



球墨铸铁的基本组织由石墨和金属基体构成,与灰铸铁相比,主要是石墨形态的不同,基体组织无大的差别。在光学显微镜中,用明场非偏振光观察,石墨为均匀一致的浅灰色,有些方向发暗,有些方向发亮;用暗场非偏振光观察,边缘有一亮圈,呈各向异性,可看到明暗相交的十字形。
4.4.2.1 石墨形态
石墨形态是指单颗石墨的形状,根据石墨的面积率划分为五种:球状、团状、开花状、蠕虫状、片状等几类。其中,最具代表性的形态是球状。在光学显微镜下观察球状石墨。低倍时,外形近似圆形;高倍时,为多边形,呈辐射状,结构清晰。图4-84和图4-86所示为未经腐蚀的球墨铸铁,球状石墨形态圆整,在正交偏振光显示下呈各向异性的十字特征,以辐射形式从中心向周围生长,部分石墨球边沿为圆形,部分为多边形。石墨的形态不同,对金属基体连续性的割裂程度不同,直接影响到铸铁的性能。在球墨铸铁中,实际存在的石墨形态往往不仅是一种。当球化不好时,在一个视场下同时存在球状、团状、絮状、蠕虫状组织。图4-87~图4-89所示为球墨铸铁球化不良或球化衰退时出现的石墨球开花的形态,分别有轻度、中度和重度开花等形态。
球墨铸铁一般为过共晶成分,因此球状石墨的长大,应包括两个阶段:①先共晶结晶阶段,球墨核心形成后,在铁液及贫碳富铁的奥氏体晕圈中长大;②共晶结晶阶段,球墨周围形成奥氏体外壳,即球墨-奥氏体共晶团。此时,球墨是在奥氏体壳包围下长大的。虽然球墨在共晶阶段的长大速度比在液态阶段迟缓,但球墨的大部分是在共晶阶段长大的。球墨铸铁共晶结晶是一种变态共晶,即球墨和奥氏体均可在单独、互不依存的情况下长大。
4.4.2.2 球化率
球化率是指观察的视场内,所有石墨接近球状的程度,是石墨球化程度的综合指标。为了评价石墨球化的好坏,国标GB/T 9441—2009《球墨铸铁金相检验》将球化等级分为6级,见表4-4。这是根据观察视场内各种石墨的相对数量及球化率的高低划分的。
表4-4 球化分级
4.4.2.3 石墨大小
石墨球的数量是衡量球墨铸铁质量的一项重要指标。只注意球化率,忽视石墨球数,是不全面的。原因在于:①石墨球数增加,球径减小,球墨圆整度提高,分布也趋于均匀;②用石墨球数来评价球墨铸铁的孕育效果,是一种有效、直观的方法;③球墨铸铁中的球数基本上反映了共晶团数;④在薄壁铸件中,铸态是否出现渗碳体,主要取决于石墨球数。国标GB/T 9441—2009《球墨铸铁金相检验》将石墨大小分为六级,见表4-5。由表可见,石墨球径和石墨球树枝晶的对应关系较好,而石墨大小和石墨球数之间的对应关系则较差。
表4-5 球墨铸铁石墨大小(球径)的分级

注:石墨大小在6级~8级时,可使用200×或500×放大倍数。
4.4.2.4 基体组织
