



4.6.3.1 白心可锻铸铁
白心可锻铸铁是白口铸铁在氧化性介质中加热至950~1000℃,经长时间脱碳退火制成。铸件心部金相组织为珠光体+团絮状石墨,表层脱碳组织为铁素体,过渡层组织为铁素体+珠光体;其断口为银白色。由于白心可锻铸铁生产工艺陈旧,力学性能不高,因此我国已很少生产。
4.6.3.2 黑心可锻铸铁
黑心可锻铸铁是将白口铸铁经高低温两阶段石墨化退火而制成。其工艺为:加热至920~980℃保温(第一阶段为退火)炉冷至750~700℃,再进行保温(第二阶段退火),再冷却650~600℃,出炉空冷。由此得到铁素体+团絮状石墨,脱碳层组织为铁素体或珠光体+铁素体,或珠光体。黑心可锻铸铁的端口为黑色纤维状;若脱碳层为珠光体,断口表面有一圈亮白色,这就是黑心可锻铸铁名称的由来。黑心可锻铸铁又称为铁素体可锻铸铁。黑心可锻铸铁正常的金相组织为团絮状石墨+铁素体,其力学性能取决于石墨的状态和基体组织。机械行业标准JB/T 2122—1977《铁素体可锻铸铁金相标准》规定了检验项目,主要包括:石墨、基体、表皮层。
黑心可锻铸铁的基体大部分或全部为铁素体,如图4-156~图4-158所示,当存在残留珠光体时,也可以看到牛眼状、连续状和破碎状铁素体,如图4-159~图4-162所示。JB/T 2122—1977未对铁素体的晶粒度作出规定,可参照钢的8级晶粒度标准评定,一般以5~8级(约60~250个/mm2)较好。