



表面涂敷技术种类很多,包括涂装、堆焊、熔结、热喷涂、电火花沉积等。热喷涂技术是采用气体、电弧或等离子弧作为热源,将金属、合金、陶瓷等喷涂材料加热到熔融或半熔融状态,通过高速气流使其雾化、喷射、沉积到经过预处理的工件表面而形成附着牢固的表面层的方法。喷涂层通常与基体之间以机械结合为主,结合力较低;如果将涂层加热重熔,则涂层与基体之间产生冶金结合。热喷涂技术不仅适用范围广,金属、合金、塑料、木材等表面都能进行喷涂;而且它还能赋予零件表面各种所需的性能,如耐磨、耐热、耐腐蚀、抗氧化等性能,因此广泛应用于宇航、国防、冶金、石油、化工、机车和电力部门。
等离子弧温度高达10000℃以上,可以喷涂几乎所有固态工程材料,包括陶瓷及复合粉末材料,因此等离子喷涂是一种非常有前途的热喷涂工艺。Ni60自熔合金是一种用于热喷涂的典型镍基合金,涂层硬度在60HRC左右,具有优良的耐磨性、耐蚀性和抗高温氧化的综合性能。图5-20是采用等离子喷涂获得的涂层形貌图。
Ni60喷涂涂层由γ-(Ni,Cr)、(Fe,Ni)23C6及铬的碳化物和硼化物等相组成。根据喷涂的冷却条件,涂层组织中经常出现枝晶状的镍基固溶体和枝晶间大量细小颗粒状化合物的共晶组织,基体是含硅、镍、铬的镍基固溶体,硬质相为(Fe,Ni)23C6及铬的碳化物和硼化物。如果添加WC,则会在涂层中形成块状硬质颗粒相。图5-21和图5-22是采用免喷涂工艺,即采用粘结剂将合金粉末涂覆在碳钢基体上,再进行感应加热重熔所获得的Ni60合金涂层的表层和过渡区域的组织。为了进一步提高耐磨性能,发展了Ni60+(25~30)WC的复合粉末,图5-23即为免喷涂+感应加热重熔后的涂层组织图。图5-24为铸造双金属层轴瓦的组织图。
电火花沉积是直接利用电能的高能量密度对零件表面进行强化处理的工艺。通过火花放电作用,把作为电极的导电材料熔渗进金属工件的表层,形成合金化的表面沉积层,使工件的物理化学性能和力学性能得到改善。电火花沉积是利用电容放电产生的短时大电流脉冲,形成温度高达5000~25000K的高温等离子弧,将电极材料熔化或汽化并过渡到工件上。因此电火花沉积适用于几乎所有的涂层材料,而对基体的热影响可以忽略不计;而且涂层在熔池中与基体形成了冶金结合。