同灰铸铁一样,常见的球墨铸铁基体有铁素体基体(图4-90、图4-91和图4-92)、铁素体+珠光体基体(图4-93)、珠光体基体(图4-94~图4-97)三种形式。不同在于经过球化处理,与普通灰铸铁比较,球墨铸铁在铸态时往往形成牛眼状的组织,如图4-94~图4-97所示,石墨的周围是铁素体,其余为珠光体。这是由于球墨铸铁一次结晶终了时,石墨球周围全部环绕着奥氏体,在邻近石墨球的奥氏体中,碳易于向球墨上扩散和沉积,而且石墨和铁素体晶格的某些界面间又存在原子排列的对应关系。因此共析转变时,球墨周围的奥氏体首先析出铁素体和石墨碳,形成包围石墨球的铁素体环。如果共析转变始终按析出铁素体和石墨的方式进行,则铁素体环逐渐增厚,最后连成一片,在铸态就能得到以铁素体为基体的球墨铸铁。而在远离石墨球的奥氏体中,所析出的石墨要沉积到石墨球上,则必须通过铁素体,因扩散距离长,就比较困难。而在固态中又没有足够的形核长大的条件,加上一次结晶时元素偏析的影响,于是在一定的冷却条件下,离石墨球较远处的奥氏体转变为珠光体,形成牛眼状铁素体组织。
生产中,在保证球化的前提下,采取控制低的球化剂残留量,降低锰含量,适当地提高硅含量,强化孕育,细化石墨球等措施可以使球墨铸铁共析转变始终按析出铁素体和石墨的方式进行,得到铸态铁素体为基体的高韧性球墨铸铁。当需要获得以珠光体为基体的球墨铸铁时,可以加入适量的铜、锡等合金元素。这些元素在共析温度以上能起到促进石墨化的作用,但在共析转变中却阻碍石墨化,因而可以不增加球墨铸铁的白口倾向而提高金属基体内珠光体的比例,获得铸态珠光体的球墨铸铁。
4.4.2.5 球墨铸铁热处理后组织
当球墨铸铁未能在铸态获得所需要的基体组织和性能时,就需要进行热处理。通常采用退火的方法得到韧性高的铁素体球墨铸铁,采用正火的方法得到强度高的珠光体球墨铸铁。对于需要有更高的综合力学性能的某些重要零件就要采用调质、等温淬火和淬火等方法。
球墨铸铁的热处理工艺的基本规律,主要方面和钢类似,各种钢的热处理方法球墨铸铁都可通用。但是由于球墨铸铁存在石墨及化学成分的差别,在确定热处理工艺参数时,要考虑其特殊性,主要体现在球墨铸铁的硅含量和碳含量较高。球墨铸铁热处理后基体组织的特点,主要有以下几方面。
1.部分奥氏体化正火
部分奥氏体化正火可获得以珠光体为基体并存在破碎铁素体的组织,使球墨铸铁具有高强度和高韧性。铁素体之所以成为分散的块状,是由于加热过程中存在三相区(奥氏体、铁素体和石墨三相区),当部分铁素体转变为新相奥氏体时,奥氏体的晶核不是在铁-碳边界上,而是优先在远离石墨周围的铁素体晶界处或共晶团边界处形成,而后沿边界呈针状或蠕虫状向晶内石墨球方向伸长,将铁素体晶粒分割破碎。随温度升高,奥氏体数量进一步增多,剩下的未熔铁素体便成为破碎状。由于奥氏体形核、长大的条件不同,破碎铁素体具有不同形态,有呈放射状分布的条状或块状,也有沿共晶团边界分布并和牛眼铁素体共存的形式。
2.等温淬火
球墨铸铁的贝氏体转变温度范围约在525℃以下至Ms(230℃)以上的范围内,在此温度等温处理将得到贝氏体组织,可分为上贝氏体和下贝氏体。下贝氏体是在针状铁素体基体上沉淀着颗粒状碳化物,这种显微组织易受浸蚀,故在光学显微镜下呈黑色针状。由于下贝氏体具有高强度和良好的韧性,下贝氏体基体组织的球墨铸铁在生产中有着很好的应用。对球墨铸铁进行等温淬火,可以获得下贝氏体基体的球墨铸铁,组织如图4-98和图4-99所示。
3.淬火组织