珠光体是黑心可锻铸铁退火不足的残留产物,第一阶段退火后快冷得到的是细片状珠光体,第二阶段退火残留的多为片状和粒状珠光体。各种牌号的黑心可锻铸铁允许的珠光体残留量见表4-9。可锻铸铁退火后的残留渗碳体不能超标,第一阶段退火温度较低或保温不足,会出现残留的共晶渗碳体,在中间冷却阶段冷速快,会析出二次渗碳体,在低温冷却过程中停留时间过长,会析出分布于铁素体晶界的三次渗碳体。
表4-9 黑心可锻铸铁中珠光体允许残留量(体积分数,%)

4.6.3.3 珠光体可锻铸铁
珠光体可锻铸铁是将白口坯件在920~980℃加热保温后,即以较快的冷却速度通过共析相变温度,从而得到珠光体+团絮状石墨的组织。
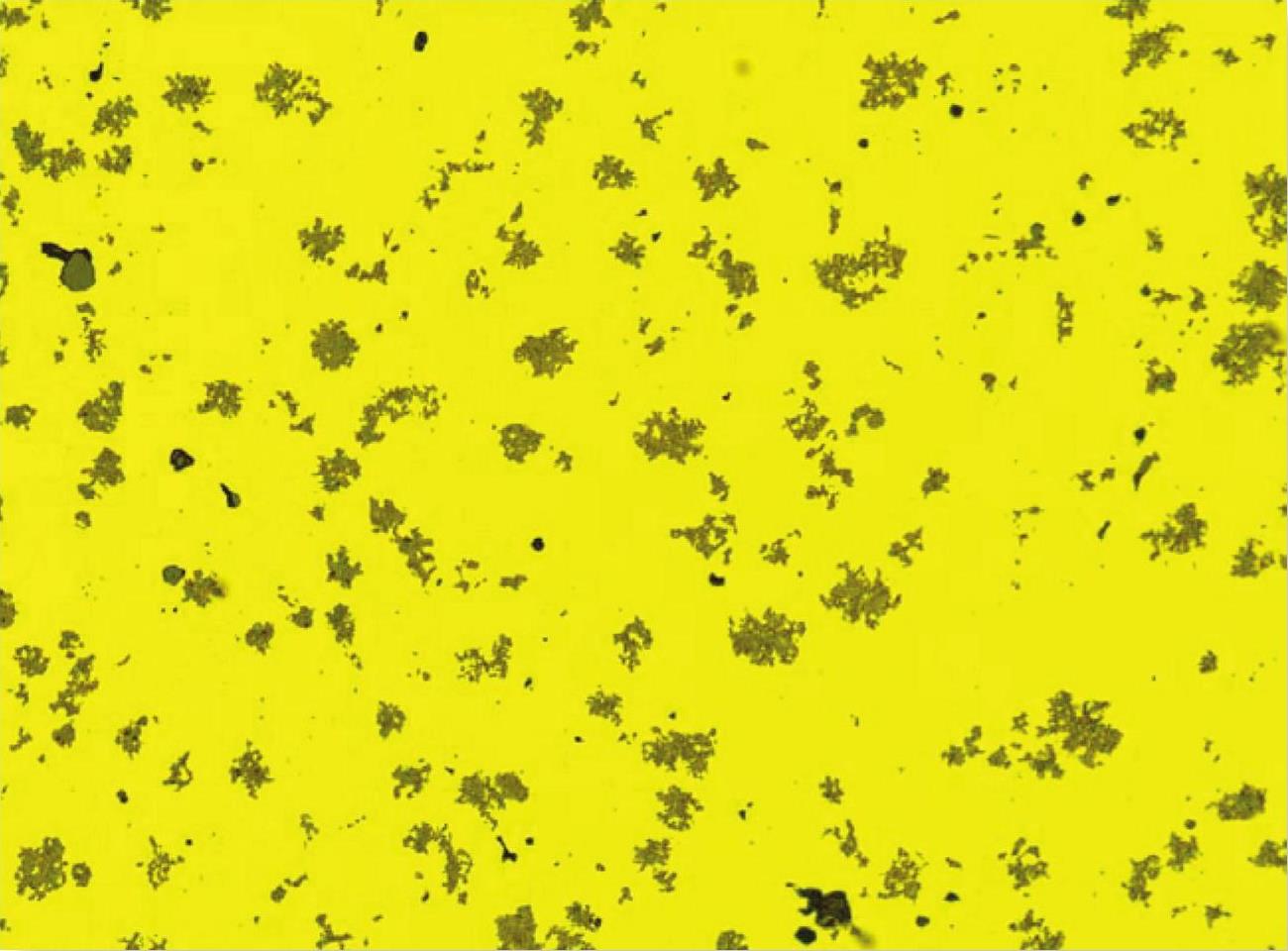
图4-155a 100×
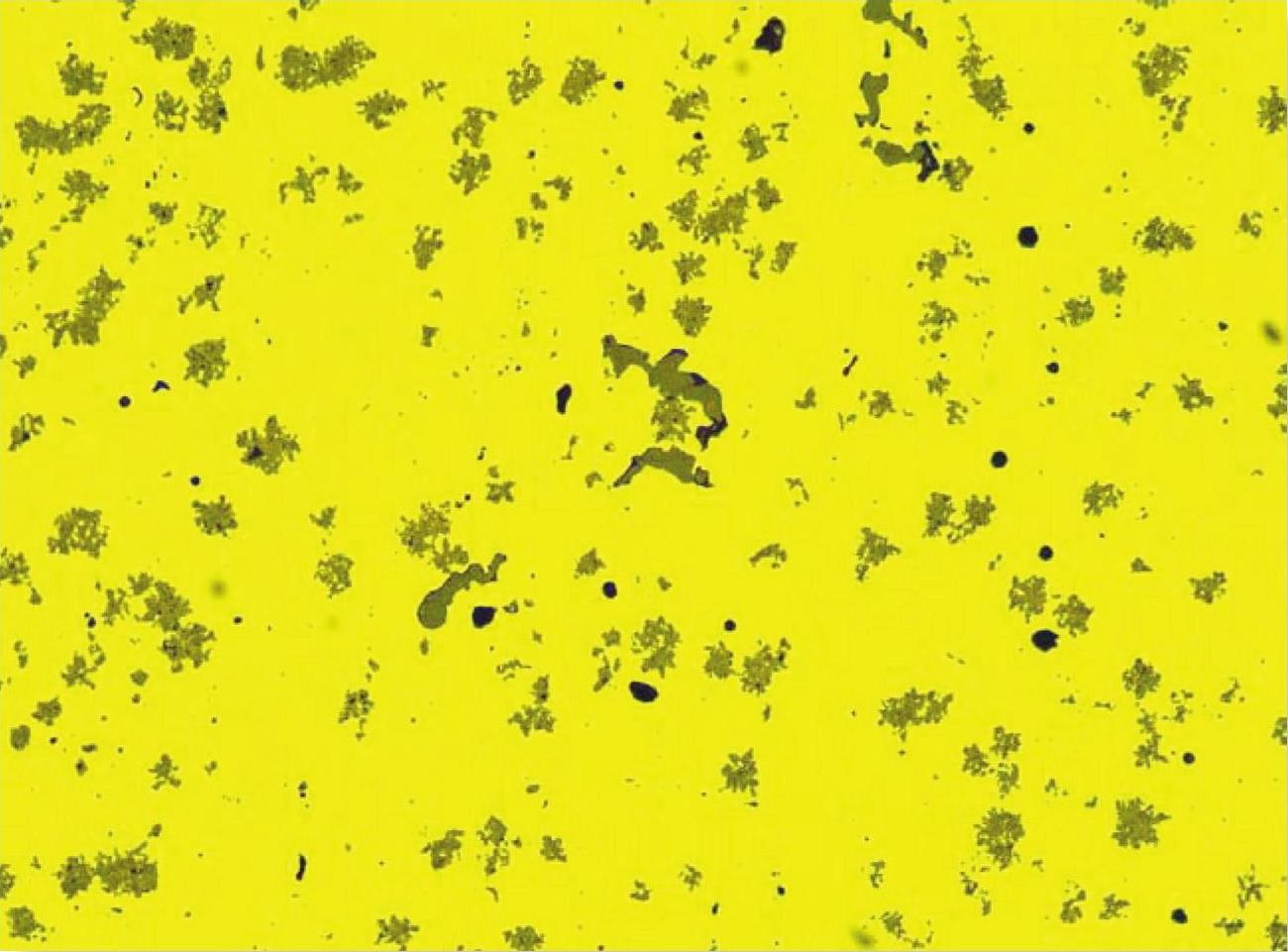
图4-155b 100×
图号:4-155 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:未腐蚀
组织说明:黄色为基体,石墨呈团絮状和团球状,黑色颗粒和灰色不规则块状物为夹杂物。
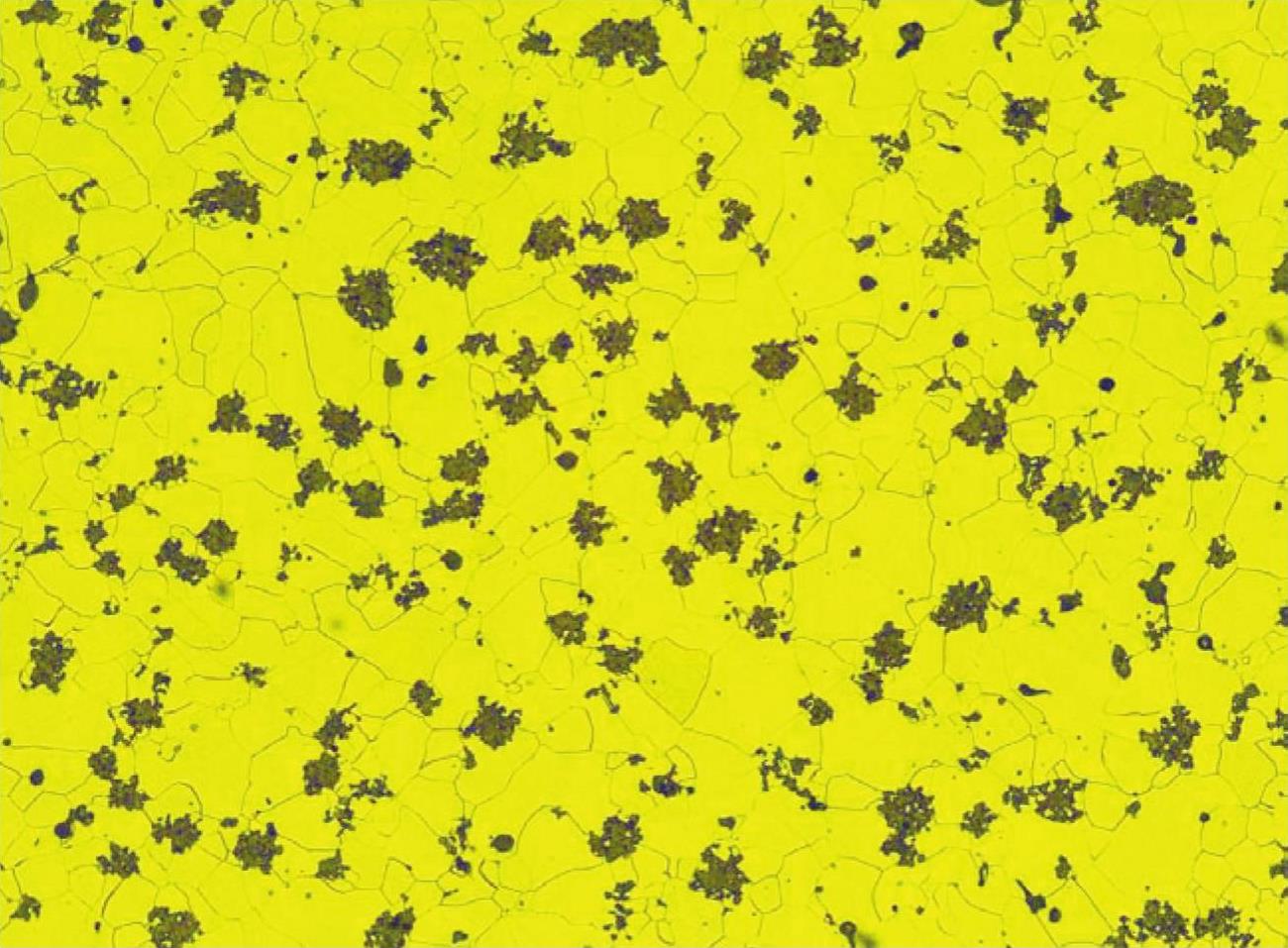
图4-156a 100×
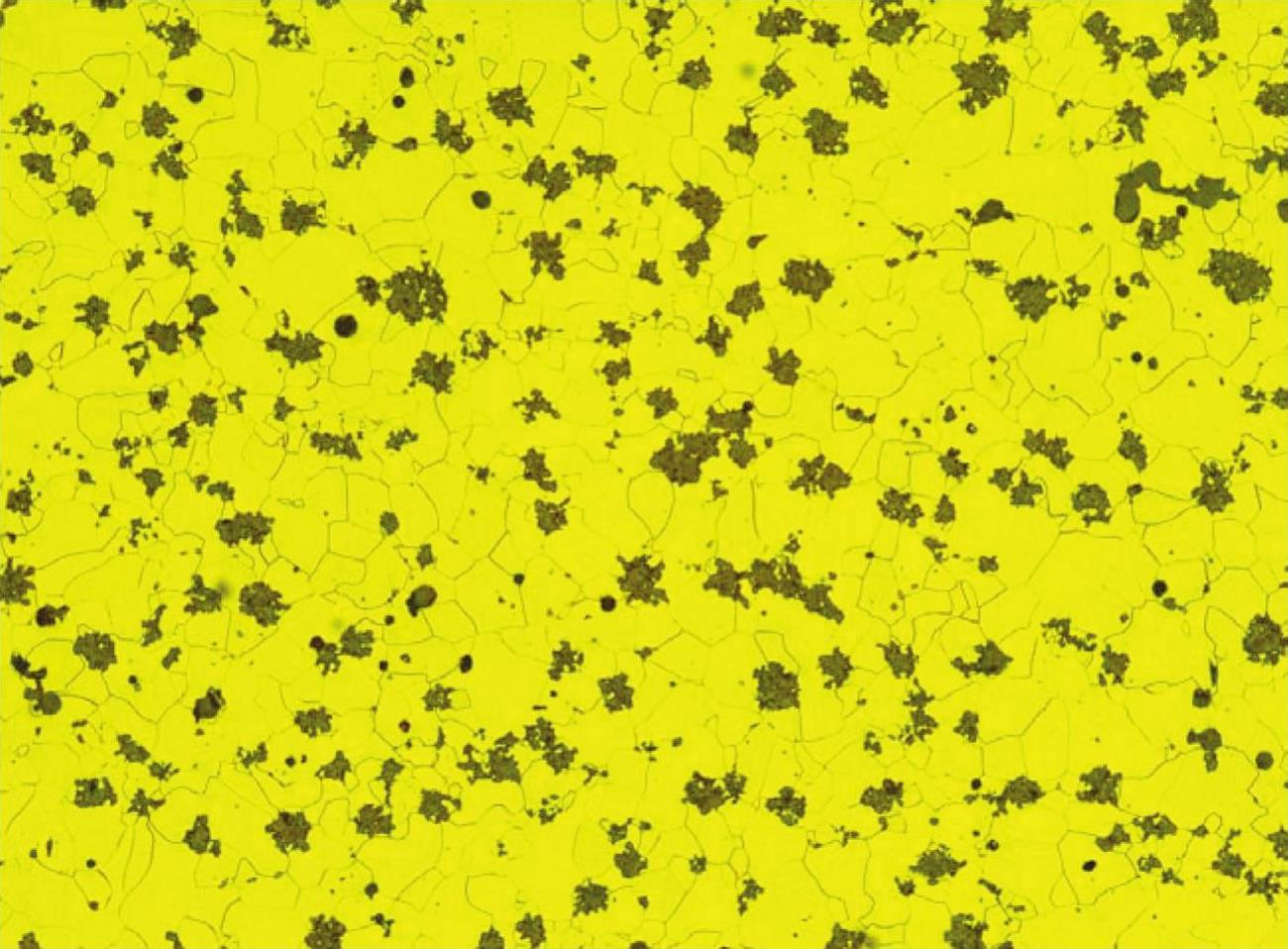