电火花沉积常用于工具、模具和机械零件的表面强化以及磨损件的微量修补。通过电火花沉积在45钢和Cr12MoV钢表面沉积TiB2陶瓷涂层,涂层连续致密,与基体结合紧密,可以显著提高材料的表面硬度和耐磨性。在镀锌钢板点焊用CrZrCu电极表面,用电火花预涂敷Ni过渡层后再沉积TiB2涂层,可获得微观结构好的涂层,电极寿命成倍提高。图5-25~图5-28为电火花沉积在铜合金上的不同的涂层组织。
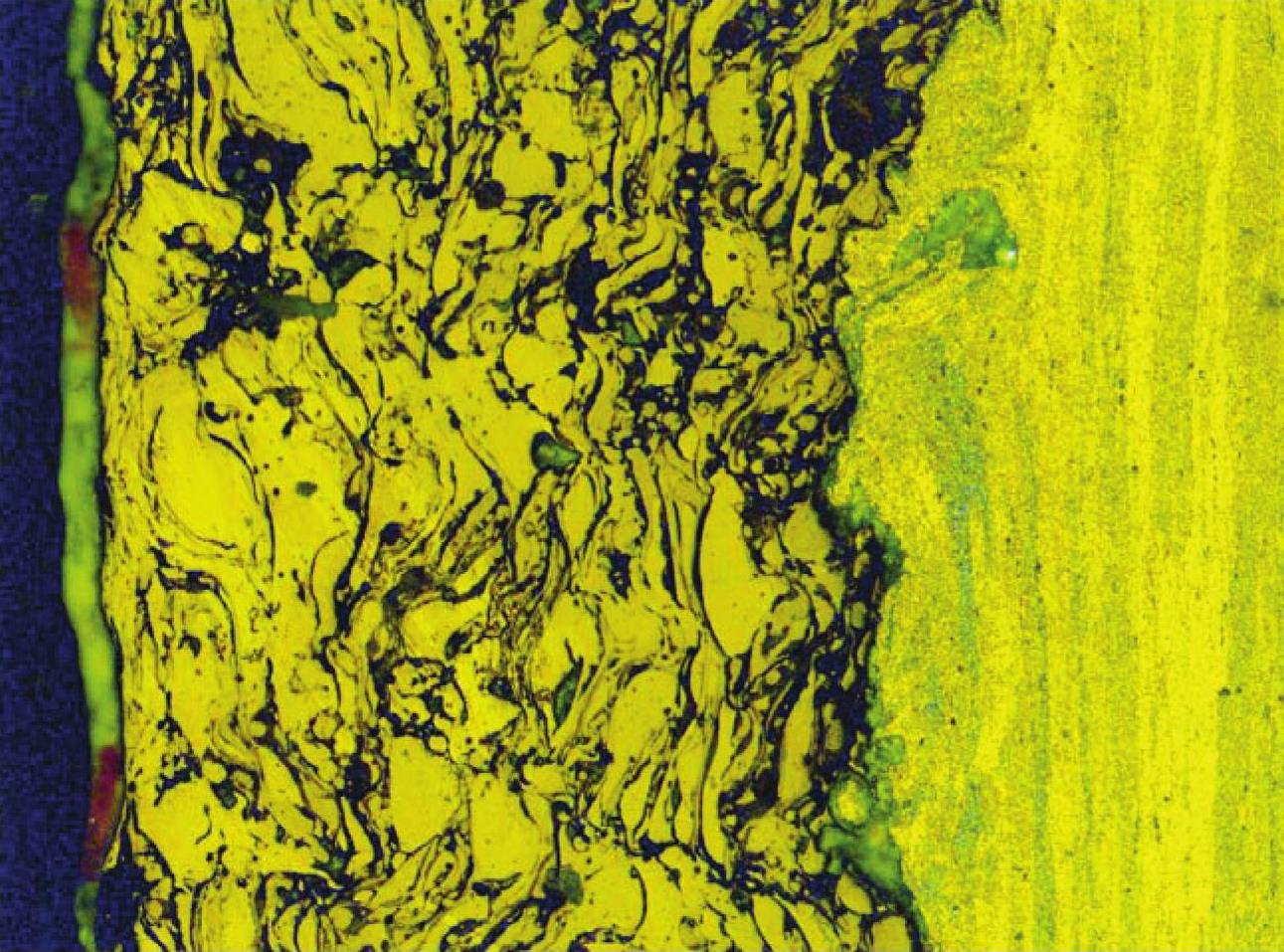
图5-20a 表层组织 100×
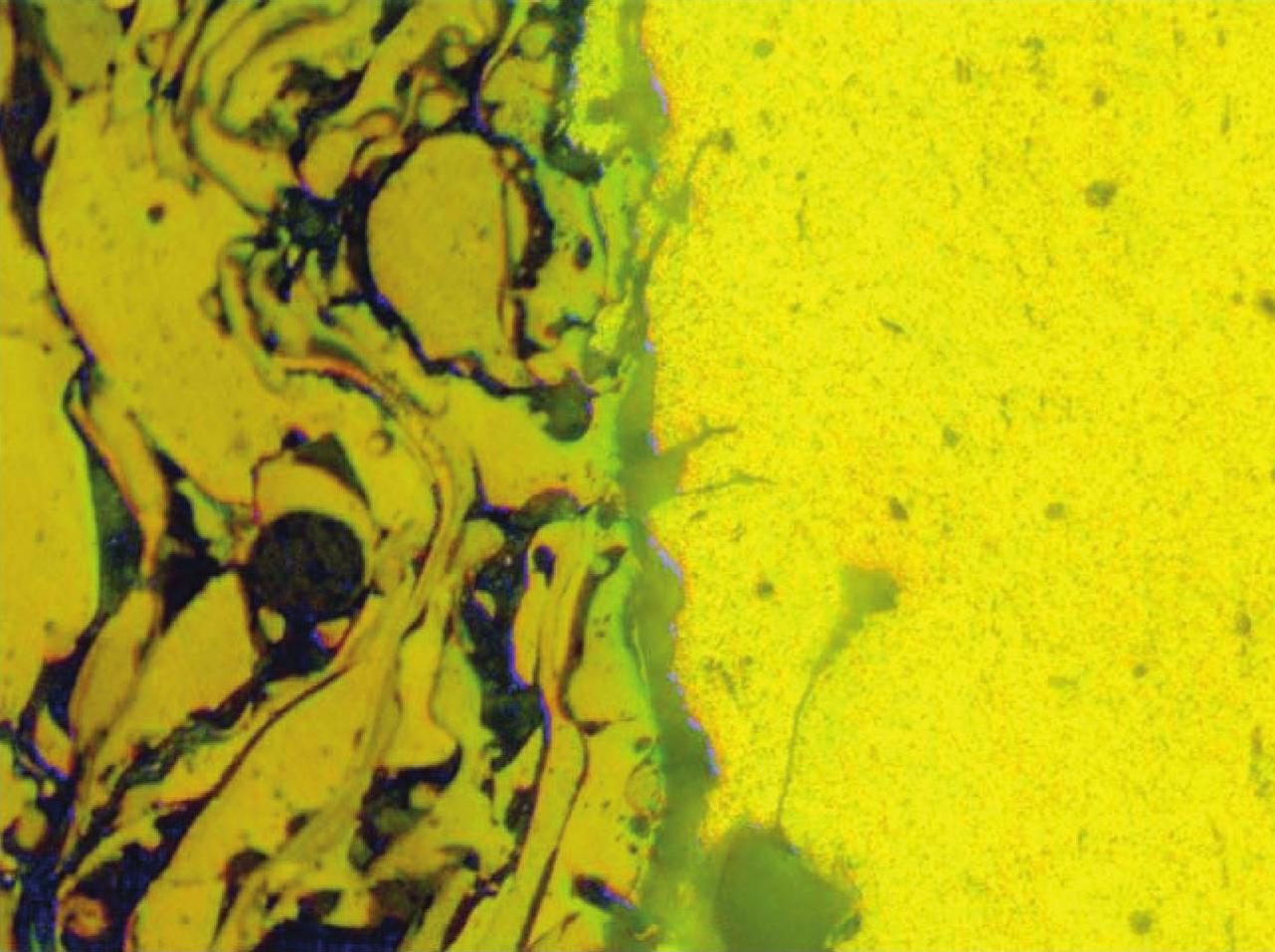
图5-20b 表层组织 400×
图号:5-20 材料:铝合金
处理工艺:等离子喷涂 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:表层为等离子喷涂涂层,呈典型的层次结构,并含有孔洞和未熔质点。

图5-21a 表层组织 100×
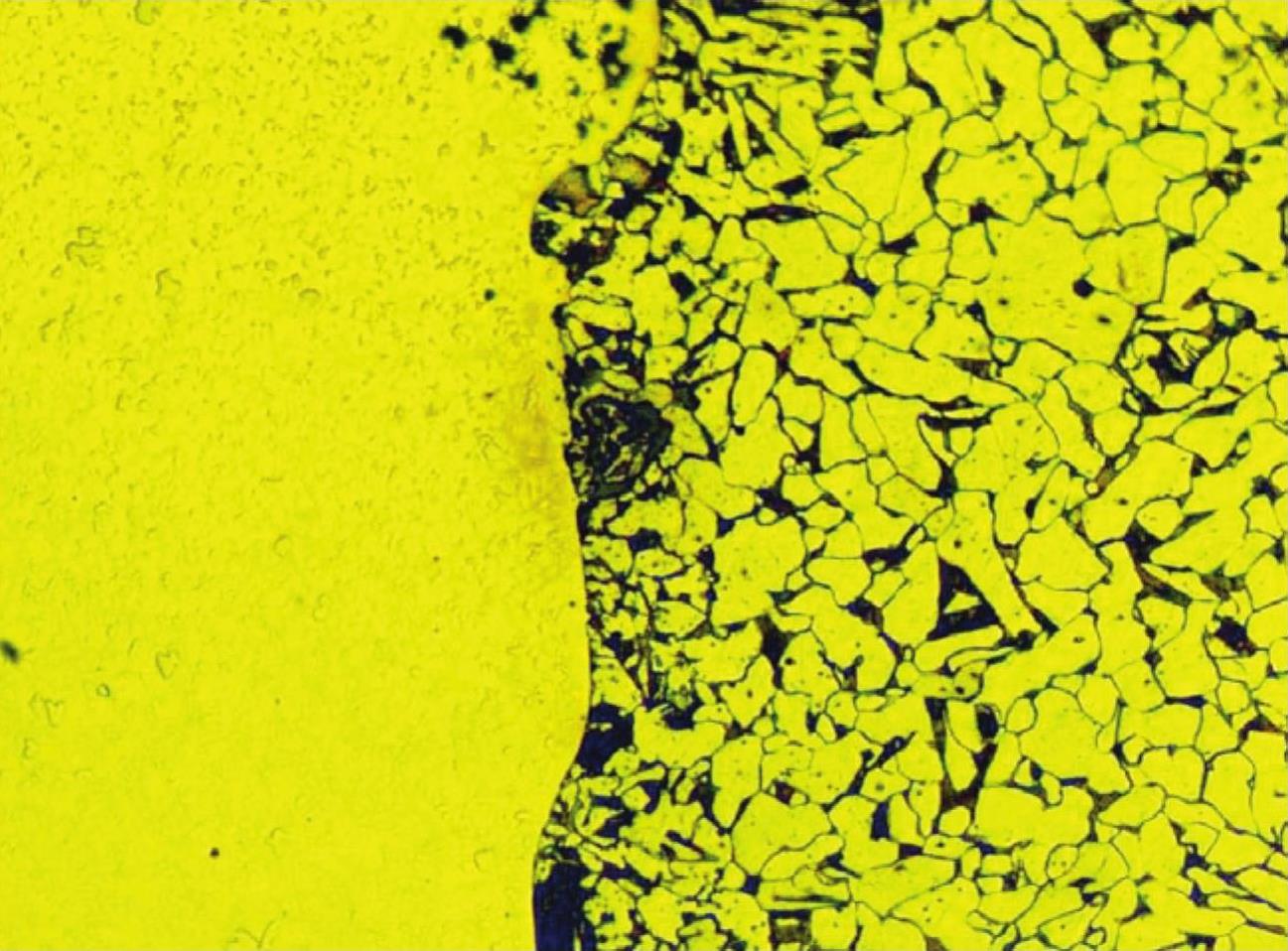