加热到临界温度范围内,由于有铁素体、奥氏体、石墨三相共存区,这时候淬火就会形成铁素体和马氏体的混合基体组织;若高于临界温度淬火,将得到全部马氏体组织。随淬火温度的提高,奥氏体内的碳含量也随之提高,由于马氏体保留了奥氏体中的全部碳含量,会形成粗大板条状高碳马氏体,其韧性很差,图4-100~图4-102组织即为粗片状马氏体和大量残留奥氏体及球状石墨组成,因此生产上应避免过高的淬火温度。当淬火加热温度过高,而淬火冷却速度又不足时,球墨铸铁基体组织还会在高温阶段形成莱氏体或者析出网状二次渗碳体,并在低温阶段,部分奥氏体会转变为珠光体,如图4-103~图4-110所示。
4.回火组织
由于铸铁中存在较高的含硅量,而硅能延迟碳化物的析出和分解过程,所以球墨铸铁淬火马氏体有较好的回火稳定性。当回火温度到550℃时,显微组织中的索氏体依然保持着显著的马氏体针状组织的痕迹。
5.表面淬火组织
对于零件表面有特殊性能要求的(如耐磨性),还可以采用各种表面热处理工艺。如摩托车凸轮轴就是这样的零件,既要保证整体有良好的韧性,表面又需要有很好的耐磨性,因此在生产中采用珠光体基体的球墨铸铁进行火焰淬火。摩托车凸轮轴经表面淬火后从表层到心部的组织如图4-111~图4-118所示,表层组织为马氏体、残留奥氏体和球状石墨,向心部过渡,铁素体和珠光体逐渐增加,心部为牛眼状铁素体和珠光体加球状石墨组织。
4.4.2.6 磷共晶和碳化物
球墨铸铁中也会出现磷共晶和渗碳体的组织,与灰铸铁中的磷共晶形成的原理相同。球墨铸铁的国家标准中将磷共晶分为五级(灰铸铁分为六级),分别是磷0.5、磷1、磷1.5、磷2、磷3;将渗碳体分为五级(灰铸铁分为六级),分别是渗1、渗2、渗3、渗5、渗10。
生产铸态珠光体球墨铸铁必须注意:①采用低磷低硫生铁,严格控制有害微量元素的含量。②w(Mn)以0.25%~0.50%为宜。③为了增加珠光体含量,常用的合金化元素有铜、锡、锑等;若以铜对珠光体的作用为1,则锡、锑的作用分别为10和100,厚壁铸件宜加入适量的铜,锡易形成晶间碳化物,加入量要控制;④加强孕育,防止出现碳化物。
4.4.2.7 球墨铸铁的铸造缺陷
孕育处理是球化处理不可或缺的工序。它能促进石墨化,增加石墨球数,提高石墨圆整度。但孕育过量,反而会造成孕育缺陷,如缩松、缩孔和石墨漂浮等;孕育剂颗粒大,未曾熔化,残留于铸件内,会成为“硬点”。孕育效果受多种因素制约,诸如孕育剂种类、孕育剂粒度、孕育剂数量、孕育方式、铁液温度和孕育位置等,总之应使处于饱和孕育状态的铸铁尽可能接近铁液凝固的瞬间,这样才能以最小的孕育量达到最好的效果。
由于铸造工艺不佳导致球墨铸铁的铸造缺陷如缩松、缩孔、夹杂、反白口等,是其他铸铁都可能有的,有些缺陷如球化不良、球化衰退等,则是球墨铸铁特有的。
1.球化不良和球化衰退
球化不良和球化衰退的组织特征是,除了球状石墨外,出现较多的蠕虫状和团絮状石墨(图4-119、图4-120)。产生球化不良的原因是铁液含硫量过高,球化剂残余量不足或是铁液氧化。产生球化衰退的原因是经球化处理的铁液随时间的延长,铁液中的球化剂的残余量逐渐减少,以至不能起到球化的作用。球化不良和球化衰退的球墨铸铁达不到规定的力学性能时就得报废。
