



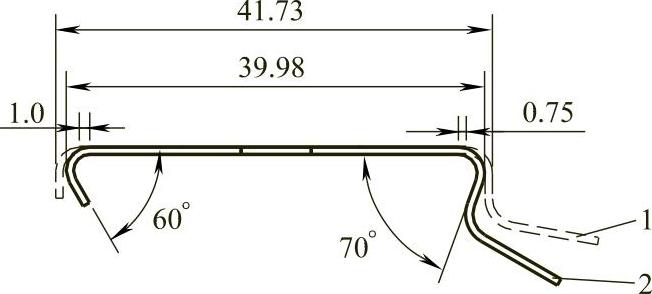
图2-39 负角度弯曲成形前后工序件比较
1—前一工序“U”形弯曲工序件 2—后一工序60°及70°弯曲工序件
1.工艺分析
图2-40所示的铰链卷圆件,材料为SUS-430不锈钢,板料厚为1.2mm。由于需求量庞大,年产量为230多万件,故采用多工位级进模来冲压。该制件有毛刺方向的要求,须向上卷圆成形。计算出毛坯总长度L=40.63mm。制件展开图见图2-41。
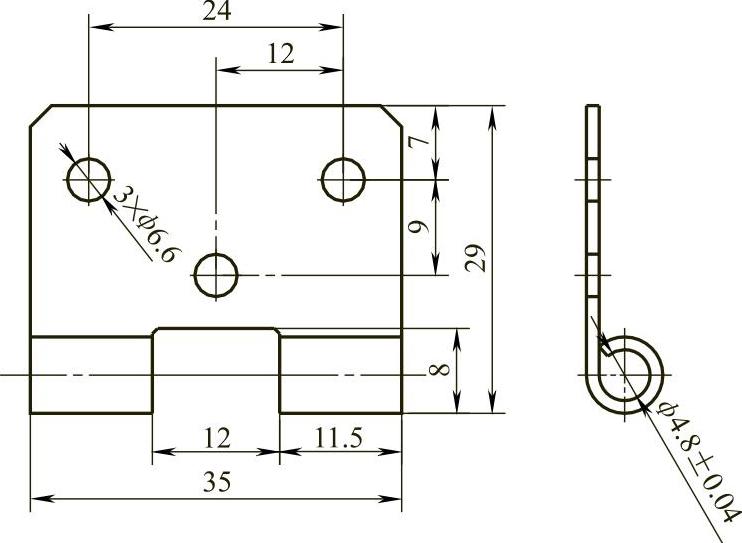
图2-40 铰链卷圆件
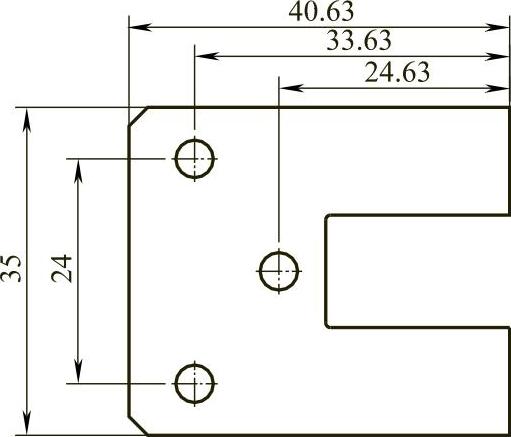
图2-41 制件展开图
从图2-40可以看出,制件内孔精度要求较高(内孔为φ4.8±0.04mm)。为此,在多工位级进模设计时,要重点考虑卷圆弯曲成形问题。经分析,材料在垂直于纤维方向和平行于纤维方向,均满足卷圆件的要求。该制件卷圆成形要经过头部弧形弯曲、90°弧形弯曲及卷圆弯曲来完成。
2.载体设计
载体设计必须有足够的强度和刚性,不变形,能够运载带料上冲出的制件,并且使送进平稳。一般有三种形式:双侧载体、单侧载体和中间载体。单侧载体、中间载体省料,但稳定性不好;双侧载体送料稳定性可靠,是使用最广泛的形式,但材料利用率低。本模具由于材料厚度为1.2mm,因此采用了单侧载体结构。
3.排样设计
为了简化级进模结构,降低制造成本,保证带料送进刚性和稳定性,在对该制件排样时,主要考虑以下因素:①生产能力与生产批量;②送料方式;③冲压力的平衡(压力中心);④材料利用率;⑤正确安排导正销孔;⑥凹模要有足够的强度;⑦载体形式;⑧空工位的确定;⑨制件从载体上切下的方式等。在充分分析图2-40铰链卷圆特点的基础上,决定采用单排排列较为合理。排样图见图2-42。