图5-21b 表层组织 200×
图号:5-21 材料:Q235
处理工艺:表层熔敷Ni60 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:表层为Ni60合金层,基体靠近涂层的表面出现了较多的珠光体。
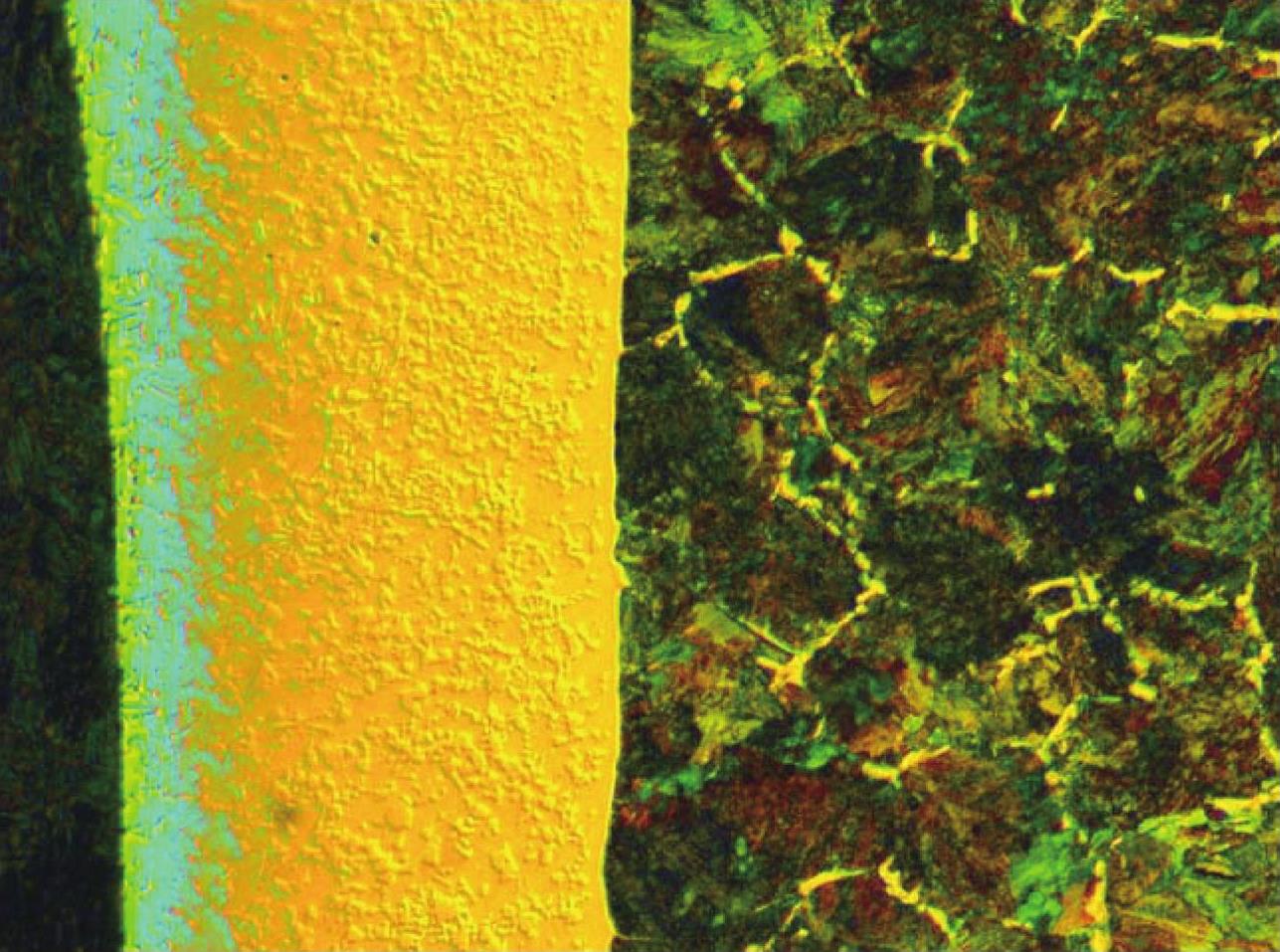
图5-22a 免喷涂组织 100×
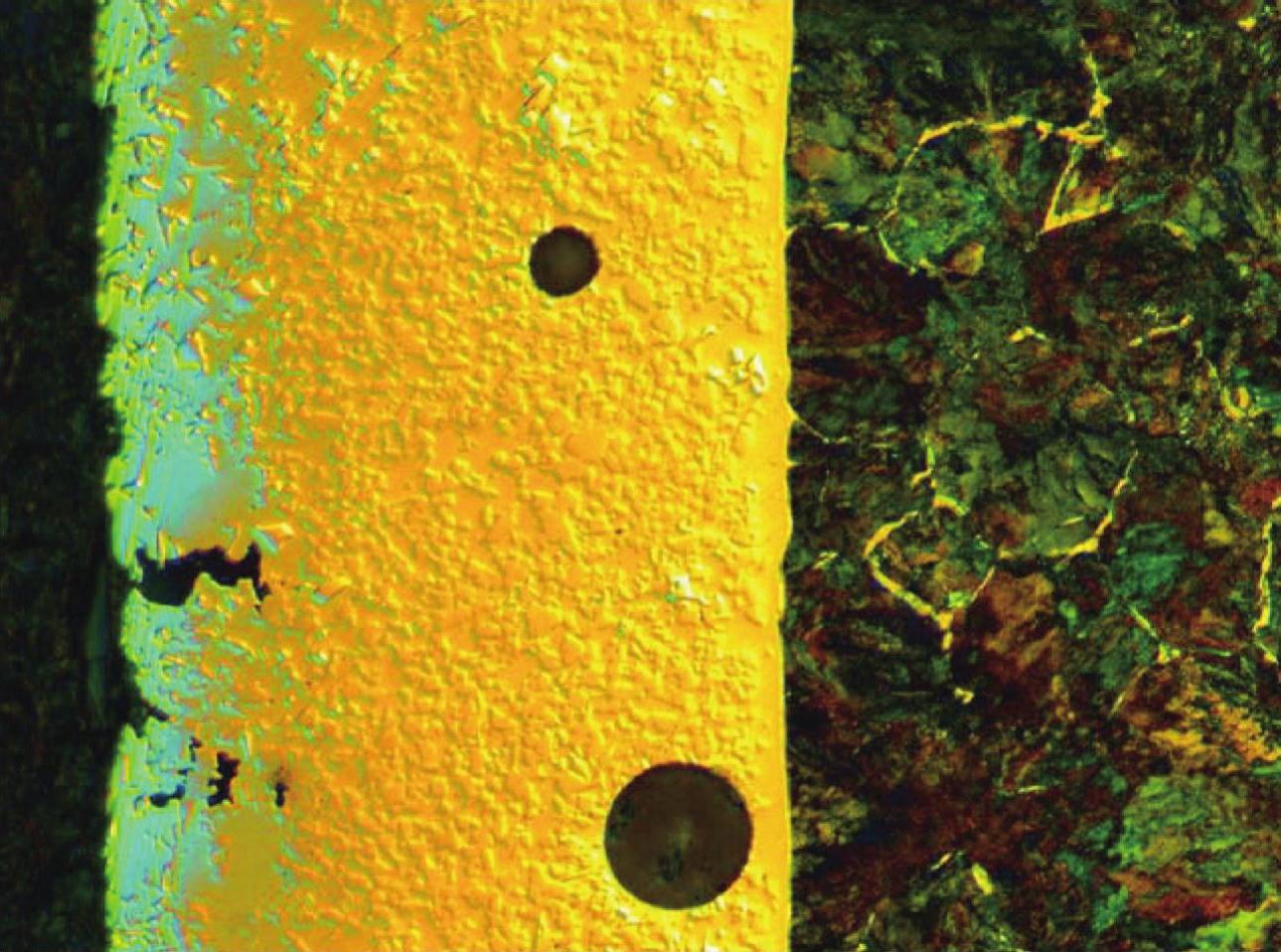
图5-22b 免喷涂组织 100×

图5-22c 免喷涂组织 200×
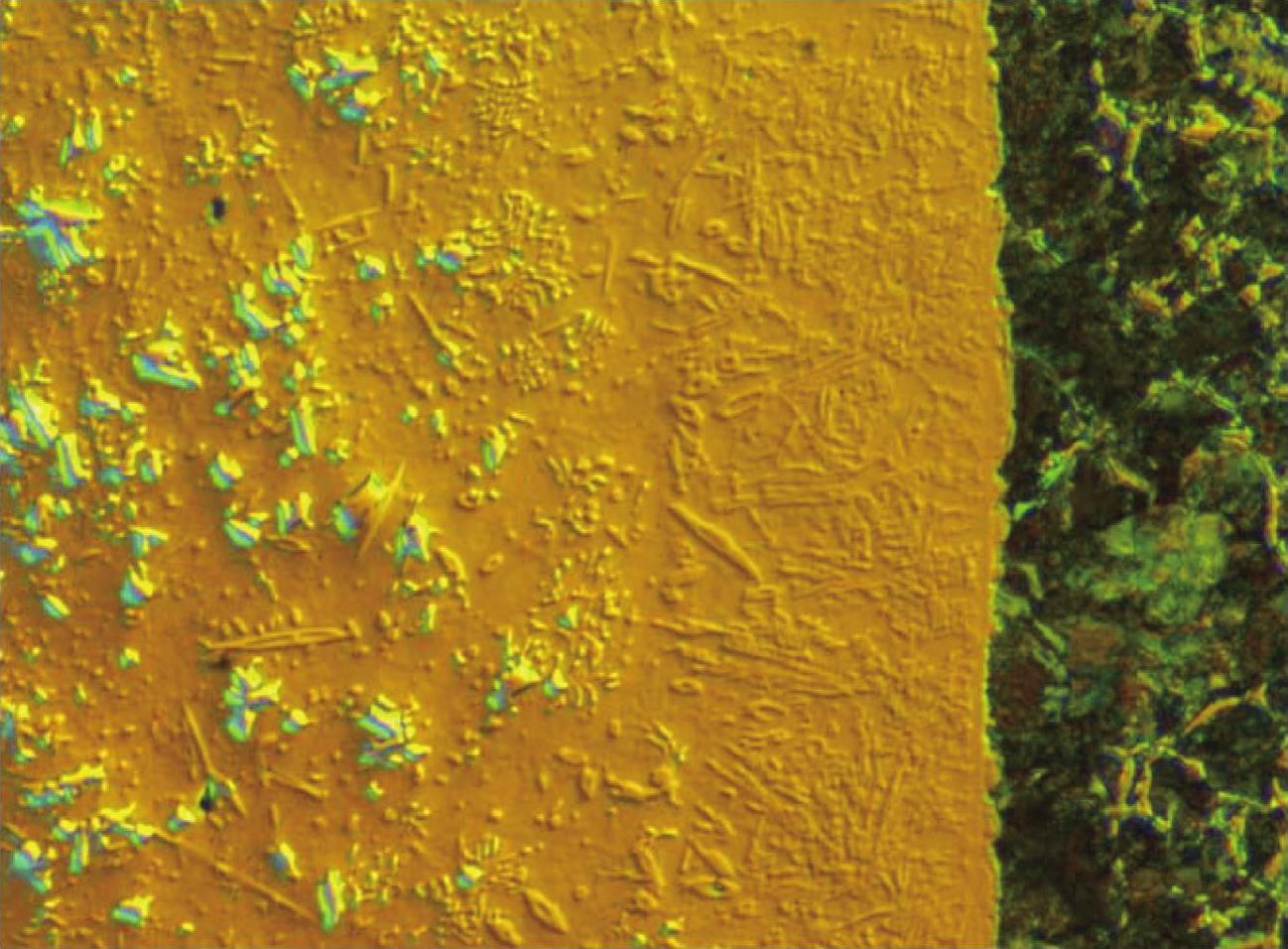
图5-22d 免喷涂组织 400×
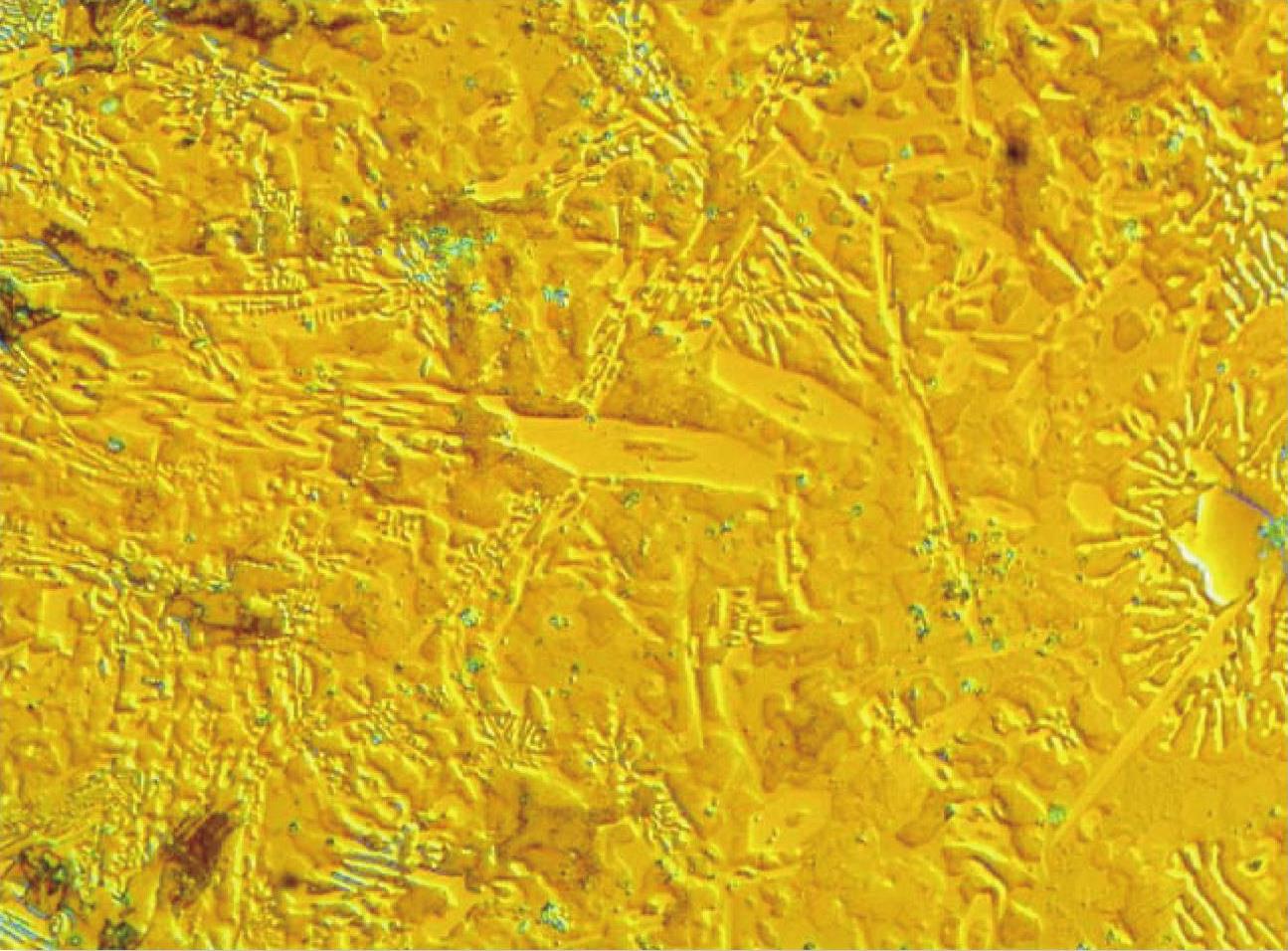
图5-22e 涂层内部形貌 800×
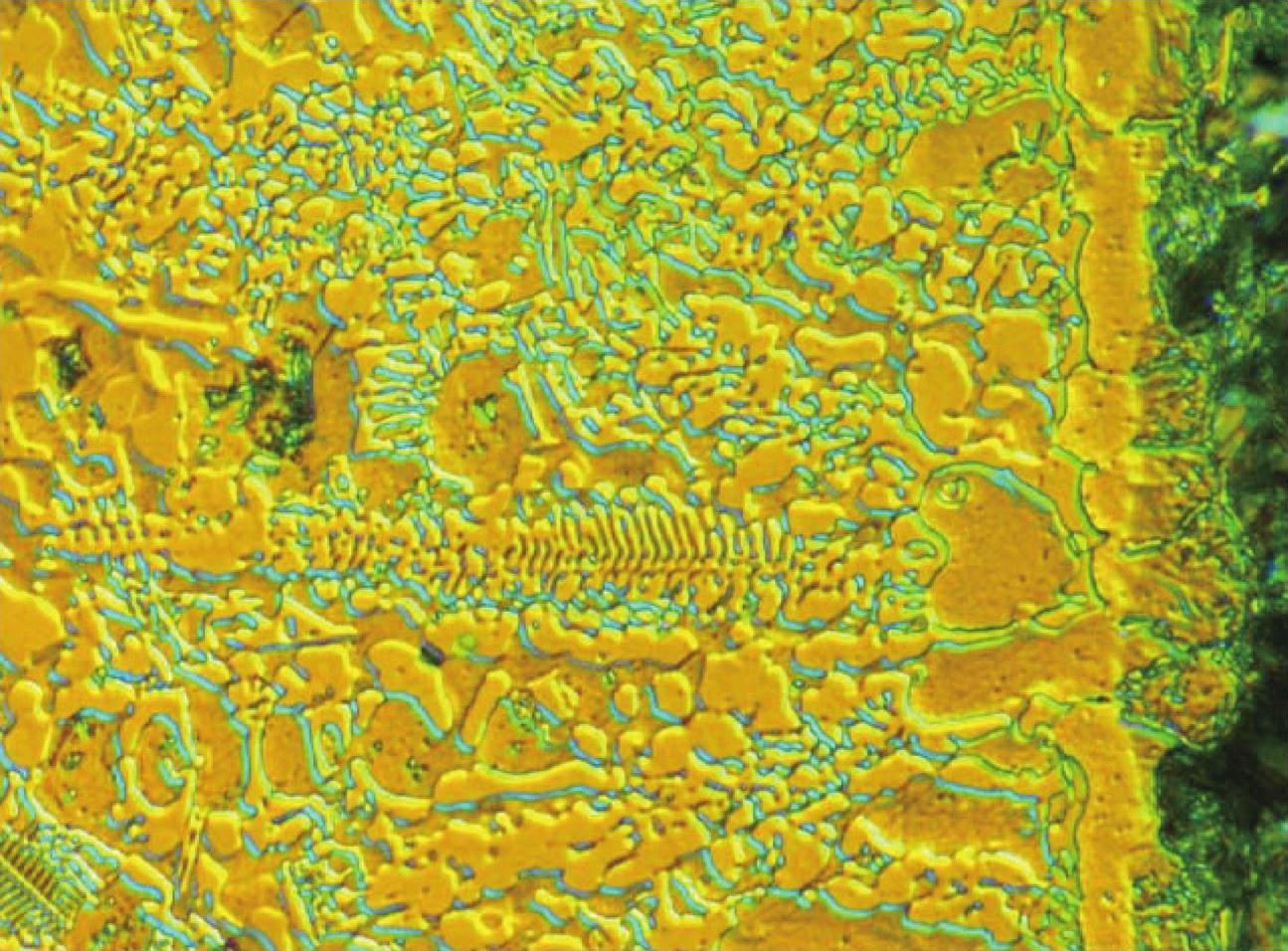
图5-22f 表面涂层形貌 800×
