



钢的渗碳、渗氮、渗硼都属于钢的表面化学热处理,是在钢的表面使原子(C、N或B)渗入、扩散而形成高硬度化合物层的过程。具体地说,它们都包括原子在钢铁表面聚集、向内部扩散、化学反应等过程,属于反应扩散;过程进行的速率受到扩散和反应两个过程的控制。C、N、B原子的直径不同,在钢铁表层的空位扩散的热力学和动力学条件不同,所以具体的热处理工艺(温度、时间等)不同。另一方面,C、N、B的化合物性能有差异,因此其应用场合也有不同。
渗碳是将低碳钢在具有丰富碳的介质中加热到单相奥氏体区(一般为900~950℃),使活性的碳原子渗入钢的表面,以获得高碳的渗层组织。渗碳主要适用于低碳钢和低碳合金钢,这类钢具有良好的塑性和韧性,成形性好,承受交变载荷和冲击应力的能力强,但硬度低、耐磨性差。渗碳使钢铁表面的碳含量大大提高,经淬火和低温回火处理,在表面形成高硬度的高碳回火马氏体或高碳回火马氏体和细粒状碳化物组织,使其具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。渗碳广泛应用于各类发动机齿轮、活塞销、轴类零件,它们都在变动载荷、冲击载荷、很大接触应力和严重磨损条件下工作,要求零件表面具有高的硬度和耐磨性及疲劳极限,而心部具有良好的韧性和足够的强度。心部强度要求高,则需在低碳钢基础上添加Cr、Ni等合金元素。渗碳可分为固体渗碳、液体渗碳和气体渗碳。工业生产中通常使用廉价高效的气体渗碳。钢铁渗碳后,表层碳含量提高到0.85%~1.05%(质量分数),并向心部逐渐降低。因此低碳钢渗碳缓冷到室温后,其组织可分为多层,最外层是过共析钢组织,往里依次是共析钢组织、亚共析钢组织,心部则保留原始组织。经过淬火和低温回火处理后,表面得到回火马氏体、粒状碳化物和少量残留奥氏体,硬度高达58~64HRC。心部组织则与钢的淬透性和工作尺寸有关,碳钢一般得到珠光体和铁素体;而合金钢由于淬透性高,心部可能得到低碳马氏体,硬度高达30~40HRC。图5-1~图5-6为碳钢和低碳合金钢表面不同工艺渗碳后的组织,其中部分因为工艺不合理形成了异常组织。图5-7是渗碳后又进行了表面镀锌的组织图。
渗氮(氮化)是指在一定温度下(一般在Ac1温度以下)使活性氮原子渗入工件表面的化学热处理工艺。渗氮可分为液体渗氮、气体渗氮和离子渗氮。钢铁通常在480~580℃的温度范围进行渗氮,耐蚀渗氮的温度一般也不超过650℃。渗氮层钢铁具有高的硬度、耐磨性、疲劳强度、耐蚀和抗擦伤性能。钢经渗氮后表面形成一层氮化物(FeN、Fe2N、Fe3N等),硬度高达950~1200HV,耐磨性很好。由于渗氮层的体积增大,使工件表面产生了残留压应力,可使疲劳强度提高15%~30%。渗氮层表面致密,氮化物的耐蚀性好,因此渗氮可部分代替镀镍、镀锌、发蓝处理,提高零件的耐蚀性。由于渗氮温度低,也不需要后续处理,因此工件的变形很小;不过,渗氮的时间也因此较长;若渗氮温度高,则时间较短,但变形较大。渗氮处理广泛应用于各种高速传动的精密齿轮、高精度机床主轴、高疲劳强度要求的曲轴等零件。图5-8是采用离子渗氮工艺获得的渗氮层的心部和表面组织图。
钢铁表面渗硼后,在表层形成Fe2B或Fe2B+FeB等硼化物,渗硼层的组织由表及里依次为:FeB、Fe2B、过渡层和基体。表面硼化物层的微观形貌为梳齿形,方向与基体表面垂直。钢的碳含量越高,硼化物前沿的齿形越平直,厚度减量越小,但致密性增加。Cr、V等合金元素降低渗硼层厚度,但提高其硬度。如果渗硼工艺不当,则会在表面出现断续的Fe 2B,此为非正常组织。由于渗硼后的零件具有很高的硬度和耐磨性,良好的耐蚀性、热硬性和抗氧化性能,因此特别适用于易磨损件(特别是磨粒磨损)和在高温、腐蚀介质中工作的零件。一般渗硼层硬度<0.15mm,矿山机械零件的渗硼层厚度<0.30mm。图5-9~图5-11是不同渗硼工艺下获得的渗硼组织图。
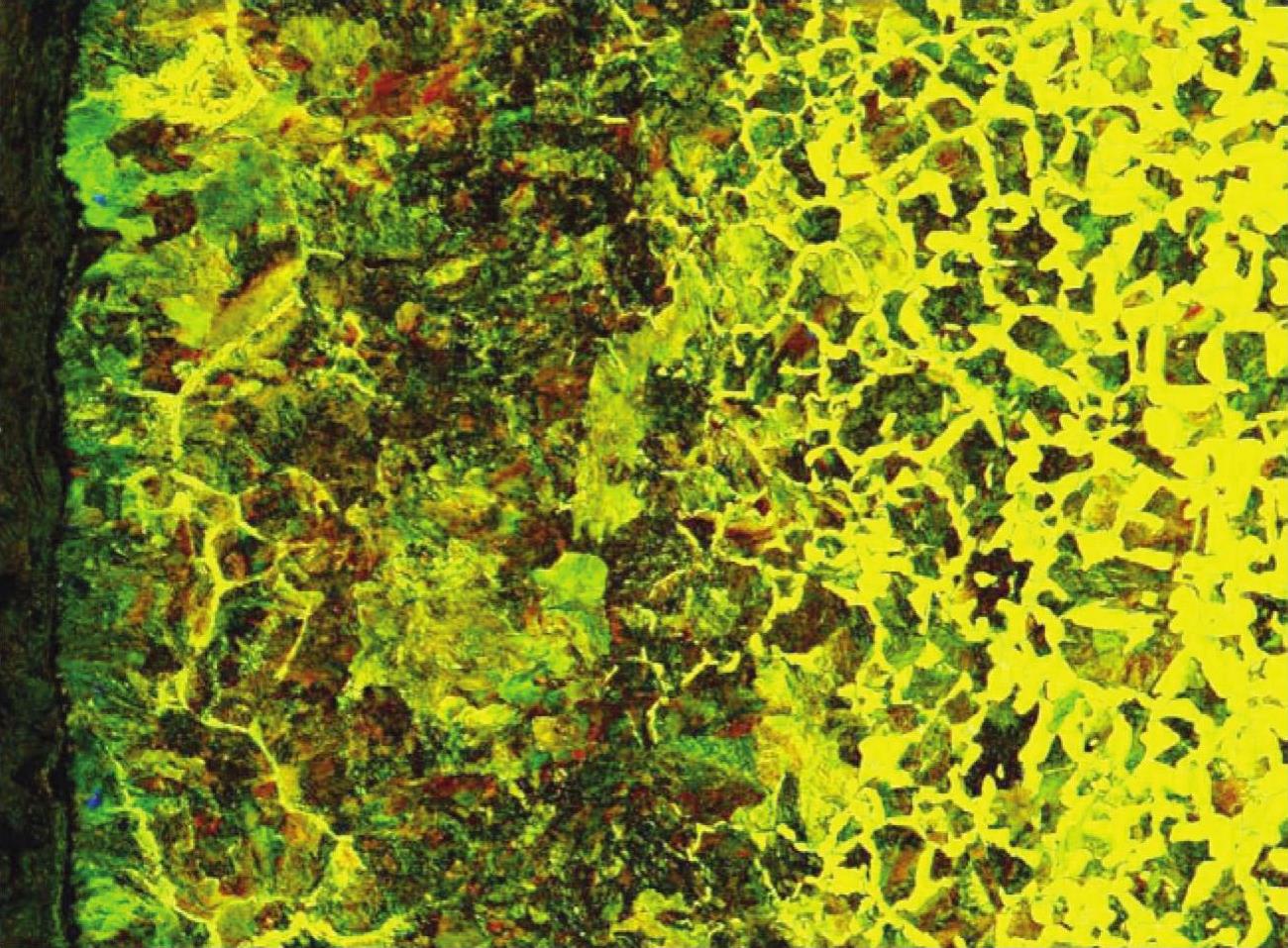
图5-1a 表面渗碳低倍组织 50×