图4-156b 100×
图号:4-156 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色为铁素体基体组织,长时间退火铁素体晶界明显呈等轴状,石墨呈团絮状和团球状。

图4-157a 100×
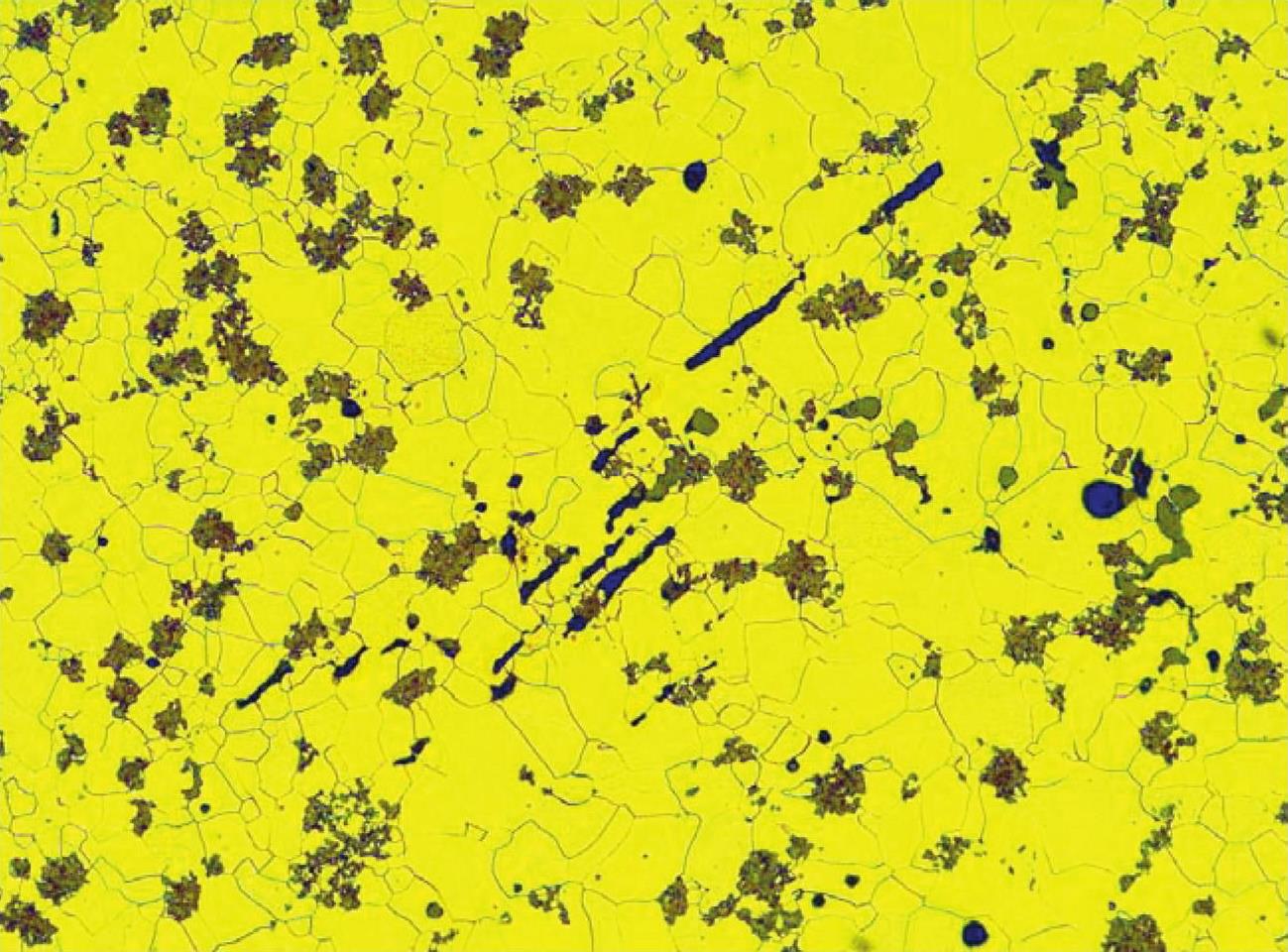
图4-157b 100×
图号:4-157 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色为铁素体基体组织,长时间退火铁素体晶界明显呈等轴状,石墨呈团絮状,图4-157a中不规则的黑色块为显微缩松,图4-157b中深蓝色长条为夹杂物。