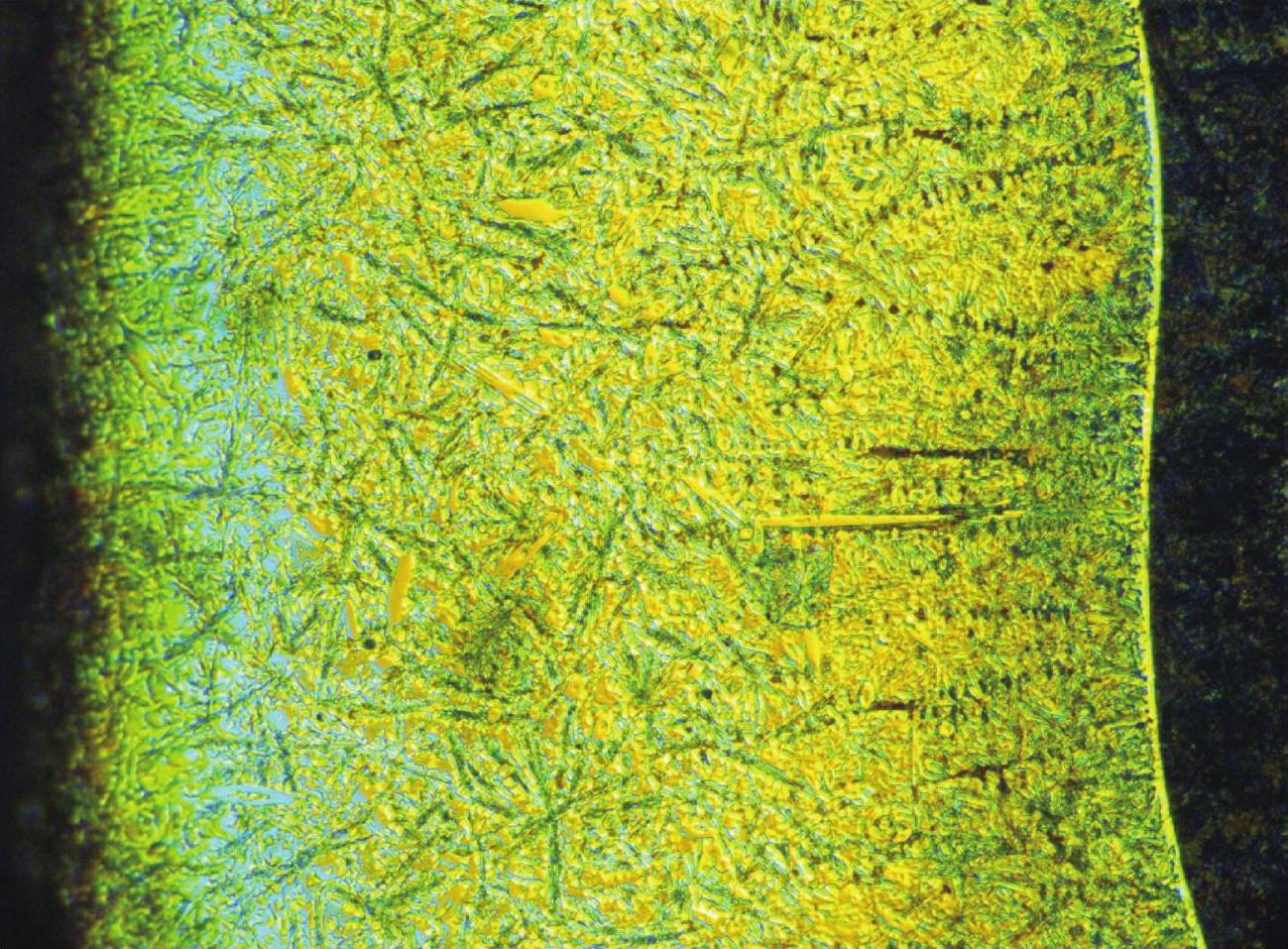
图5-22g 表层组织 100×

图5-22h 表层组织 200×
图号:5-22 材料:45钢
处理工艺:表面免喷涂Ni60+感应加热重熔 浸蚀方法:4%硝酸酒精溶液浸蚀
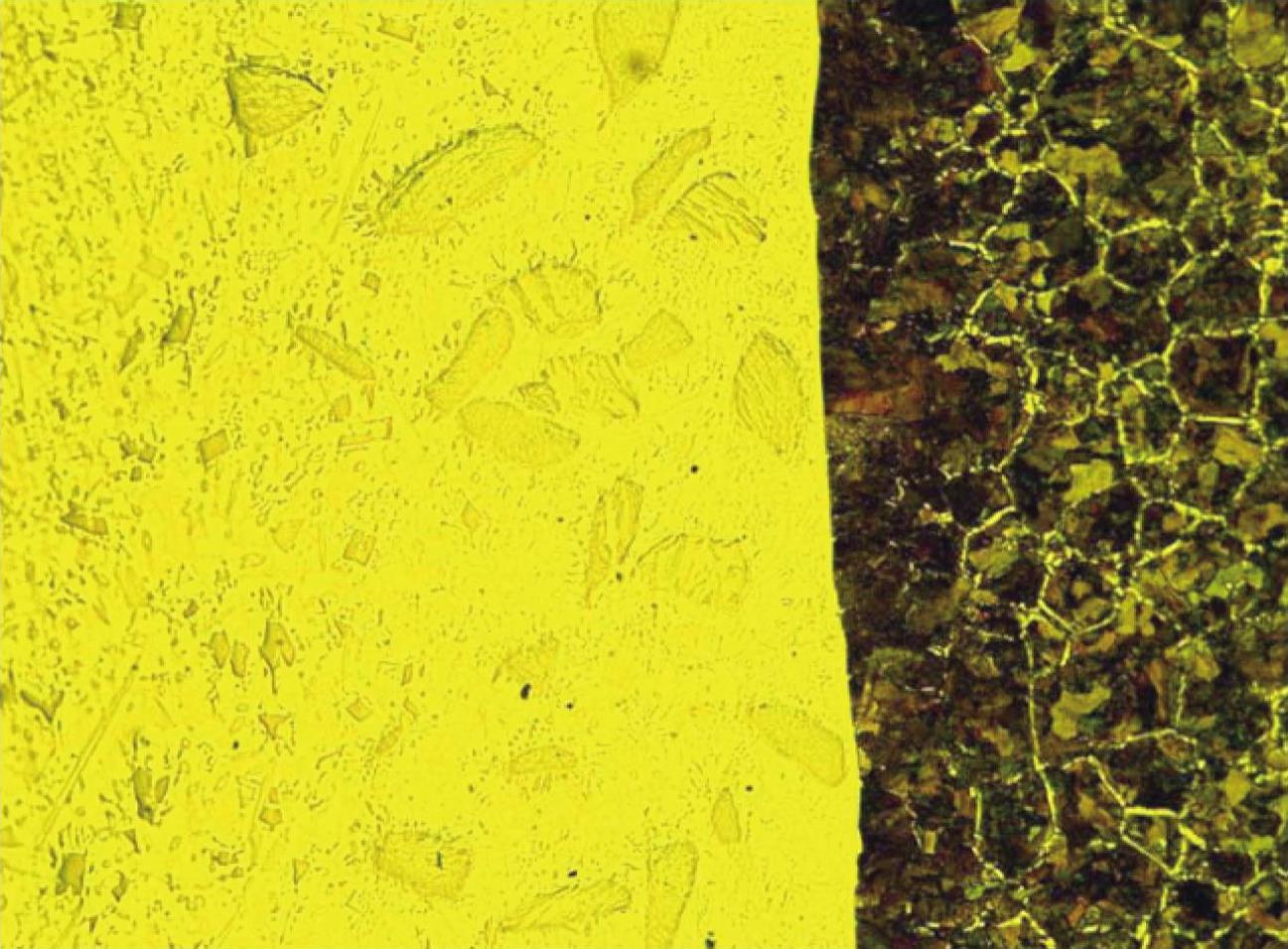
组织说明:45钢表面冷喷涂Ni60合金感应重熔组织。左边为涂层,在Ni基合金基体上分布着块状和针状化合物(Cr7C、M23C6、Cr2B、Ni2B及Ni3Fe),呈凸起条块状,并偏聚在涂层外表面。局部出现气孔和缩松(图5-22b)。涂层靠近基体的地方形成了一条白亮色α-Ni固溶体。由于冷却条件的差异导致涂层的组织形貌不同。在硬质相周围出现了放射状共晶组织,或者垂直界面的树枝晶(图5-22d~图5-22h)。
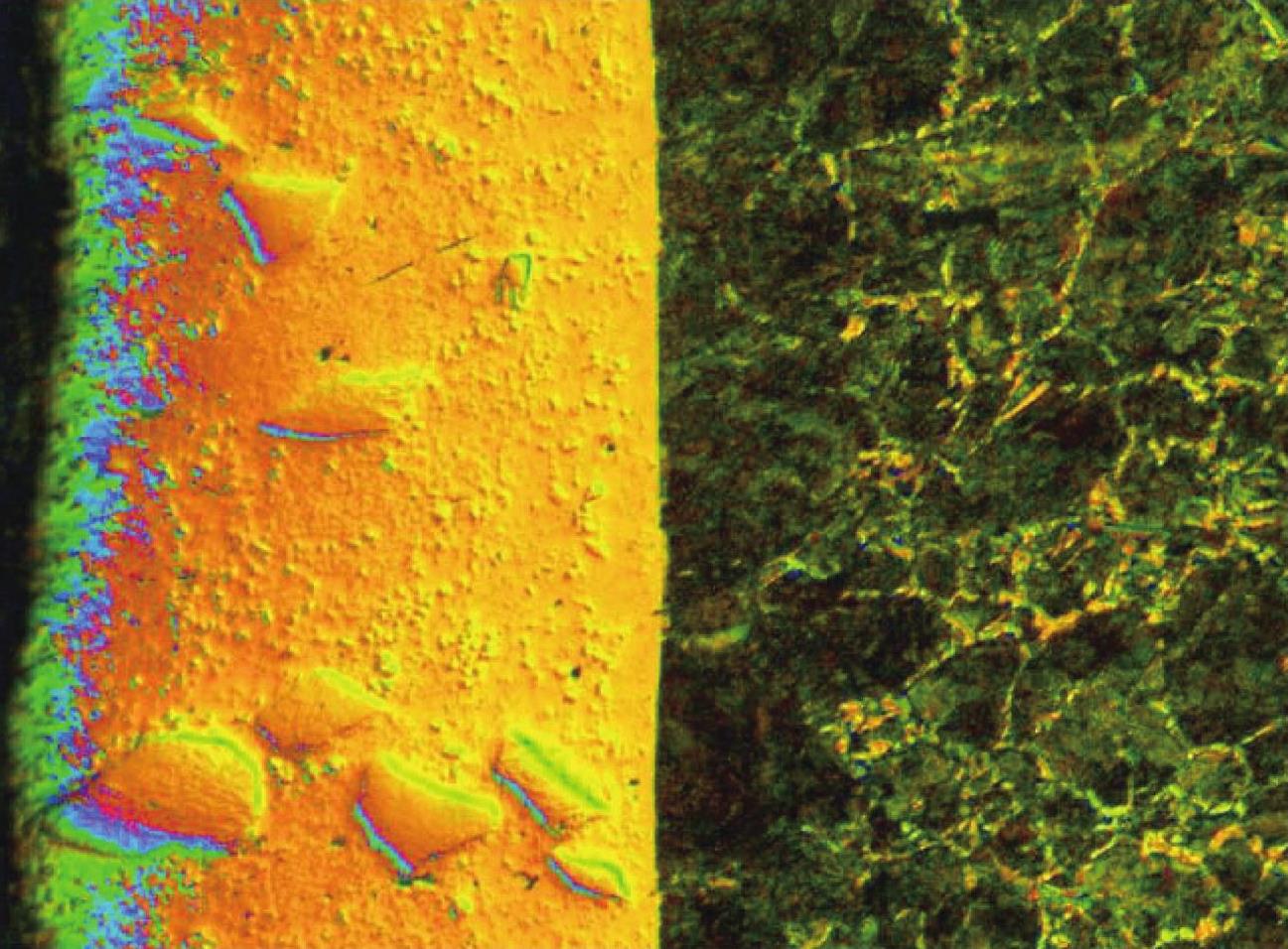
图5-23a 表层组织 100×
 (https://www.xing528.com)
(https://www.xing528.com)