为了弯曲、卷圆等成形不发生干涉,以及简化模具的结构,该模具共分为10个工位来冲压成形。具体工位如下:
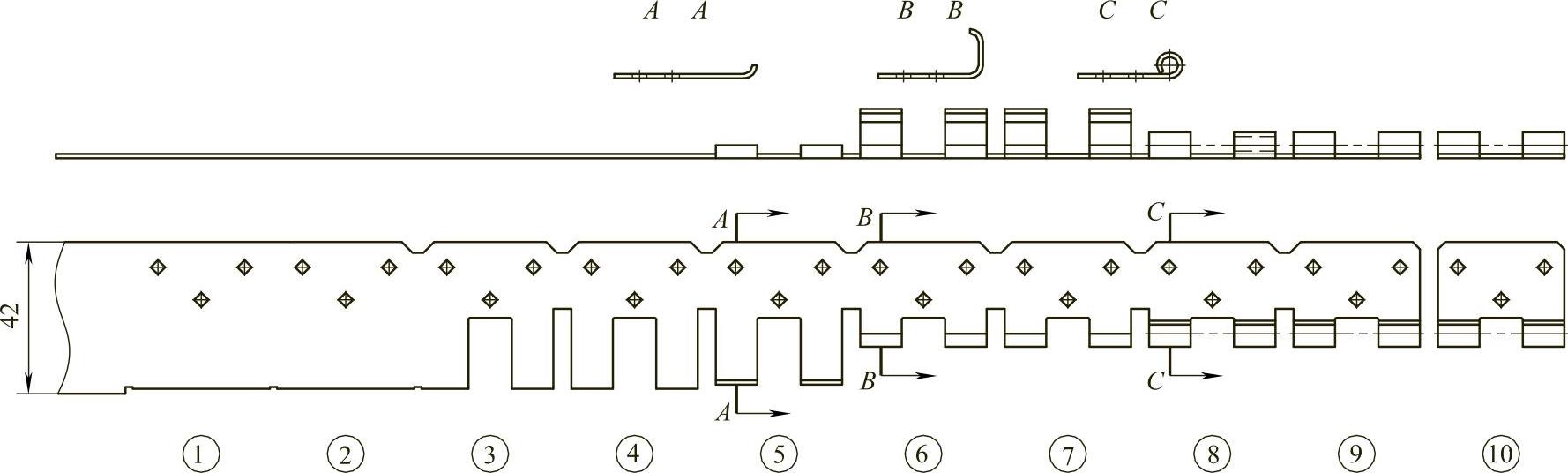
图2-42 排样图
工位①:冲侧刃,冲孔。
工位②:冲切外形废料。
工位③:冲切长方槽。
工位④:空工位。
工位⑤:弧形弯曲。
工位⑥:圆弧弯曲(90°圆弧弯曲)。
工位⑦:空工位。
工位⑧:卷圆。(https://www.xing528.com)
工位⑨:空工位。
工位⑩:切断。
4.模具结构设计
铰链卷圆件多工位级进模结构如图2-43所示。
(1)模具结构
该模具结构紧凑,设计巧妙。为了保证模具的冲压精度,采用四导柱滚珠导向通用模架。除采用侧刃定距外,在每隔2~3个工位还设置导正销定位。这样可以保证带料上的工件,在经过多个工位冲压及弯曲后,仍有很高的成形精度。在模具内部设置有3个空工位,以确保各模板的强度。
由于该模具存在弯曲及卷圆等工序,当弯曲结束后,弯曲部分留在模腔内将阻止带料的送进。需采用浮料装置,在冲压回程时,将带料从弯曲凹模内顶出,使送料能够顺利地进行。
(2)设计要点
1)凸模设计。由于板料厚度为1.2mm,冲孔凸模结构设计成台阶式,可以改善凸模强度,且经过校核,该凸模在冲裁力作用下不会发生抗压失稳;冲切废料凸模、弯曲及卷圆凸模等,均采用直通式,并用螺钉固定在上模,方便制造和快速更换。