2.石墨漂浮
石墨漂浮的金相组织特征是石墨大量聚集,往往呈开花状。开花状石墨是爆开的球状石墨,其中往往嵌有金属基体,因爆裂程度不同而形态各异。图4-121~图4-125所示组织,有的开花程度较小,形如梅花,保持较完整的球形;有的爆裂程度较大,成为互不联系的块状。这种缺陷一般存在于铸件的上表面或砂芯的下表面以及大断面的热节处,原因是碳当量过高和铁液在高温液态时停留时间过长。石墨漂浮缺陷常在壁厚较大的铸件中出现,会降低铸件的力学性能。
3.缩松
缩松是指在显微镜下看到的微观缩孔。缩松分布在共晶团的边界上,呈向内凹陷的黑洞。形成原因是铁液凝固时,铸型对石墨化膨胀的阻力太小,铸件外形胀大,使共晶团之间的间隙较大,凝固时又得不到后续铁液的补充而留下的显微孔洞。缩松破坏金属的连续性,降低力学性能,严重时引起铸件渗漏。图4-126~图4-130所示为排气管铸件在使用中出现裂纹的组织,裂纹两侧被严重氧化,从图4-130中可清楚看出基体组织中有明显的缩松存在。
4.夹杂
球墨铸铁的夹杂一般是呈聚集分布的硫化物和氧化物,显微镜下为不规则形状的块状物或条带状物,缺陷出现的位置与石墨漂浮位置相同。产生原因可能是由于浇注温度过低,铁液表面氧化形成的二次渣,也可能是由于浇注时扒渣不尽混入的一次渣。夹杂会导致铸件力学性能降低,严重时会使铸件渗漏。图4-131~图4-133所示的黑色条状氧化物为稀土镁球墨铸铁中的夹杂,图中还有球状石墨和蠕虫状石墨。
5.反白口
反白口是在铸件心部和热节部位形成渗碳体的组织。白口组织为渗碳体,一般出现在铸件的边角和表面,反白口组织则位于铸件内部,灰铸铁、蠕墨铸铁、球墨铸铁都能出现此缺陷。由于球墨铸铁共晶结晶的特点,共晶转变开始后,球状石墨的周围形成了奥氏体壳,使得球墨铸铁的共晶转变速度比片状石墨的普通灰铸铁的共晶结晶速度低得多,再加上作球化剂的元素都具有强烈阻碍石墨化的作用,在凝固过程中又都有大的偏析倾向,再考虑到孕育作用衰退的影响,以及沿共晶团边界剩余铁液因凝固末期冷却速度的增高,球墨铸铁更容易出现此缺陷。稀土合金阻碍石墨化的作用比镁更强烈,所以用稀土合金作为球化剂更易出现反白口现象。
按反白口组织宏观断口的特征可以分为块状反白口、集中性反白口(图4-134、图4-135)和分散性反白口。缺陷形成的原因是铁液强烈过冷和反白口元素偏析所致。分散出现的反白口,则往往由于残留于共晶枝晶间的铁液强烈过冷所致。反白口形式的莱氏体往往集中分布在铸件最后凝固的区域,而且常有缩孔伴随;也可能以渗碳体的形式出现,即莱氏体中的奥氏体与邻近的奥氏体合并,只留下渗碳体,这种现象称为莱氏体离异,这种游离的渗碳体的形态有针状、鱼骨状、条块状等(图4-136~图4-141)。反白口组织的出现,会使铸铁的铸态韧性大大下降,反白口导致机械加工困难,并削弱铸铁的性能,特别对动态应力下工作的零件,容易造成脆性断裂和早期失效,应严格控制,并需要采用高温退火加以消除。
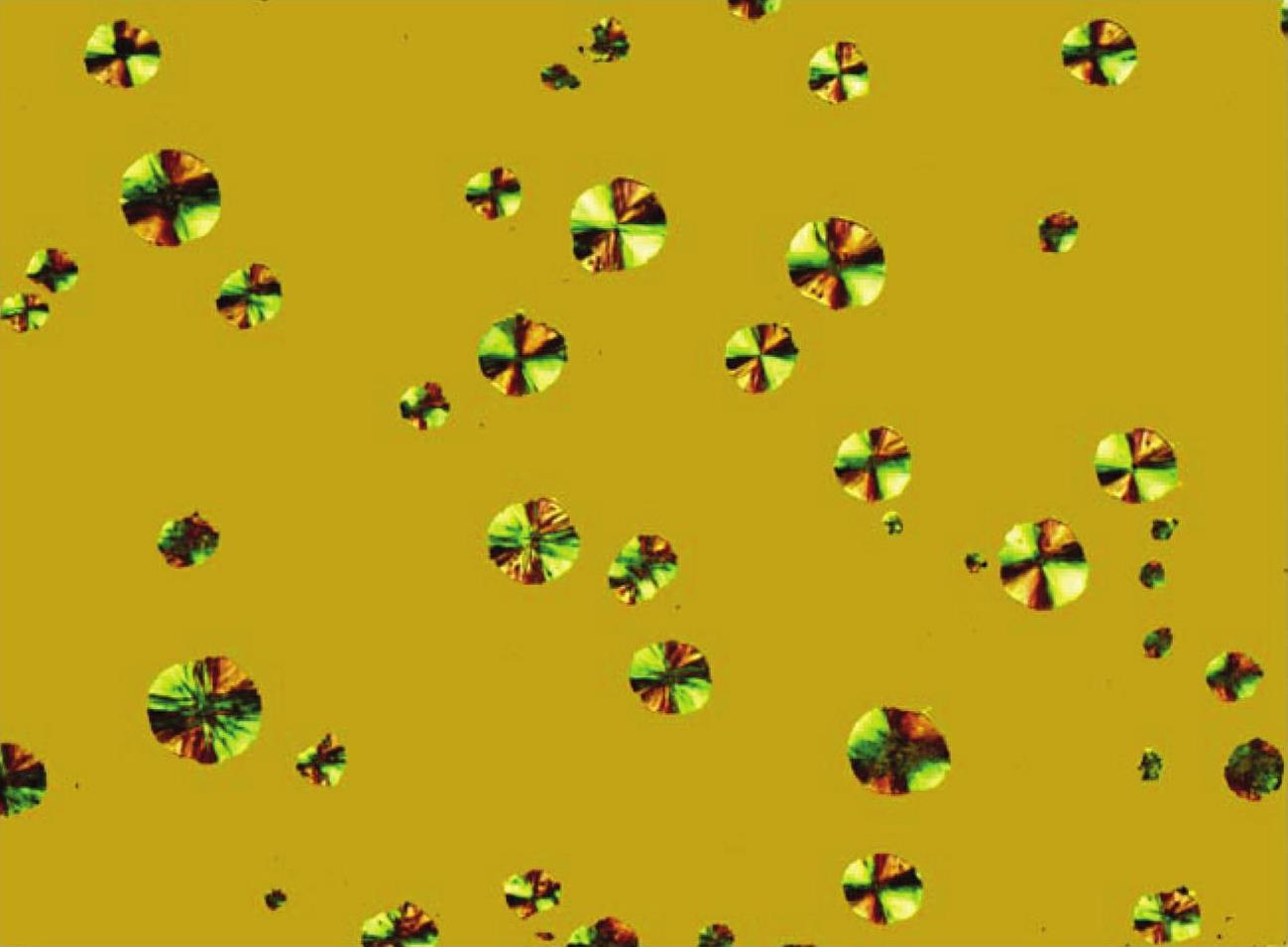