图5-23b 表层组织 200×
图号:5-23 材料:45钢
处理工艺:表面免喷涂Ni60+WC+感应加热重熔 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:45钢表面免喷涂Ni60+25WC涂层,块状凸起物为WC颗粒,WC颗粒边缘形成了向外辐射生长的须状组织。

图5-24a 表层组织 100×
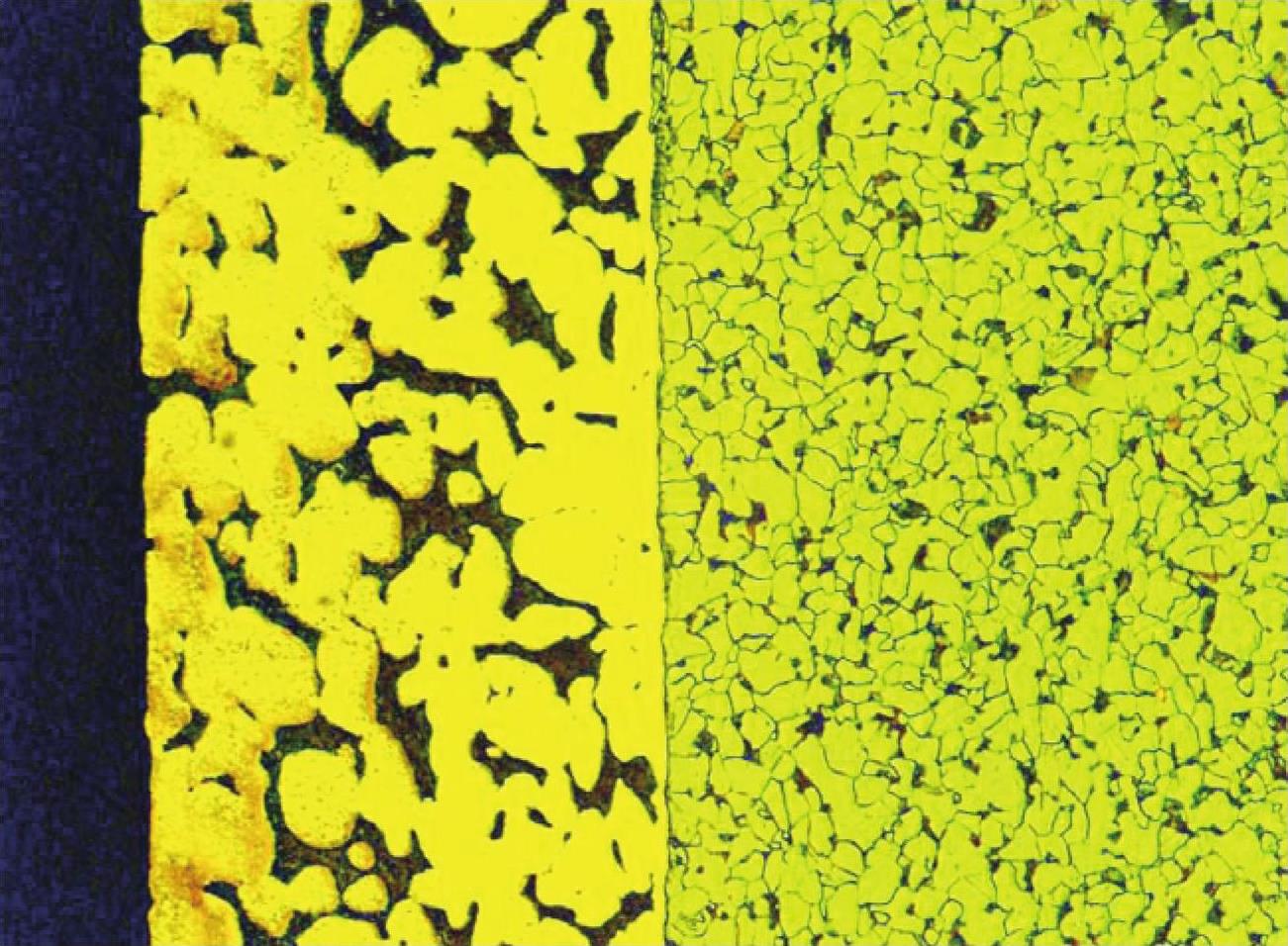
图5-24b 表层组织 400×
图号:5-24 材料:双金属轴瓦
处理工艺:无 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:在低碳钢钢背表面铺一层铜粉后烧结而成的双金属材料。基体为低碳钢(右侧),表层为铜基双相合金(左侧)。

图5-25a 表层组织 100×
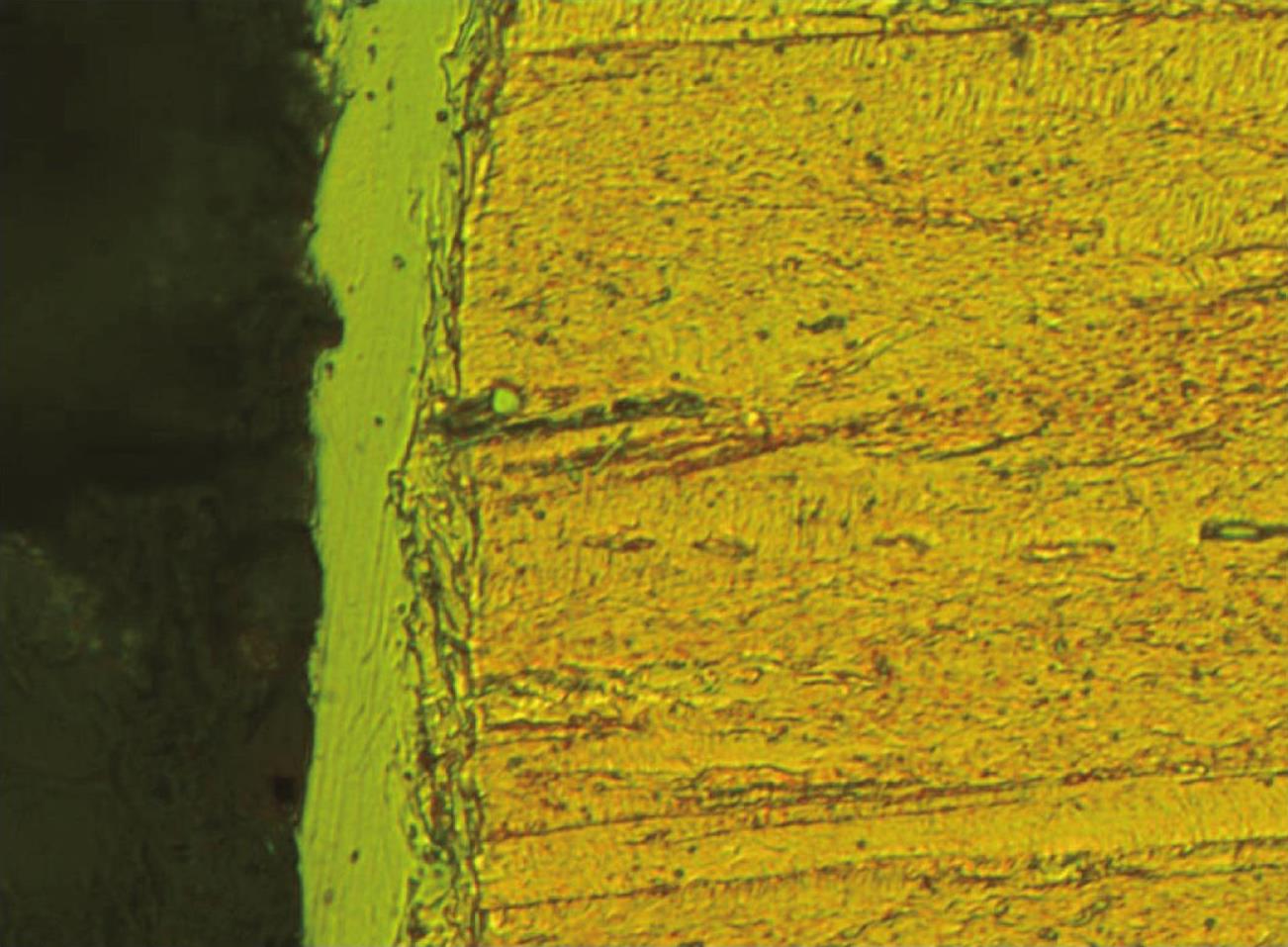
图5-25b 表层组织 400×
图号:5-25 材料:铜合金