图5-1b 次表层组织 400×

图5-1c 过渡区组织 100×

图5-1d 心部组织 100×
图号:5-1 材料:低碳钢
处理工艺:渗碳空冷 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:低碳钢渗碳空冷,由表面至心部依次出现了过共析层、共析层和亚共析层组织。其中,图5-1a的过共析层组织为珠光体+网状渗碳体。图5-1b为共析层的异常组织。高温渗碳后,出炉空冷过程中,表层与空气接触,发生部分氧化脱碳,致使铁素体包围网状渗碳体,形成异常组织。图5-1c为亚共析层组织,由珠光体和铁素体构成,靠近表层为珠光体,沿表面往心部方向铁素体的含量逐渐增加。图5-1d为心部原始组织,由大量铁素体和少量珠光体组成。

图5-2a 50×
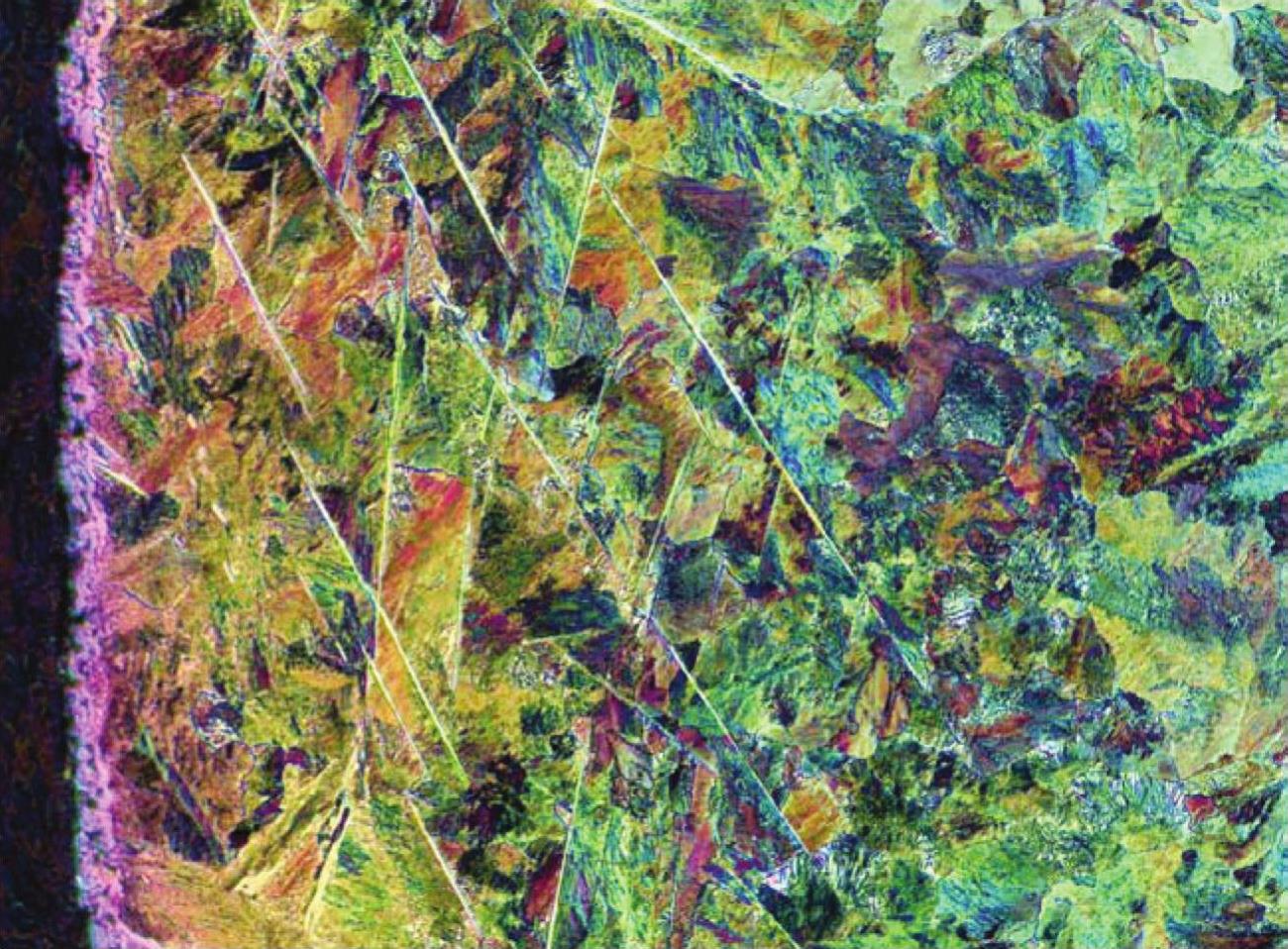
图5-2b 100×
图号:5-2 材料:低碳钢
处理工艺:渗碳空冷 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:低碳钢渗碳后空冷的显微组织。由表面(左)至过渡区(右)的组织为:珠光体+过共析魏氏组织针条状渗碳体。由于渗碳温度过高(表面有氧化脱碳现象),且碳势也高,使过共析层表面出现针状渗碳体。共析层组织为珠光体,过渡层为铁素体+珠光体。
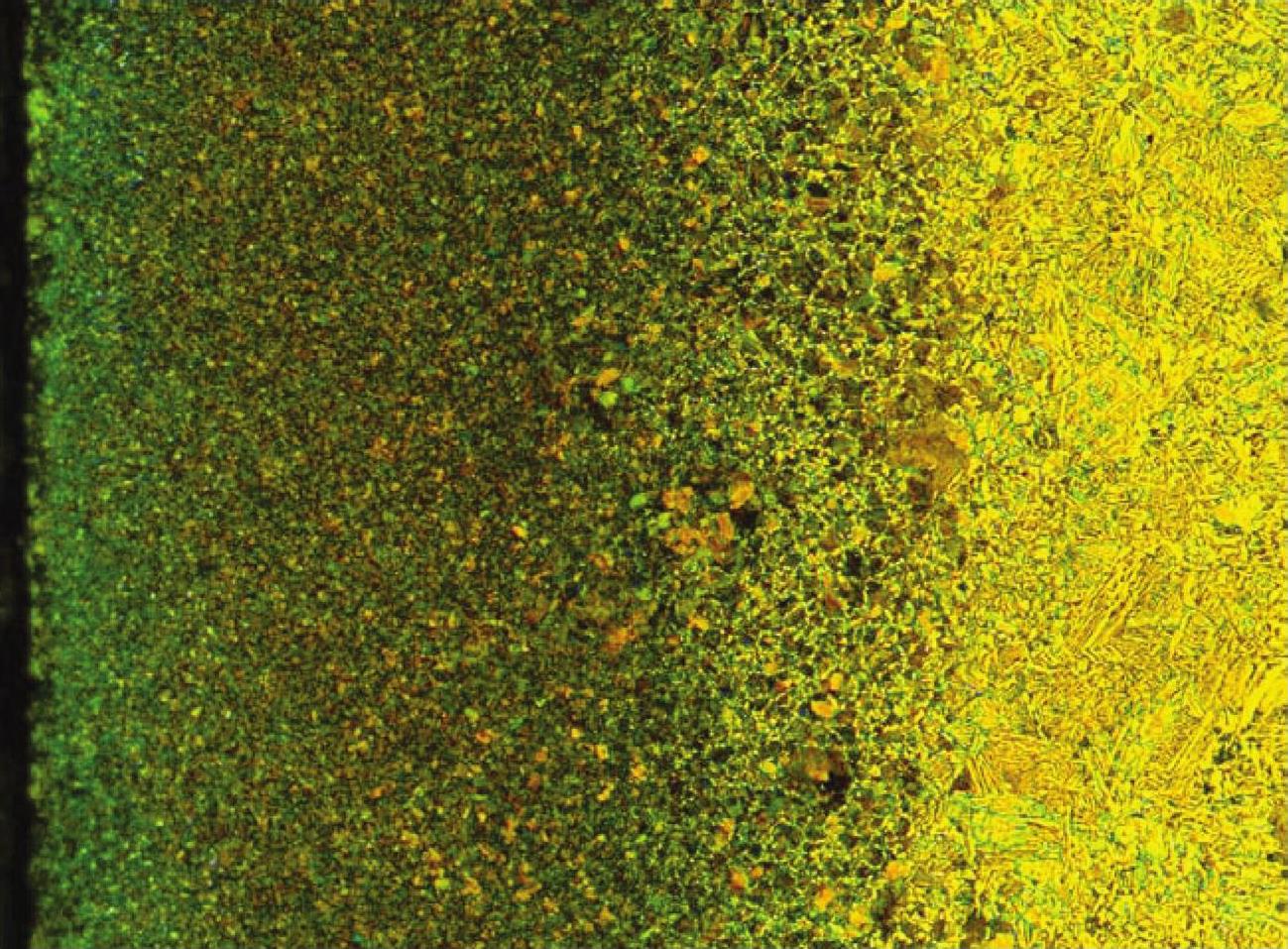
图5-3a 50×