图4-84a 100×
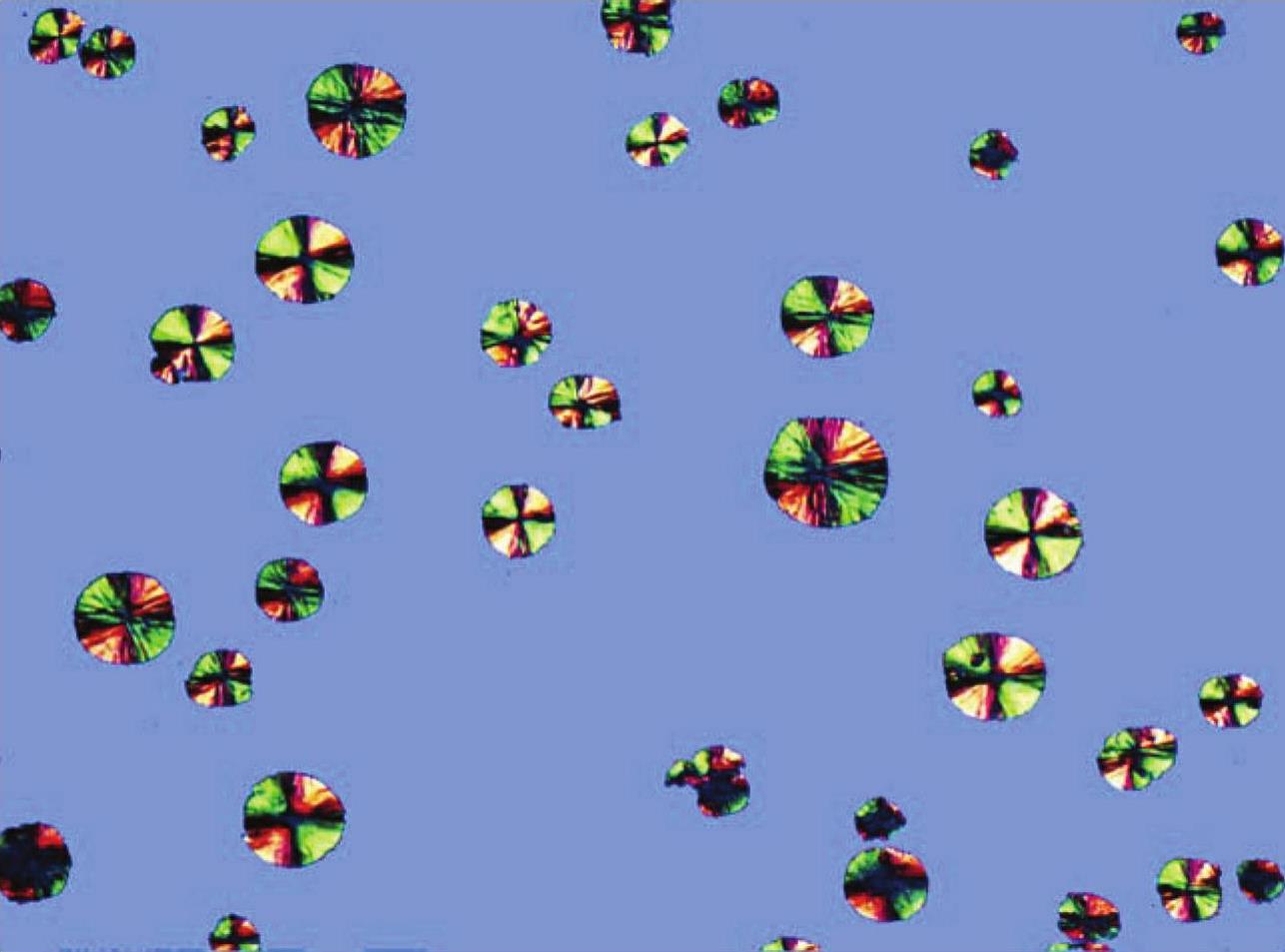
图4-84b 100×
图号:4-84 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:未浸蚀、正交偏光照明
组织说明:球状石墨。采用正交偏光照明,显示球状石墨各向异性的十字特征,石墨呈球形,其他均匀一致的颜色为未腐蚀的基体。

图4-85a 500×

图4-85b 500×
图号:4-85 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:未浸蚀、正交偏光照明
组织说明:球状石墨。采用正交偏光照明,图4-85a可清楚看到石墨为辐射状生长;图4-85b中球状石墨也具有十字特征,石墨外周接近为多边形,呈辐射状,结构清晰。

图4-86a 500×

图4-86b 500×
图号:4-86 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:未浸蚀、正交偏光照明
组织说明:球状石墨

图4-87a 500×

图4-87b 500×
图号:4-87 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:未浸蚀、正交偏光照明
组织说明:球状石墨聚集长大,轻度开花,开裂处嵌有基体金属。
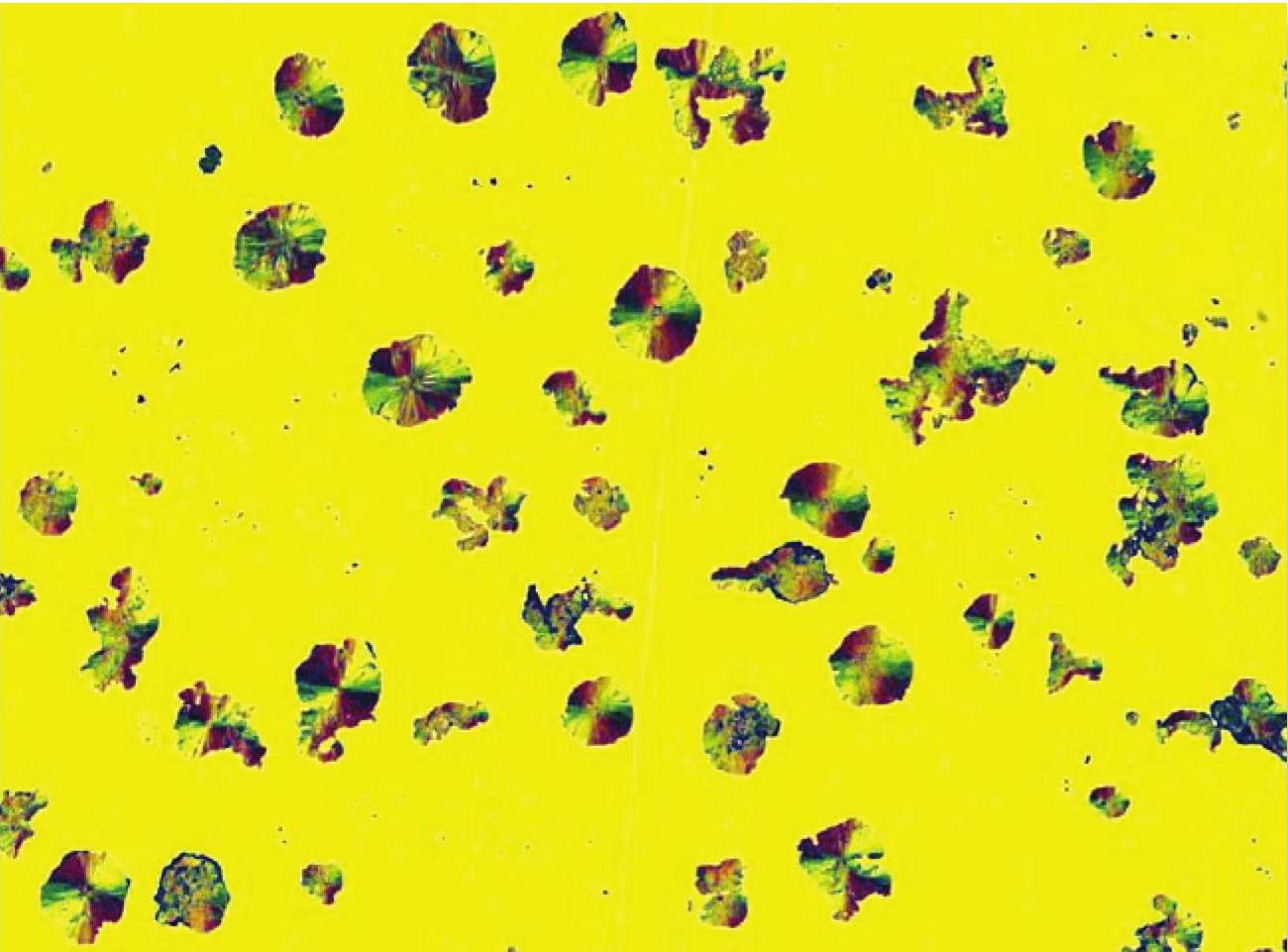
图4-88a 100×

图4-88b 100×
图号:4-88 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:未浸蚀、正交偏光照明
组织说明:由于孕育衰退,石墨以团絮状和团状为主+少量球状石墨。
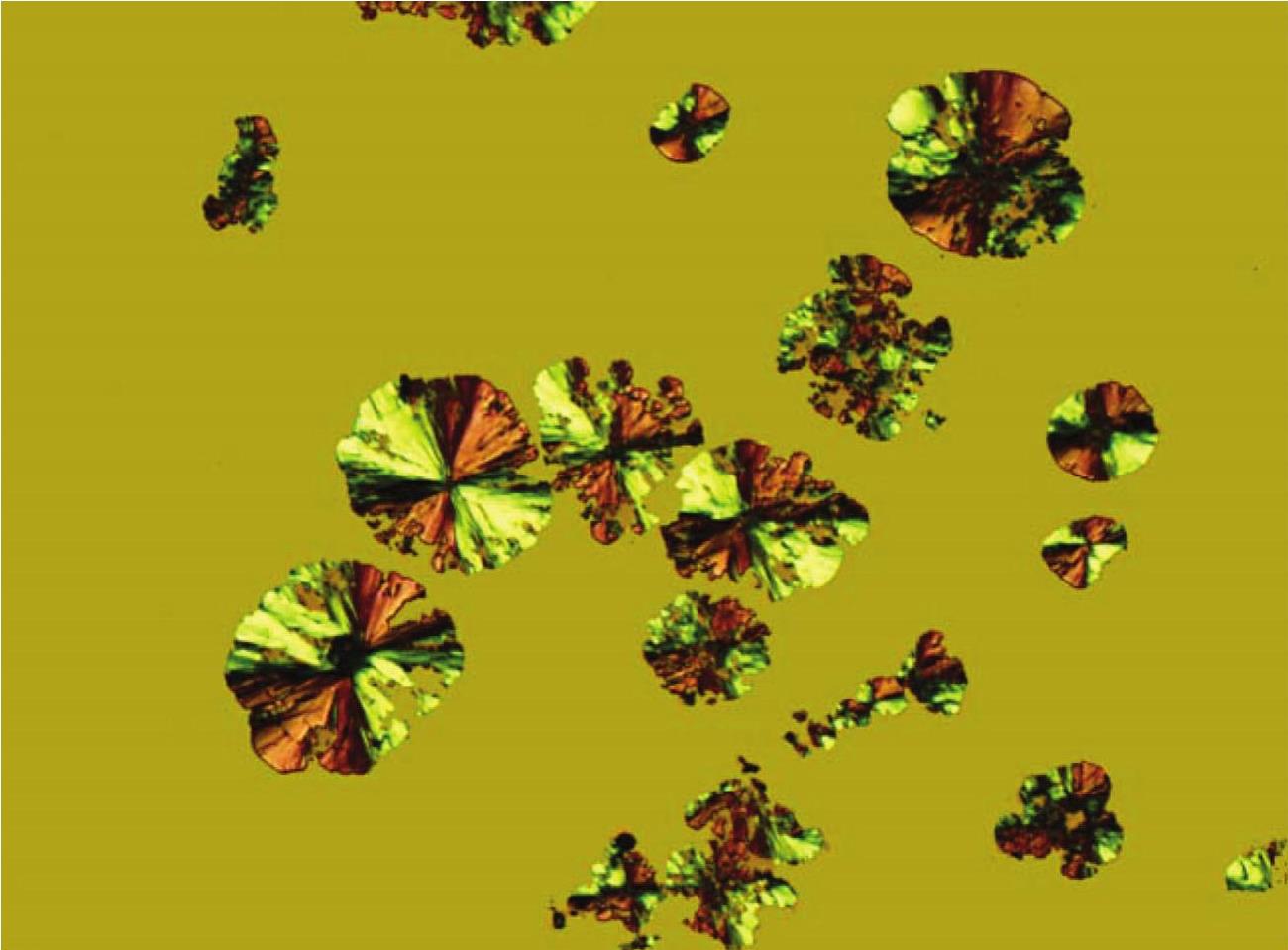
图4-89a 400×

图4-89b 400×
图号:4-89 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:未浸蚀、正交偏光照明
放大倍数:400倍
组织说明:石墨漂浮,串长在一起,形成开花状石墨,其他颜色为基体。
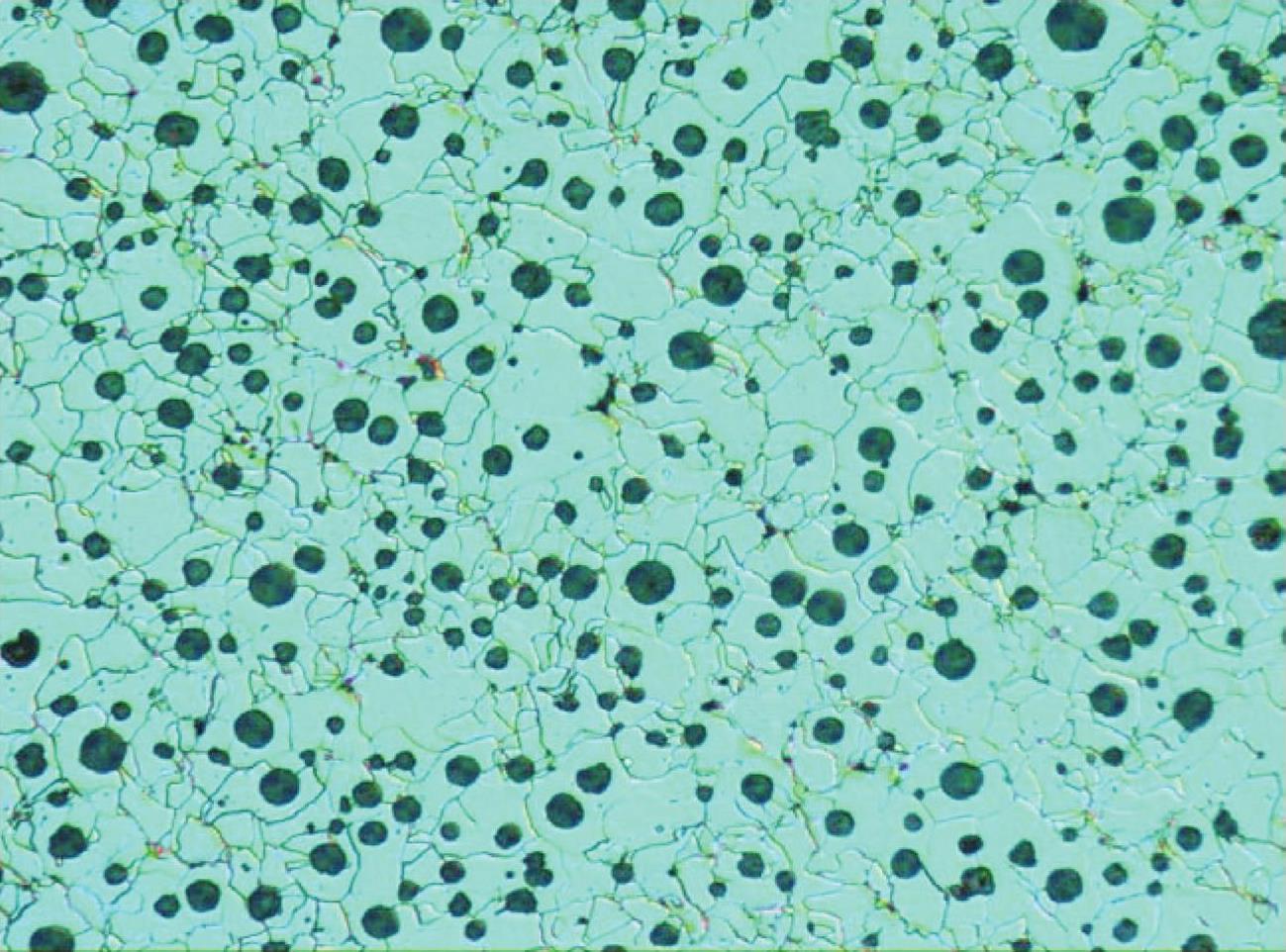
图4-90a 100×
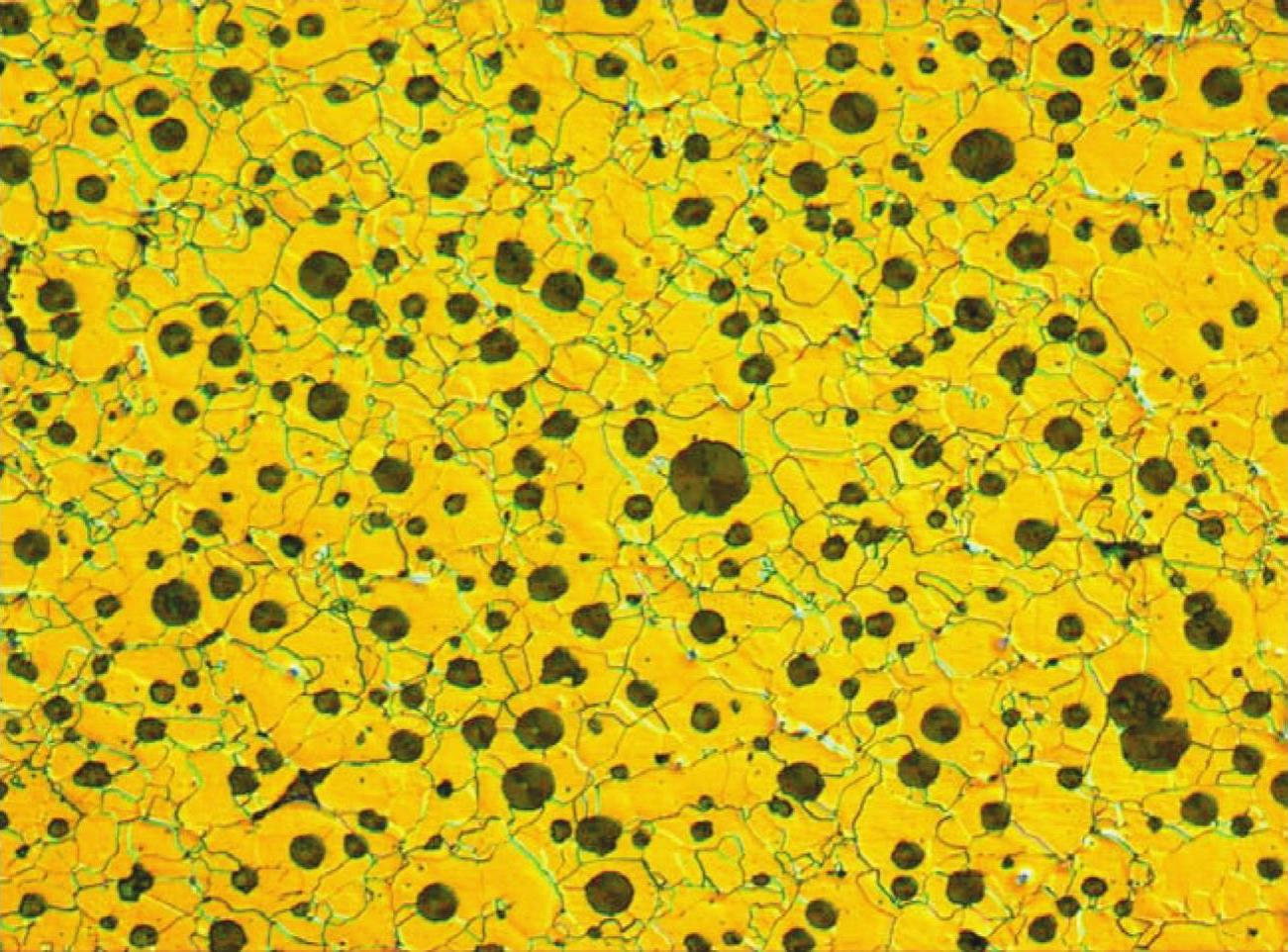
图4-90b 100×
图号:4-90 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:基体为铁素体(图4-90a中蓝色,图4-90b中黄色)+球状石墨。
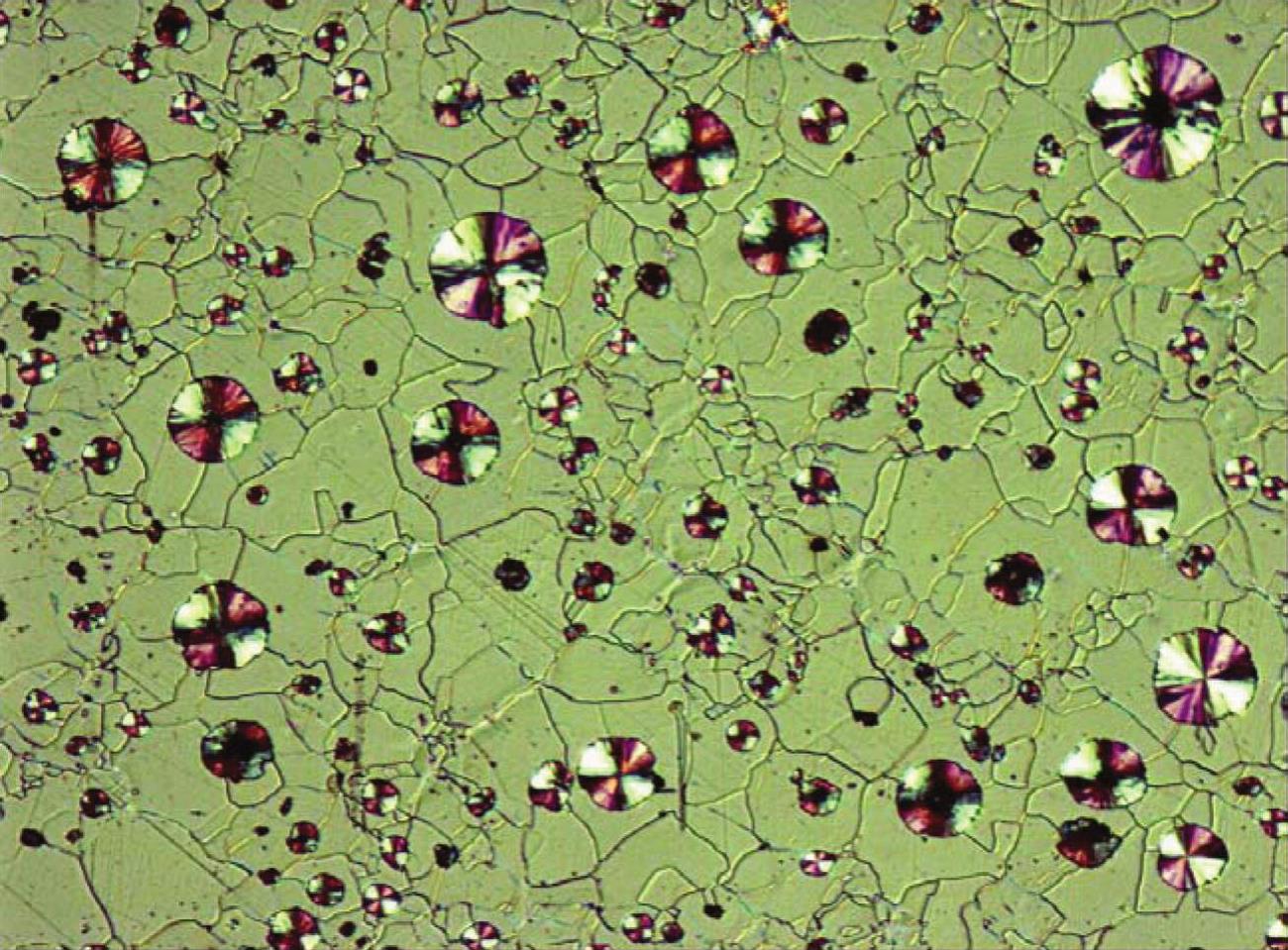
图4-91a 100×
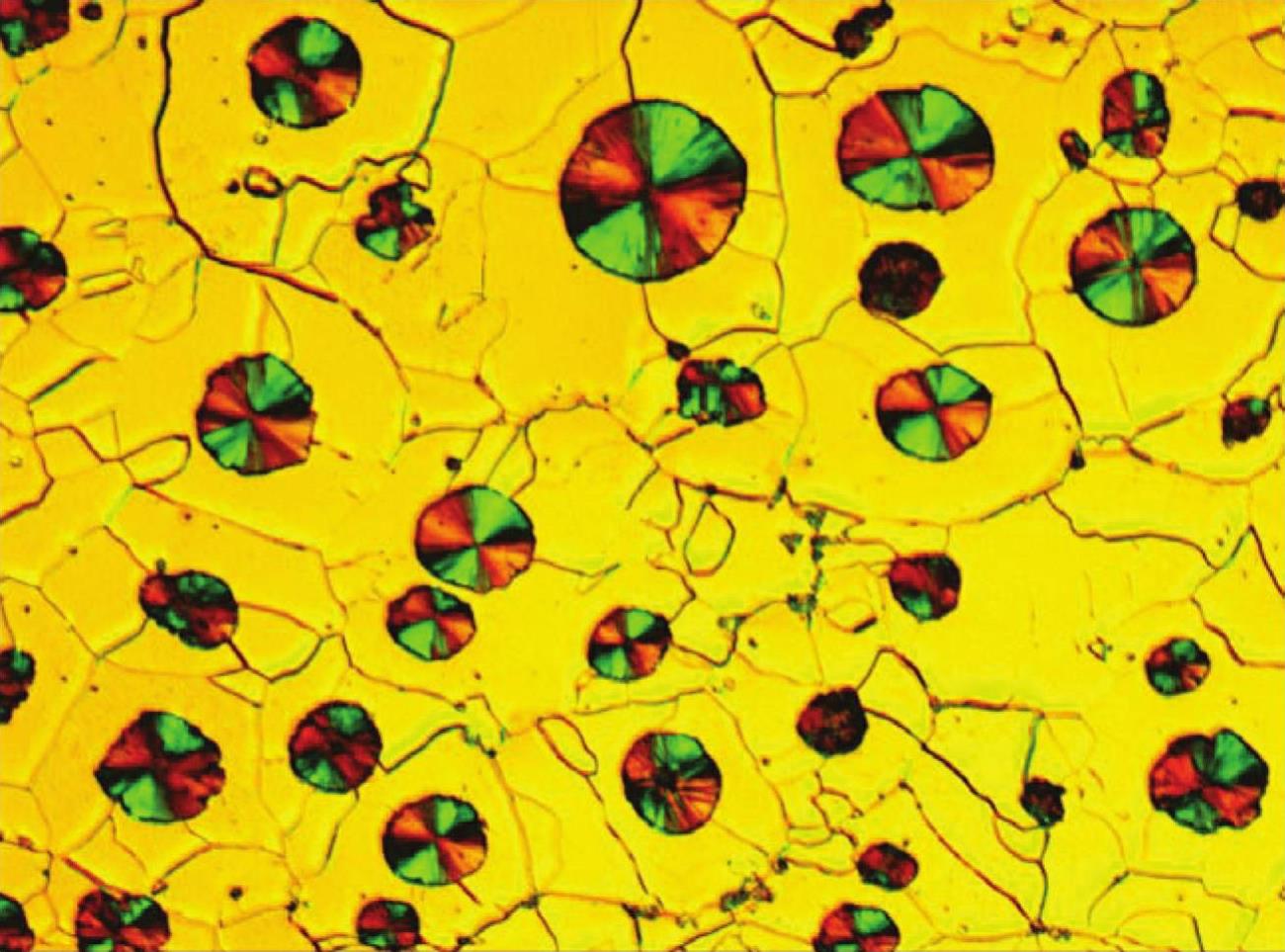
图4-91b 400×
