



1.工艺分析
图3-20所示的黄铜管帽,材料为H68M,料厚t为0.4mm,该制件拉深展开毛坯直径D为φ18mm,则
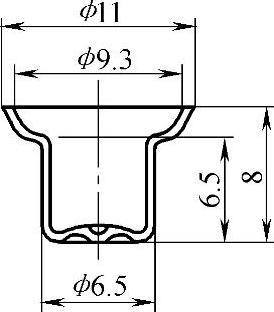
图3-20 黄铜管帽
经计算后,查表3-2,并结合经验,该制件可以使用无工艺切口的整带料拉深。制件图中,筒形上部φ11mm×1.5mm的碗形部分用成形方法获得。
制件的总拉深系数 ;带推件装置时,黄铜的极限总拉深系数m总=0.2~0.24。实际m总=0.34>0.2~0.24,表示制件在连续拉深过程中可以不进行中间退火的工序。
;带推件装置时,黄铜的极限总拉深系数m总=0.2~0.24。实际m总=0.34>0.2~0.24,表示制件在连续拉深过程中可以不进行中间退火的工序。
2.排样设计
该制件经过上述的分析后,选用无工艺切口连续拉深工艺方案。排样图见图3-21,共分10个工位。具体工位如下:
工位①:首次拉深成φ10.5mm×4.9mm,m1=0.58。
工位②:空工位。
工位③:二次拉深成φ8.6mm×5.9mm,m2=0.82。
工位④:三次拉深成φ7.2mm×6.6mm,m3=0.84。
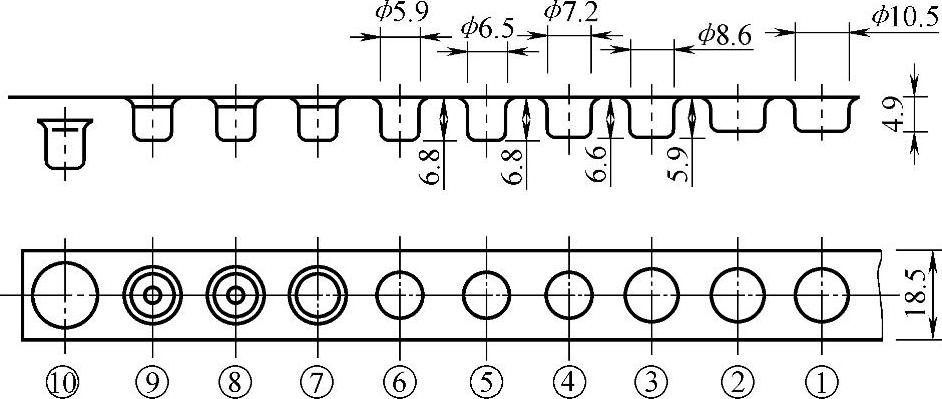