图5-3b 400×
图号:5-3 材料:10钢
处理工艺:渗碳空冷 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:渗碳层深度约0.6mm,共析层组织为珠光体,过渡层组织为珠光体+网状铁素体,心部组织为珠光体+魏氏组织铁素体。

图5-4a 表层组织 50×
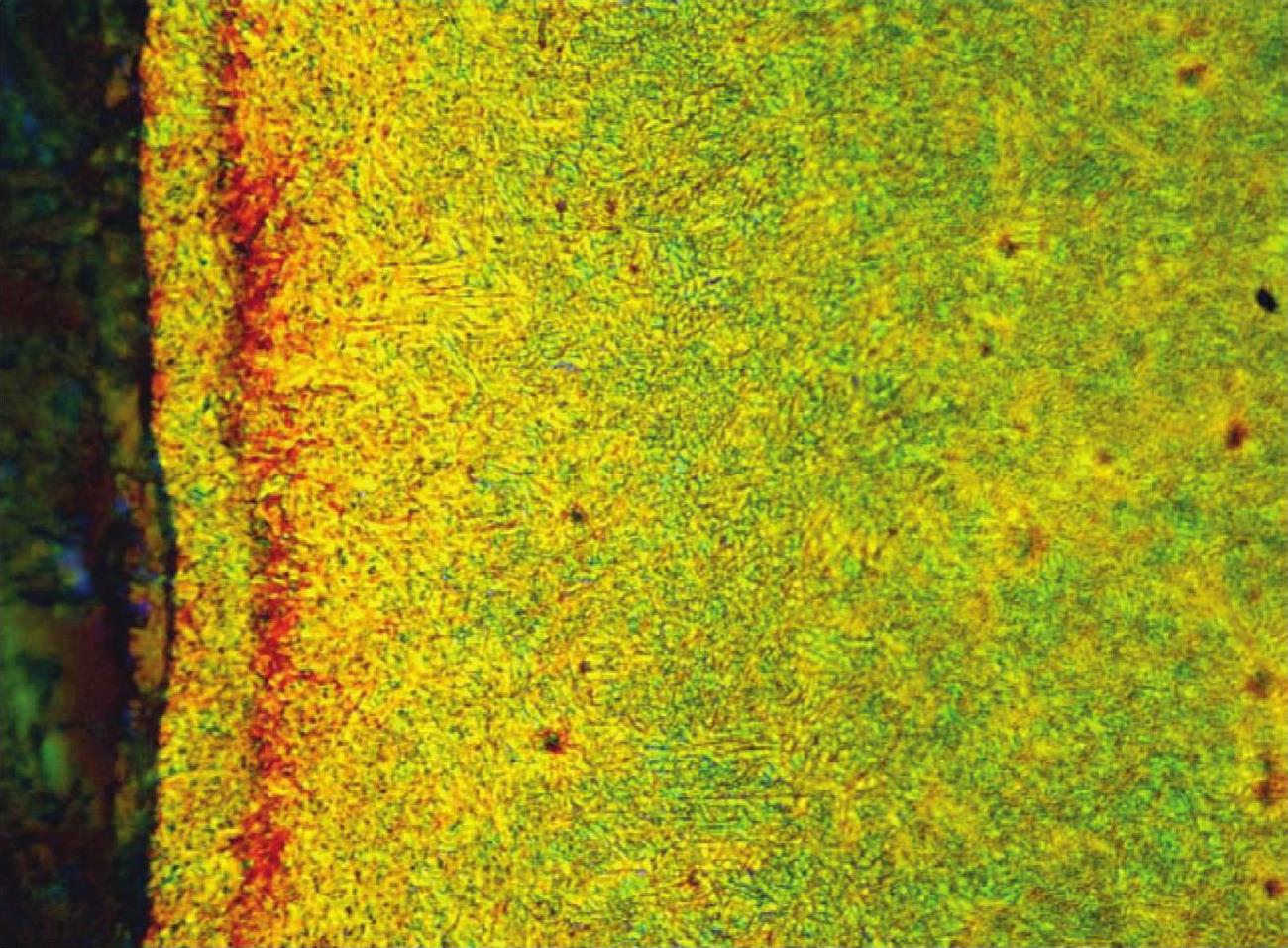
图5-4b 表层组织 400×

图5-4c 过渡区 400×

图5-4d 心部组织 400×
图号:5-4 材料:20钢
处理工艺:渗碳淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:图5-4a为20钢渗碳淬火后由表(图左)及里(图右)的组织宏观形貌。图5-4b为渗碳淬火后表层组织形貌,由细小马氏体和少量残留奥氏体组成。表层碳含量较低,淬火温度不高,马氏体细小;过渡区组织为低碳马氏体+块状铁素体(图5-4c),心部组织为低碳马氏体+大量块状铁素体(图5-4d)。

