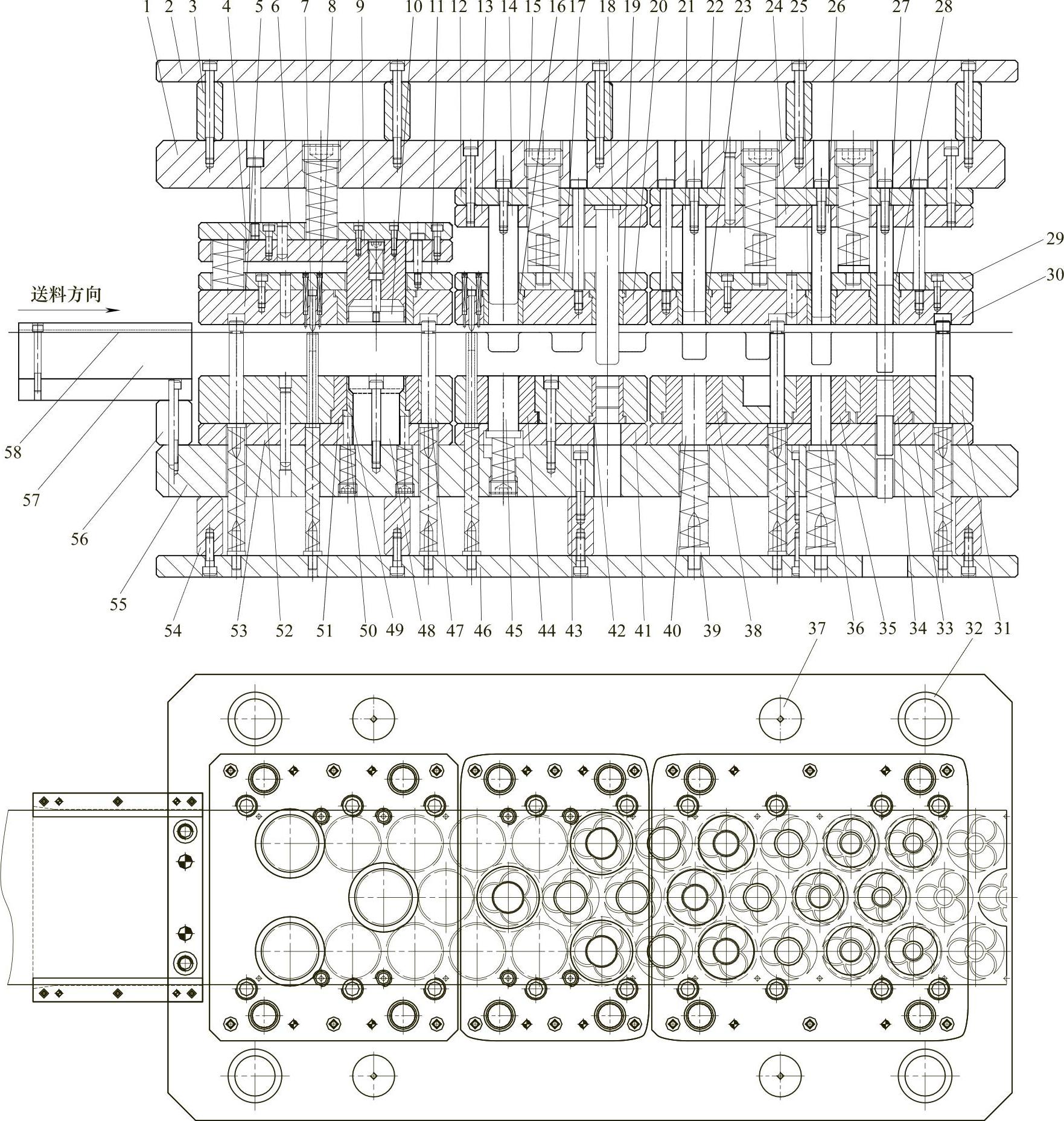
图3-25 长圆筒形件多工位级进模结构
1—上模座 2—上托板 3—上垫脚 4、13、24—固定板 5、20、30—卸料板 6、12、22—固定板垫板 7—导正销 8、36、40、45、50—顶杆 9—凸凹模 10—内卸料块 11、17、29—卸料板垫板 14、21、26—拉深凸模 15—螺塞 16、23、25、28—卸料板镶件 18—小导柱 19、42—小导套 27—拉深、挤边凸模 31、43、52—下模板 32—导柱 33、41、53—下模板垫板 34—拉深、挤边凹模 35、38、44—拉深凹模 37—限位柱 39—弹簧垫圈 46—下托板 47—浮动导料销 48—下凸模 49—顶料圈 51—下模镶件 54—下垫脚 55—下模座 56—垫块 57—导料板 58—带料
该制件年产量较大,为了确保拉深凹模的使用寿命和稳定性,各工位的拉深凹模采用硬质合金镶拼而成。
(1)切口结构
由于模具长度的限制,把常规的内圈切口及外圈切口两个工位,合并为复合切口一个工位来完成较合理。这样既减短带料的工位及模具的长度,又使送料更稳定。复合切口结构如图3-26所示。
(2)拉深与挤边复合工艺
为了提高产品质量,满足大批量生产的要求。工位(11)采用拉深与挤边复合工艺。拉深、挤边复合结构如图3-27所示。
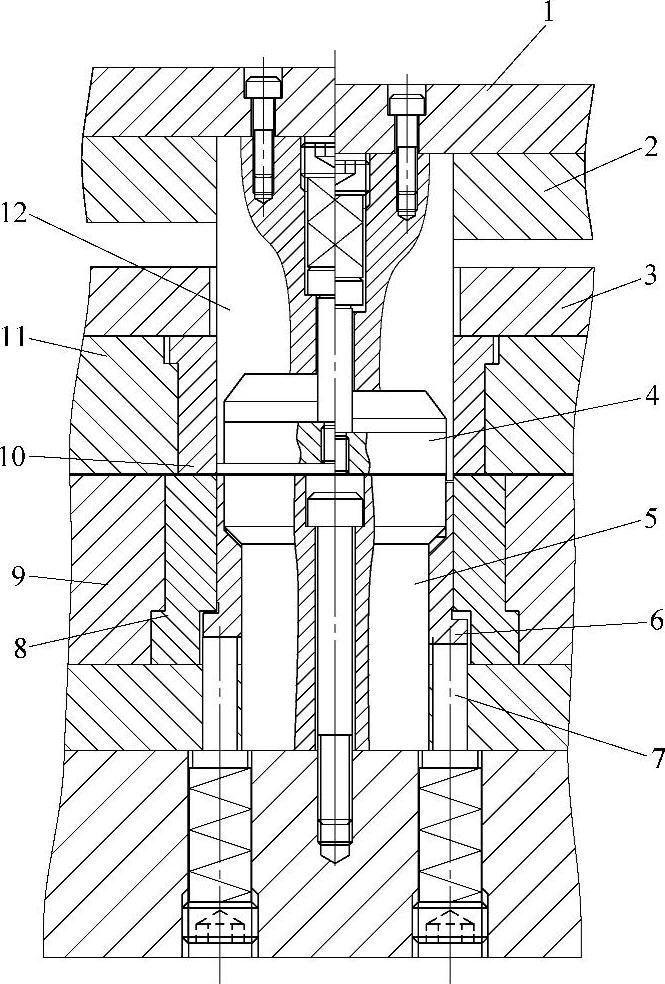
图3-26 复合切口结构