处理工艺:电火花沉积 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:铬锆铜合金表面电火花沉积纯Ni涂层,涂层连续致密;界面上形成了过渡层,为铜和镍互扩散所形成的固溶体。
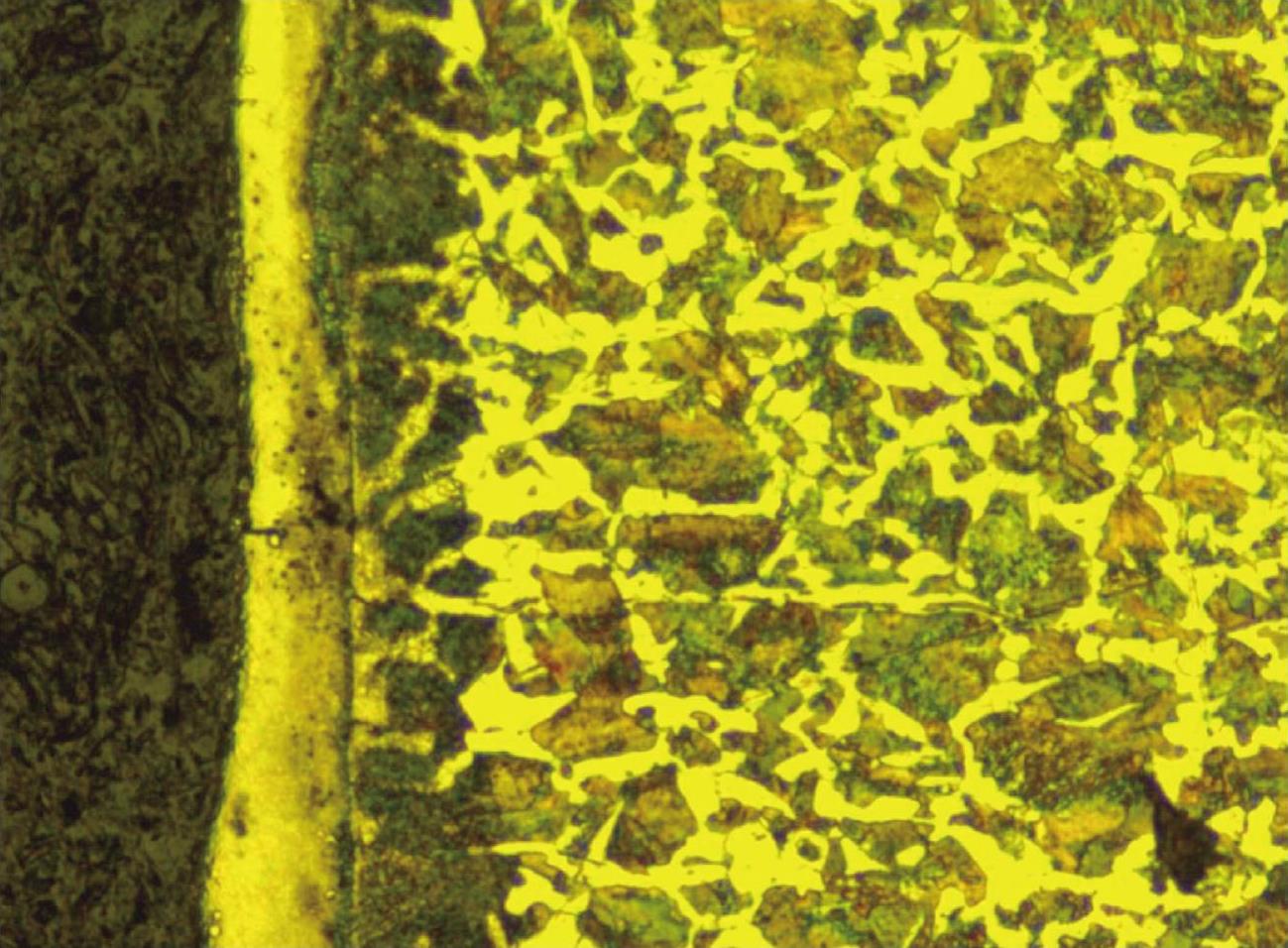
图5-26a 表层组织 100×
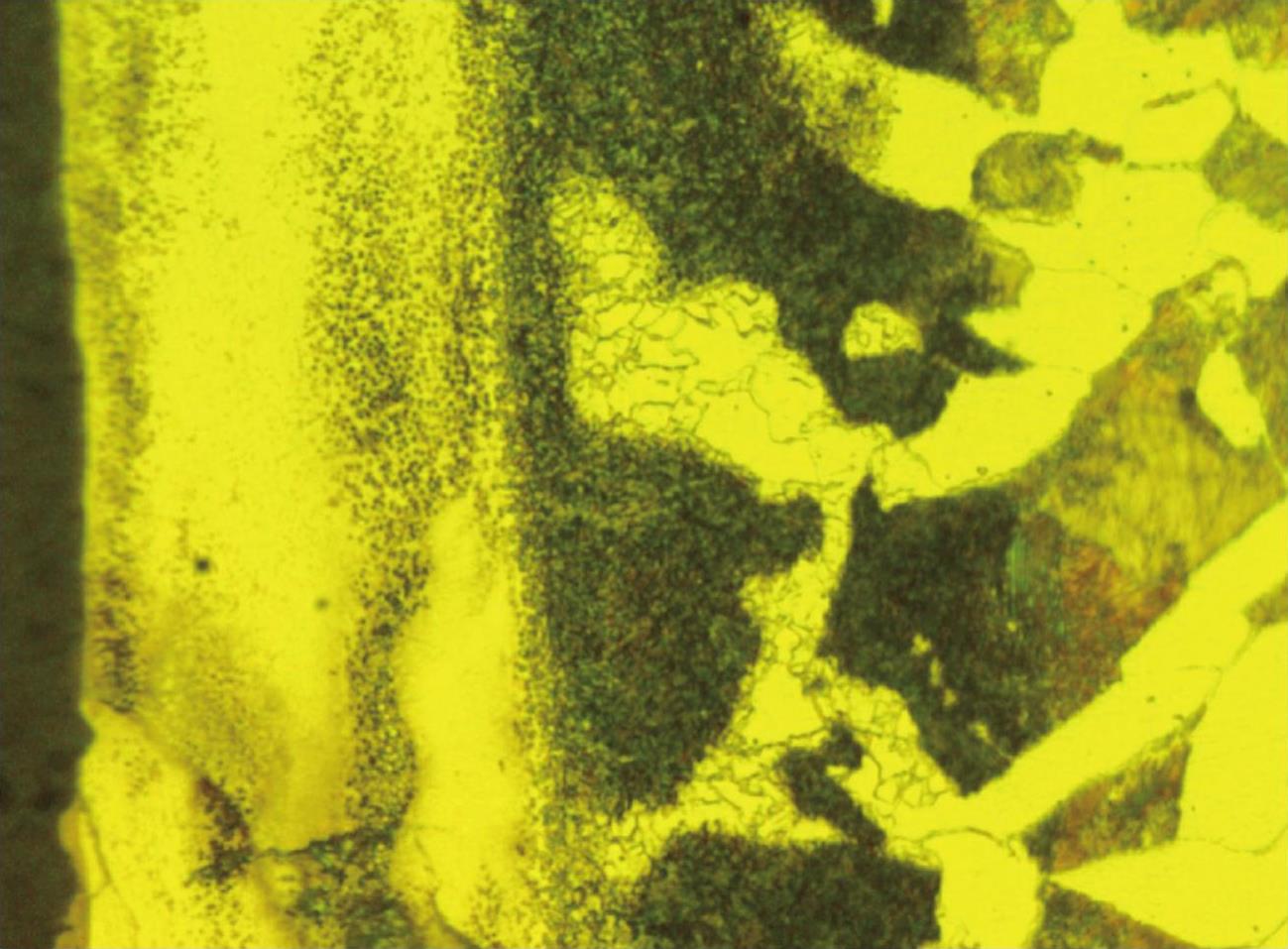
图5-26b 表层组织 400×
图号:5-26 材料:45钢
处理工艺:电火花沉积 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:45钢表面电火花沉积TiB2涂层。表面涂层较均匀、连续,涂层与基体之间形成了明显的过渡区(热影响区)。过渡区内珠光体晶粒发生了细化,颜色更深,铁素体晶粒发生了再结晶,在原始铁素体晶粒内形成了细小的晶粒。
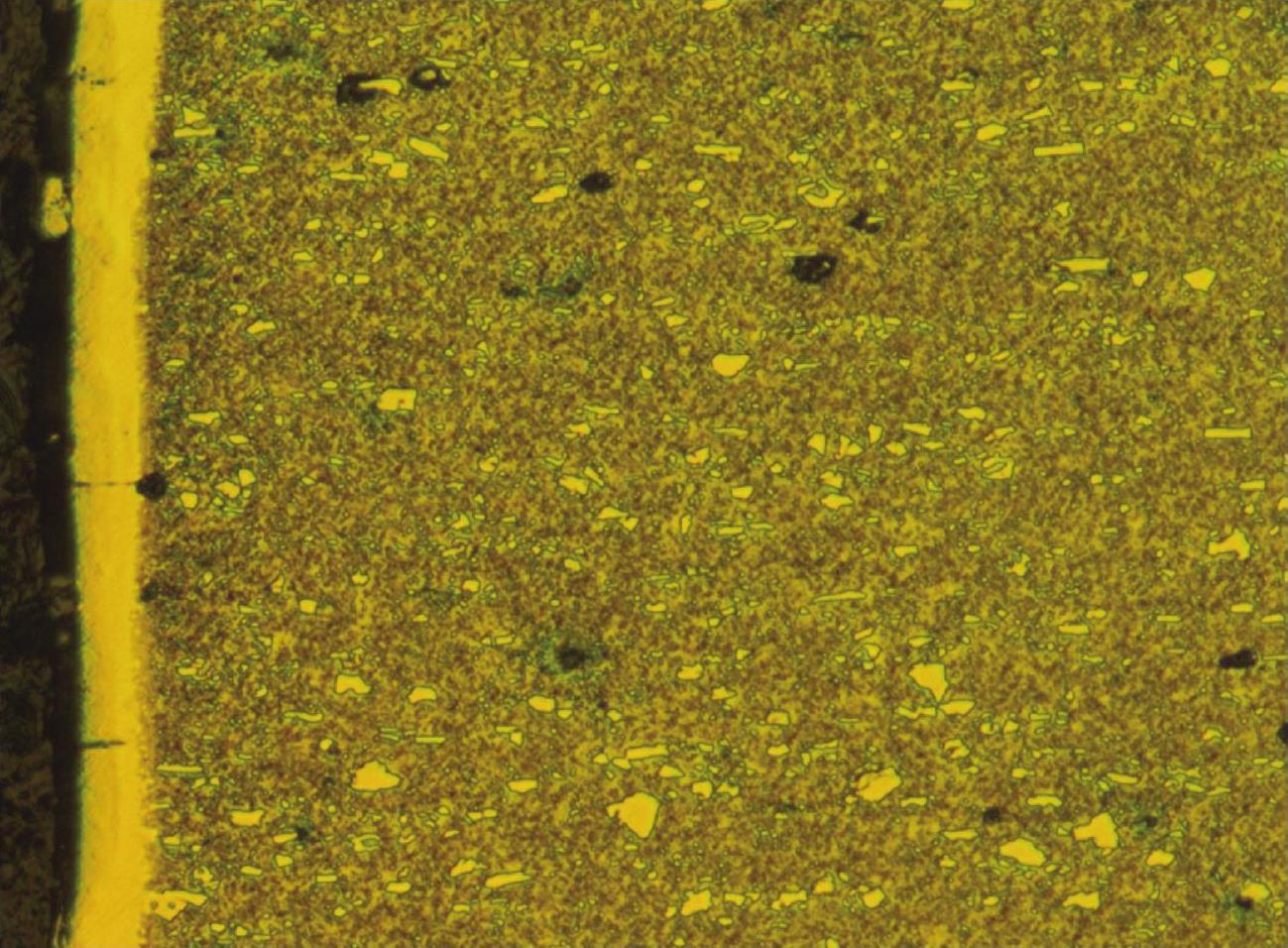
图5-27a 表层组织 200×

图5-27b 表层组织 800×