图5-5a 表层组织 400×
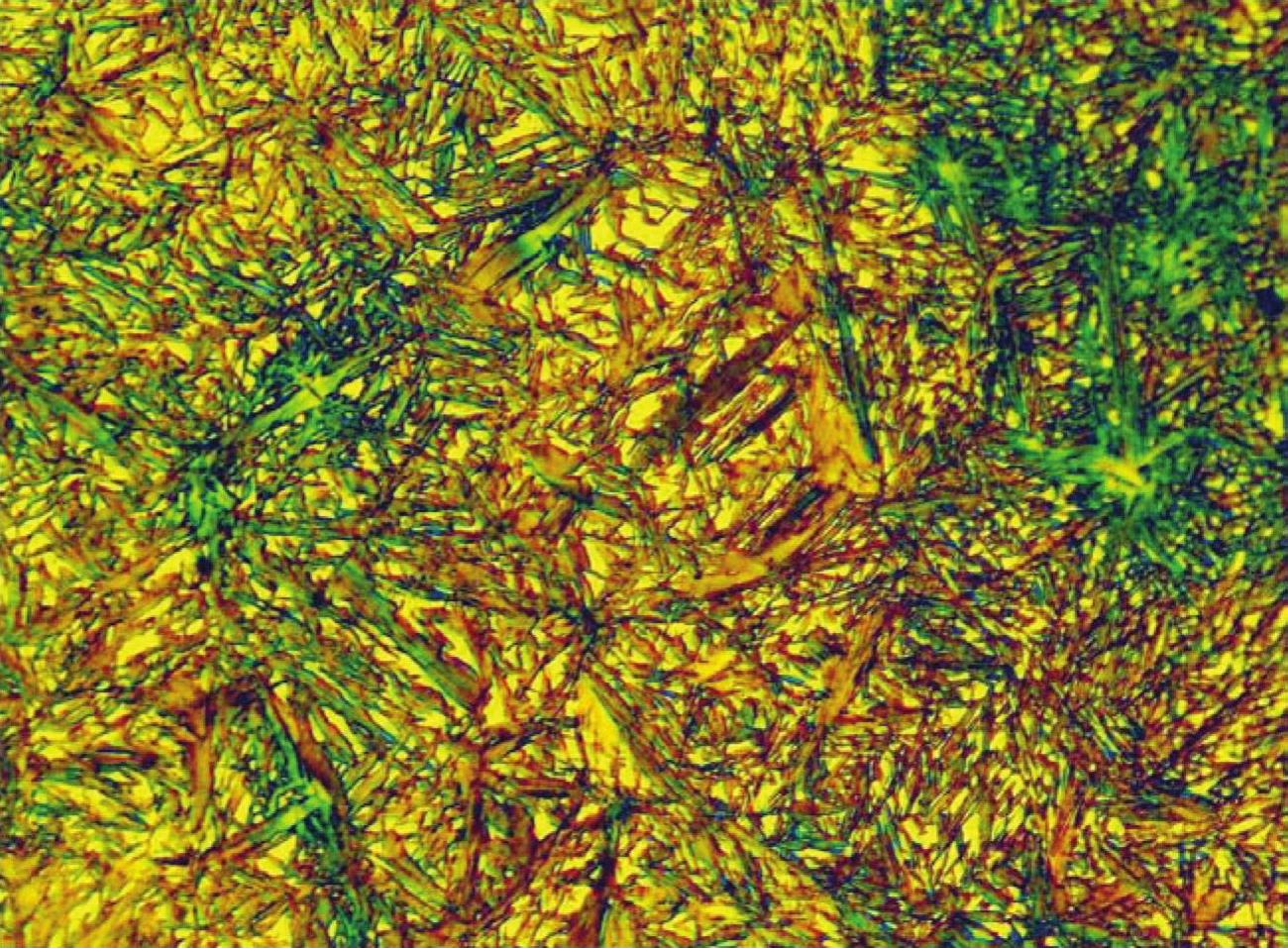
图5-5b 次表层组织 400×
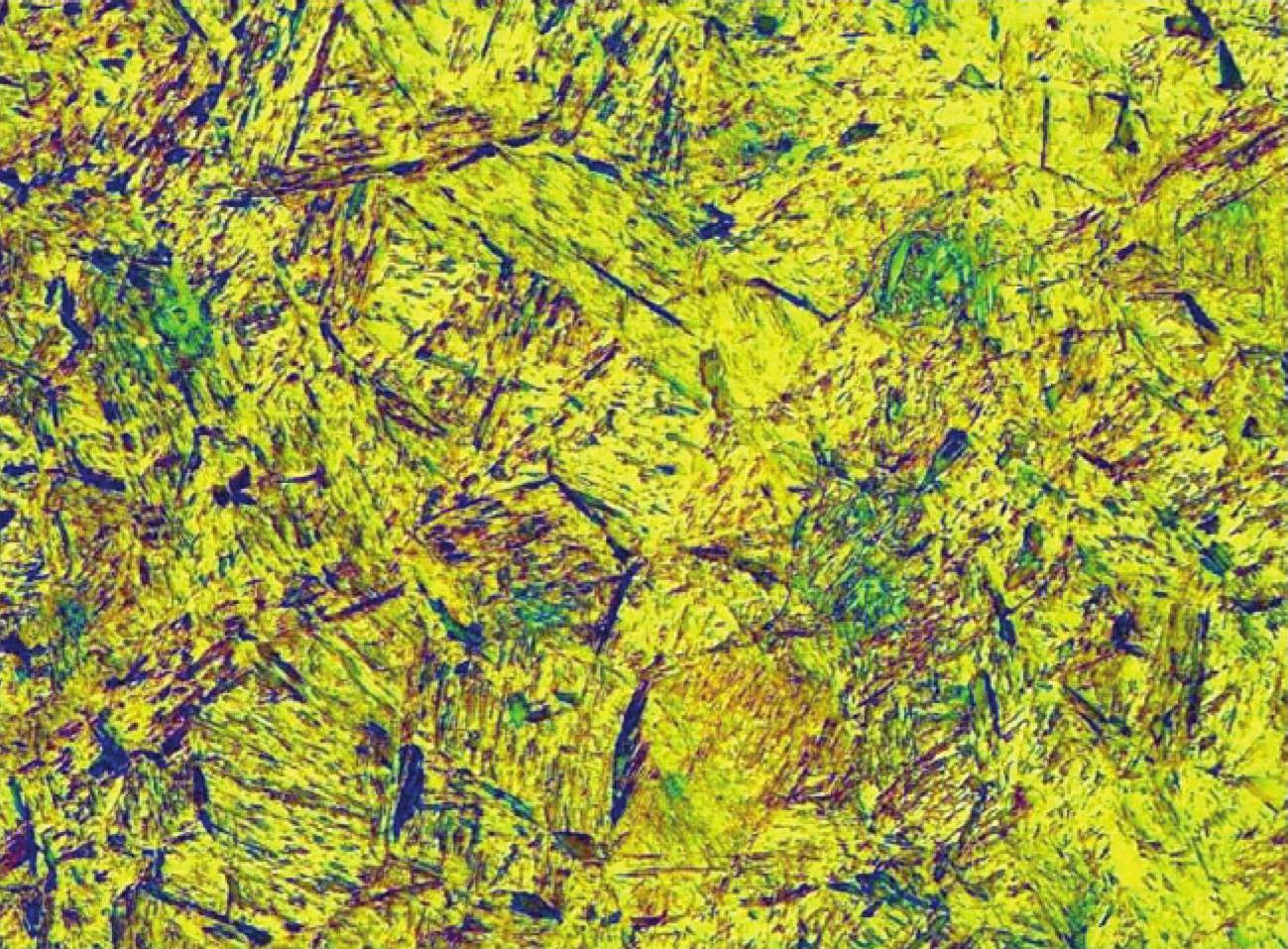
图5-5c 过渡区组织 400×

图5-5d 心部组织 400×
图号:5-5 材料:20CrMnTi
处理工艺:渗碳淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:20CrMnTi渗碳淬火后表层及次表层组织,粗大针状马氏体+较多残留奥氏体。由于淬火温度过高,导致组织粗大,产生较多马氏体微裂纹,容易开裂引起疲劳失效;过渡区组织为马氏体+贝氏体;心部组织为低碳马氏体。

图5-6a 表层组织 200×(https://www.xing528.com)