2)凹模设计。为了方便维修,冲切、弯曲及卷圆等,凹模全部采用镶拼式结构,并用螺钉固定在凹模板垫板上,方便拆装。对于形状比较规则的镶件(如方形镶件),需要采用一些防错措施,防止镶件装错方向而造成模具损坏。例如,将方形镶件的其中一个角,设计成过渡圆角或C角等。
3)卸料方式。卸料板采用弹压卸料装置,可在冲裁前将板料压平,防止冲裁件翘曲,可保证较高的送料精度。
4)为了很好地克服铰链卷圆件的头部回弹问题,在工位⑤设计了头部圆弧预弯工序,
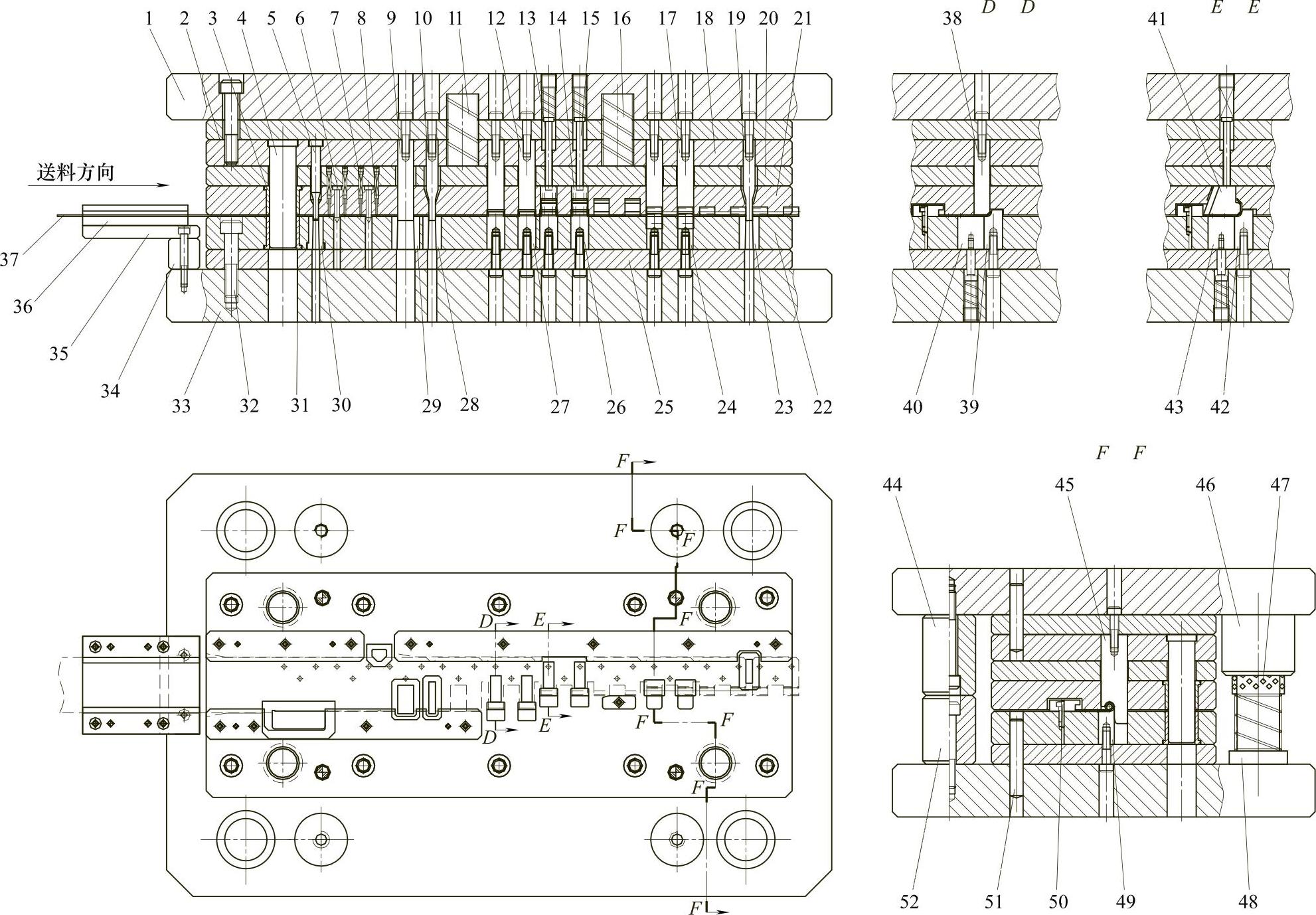
图2-43 铰链多工位级进模结构
1—上模座 2—固定板垫板 3、31—小导套 4—小导柱 5—冲孔凸模 6—导正销 7、11、16—弹簧 8—弹顶器 9、1O—异形凸模 12、38—成弧形凸模 13、15—斜滑块顶杆 14、41—斜滑块 17、45—卷圆凸模 18—固定板 19—切断凸模 2O—卸料板垫板 21—卸料板 22—凹模板 23—切断凹模 24—卷圆凹模 25—凹模板垫板 26、42—9O°圆弧弯曲凹模 27、39—成弧形凹模 28、29—异形凹模 3O—冲孔凹模 32—螺钉 33—下模座 34—垫块 35—承料板 36—外导料板 37—带料 4O、43—凹模顶块 44—上限位柱 46—导套 47—保持圈 48—导柱 49—卷圆凹模 5O、51—圆柱销 52—下限位柱
其结构较为简单(见图2-43的D—D视图)。
5)工位⑥为90°圆弧弯曲(见图2-43的E—E视图)。此结构给卷圆件提供了可靠的卷圆基础。其工作过程:上模下行,斜滑块41将工件压入凹模顶块43,上模继续下行,工件随着凹模顶块43进入弯曲凹模42成形工作。上模回程时,由凹模顶块43将工件抬起,斜滑块41随着卸料板斜度导轨滑下,工件能很好地进行卸料。