图号:4-91 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:等轴状铁素体(图4-91a中军绿色,图4-91b中黄色),球状石墨呈各向异性的十字特征。
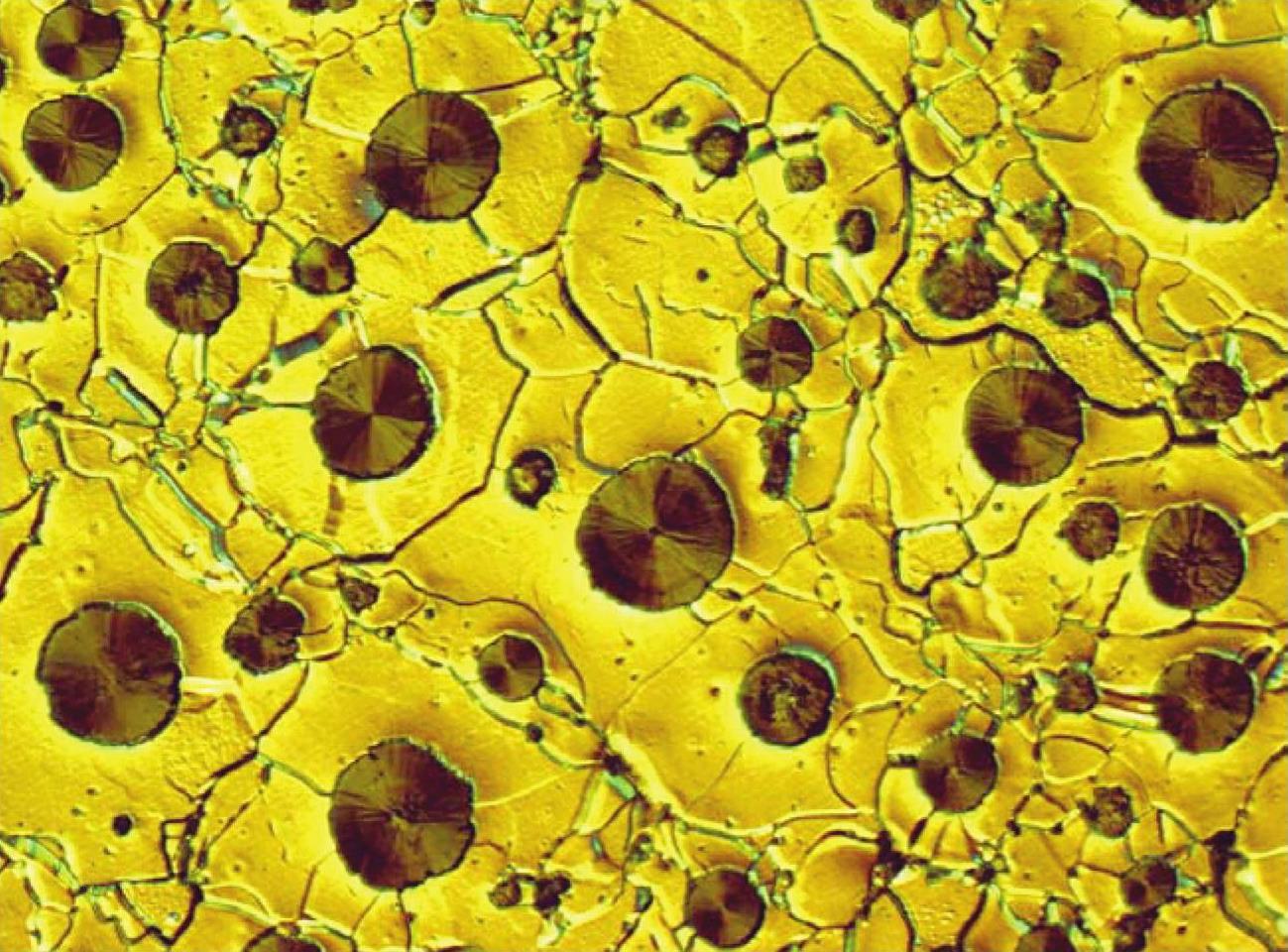
图4-92a 200×
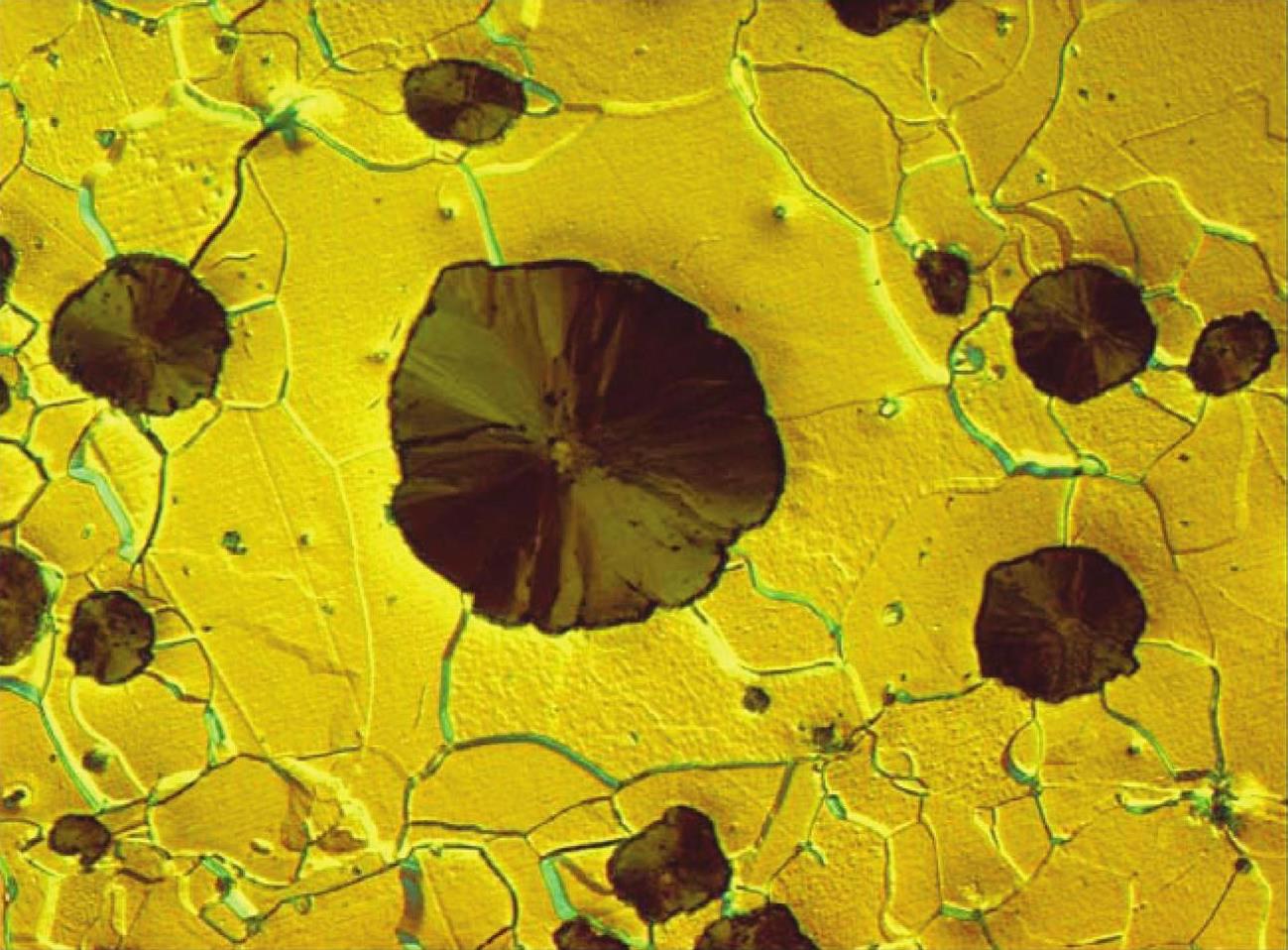
图4-92b 500×
图号:4-92 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:黄色为铁素体基体+球状石墨,偏光显示组织凹凸感很强,铁素体晶界清晰,石墨核心多在铁素体晶界交接处。
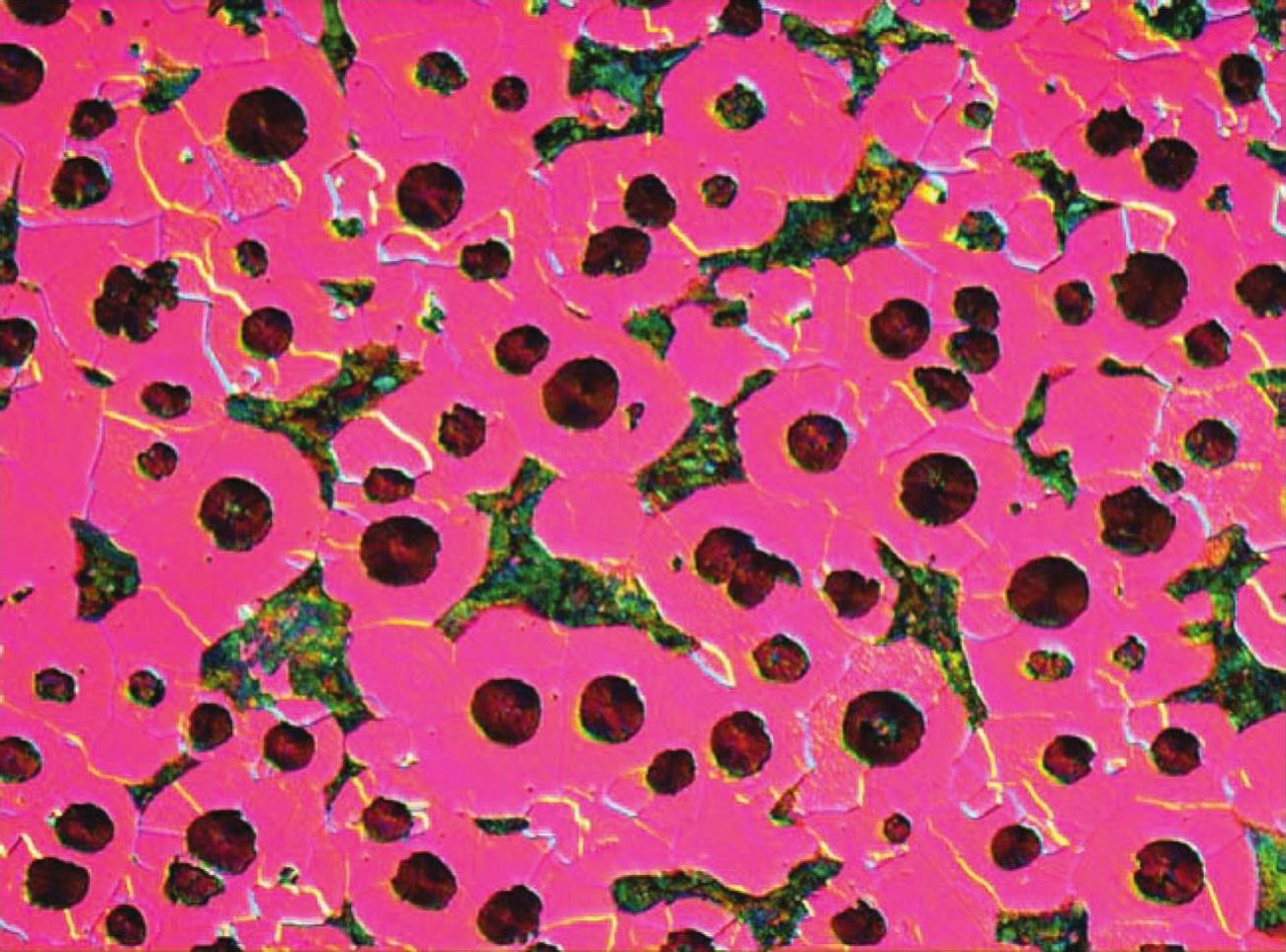
图4-93a 100×
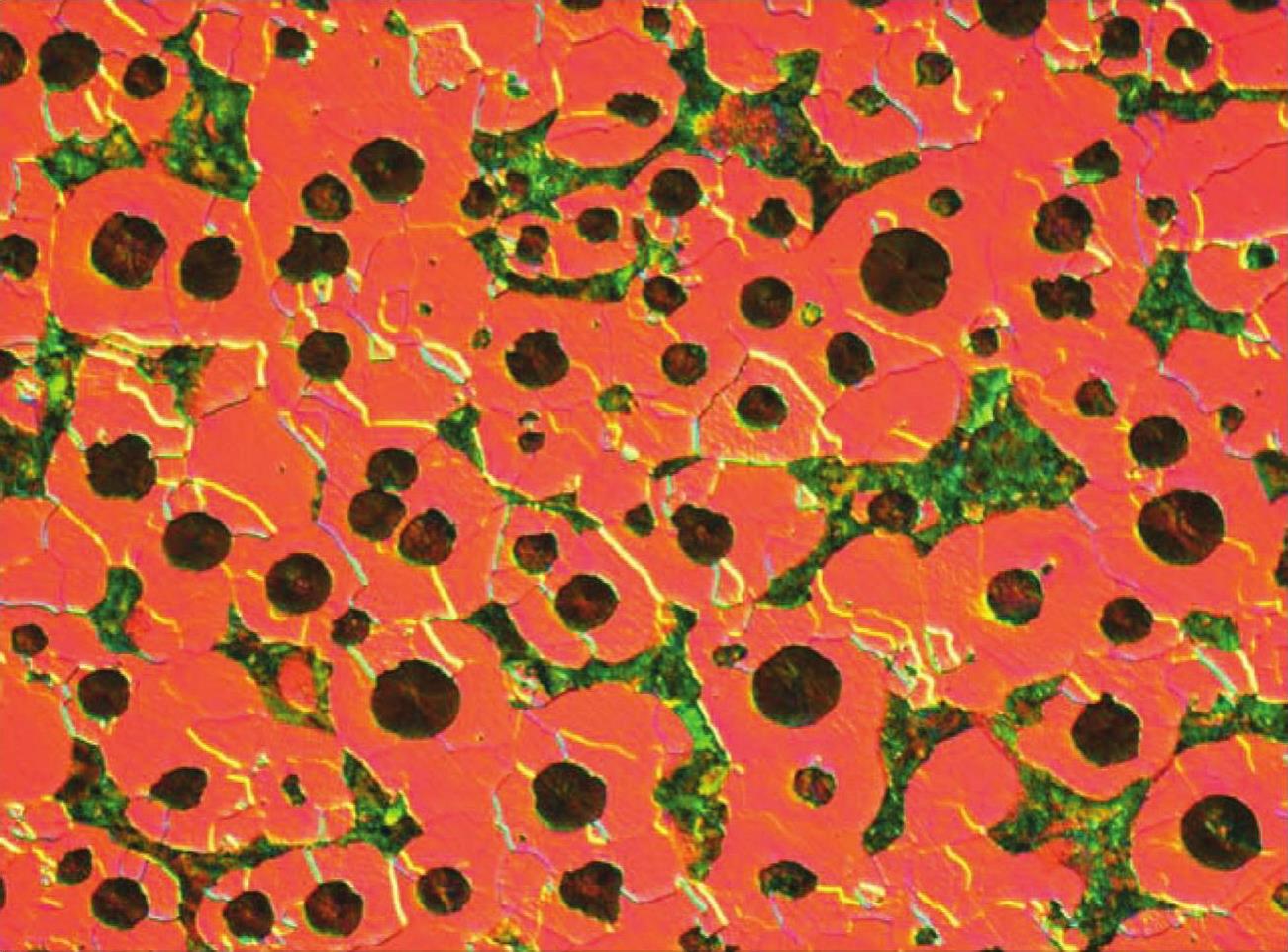
图4-93b 100×
图号:4-93 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:基体组织为铁素体+珠光体,铁素体含量较多,呈红色,珠光体呈绿、黑色块状,球状石墨孕育良好,球化效果好。
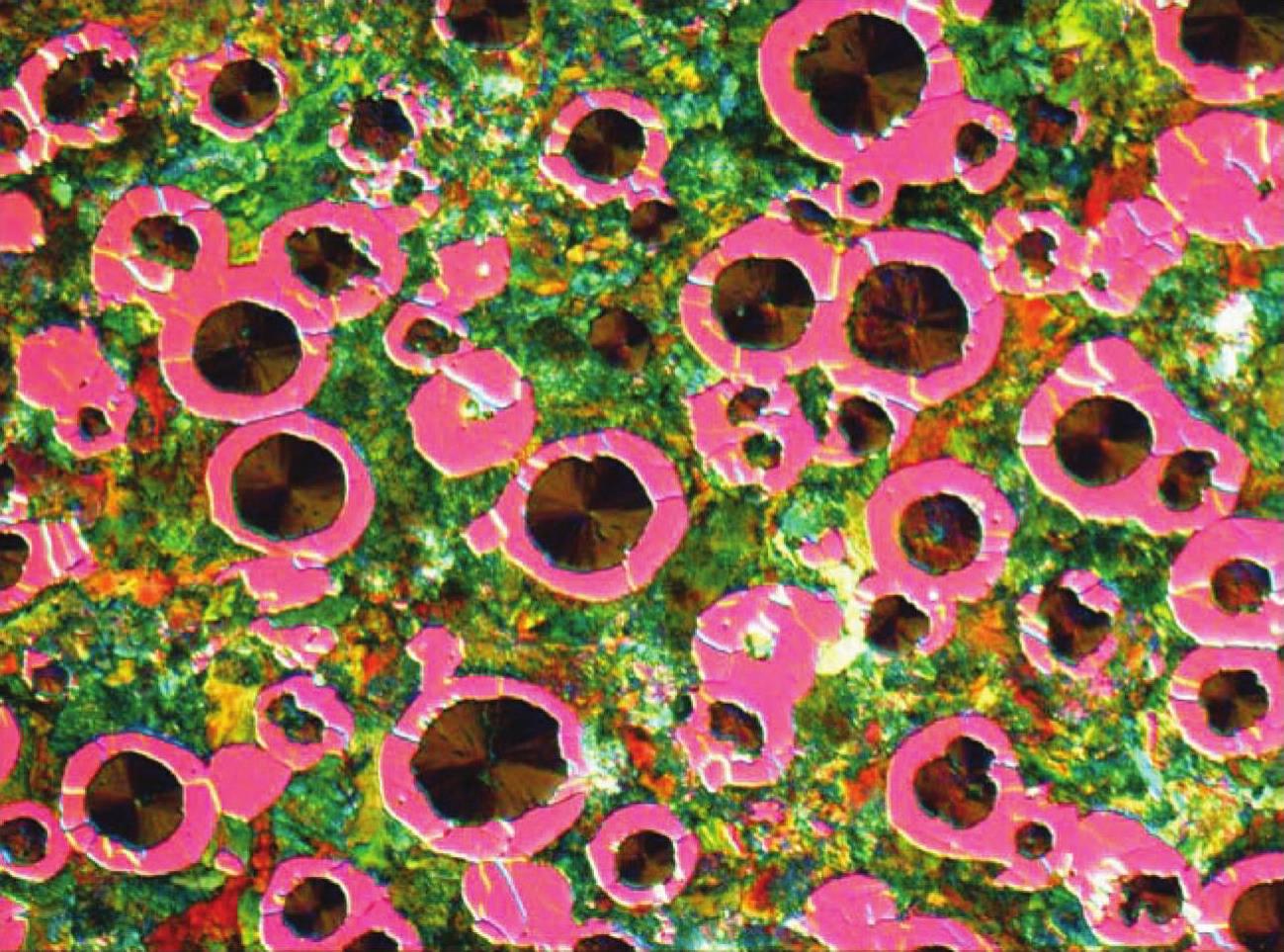
图4-94a 100×
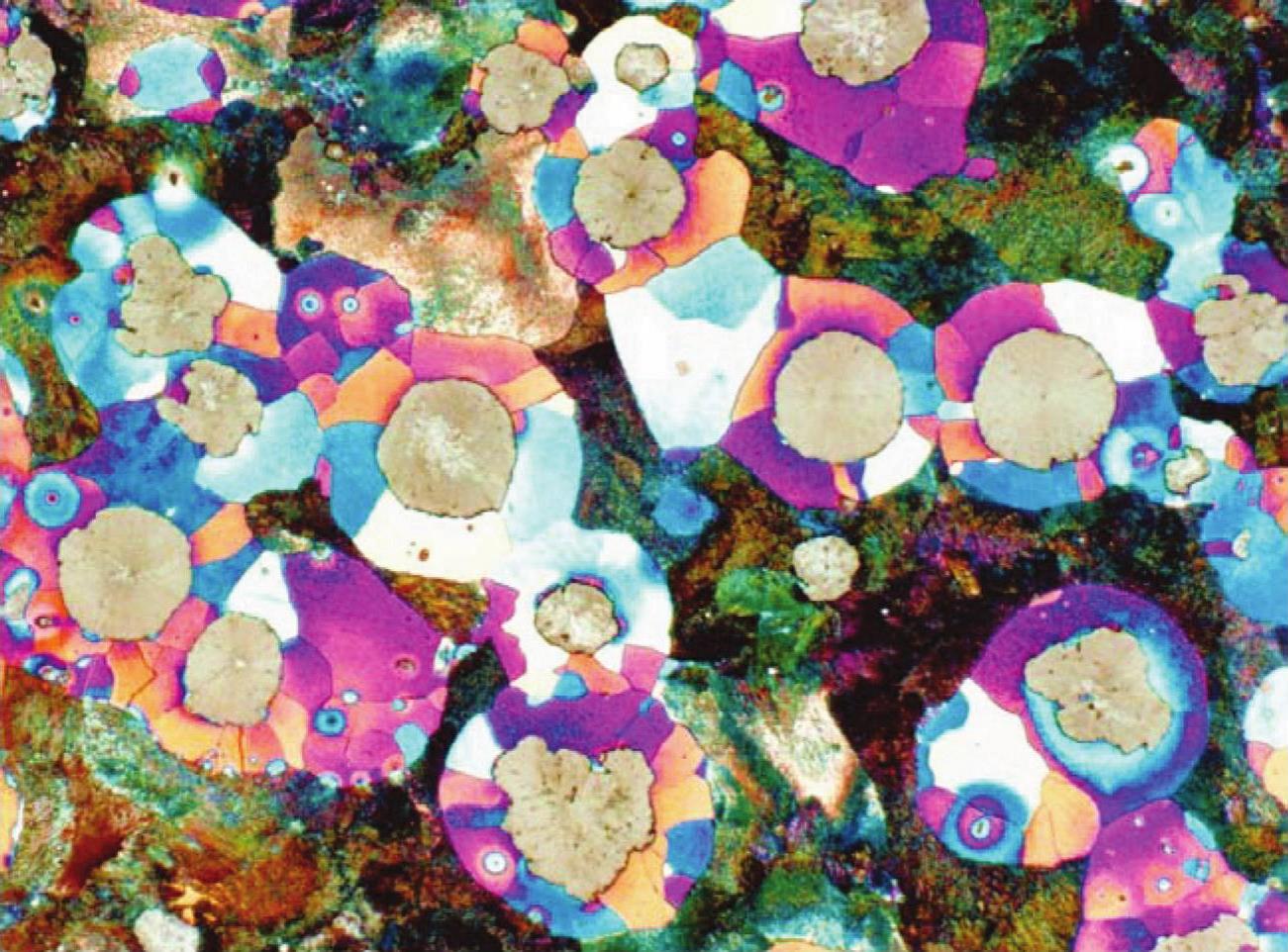
图4-94b 100×
图号:4-94 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:图4-94a为4%硝酸酒精溶液浸蚀,图4-94b热染着色
组织说明:牛眼铁素体+珠光体+球状、团状石墨。图4-94a中铁素体呈粉红色,图4-94b经热染后不同位向的铁素体呈现不同的白、蓝、橙颜色,珠光体呈棕、墨绿色,石墨呈灰白色。
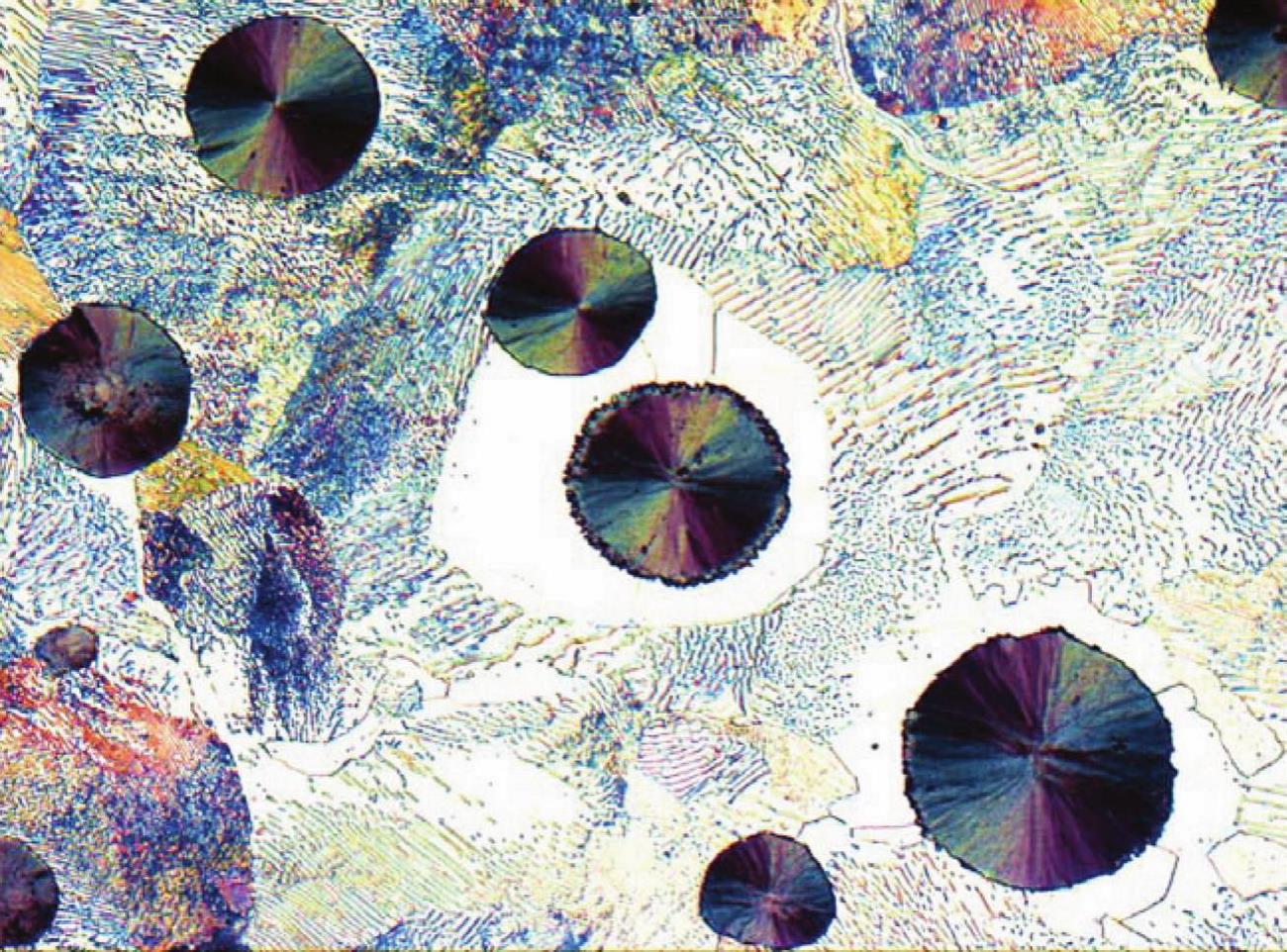
图4-95a 500×
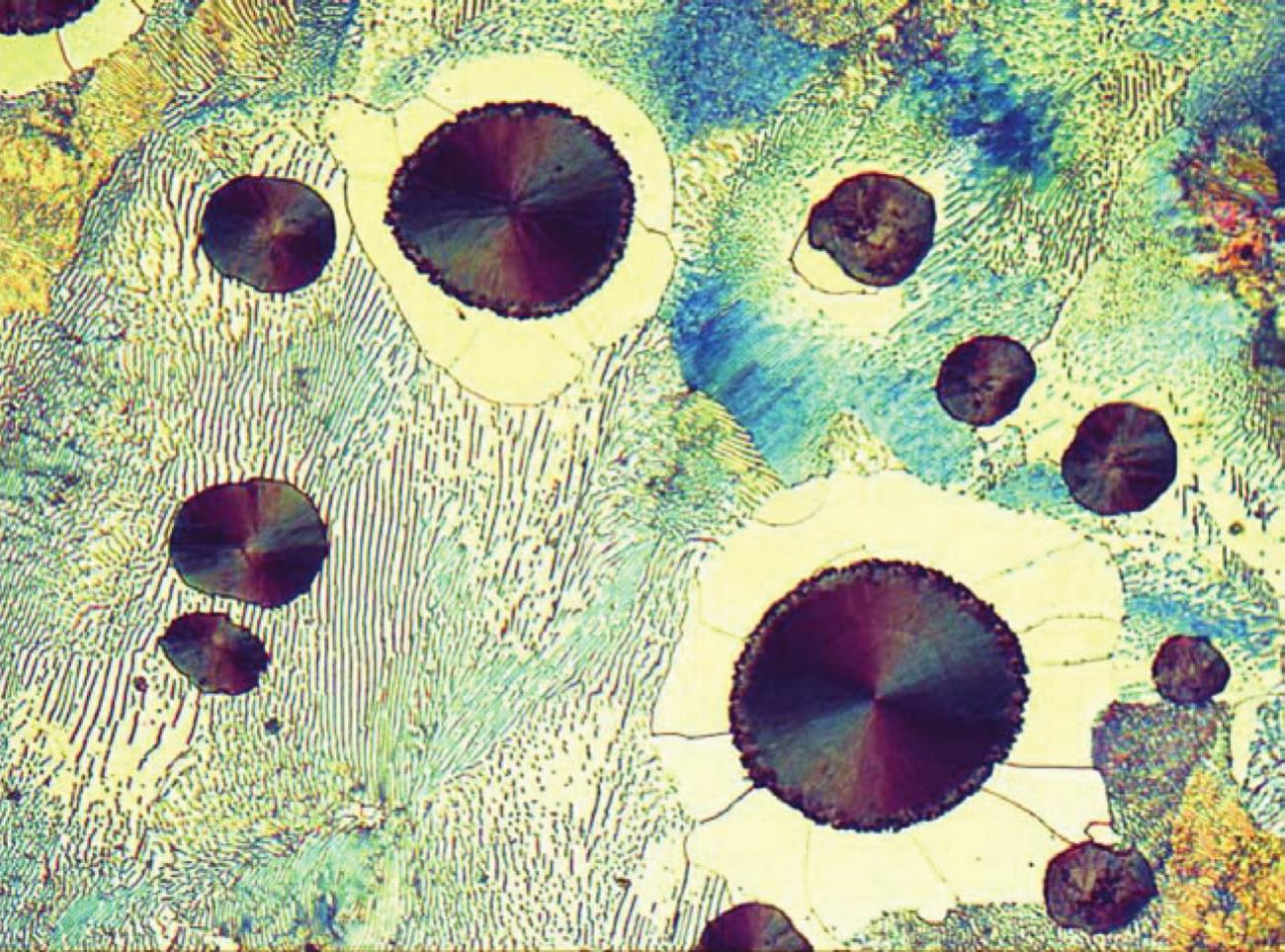
图4-95b 500×
图号:4-95 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:牛眼状铁素体+球状石墨,其余为片层状珠光体。
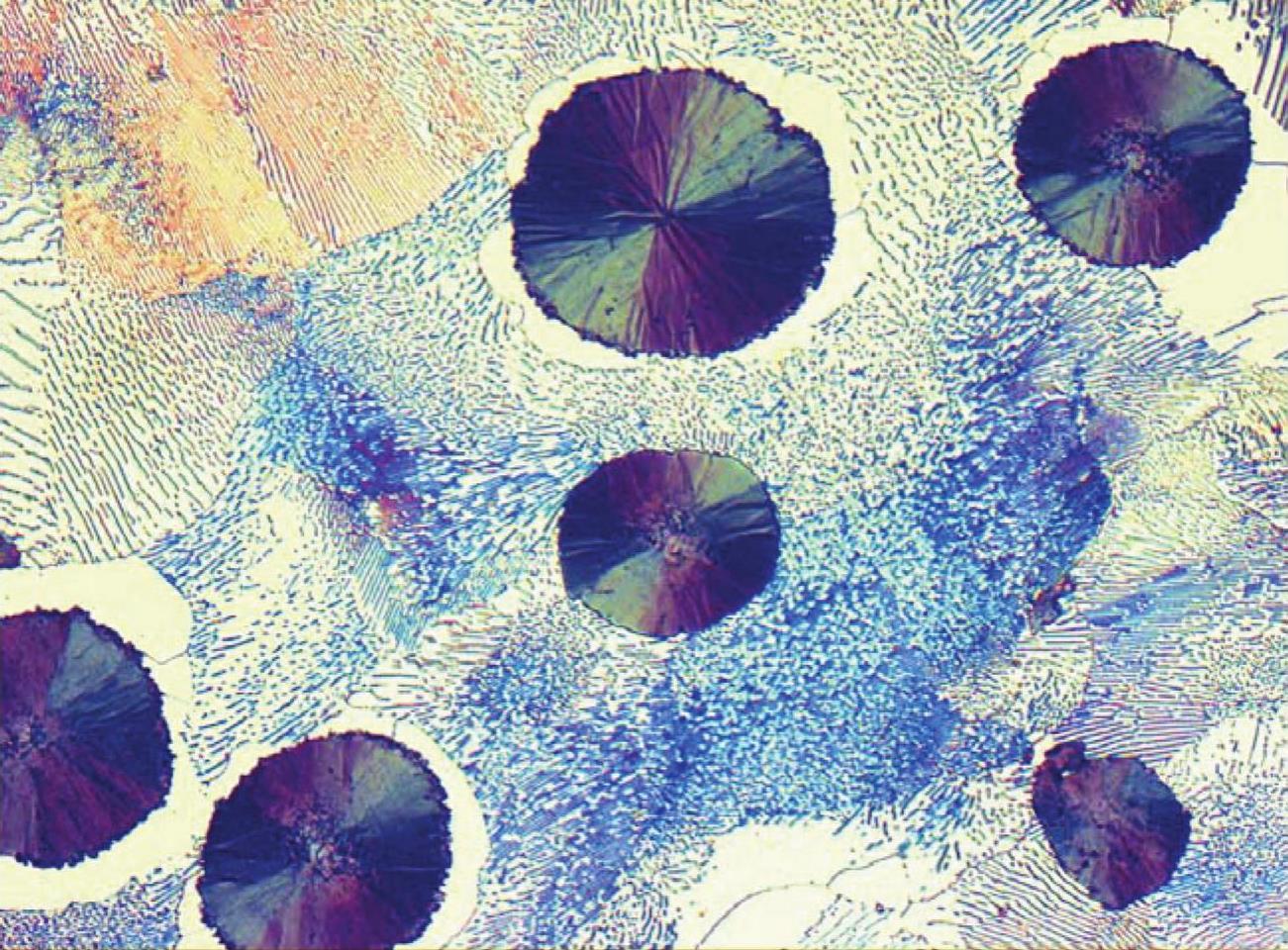
图4-96a 500×
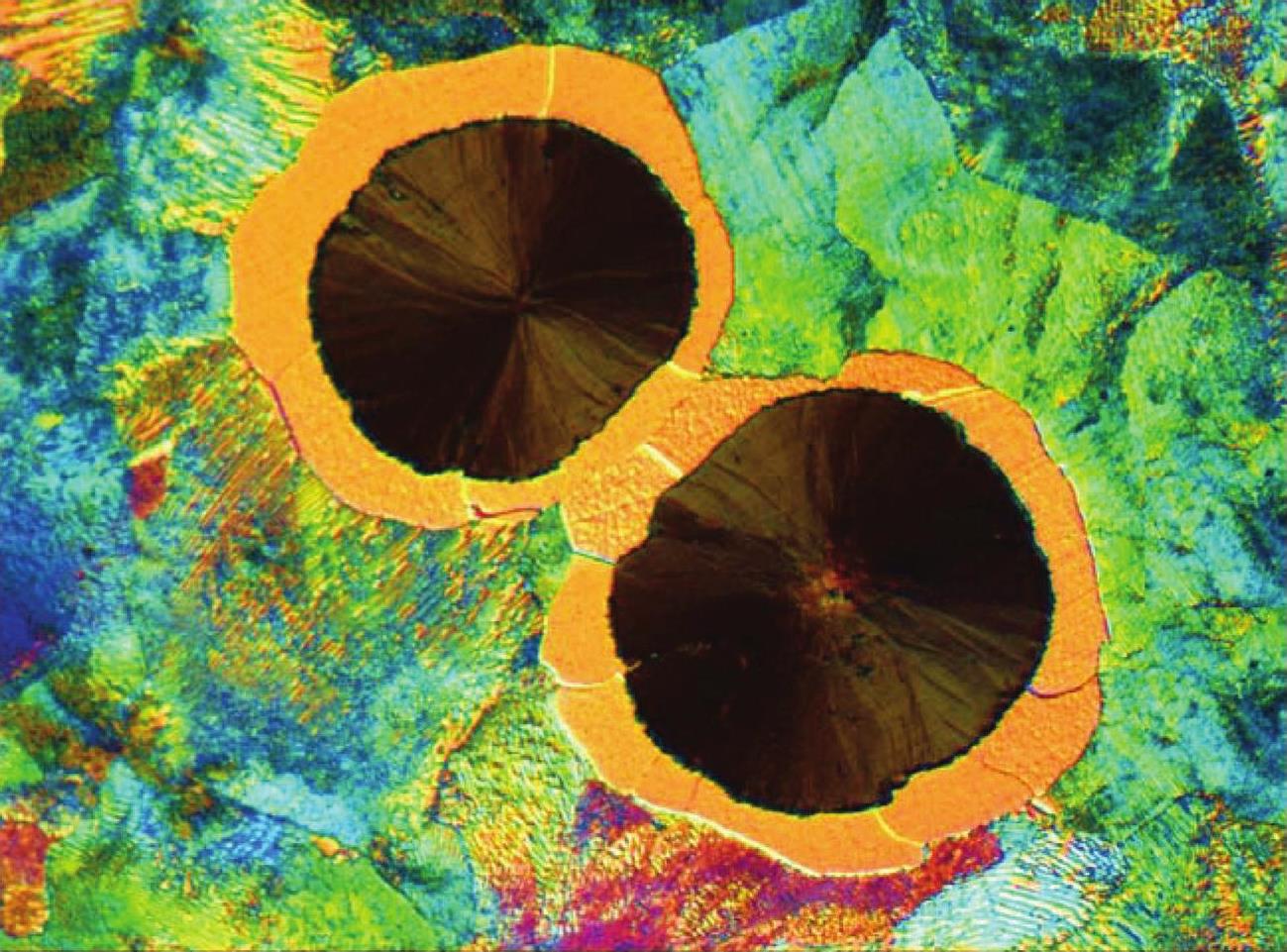
图4-96b 500×
图号:4-96 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:牛眼状铁素体(图4-96a中白色,图4-96b中橙色)+球状石墨,其余片状为珠光体。
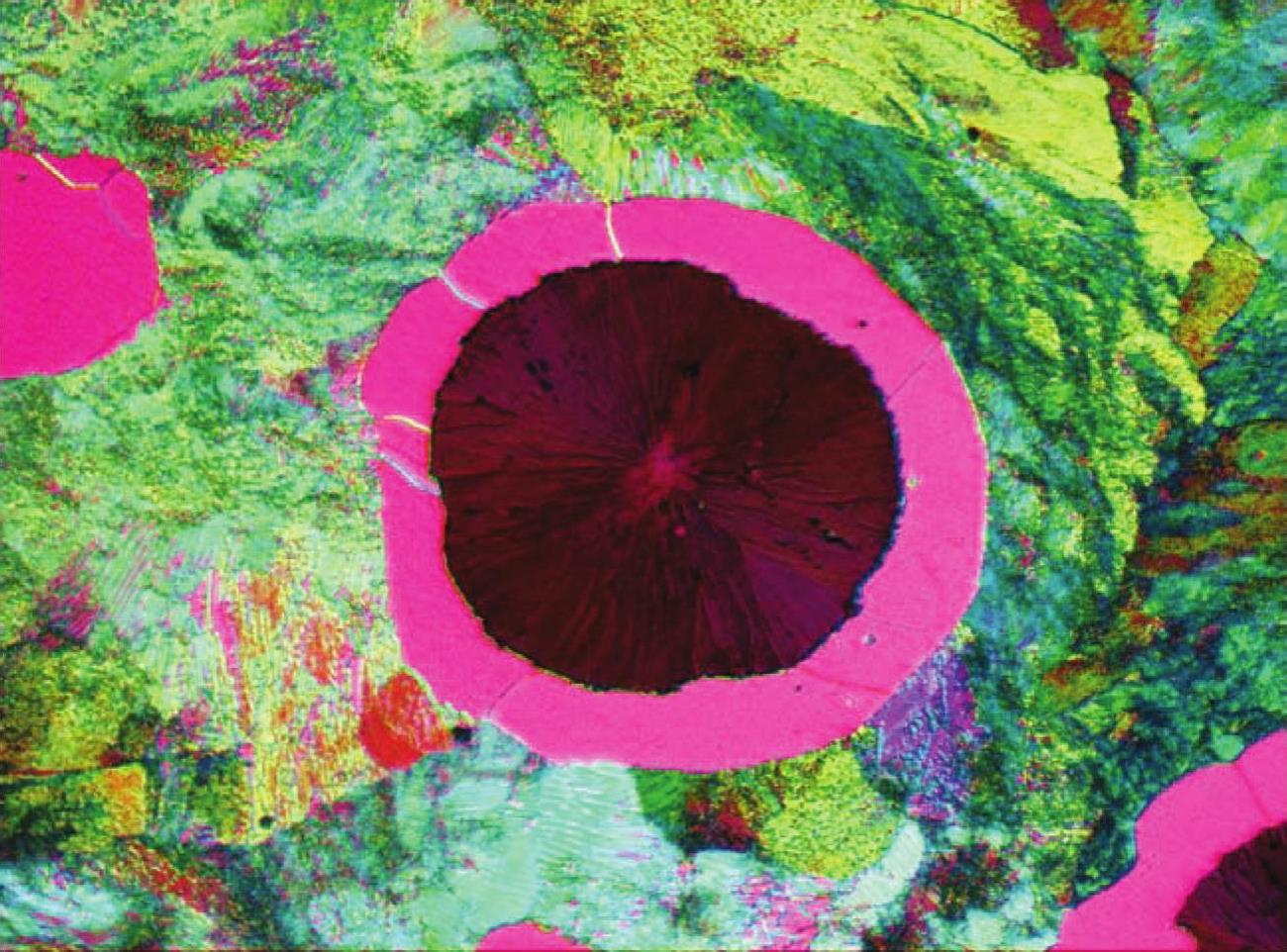
图4-97a 500×
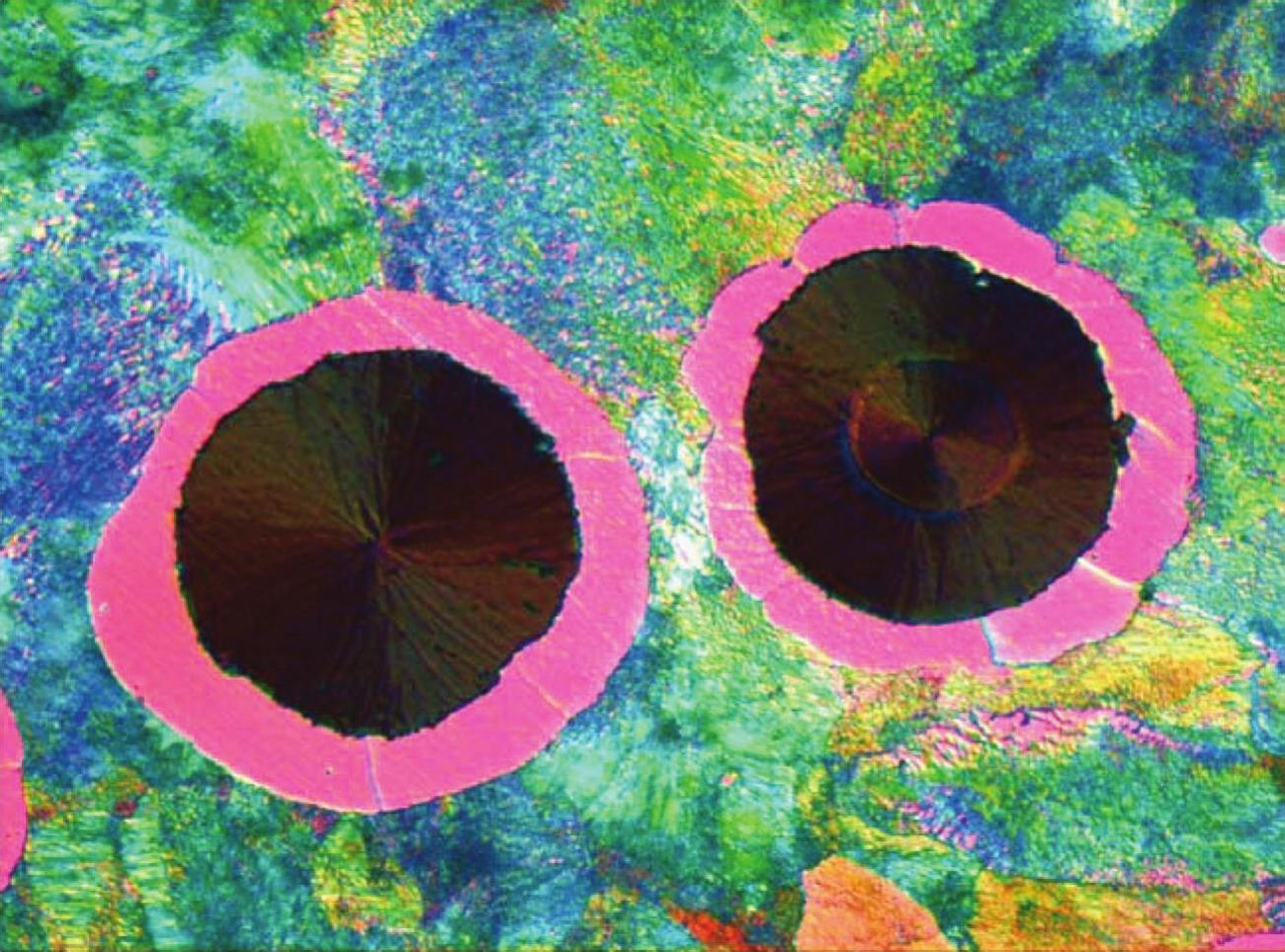