图5-6b 表层组织 400×

图5-6c 次表层组织 400×

图5-6d 心部组织 400×
图号:5-6 材料:20CrMnTi
处理工艺:渗碳淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:20CrMnTi渗碳淬火后由表(图左)及里(图右)的组织形貌。图5-6a中白色点状为碳化物,但由于放大倍数低,马氏体针叶显示不清。图5-6b为放大后的表层组织,可见其由细针状马氏体+较多颗粒状碳化物+少量残留奥氏体组成。图5-6c为次表层组织,由细针状马氏体组成。图5-6d为心部基体组织,由低碳马氏体+钛化物夹杂组成。
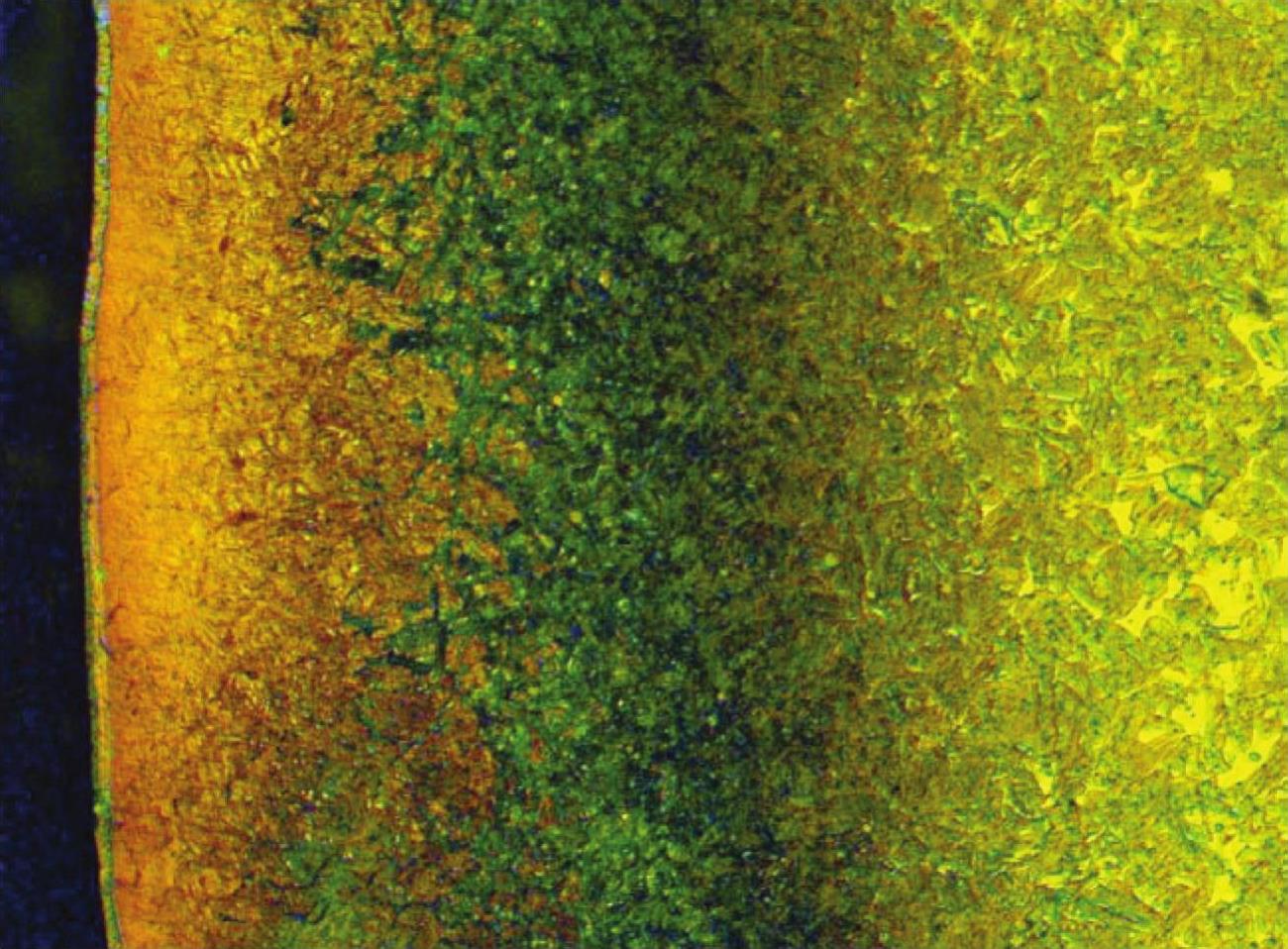
图5-7a 200×

图5-7b 500×
图号:5-7 材料:低碳钢
处理工艺:渗碳+镀锌 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:表层为镀锌层,次表层为渗碳淬火后组织形貌。