(https://www.xing528.com)
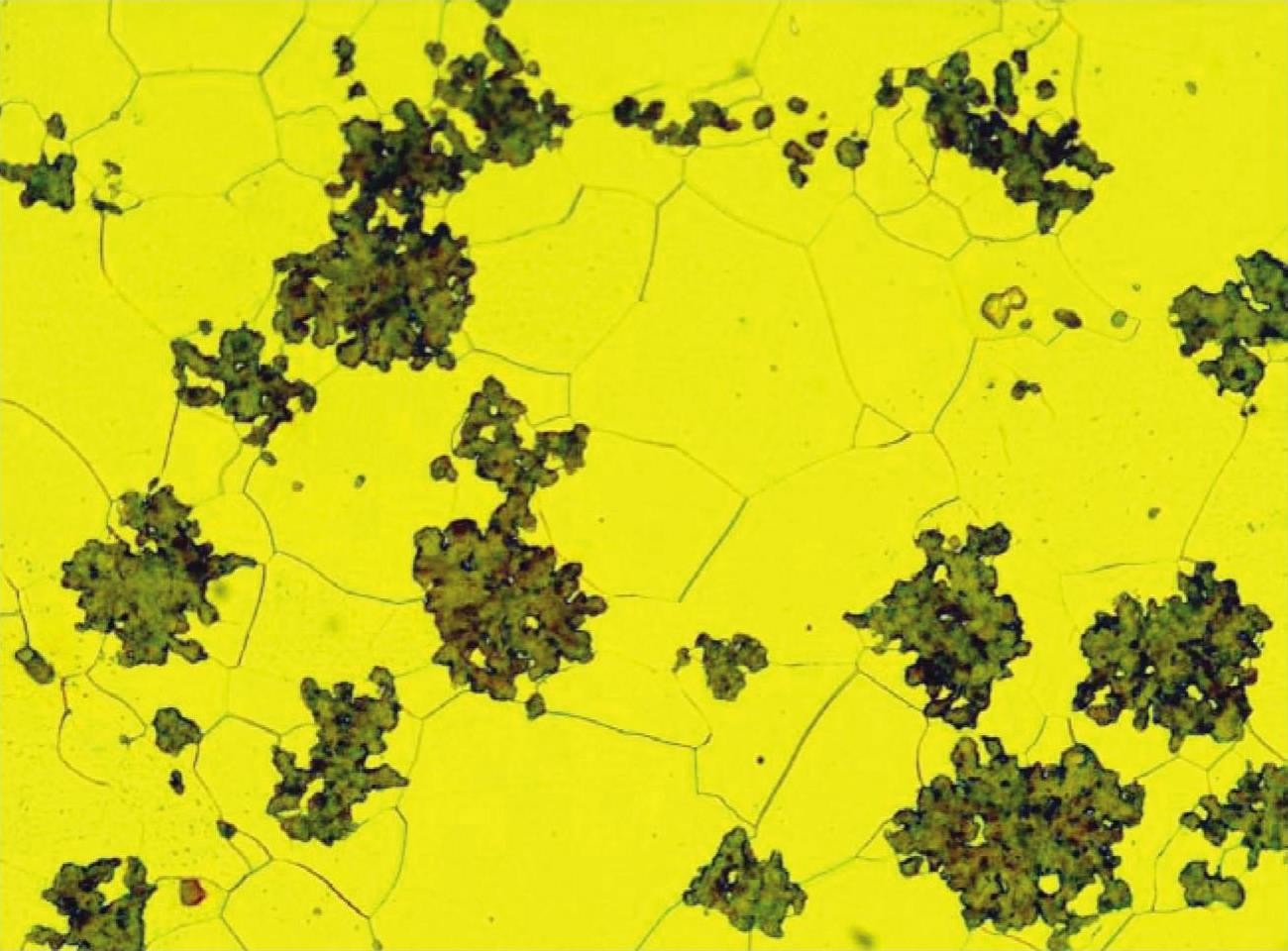
图4-158 400×
图号:4-158 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色等轴状铁素体和团絮状石墨。
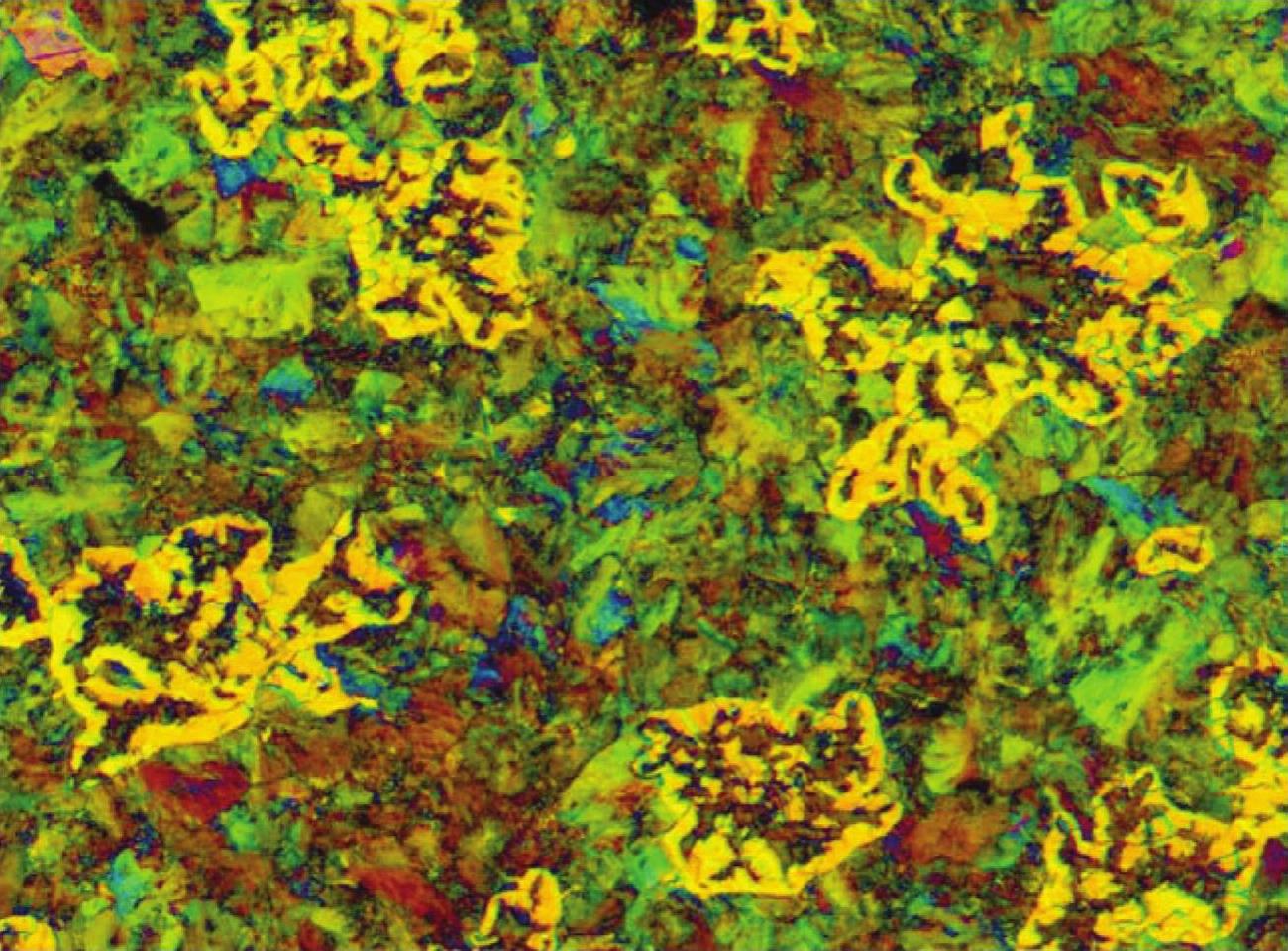
图4-159 200×
图号:4-159 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色为铁素体基体,包围着絮状石墨,红绿色组织为珠光体。