6)卷圆设计(见图2-43的F—F视图)。为了确保卷圆件内孔φ4.8±0.04mm的精度,其凹模工作区尖角部分的圆弧,与卷圆件的圆弧相等,能很好地控制内孔的圆度。其工作过程:上模下行,卸料板在弹簧力的作用下首先压住工件;上模继续下行,卷圆凸模45的导向部分先进入凹模,再进行卷圆工作。
(3)模具零件的制造与装配
1)模板材料的选用及热处理。此模具结构中的固定板垫板、卸料板垫板及凹模板垫板选用Cr12,热处理硬度为50~53HRC;固定板选用45钢,调质硬度达320~360HW;卸料板及凹模板选用高铬合金钢Cr12MoV,热处理硬度为55~58HRC;凸模及凹模选用SKDII,热处理硬度为60~62HRC。为了保证模具的使用寿命,各模板的加工精度尤为重要。各垫板采用快走丝切割加工,主要模板采用慢走丝切割加工。
2)模具的装配
①上模部分装配。首先把各凸模、小导柱等安装在固定板上;再把固定板垫板与已装有凸模的固定板一起安装在上模座;用螺钉初步把固定板通过固定板垫板固定在上模座;再把卸料板的小导套孔对入固定板的小导柱上,拧紧卸料螺钉即可。
②下模部分装配。首先把凹模板与凹模板垫板安装在下模座,打入定位销,用螺钉固定在下模座上;再把凹模固定在凹模板上,拧紧固定螺钉即可。
③上、下模的装配。把已装配的上模配入在已装配的下模上;将上模部分进行上下滑动,并带动凸模反复进入凹模,直到凸模顺利进入凹模为止;再拧紧上模螺钉,拆下卸料板,把上模部分的销钉配绞后,打入定位销,放入弹簧等零件;最后安装卸料板及卸料螺钉即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。