图5-8a 表层组织 200×
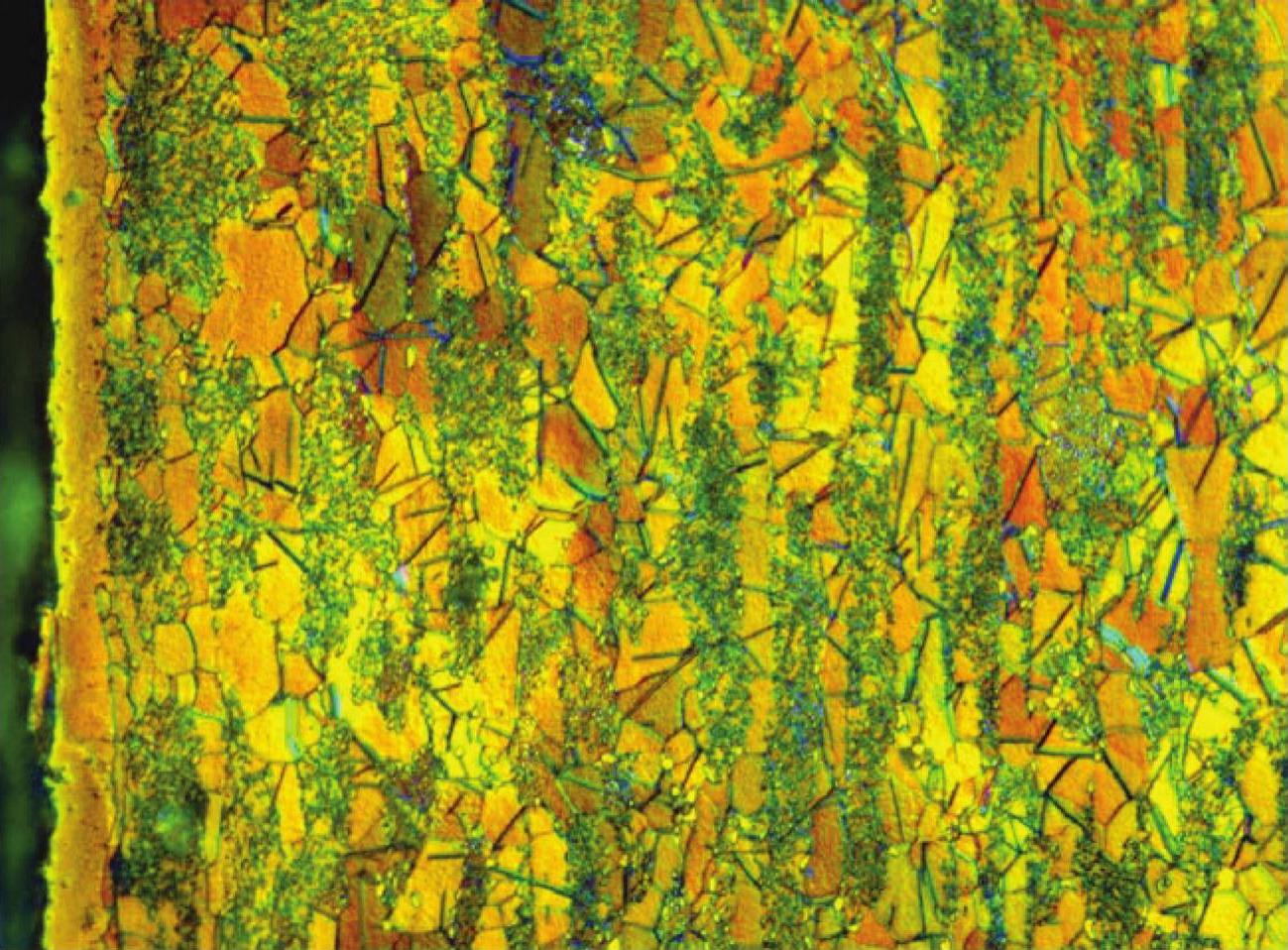
图5-8b 表层组织 400×

图5-8c 次表层组织 800×
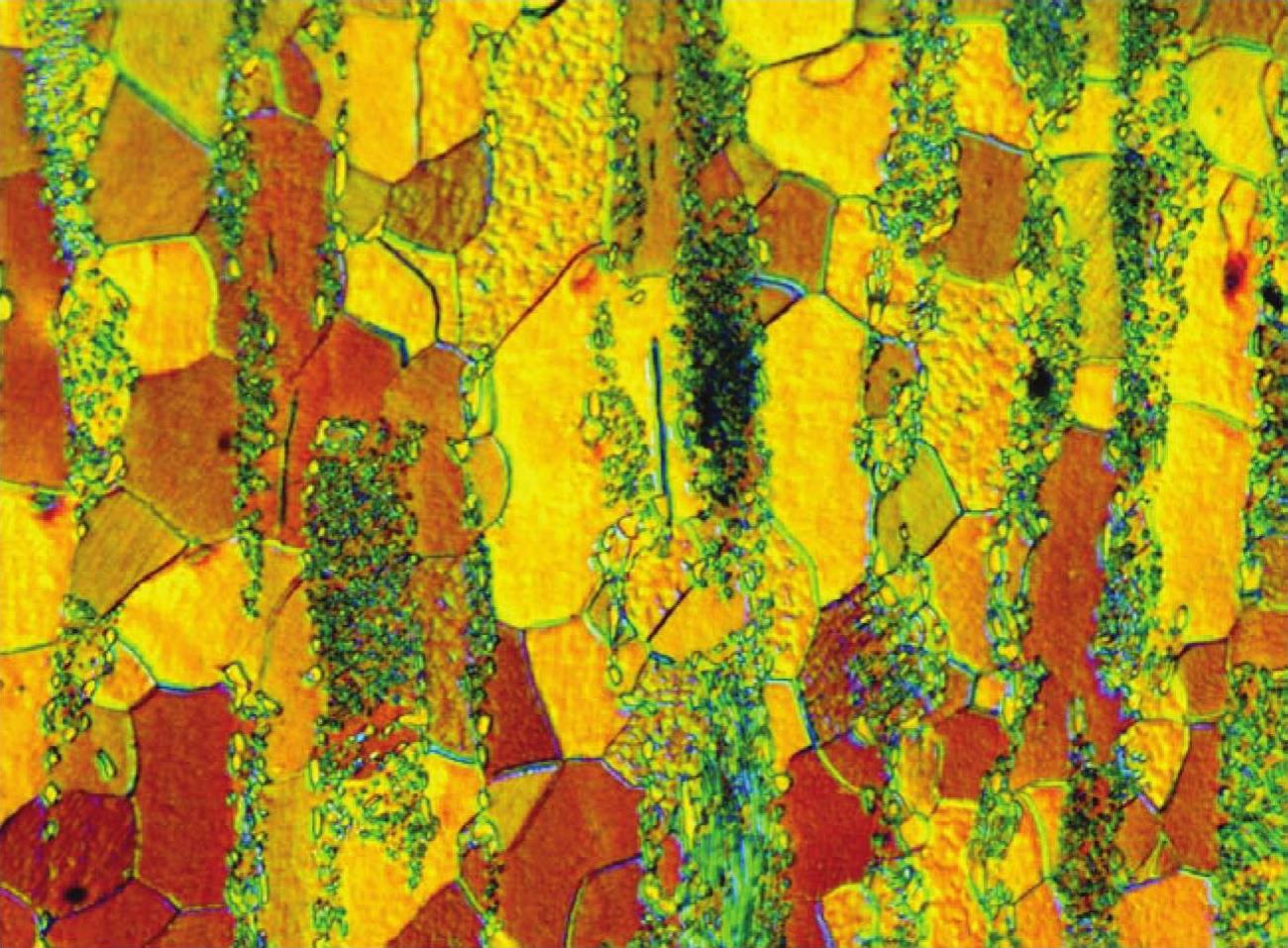
图5-8d 心部组织 800×
图号:5-8 材料:低碳钢
处理工艺:离子氮化 浸蚀方法:焦亚硫酸钾水溶液浸蚀,DIC偏光处理