1—固定板垫板 2—固定板 3—卸料板垫板 4—内卸料块 5—凸模 6—推料圈 7—顶杆 8—下模镶件 9—下模板 10—卸料板镶件 11—卸料板 12—凸、凹模
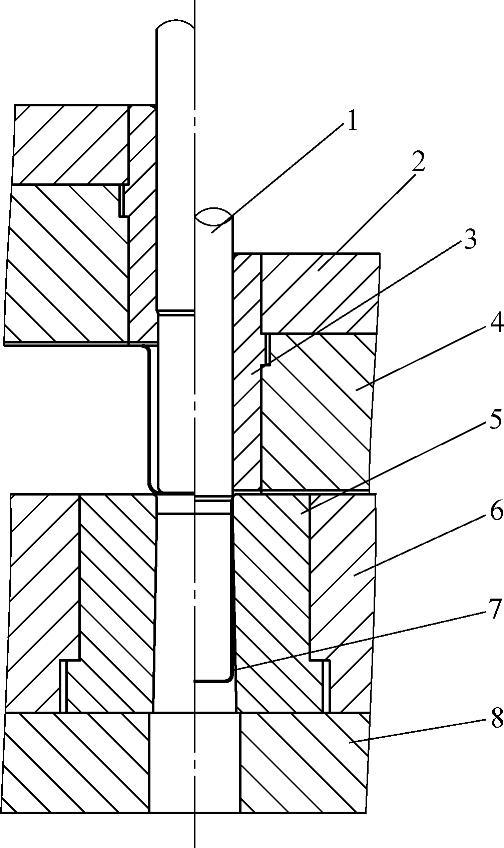
图3-27 拉深、挤边复合结构
1—凸模 2—卸料板垫板 3—卸料板镶件 4—卸料板 5—拉深、挤边凹模 6—下模板 7—制件 8—下模垫板
1)其结构是:首先拉深凸模进入带料制件中,随着拉深凸模下行,对制件进行拉深;在拉深工序结束时,拉深凸模的台阶与凹模共同对制件进行挤边。挤边的变形过程不同于冲裁。挤边过程可分解为以下几个阶段:
①弹性变形阶段。拉深凸模上的台阶接触前一工位送进的工序件后,开始压缩材料。材料弹性压缩,随着凸模的继续压入,材料的内应力达到弹性极限。
②塑性变形阶段。凸模继续压入,材料的内应力达到屈服极限时,开始进入塑性变形阶段。凸模挤入材料的深度逐渐增大,即弹性变形程度逐渐增大,变形区材料硬化加剧。
③挤边阶段。凸模继续向下,“无间隙”地通过凹模,把制件进行切断。制件挤压面和切断面表面粗糙度值较低。
2)拉深挤边具有以下特点:
①挤边过程是凸模利用尖锐的环状台阶从水平方向挤压制件,使侧壁与余边逐渐分离。
②由于拉深和挤边总是相拌而行,挤边刃口既是拉深凸模(或凹模)的部分,即省去了专用切边模,又可以免去车床加工倒角的工序。
③拉深挤边后,制件边缘内口部的形状见图3-23的M放大图。其中,30°角的大小与挤边工位的凸模参数相关联,经过调试后达到制件使用性能的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。