图4-97b 500×
图号:4-97 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:牛眼状铁素体(粉红色)+球状石墨,其余绿色等为珠光体。图4-97b右侧石墨球中心有一个明显的核心,说明石墨球为二次生长形成。
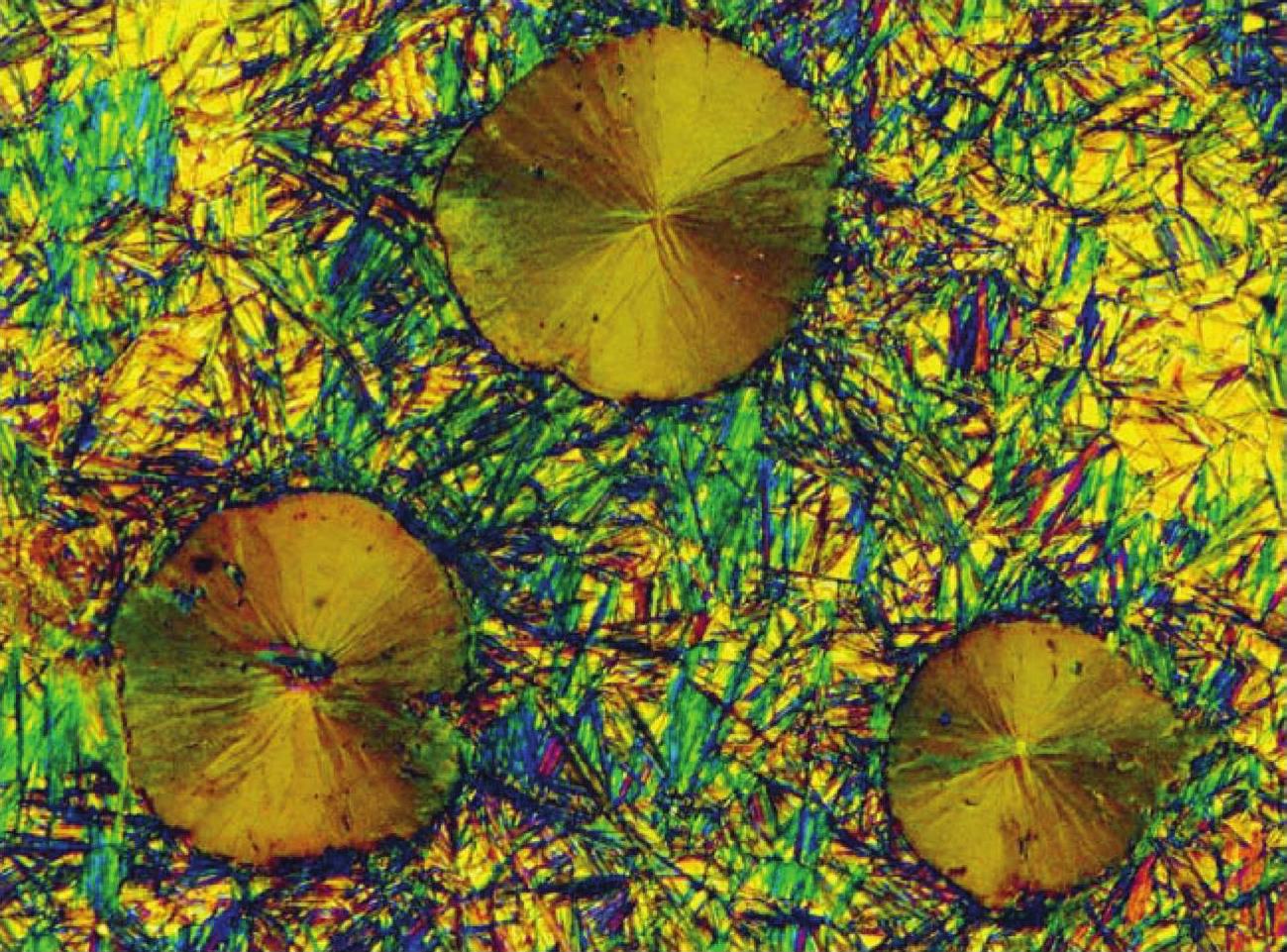
图4-98a 500×
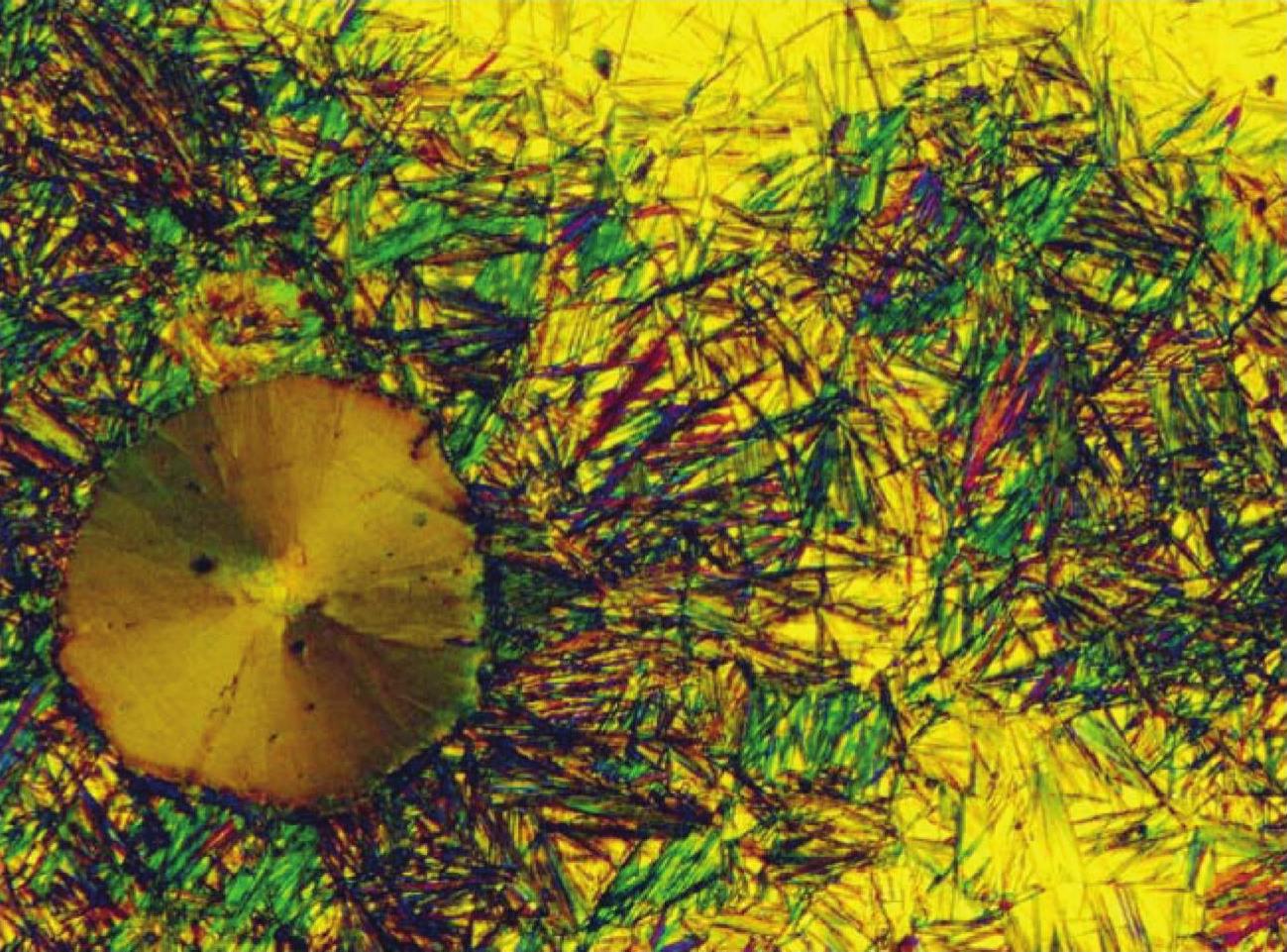
图4-98b 500×
图号:4-98 材料:球墨铸铁
处理工艺:等温淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:褐色球状石墨+黑褐色针状下贝氏体+绿色马氏体+黄色残留奥氏体。
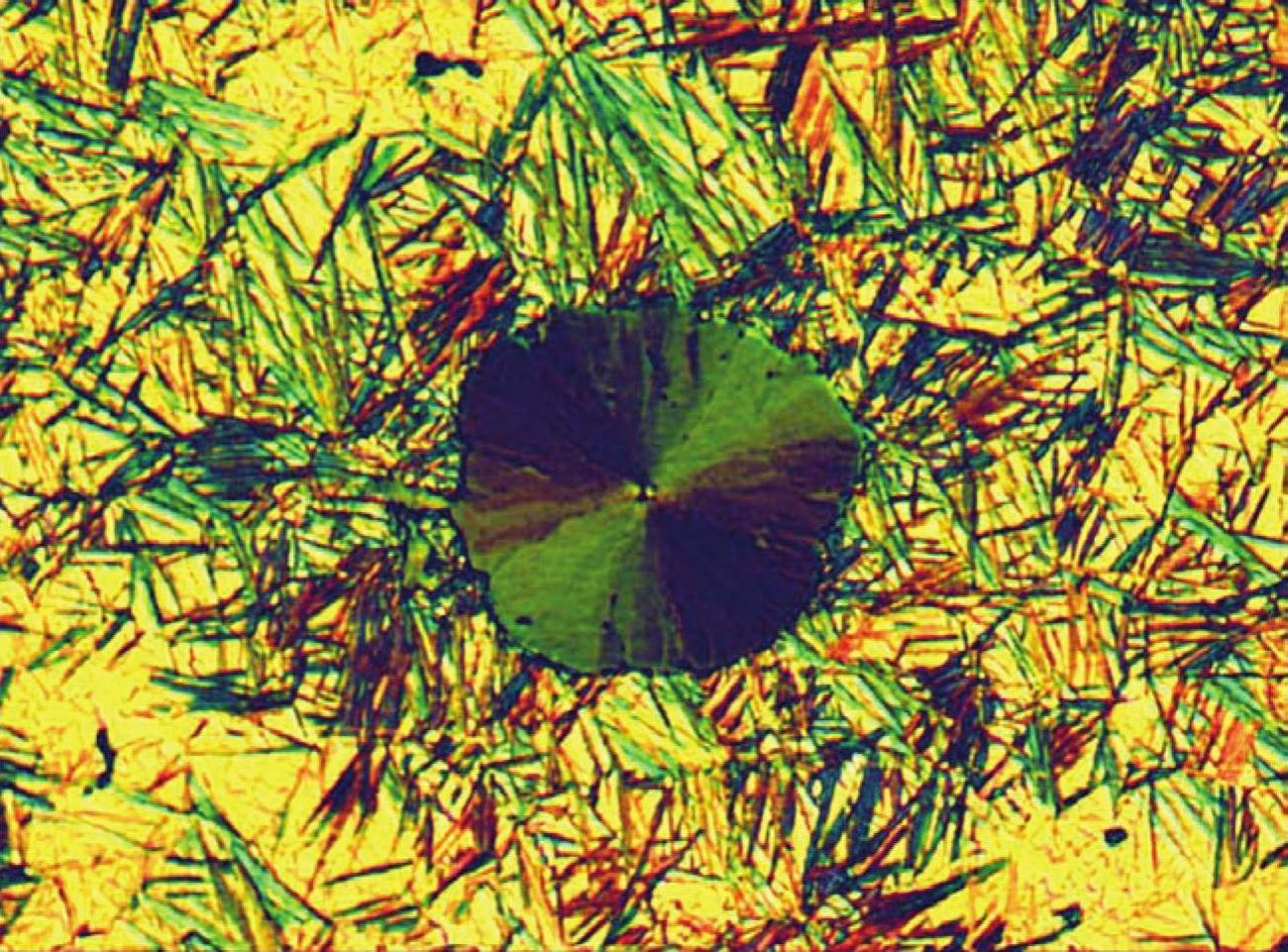
图4-99a 650×
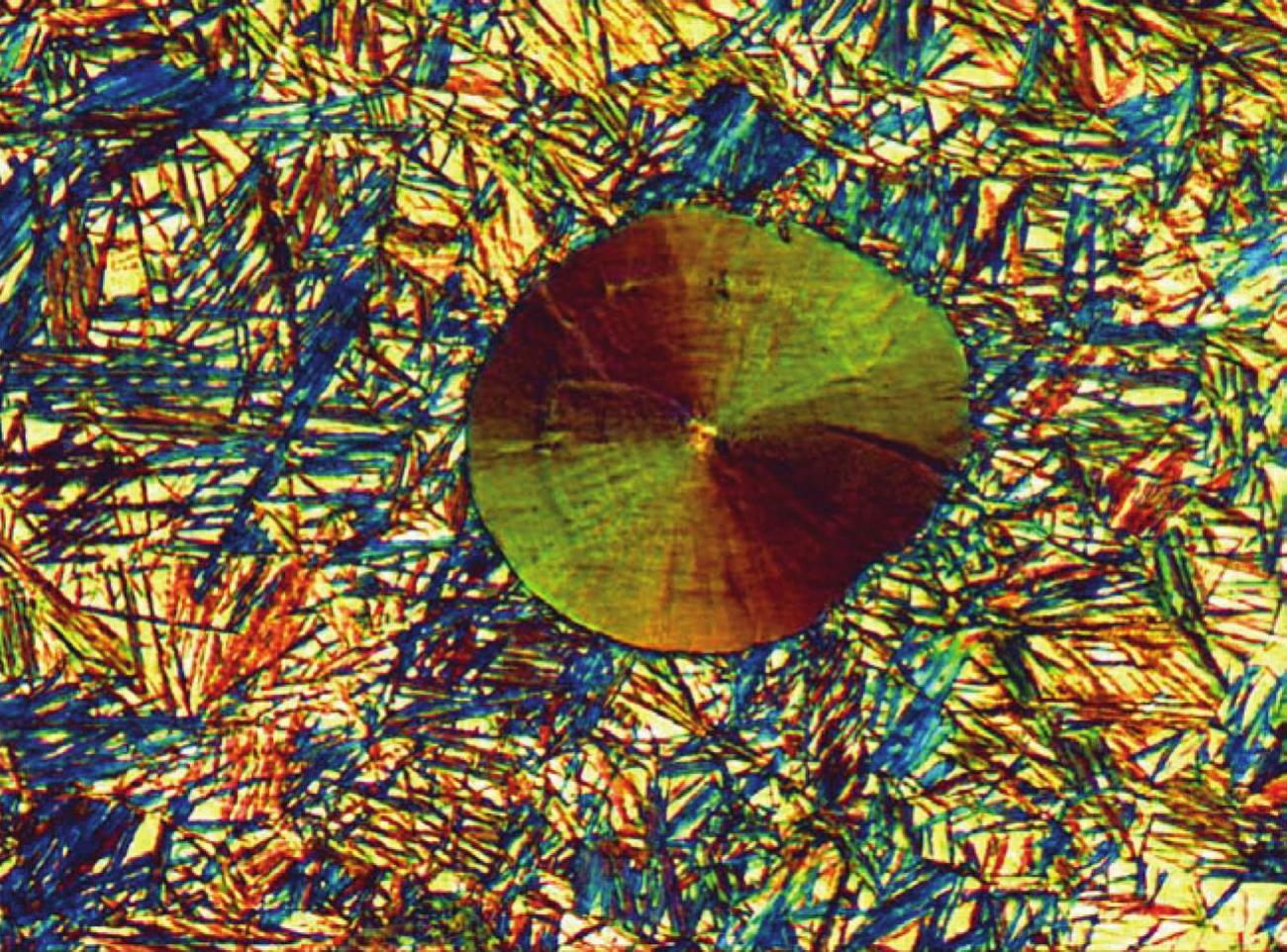
图4-99b 650×
图号:4-99 材料:球墨铸铁
处理工艺:等温淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:针状下贝氏体+球状石墨,其余为残留奥氏体。
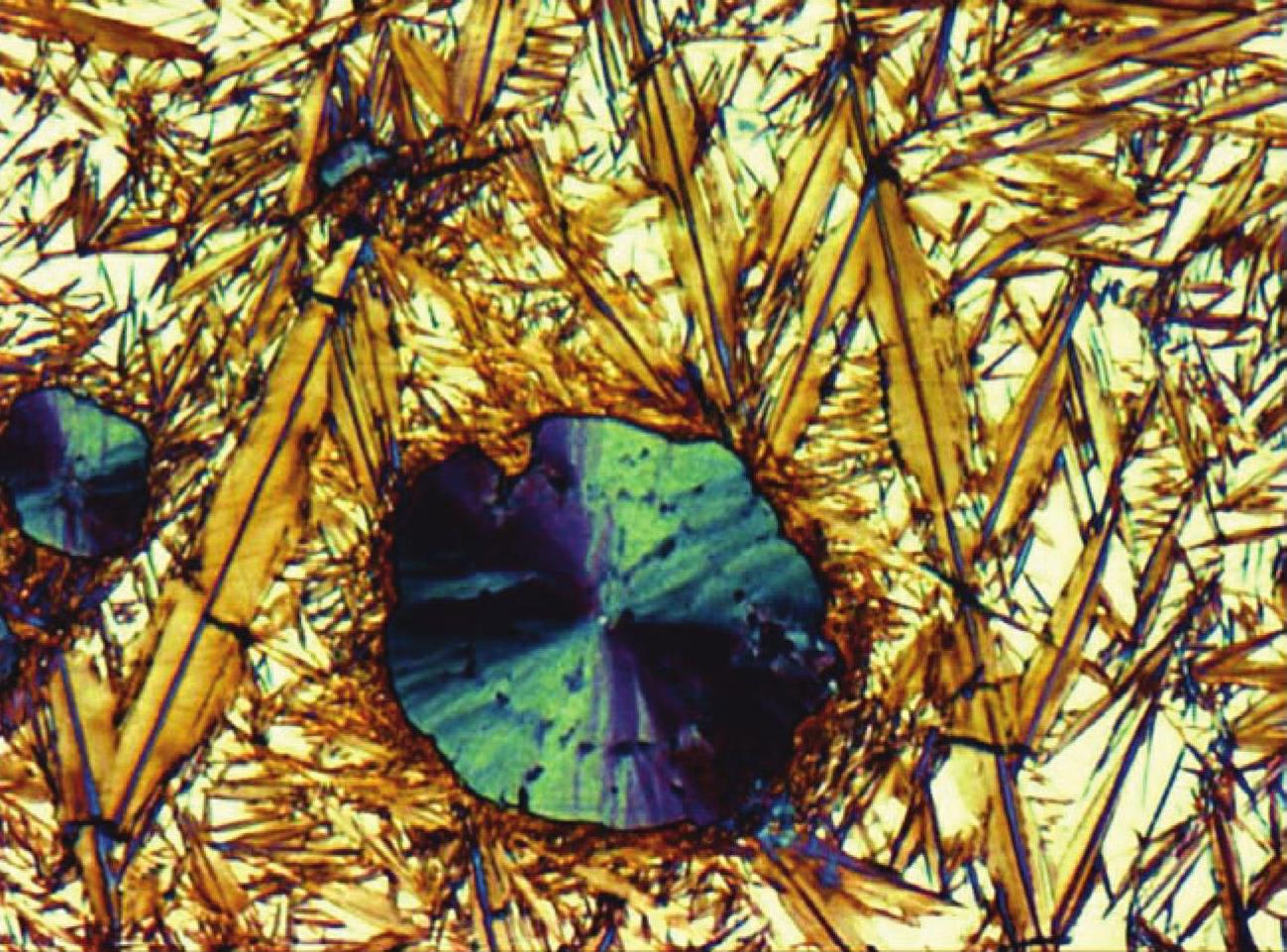
图4-100a 650×
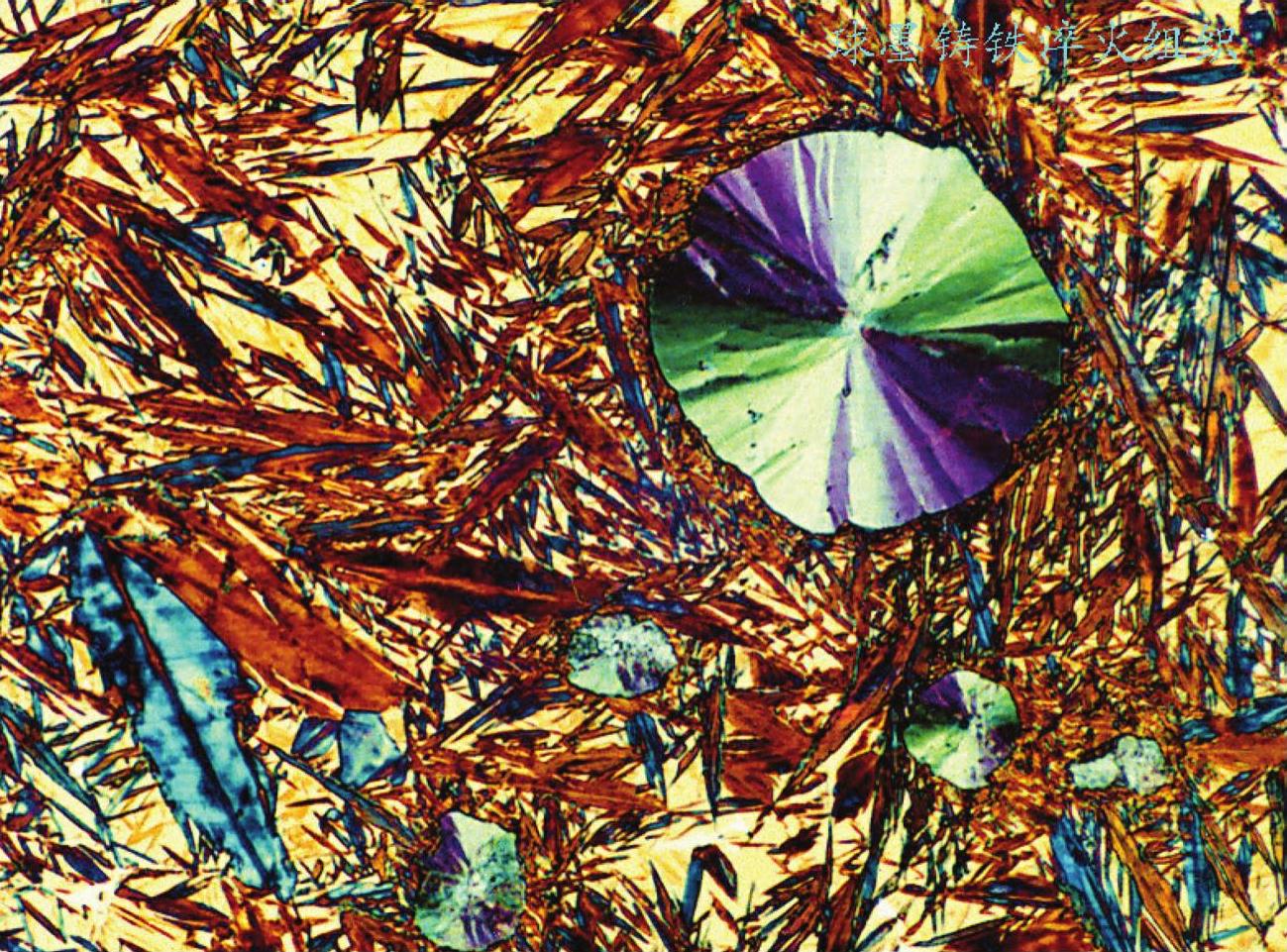
图4-100b 650×
图号:4-100 材料:球墨铸铁
处理工艺:铸造+淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:褐色球状石墨+高碳片状马氏体+黄色残留奥氏体。
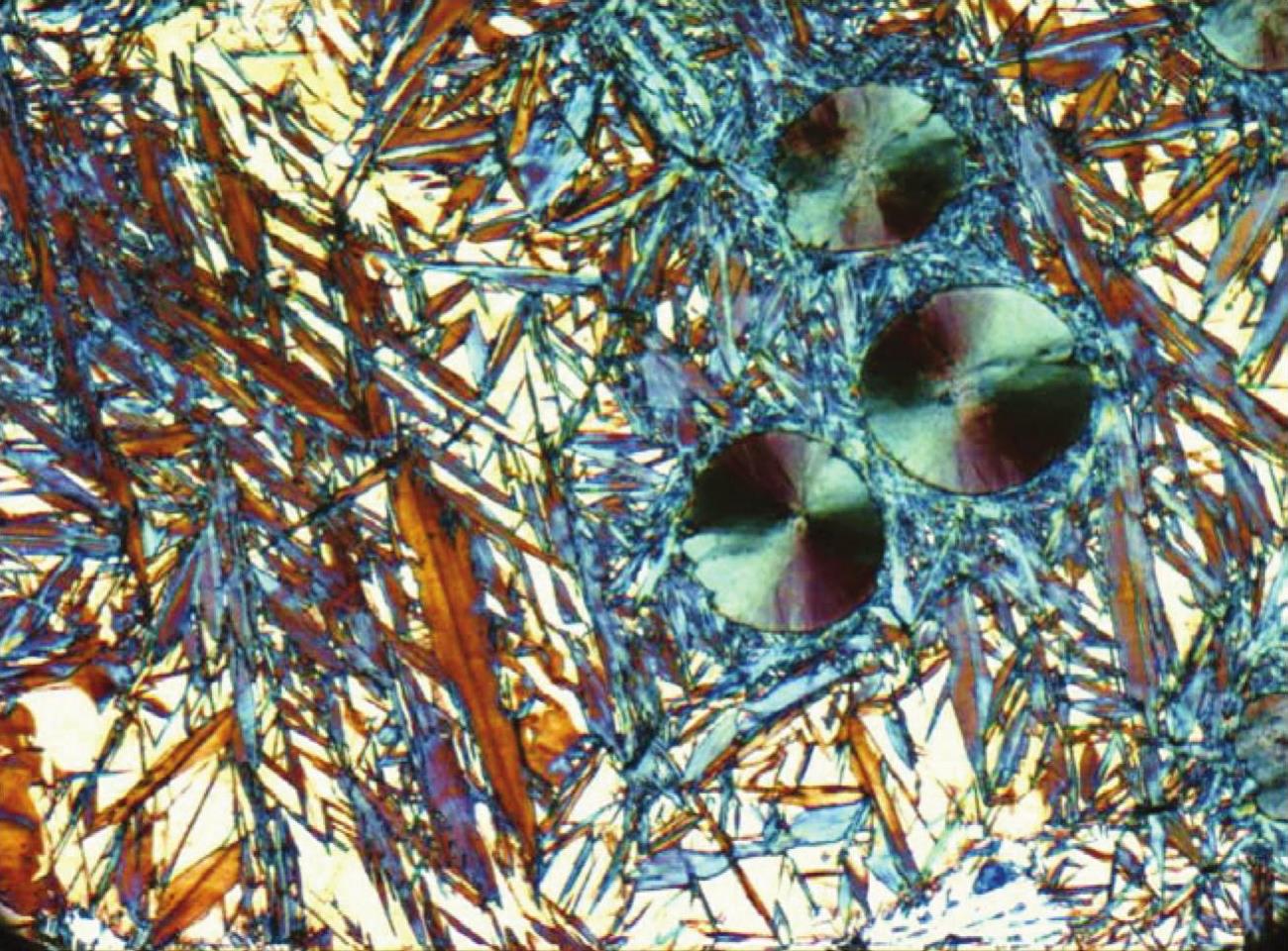
图4-101a 500×
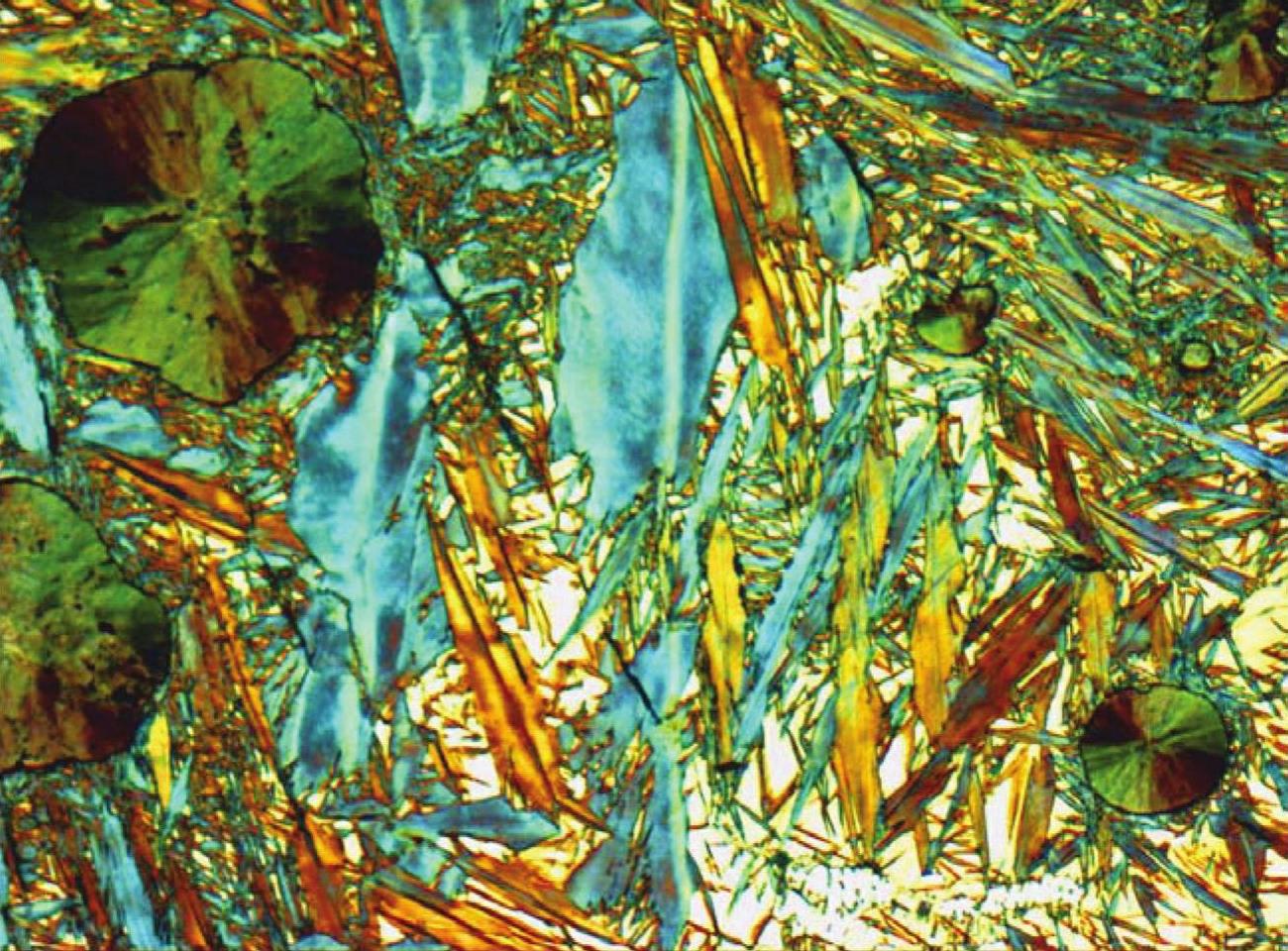
图4-101b 500×
图号:4-101 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:蓝色、褐色粗片状马氏体+球状石墨,有少量渗碳体(白色网状沿原奥氏体晶界分布),其余为残留奥氏体。
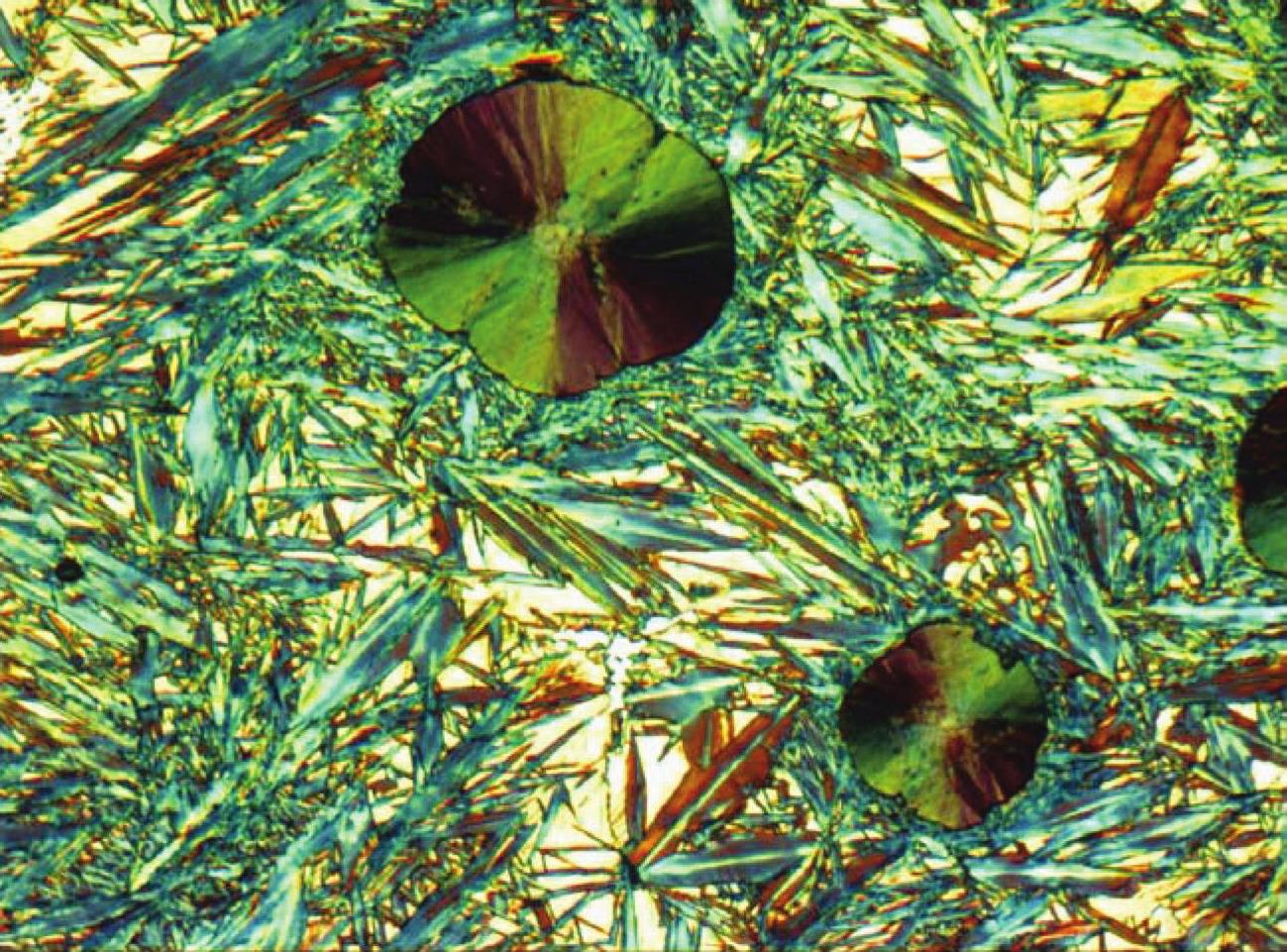
图4-102a 500×
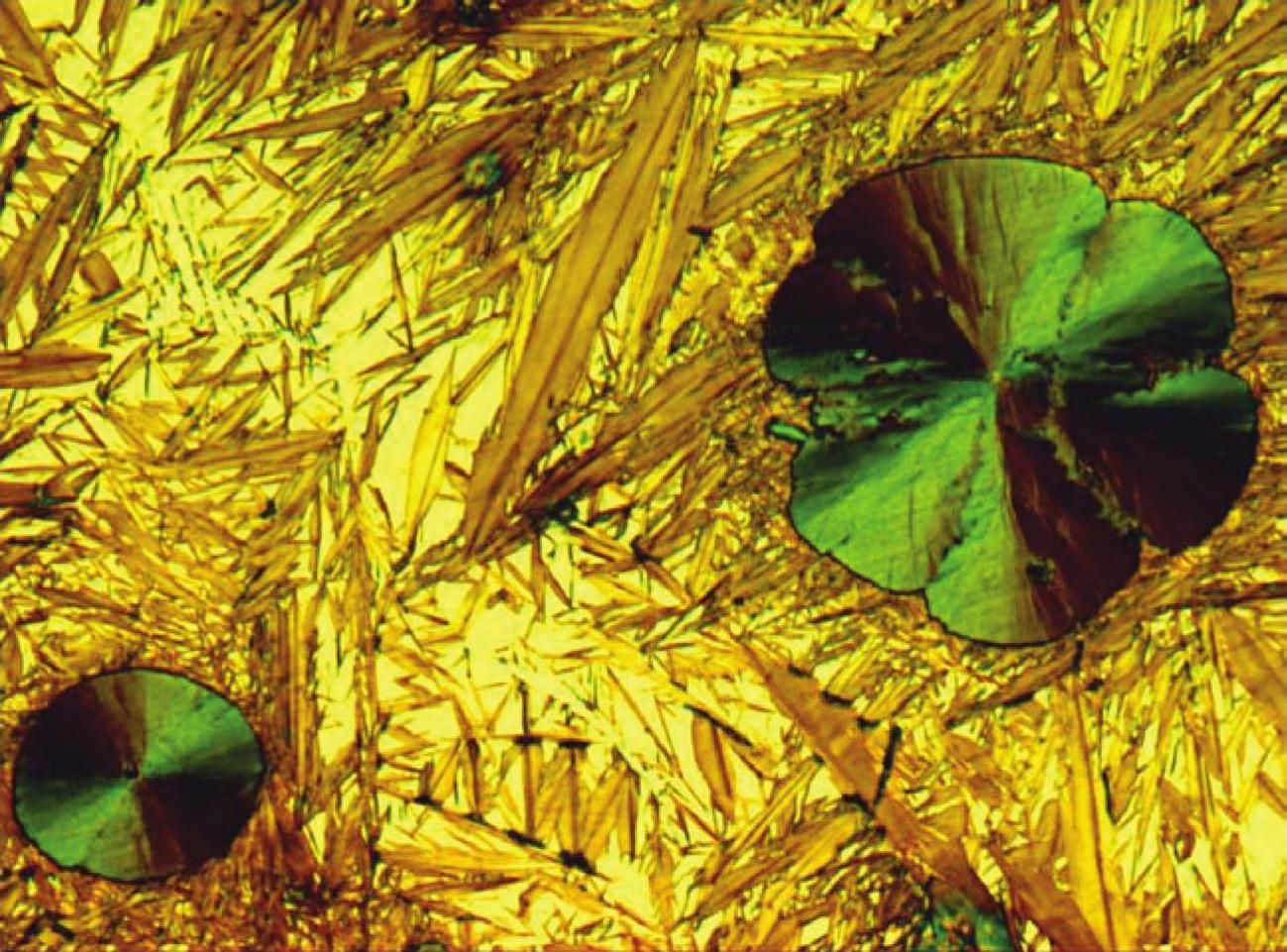
图4-102b 650×
图号:4-102 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:粗大片状马氏体(图4-102a中为蓝绿色,图4-102b中为棕色)+球状石墨,石墨轻微开花,其余为残留奥氏体。
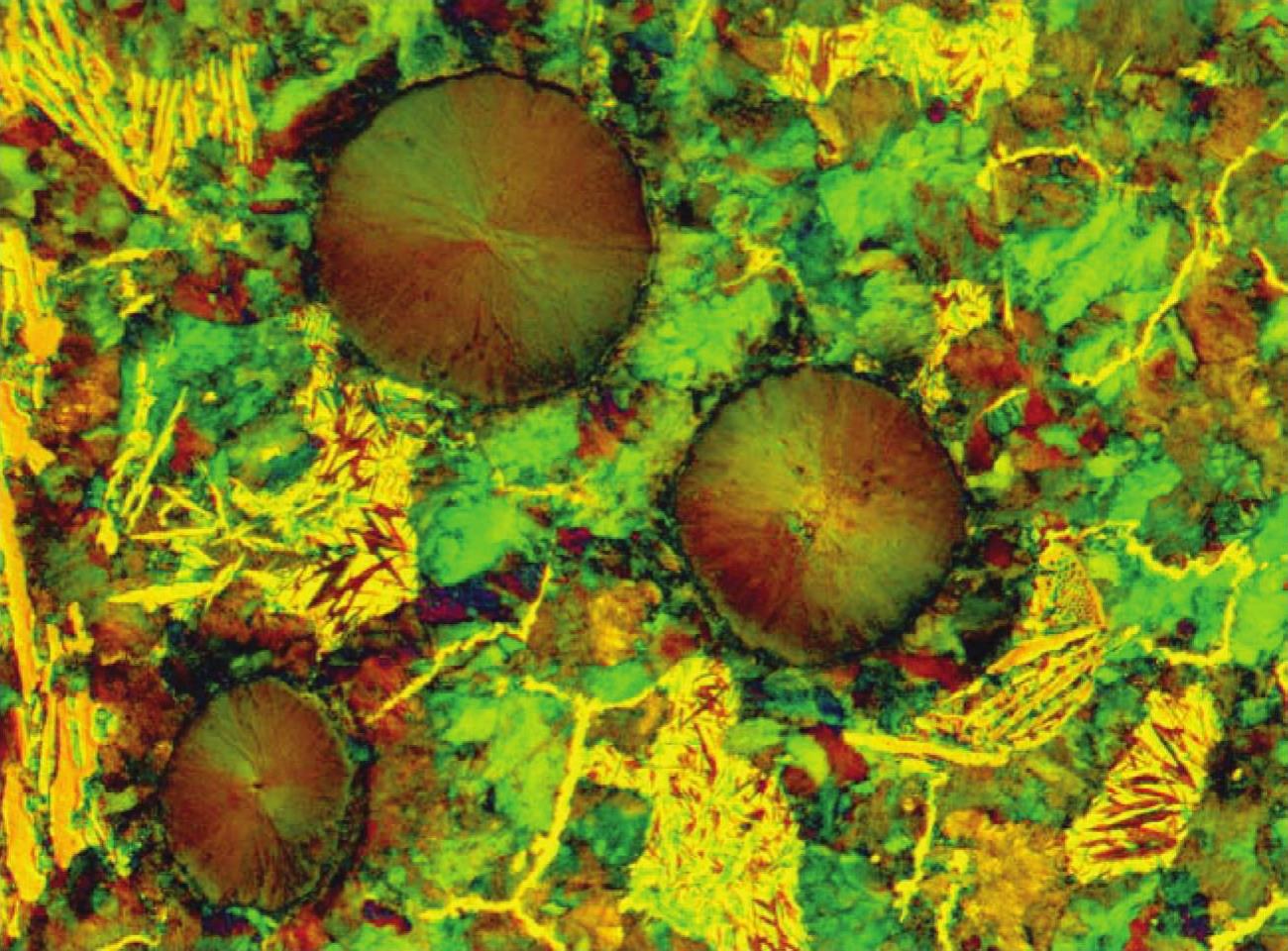
图4-103a 500×
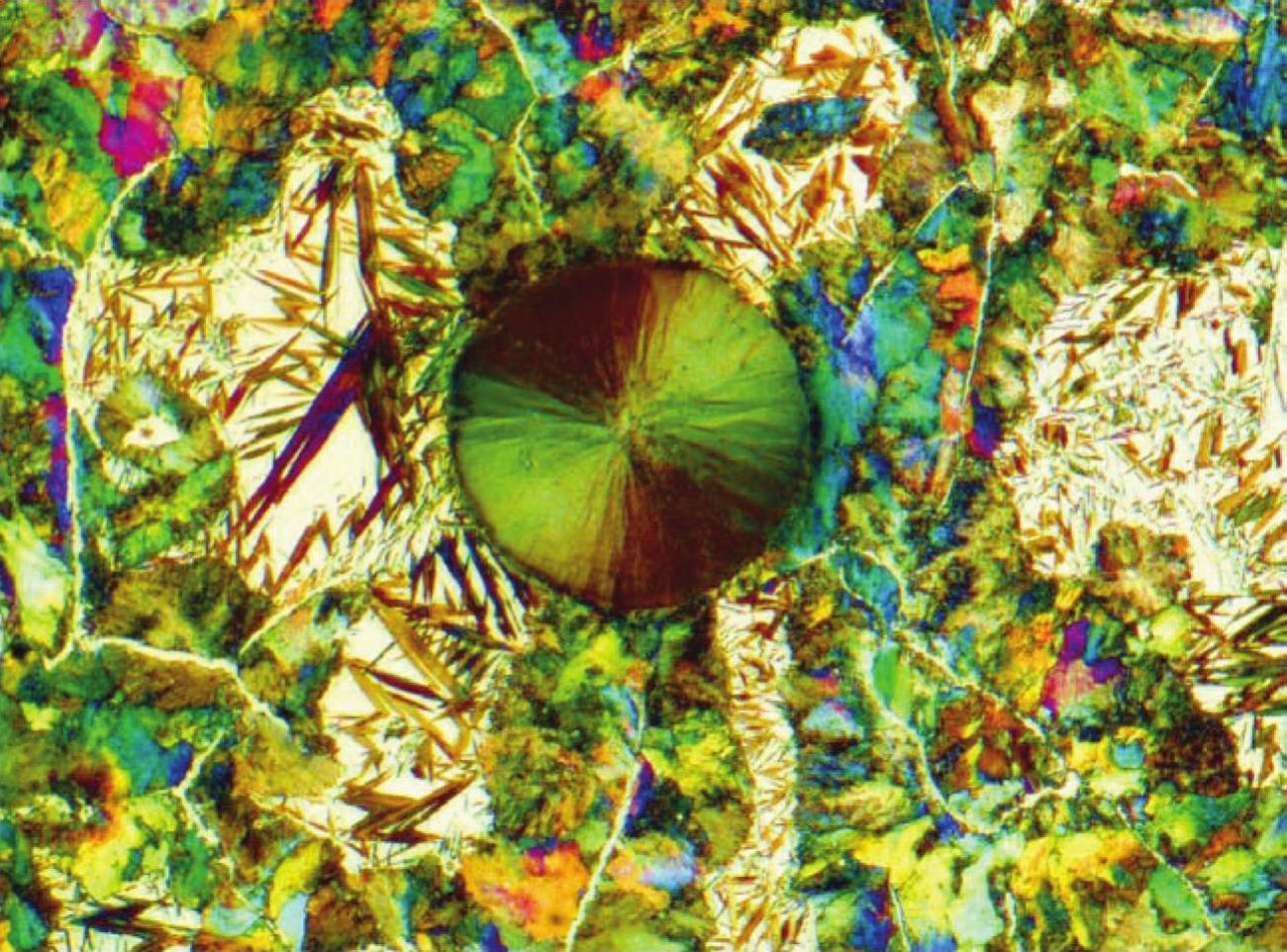