组织说明:低碳钢离子氮化后的组织形貌。表层为氮化层ε相,次表层为扩散层针状氮化物、铁素体及球状珠光体,基体组织为铁素体及球状珠光体。铁素体因位向不同而呈现不同的颜色。

图5-9a 表层组织 100×
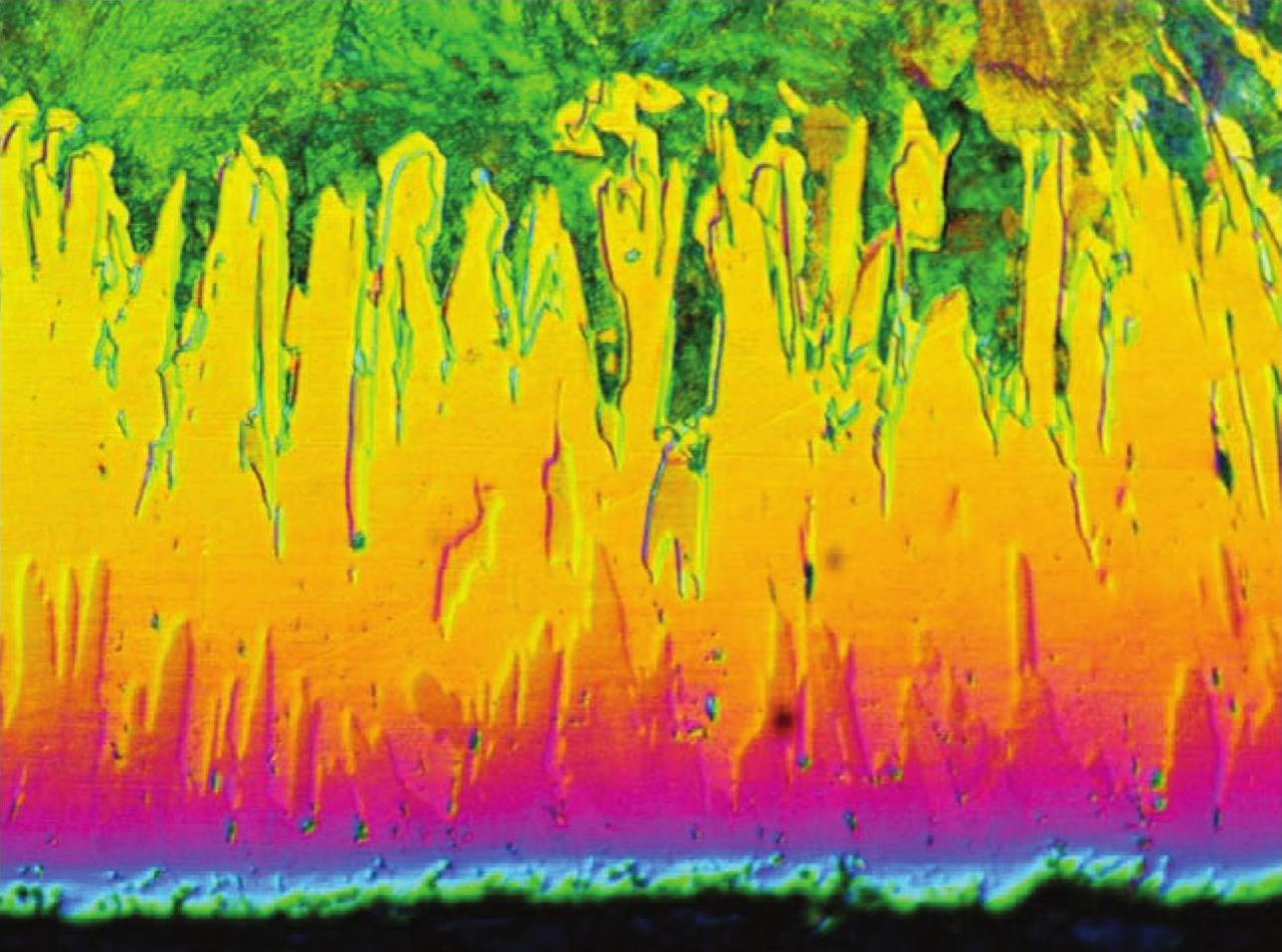
图5-9b 表层组织 200×
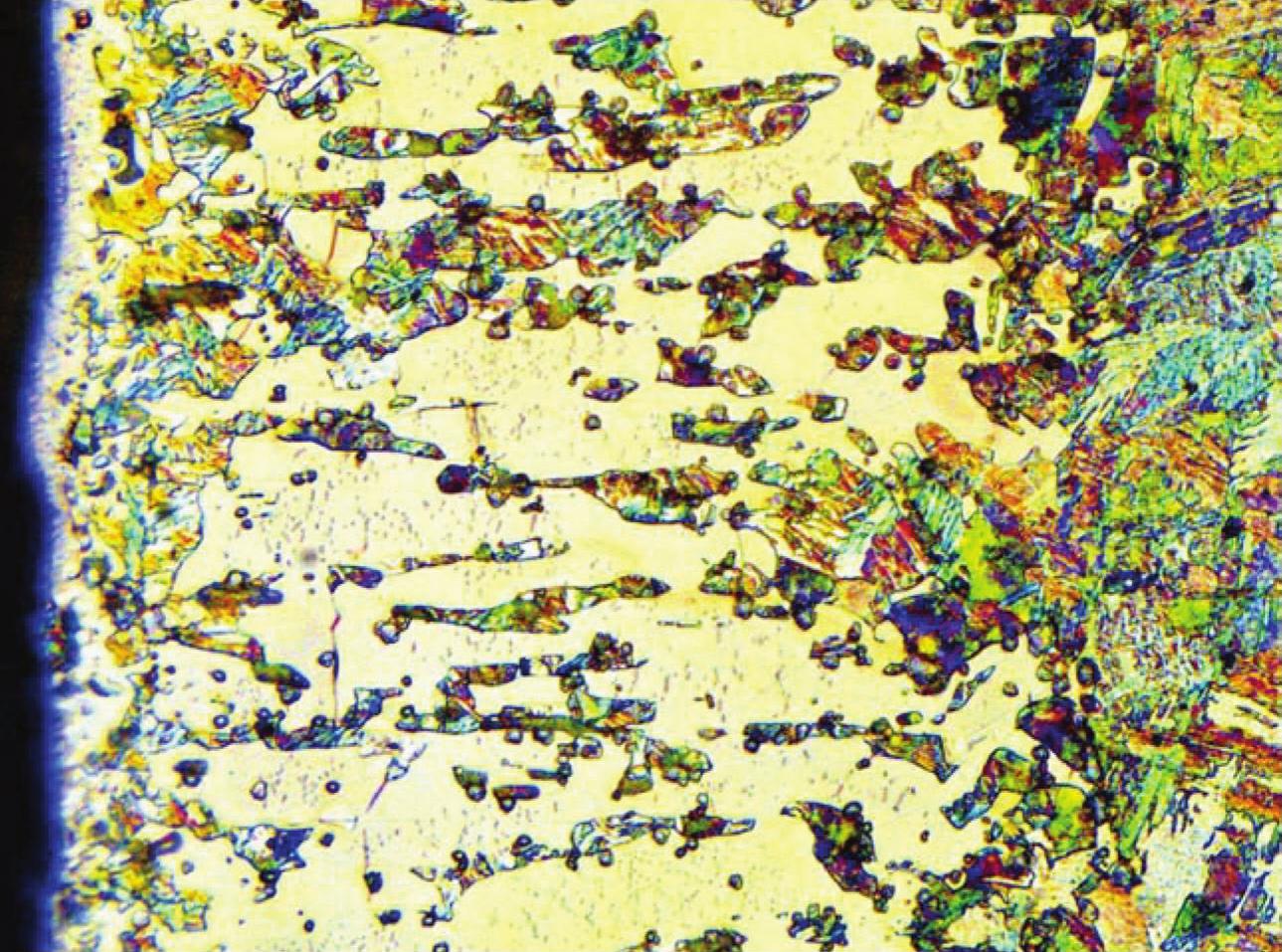
图5-9c 表层异常组织 400×