图号:5-27 材料:Cr12MoV
处理工艺:电火花沉积 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:Cr12MoV钢表面电火花沉积TiB2涂层形貌。TiB2涂层比较连续、均匀而致密,在基体与涂层间形成了明显的过渡区。过渡区内发生了涂层与基体元素的相互扩散,组织、形貌与基体和涂层不同。
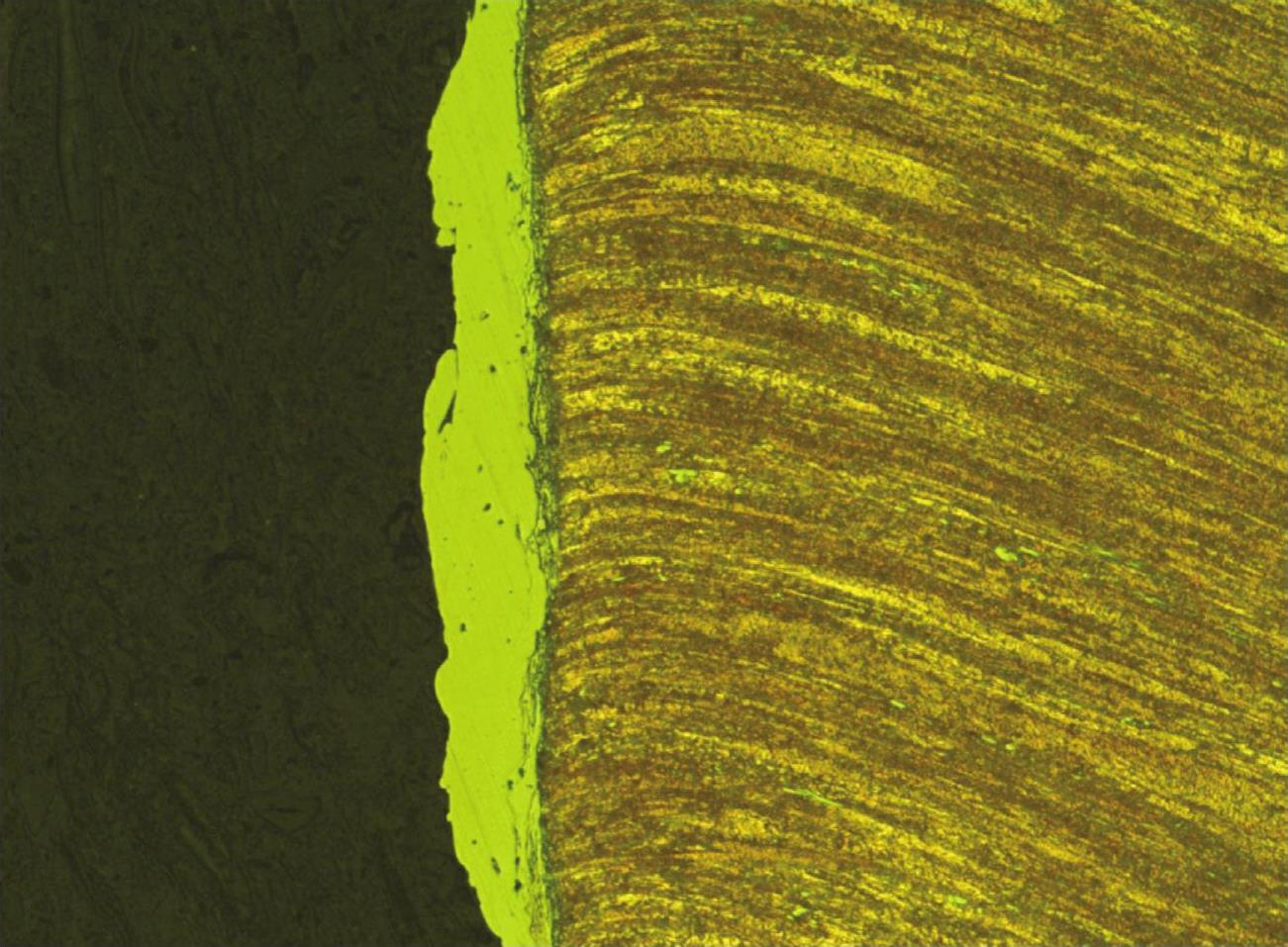
图5-28a 表层组织 200×

图5-28b 表层组织 800×
图号:5-28 材料:铜合金
处理工艺:电火花沉积 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:铜合金表面电火花涂敷Ni后再沉积TiB2涂层的形貌。TiB2涂层内出现了孔洞。由于中间层Ni与涂层材料TiB2和基体(右)Cu合金的润湿性好,中间层与表面涂层和基体之间的界面没有明显的分层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。