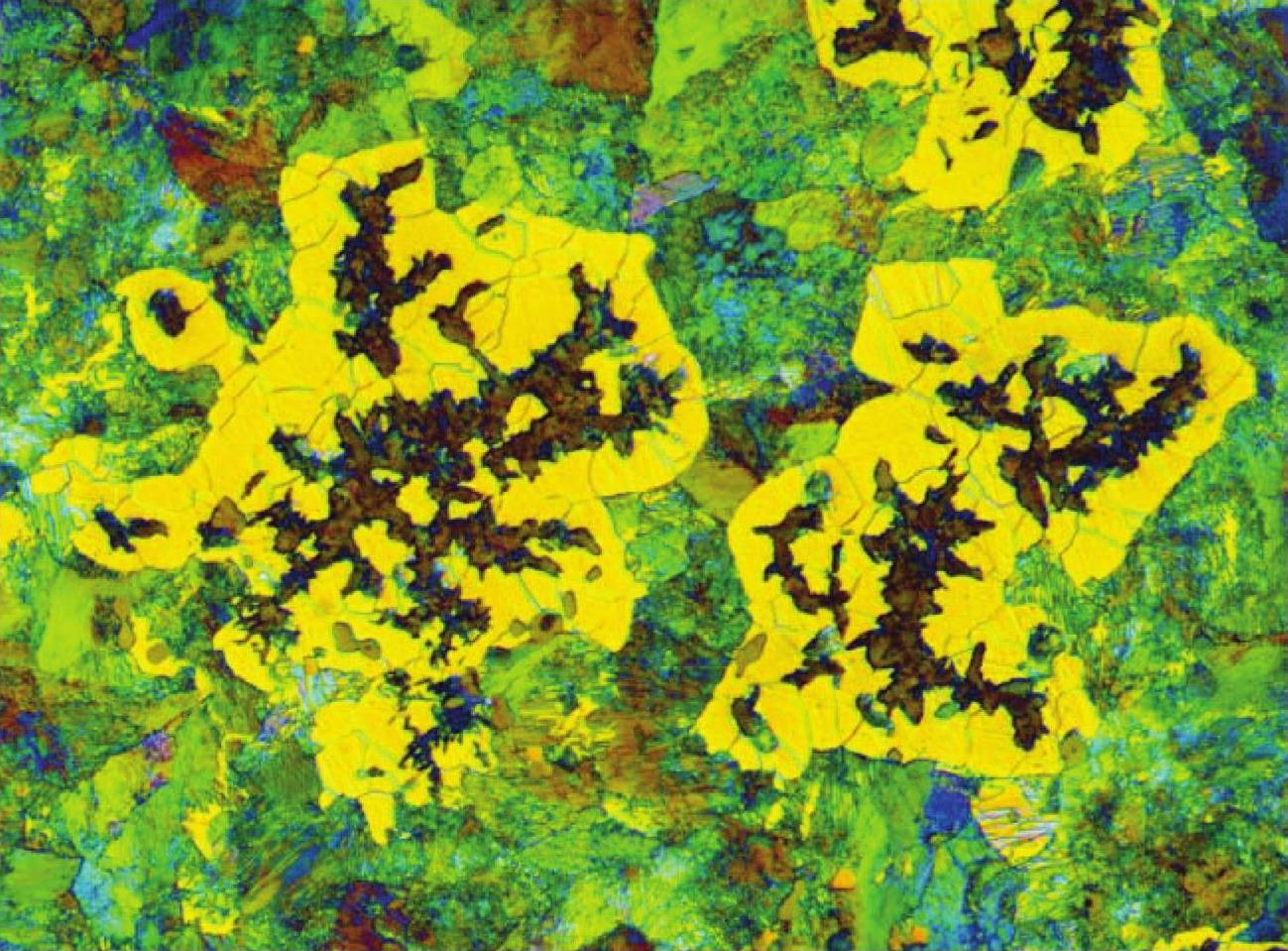
图4-160a 400×

图4-160b 400×
图号:4-160 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色为铁素体基体,包围着聚虫状和絮状石墨,红绿色组织为珠光体。
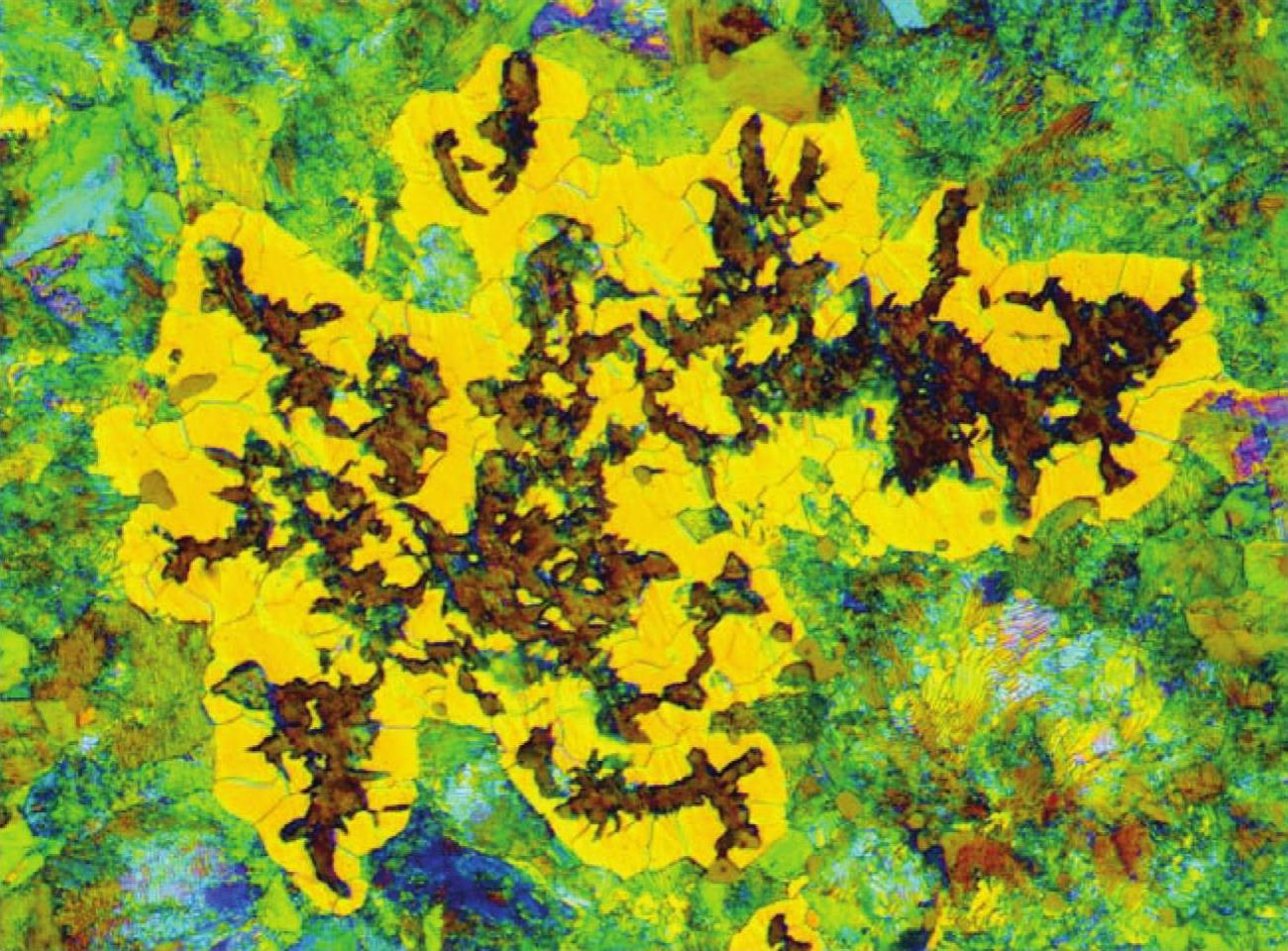
图4-161a 400×
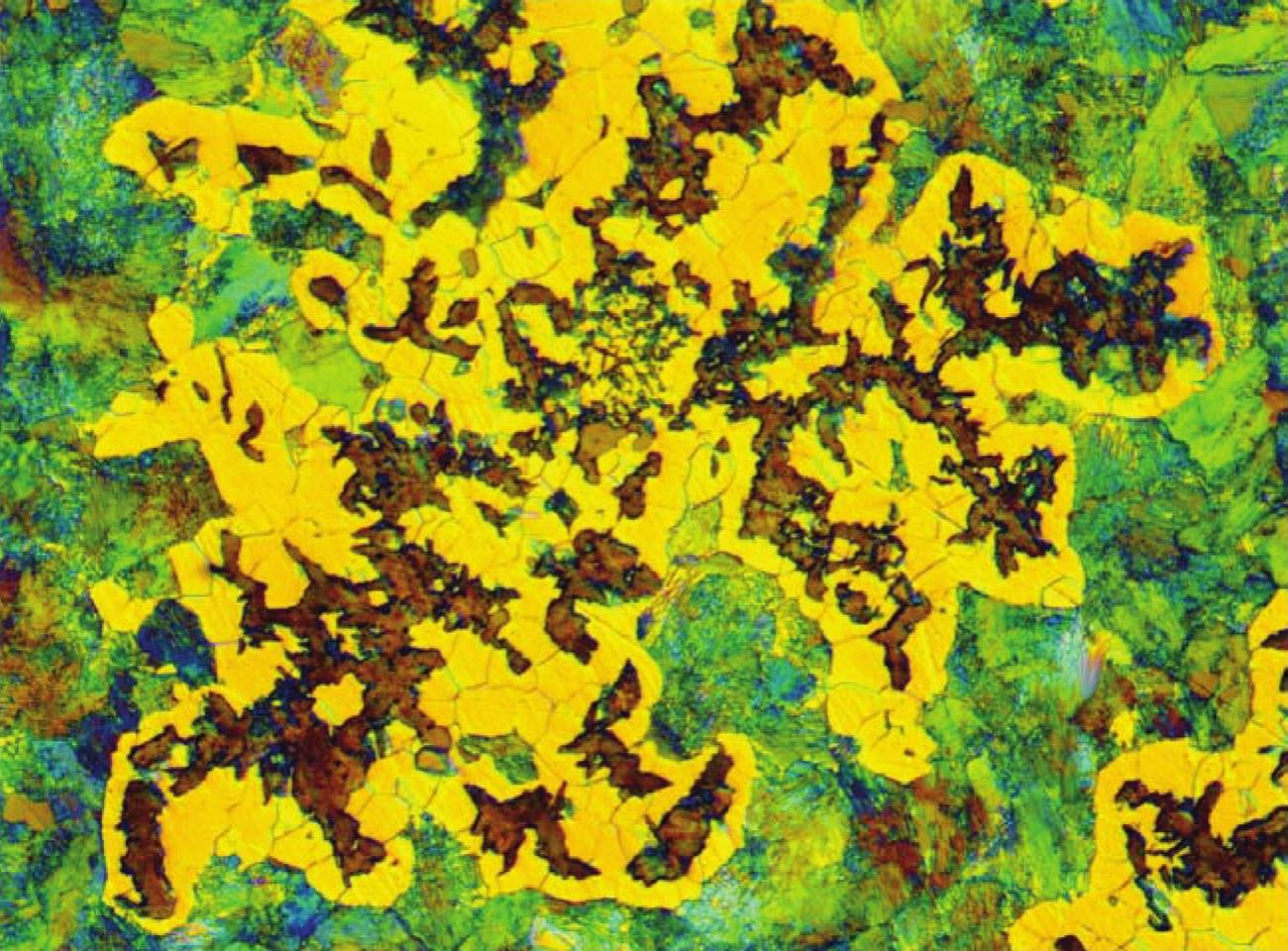
图4-161b 400×
