



【摘要】:图1-4 垫圈2.排样设计结合工厂实际生产条件,该制件采用单排排列。2)两侧压块12在弹簧片11作用下,把条料压向一边,由于挡料杆1挡料,使送料更为准确。图1-6 垫圈多工位级进模结构1—挡料杆 2、4、8—凹模 3、6、7—凸模 5—导正销 9—始用挡料销 10—螺钉 11—弹簧片 12—侧压块3)模具工作时,条料送进,开始用始用挡料销9挡料,以后即由挡料杆1挡料。
1.工艺分析
图1-4所示的垫圈。材料为Q235碳素结构钢,料厚为4.0mm。制件形状简单,由内孔φ50mm和外圆φ62mm组成,要求内、外圆要同心。因该制件生产批量大,为了提高材料利用率,排样需考虑节省材料。
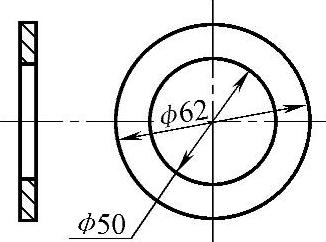
图1-4 垫圈
2.排样设计
结合工厂实际生产条件,该制件采用单排排列。经计算,该制件选用料宽为67mm的卷料,步距为64.5mm,共分为两个工序冲压,排样如图1-5所示。具体工位如下:
工位①:冲孔。
工位②:落料。
3.模具结构设计
垫圈多工位级进模结构如图1-6所示。其结构特点如下:(https://www.xing528.com)
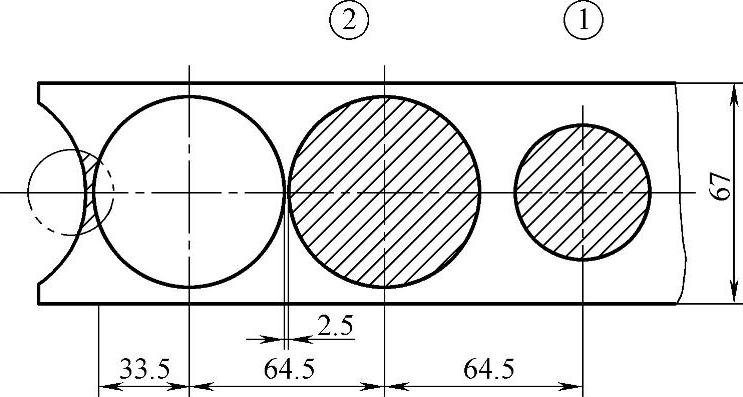
图1-5 排样图
1)为了保证上、下模的对准精度,该模具采用滑动导柱、导套的标准模架。
2)两侧压块12在弹簧片11作用下,把条料压向一边,由于挡料杆1挡料,使送料更为准确。
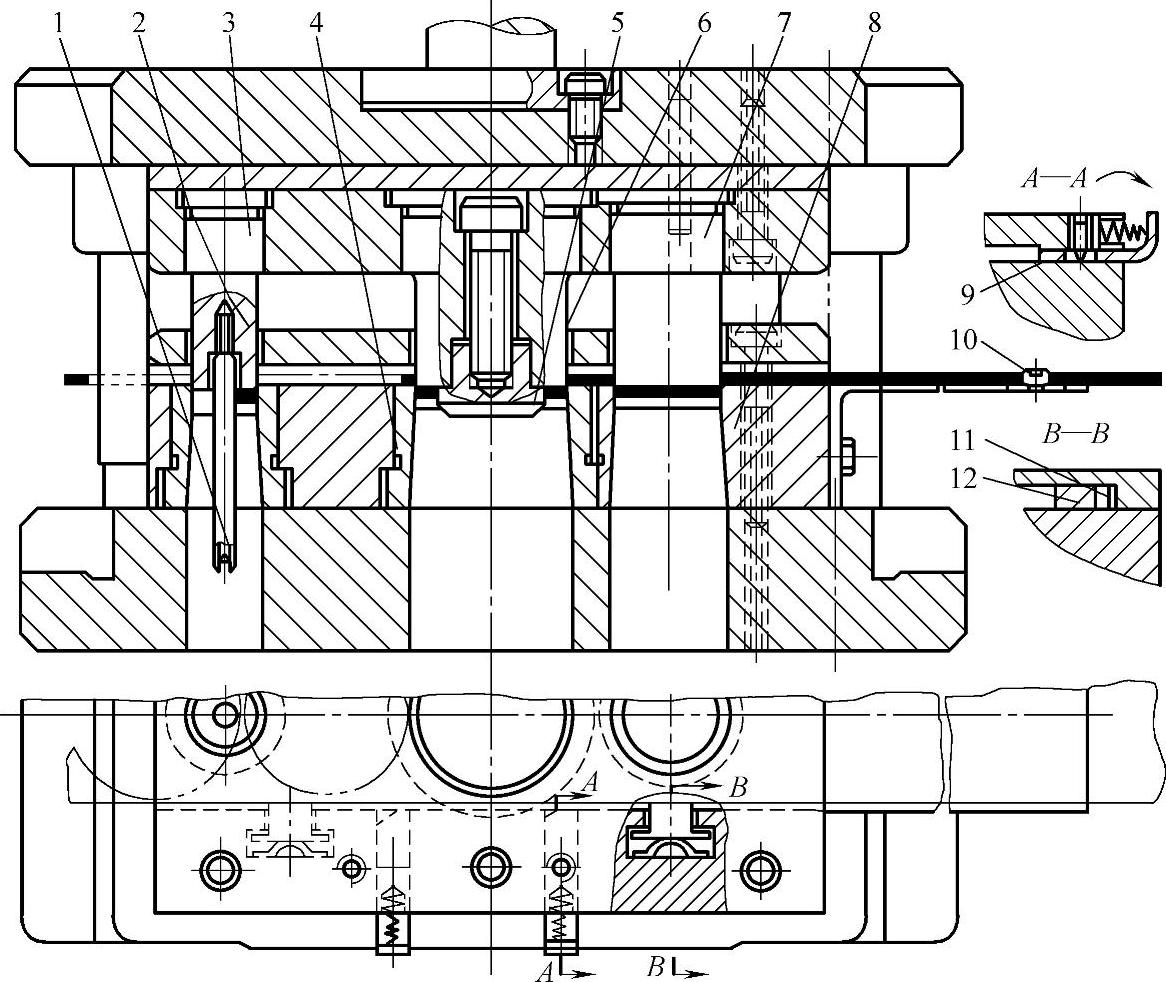
图1-6 垫圈多工位级进模结构
1—挡料杆 2、4、8—凹模 3、6、7—凸模 5—导正销 9—始用挡料销 10—螺钉 11—弹簧片 12—侧压块
3)模具工作时,条料送进,开始用始用挡料销9挡料,以后即由挡料杆1挡料。挡料杆1装在冲搭边的凸模3下面且较长。当上模在上止点时,挡料杆1仍不离开凹模刃口,故条料往左送进即被挡料杆1挡住。在冲裁的同时,凸模3将搭边冲开一个缺口,条料可顺利地(不用抬料)继续向左送料,实现连续冲裁。在第二工位落料时,由导正销5精确定位,这样可保证垫圈孔与外圆同心。此结构适用于行程不大的压力机上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。