图3-21 排样图
工位⑤:四次拉深成φ6.5mm×6.8mm,m4=0.9。(https://www.xing528.com)
工位⑥:五次拉深成φ5.9mm×6.8mm,m5=0.91。
工位⑦:凸缘处成形。
工位⑧:底部成形。
工位⑨:空工位。
工位⑩:落料。
3.模具结构设计
图3-22所示为黄铜管帽多工位级进模结构。该模具结构特点如下:
1)带料送进用自动送料机构粗定位;各次拉深成形用凸模自动找正;落料凸模3上的导正销20作落料时精定位。
2)工位①首次拉深用活动压板12起压料作用,以后各工位采用固定卸料板2卸料。
工位②为空工位,加一活动压料杆10,可避免拉深过程中带料滑移和翘起。
3)凹模采用镶套结构。
4)拉深、成形凹模中设推件装置(弹性)。
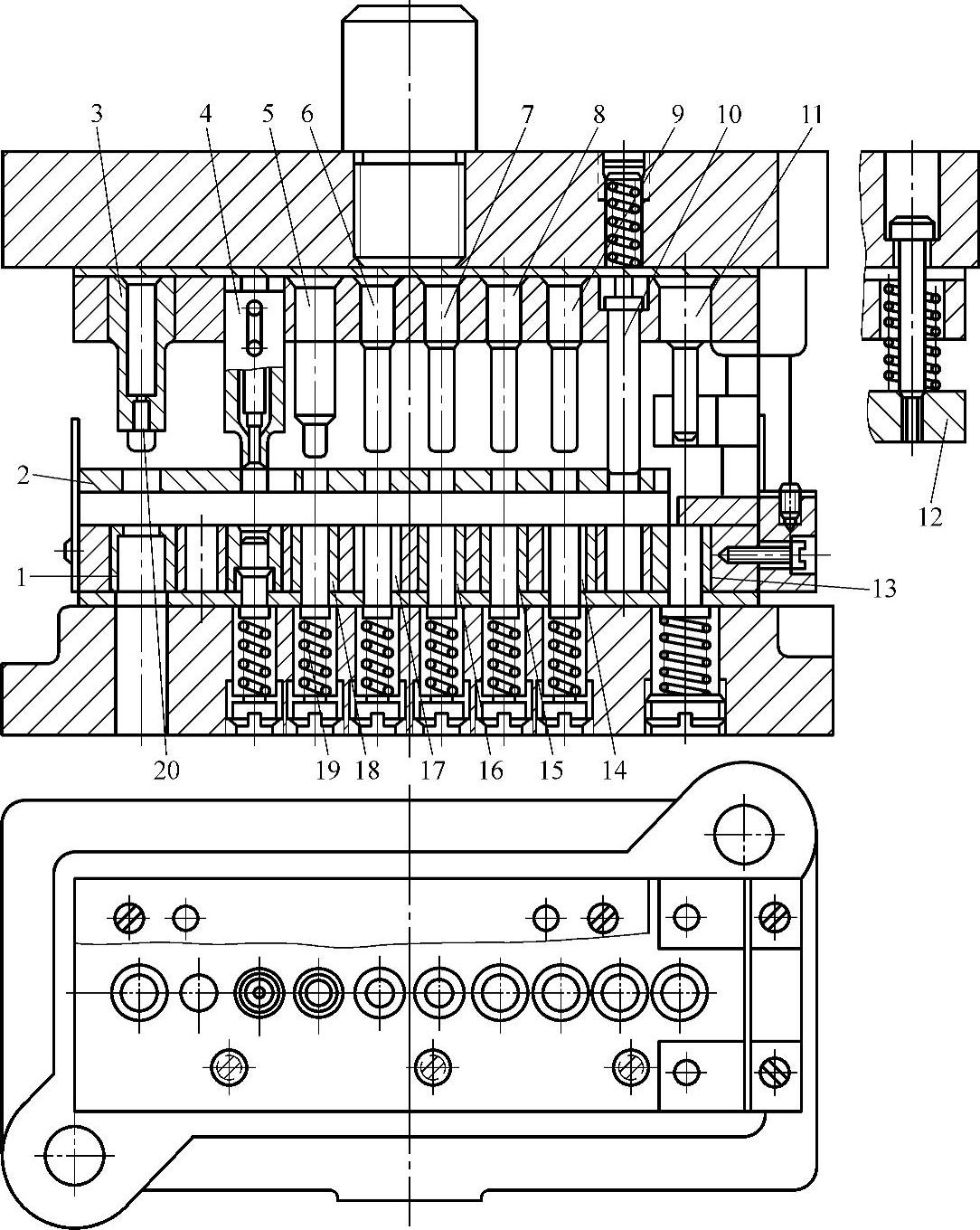
图3-22 黄铜管帽多工位级进模结构
1—落料凹模 2—固定卸料板 3—落料凸模 4、5—成形凸模 6、7、8、9、11—拉深凸模 10—活动压料杆 12—活动压板 13、14、15、16、17—拉深凹模 18、19—成形凹模 20—导正销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。