图号:4-161 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色为铁素体基体,石墨较分散,呈聚虫状和絮状,红绿色组织为珠光体。
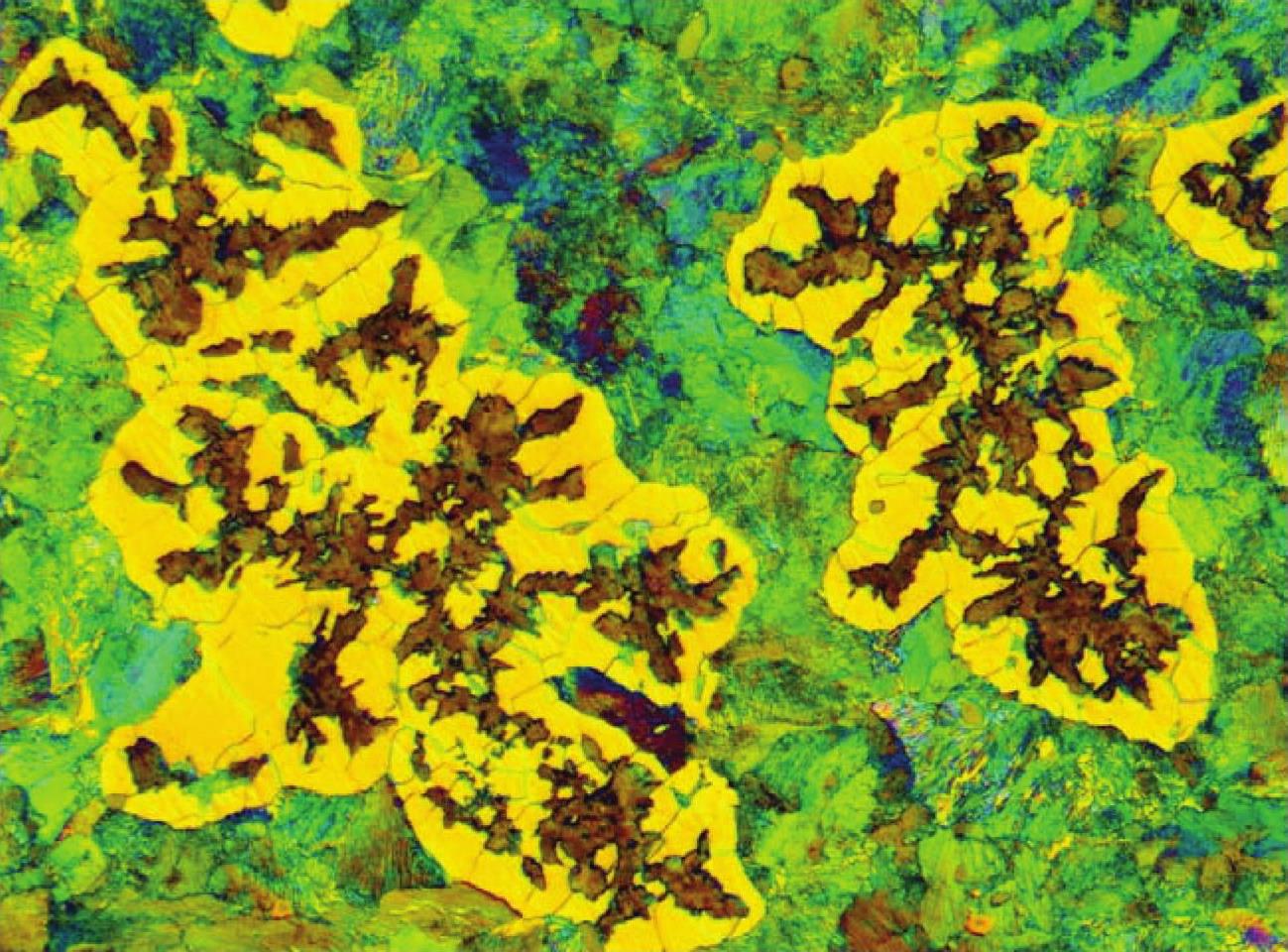
图4-162 400×
图号:4-162 材料:可锻铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:黄色为铁素体基体,包围着聚虫状和絮状石墨,石墨分布有枝晶特征,绿色组织为珠光体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。