图5-9d 表层异常组织 400×
图号:5-9 材料:45钢
处理工艺:表面渗硼 浸蚀方法:硝酸盐酸苦味酸酒精溶液浸蚀
组织说明:图5-9a、b中表层是铁硼化合物渗硼层,由表至里分别为FeB、Fe2B,以锯齿状向基体内延伸。基体为索氏体和少量铁素体。图5-9c、d为渗硼形成的异常组织,在渗硼层的外表层有少量孔洞出现,且硼化物不连续。如果渗硼工艺出现问题,则可能出现渗硼层异常组织。
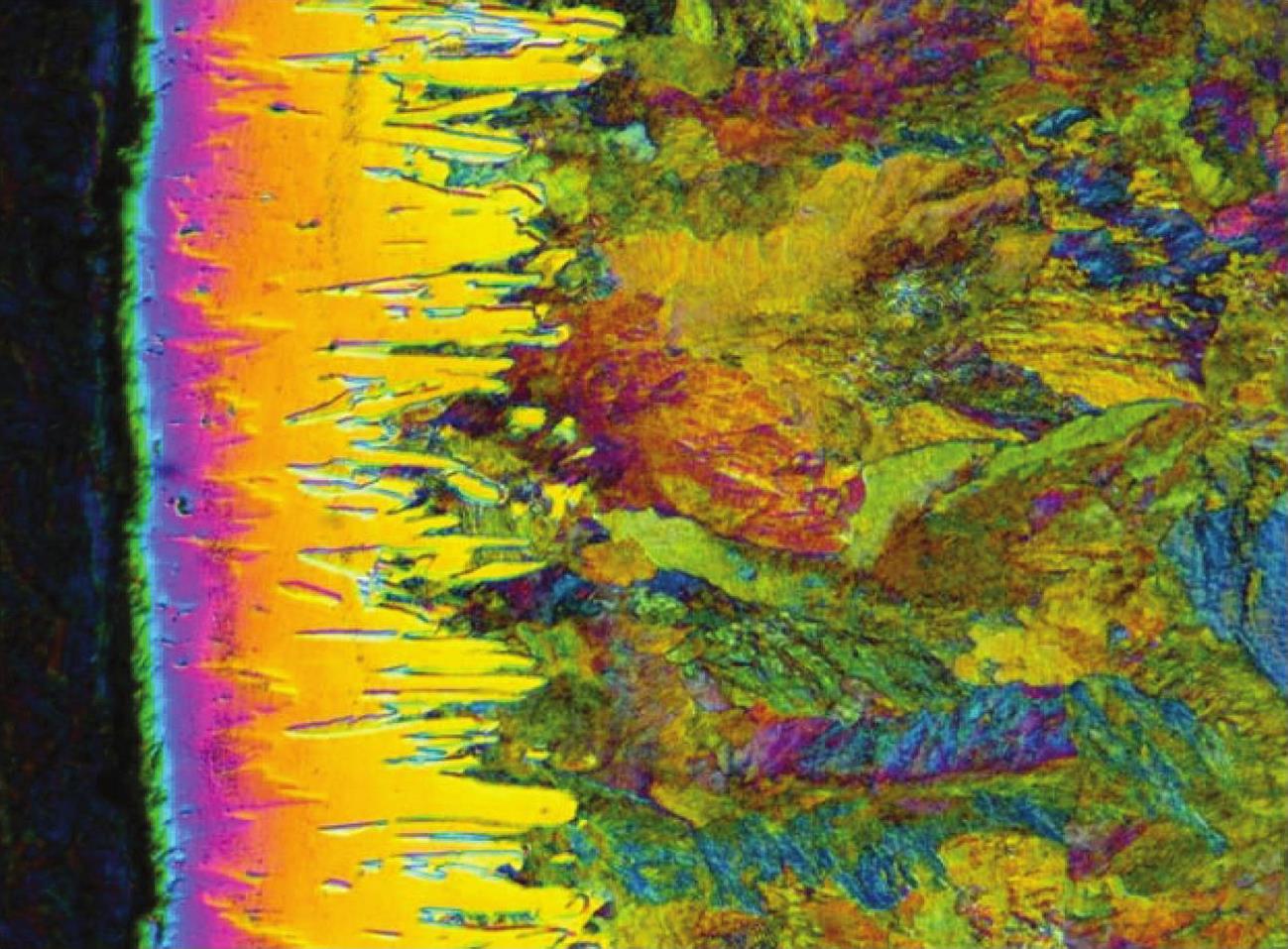
图5-10a 表层组织 100×
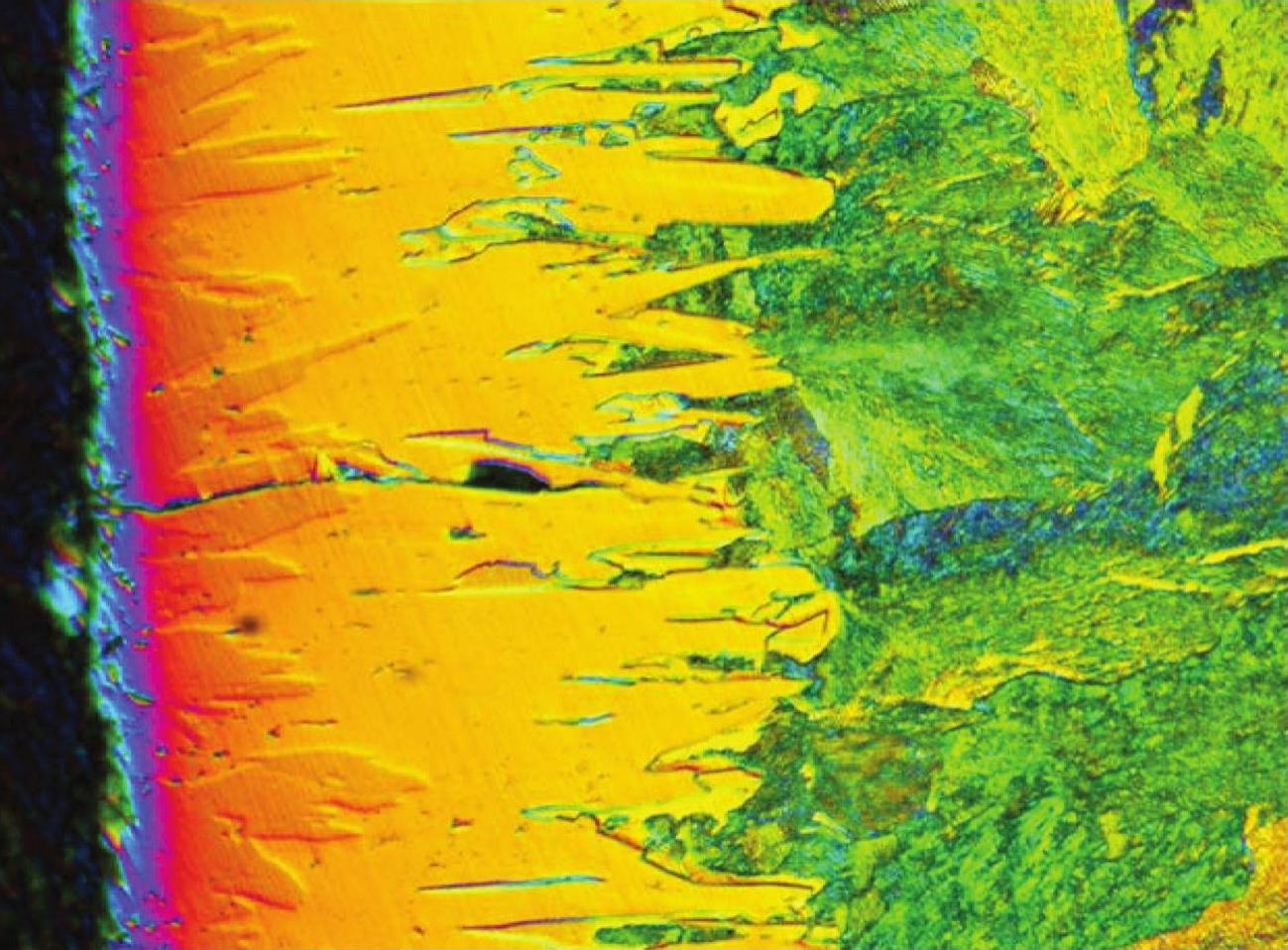
图5-10b 表层组织 200×
图号:5-10 材料:60钢
处理工艺:表面渗硼 浸蚀方法:硝酸盐酸苦味酸酒精溶液浸蚀、DIC偏光处理
组织说明:渗硼层呈连续针齿状,以长短不齐的方式楔入基体,与基体牢固结合。表层为FeB,硬度高达2000HV;次表层为Fe2B,硬度略低,基体为索氏体和极少量铁素体。渗硼层有时会出现垂直延伸的微裂纹。
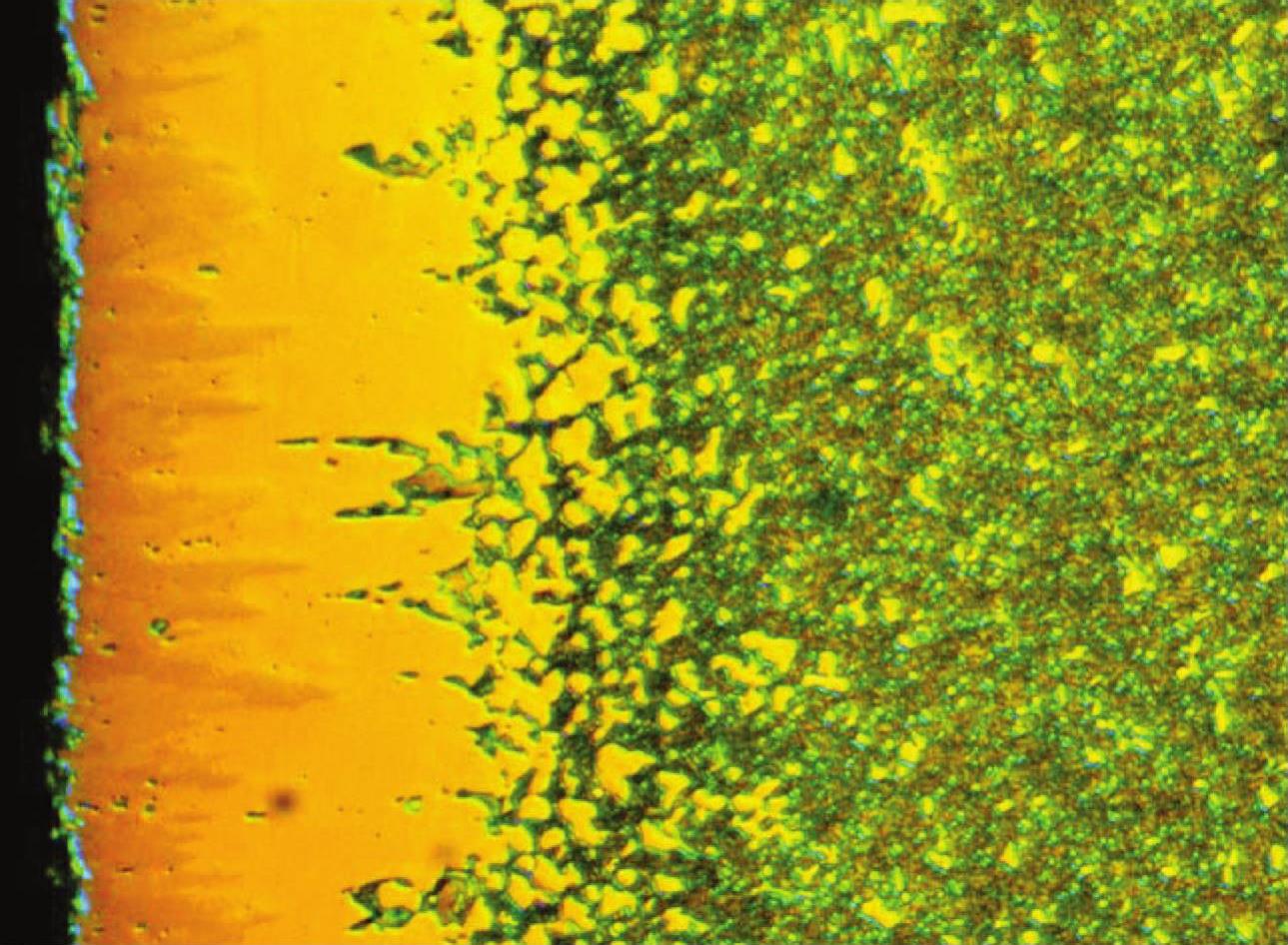
图5-11a 表层组织 200×

图5-11b 表层组织 400×
图号:5-11 材料:Cr12MoV
处理工艺:表面渗硼 浸蚀方法:硝酸盐酸苦味酸酒精溶液浸蚀
组织说明:表层为高碳高合金钢表面渗硼层组织,与碳钢基体相比,渗硼层的锯齿状不明显。基体组织为马氏体和碳化物。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。