图4-103b 500×
图号:4-103 材料:球墨铸铁
处理工艺:火焰表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨,褐色针状马氏体和残留奥氏体(图4-103a中为黄色,图4-103b中为白色),网状组织为二次渗碳体(图4-103a中为黄色,图4-103b中为白色),其余为珠光体。
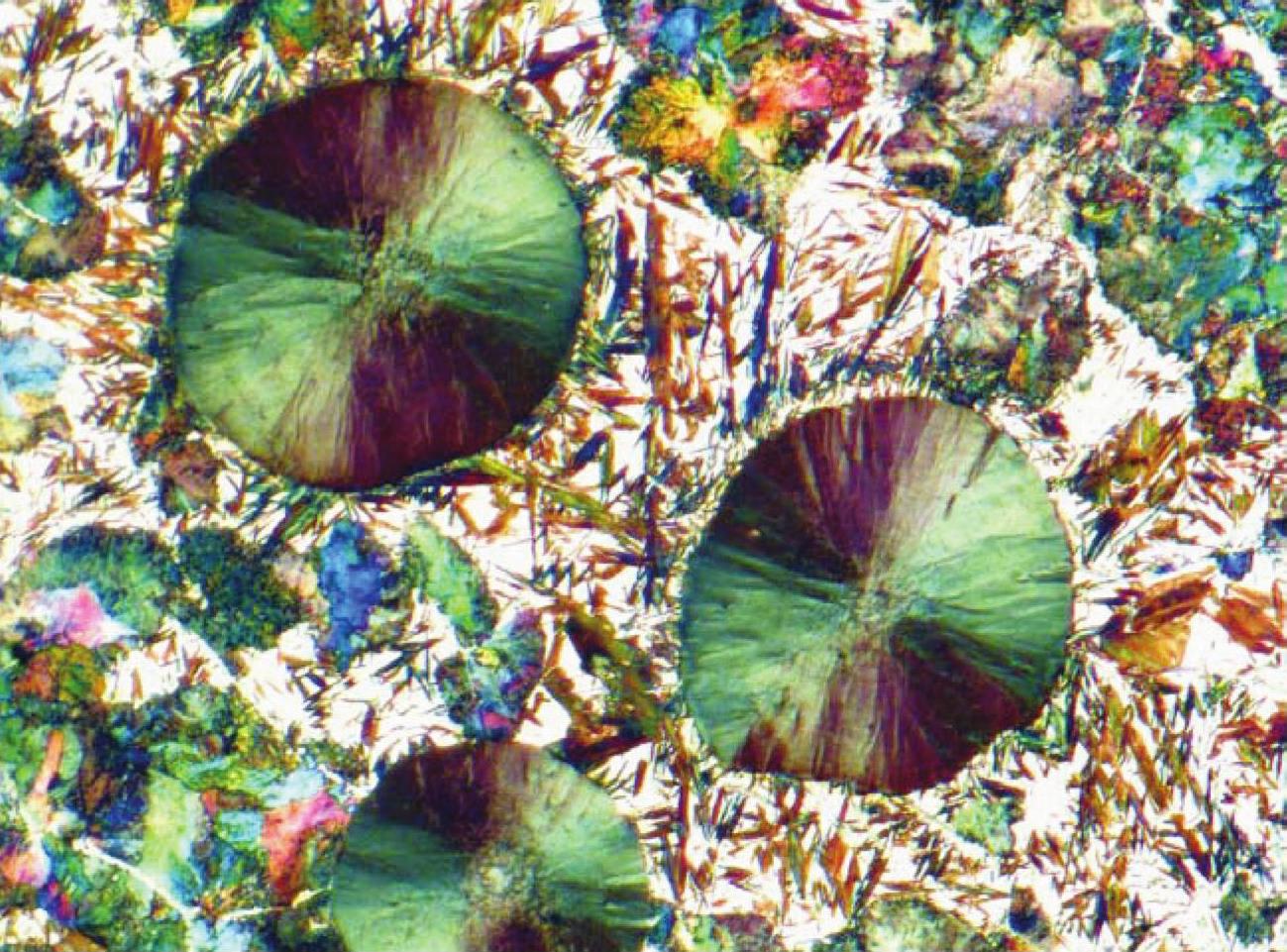
图4-104a 500×
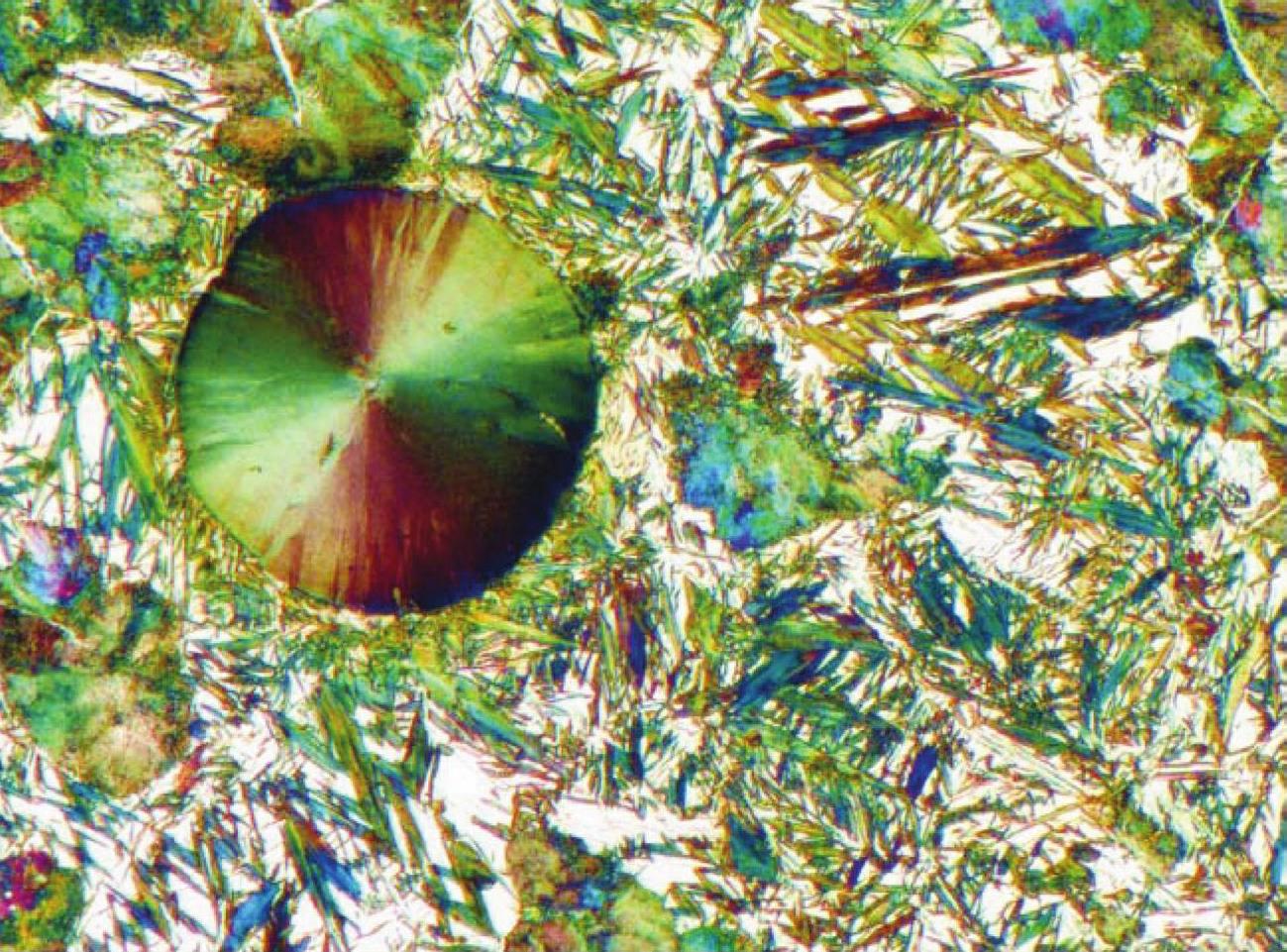
图4-104b 500×
图号:4-104 材料:球墨铸铁
处理工艺:火焰表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨周围针、片状组织为马氏体,白色基体为残留奥氏体,少量白色细的网状为二次渗碳体,大块的绿色为珠光体。
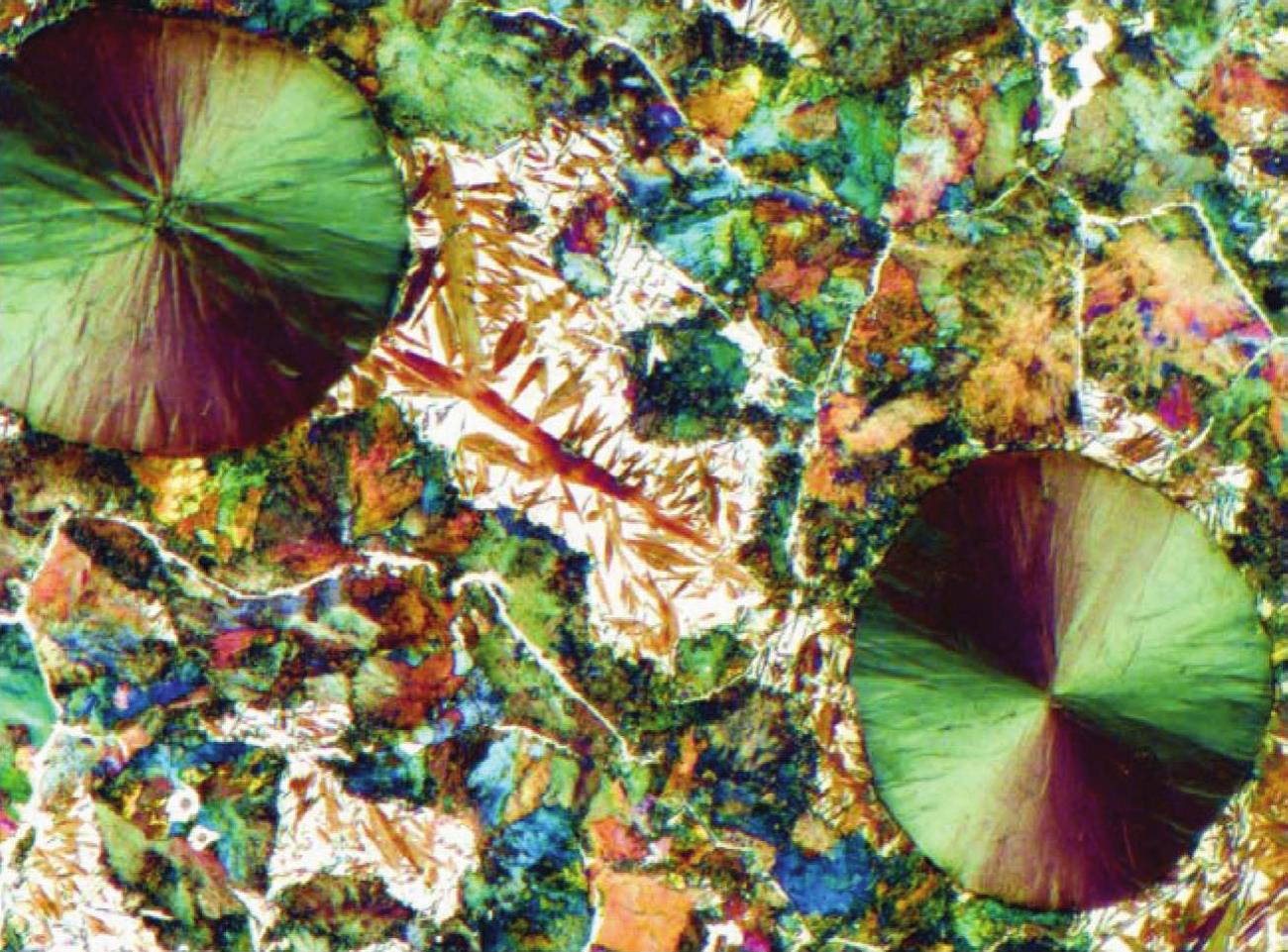
图4-105a 500×
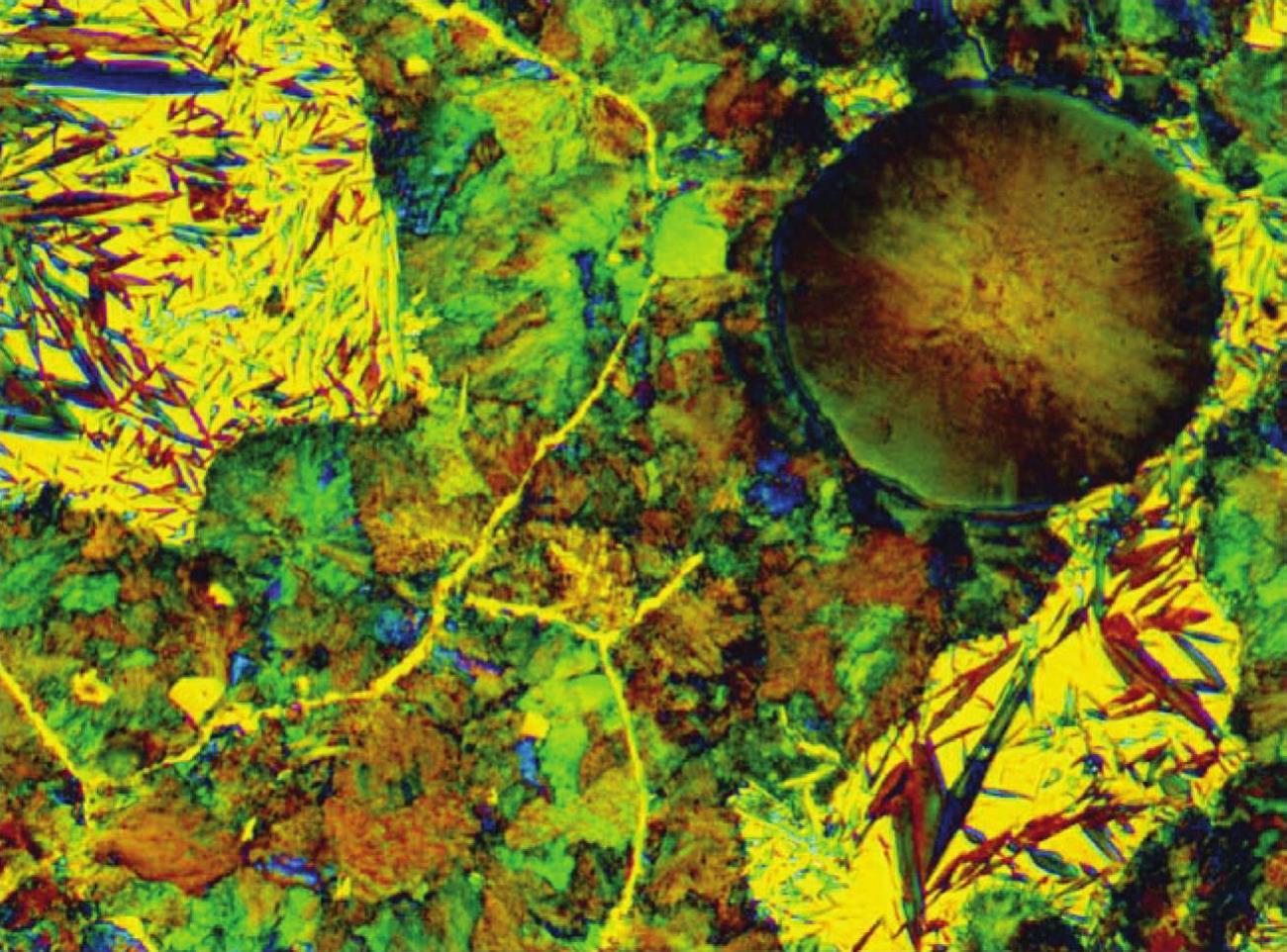
图4-105b 500×
图号:4-105 材料:球墨铸铁
处理工艺:火焰表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨,亮色区为淬火组织,由褐色针、片状马氏体和残留奥氏体组成;深色区域为正火组织,由网状二次渗碳体和珠光体组成。
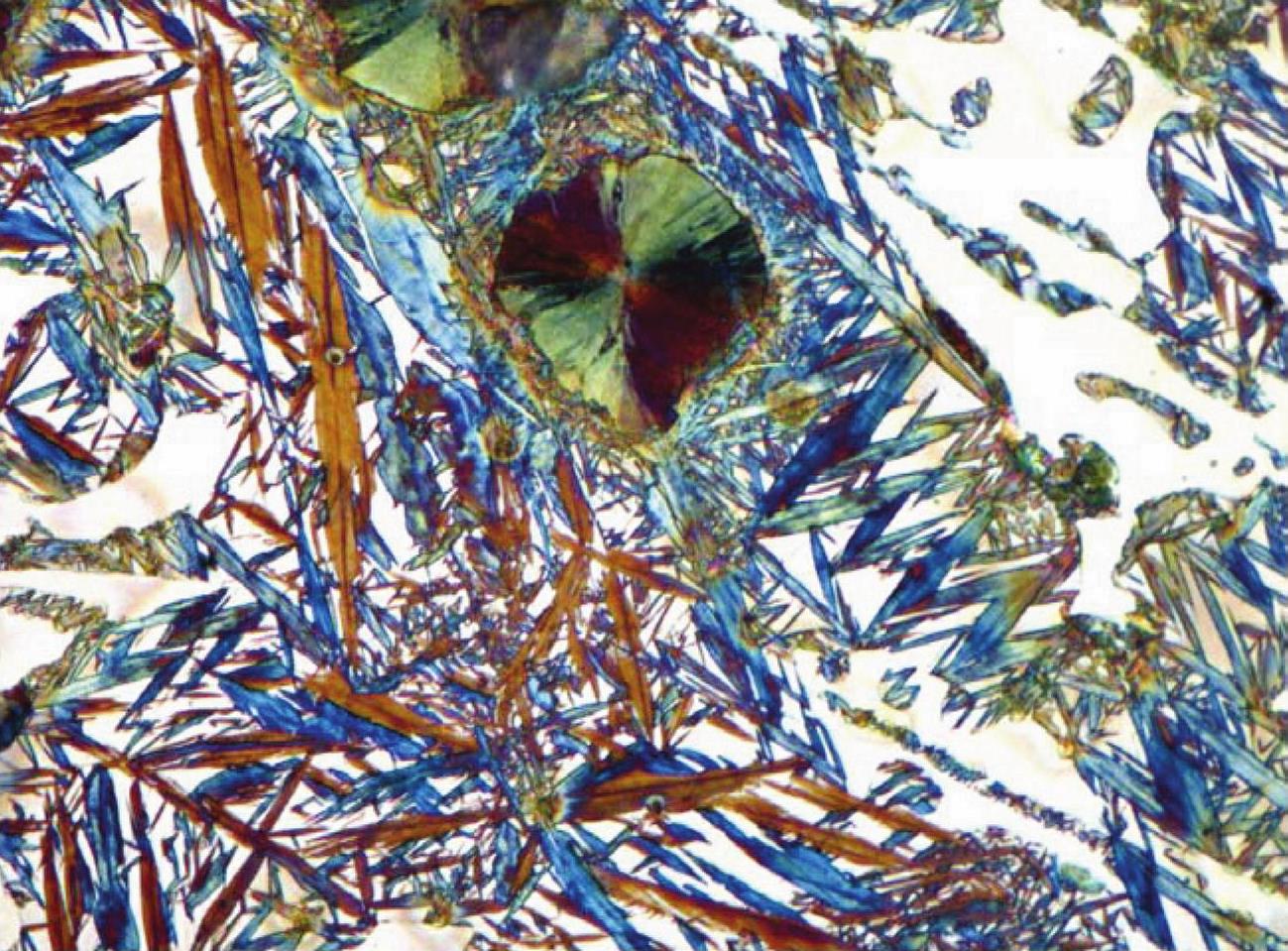
图4-106a 500×
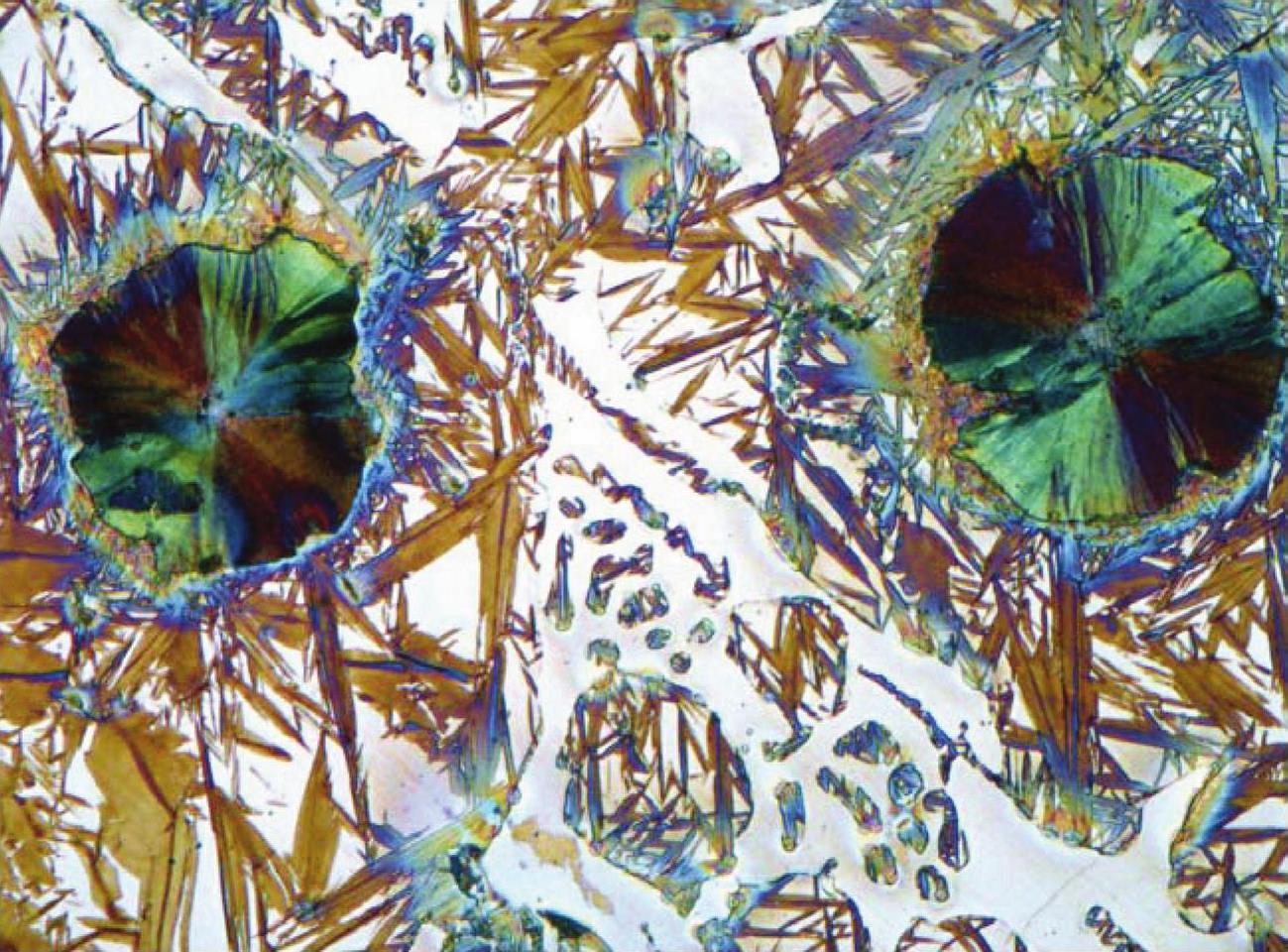
图4-106b 500×
图号:4-106 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨,围着一圈细密的针状马氏体,棕色为粗片状马氏体,蓝白色为链状莱氏体,马氏体间隙中的白色为残留奥氏体。
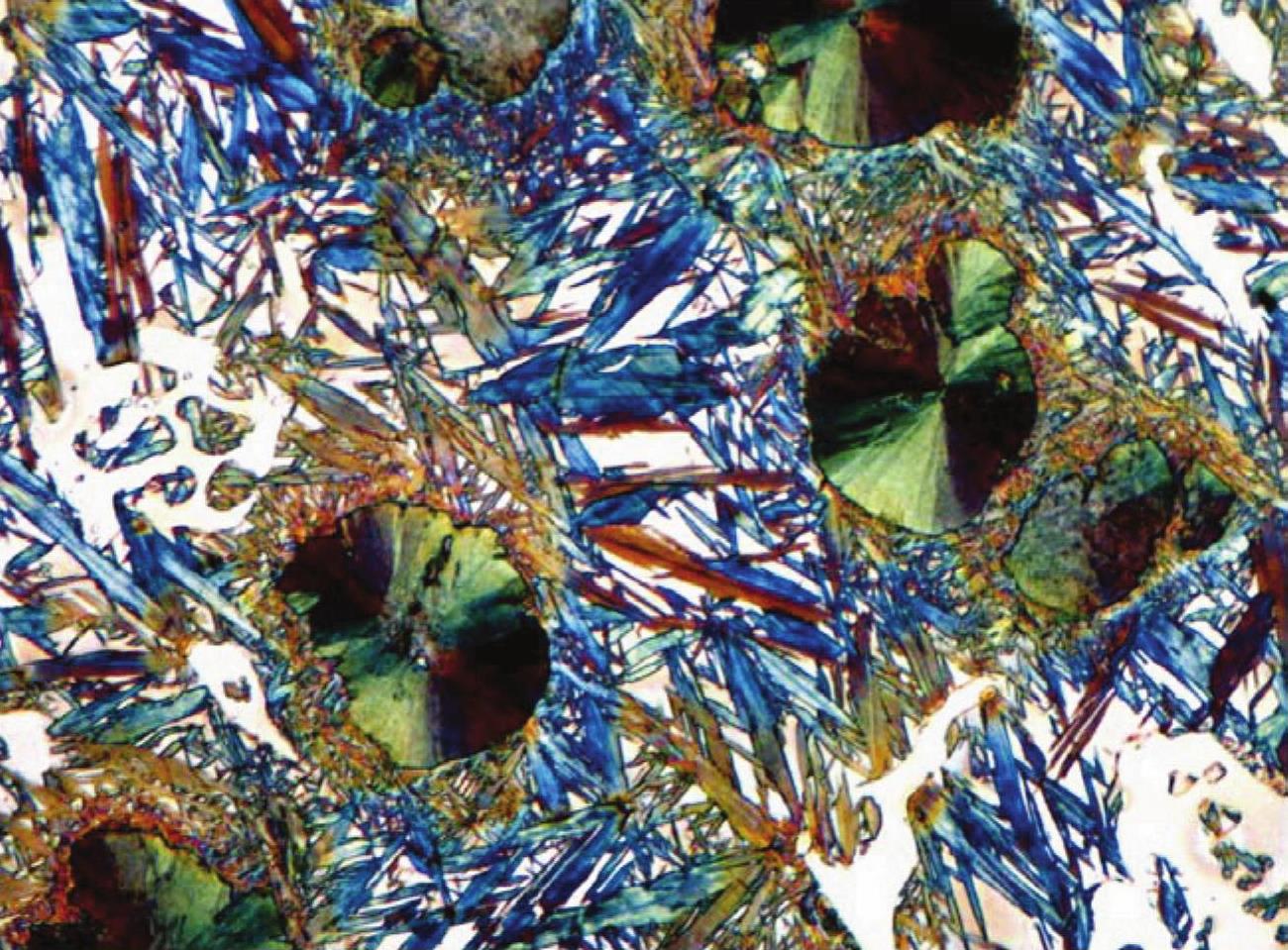
图4-107a 500×
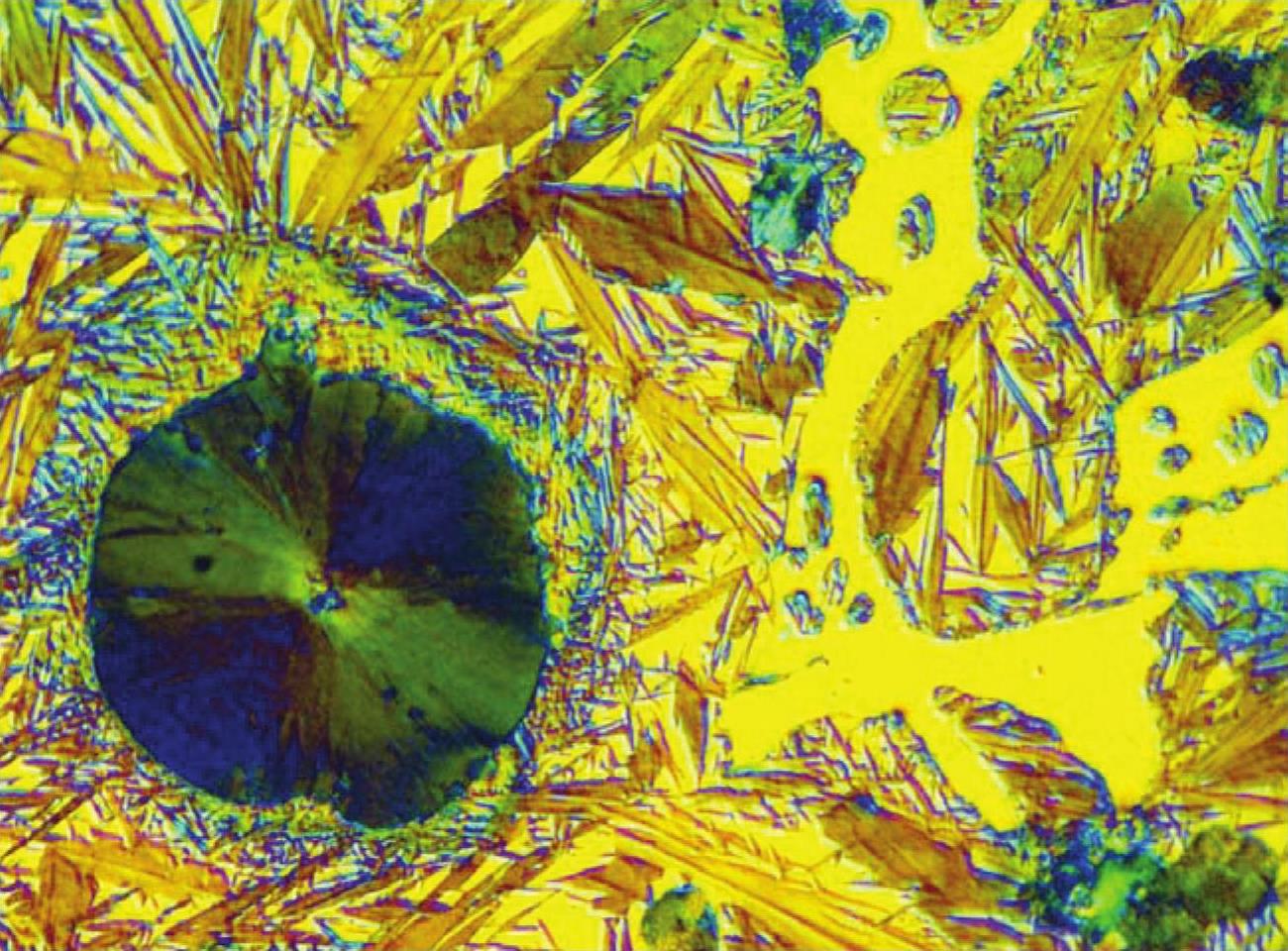
图4-107b 800×
图号:4-107 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:组织均为球状石墨+莱氏体+马氏体+残留奥氏体,从图4-107b高倍下可清晰看出球状石墨周围组织为细针状马氏体。
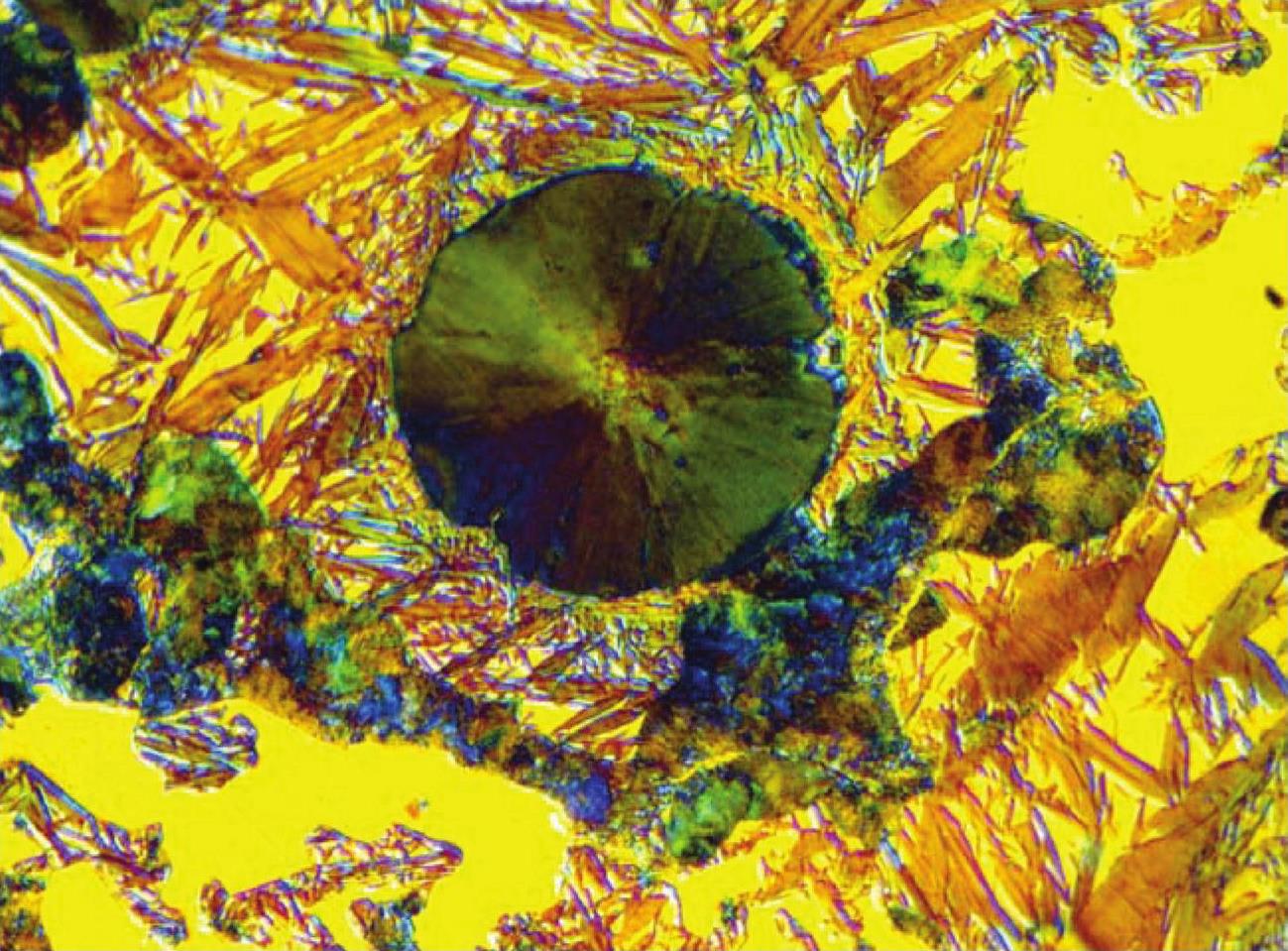
图4-108a 400×
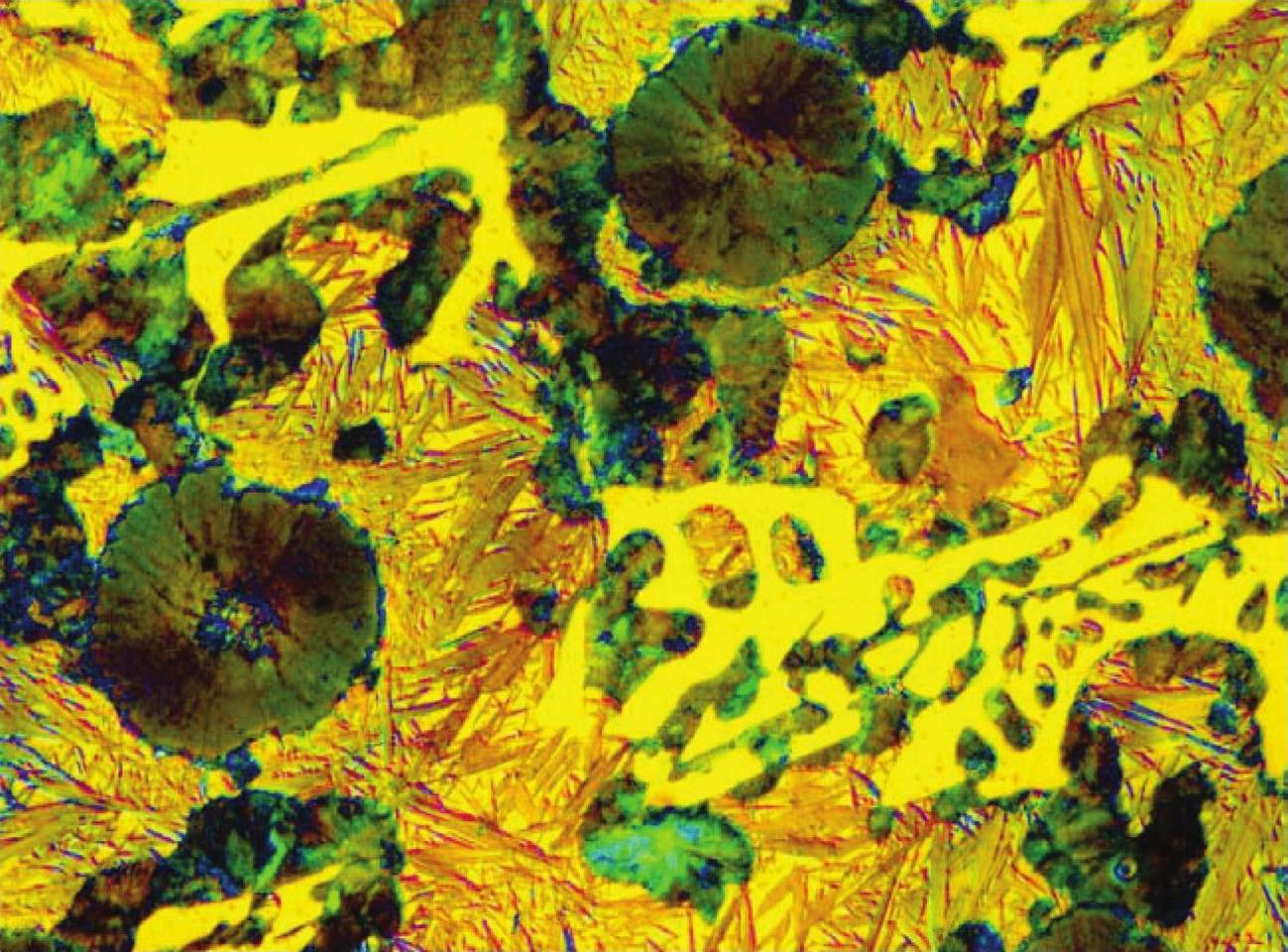
图4-108b 400×(https://www.xing528.com)
图号:4-108 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨被棕色片状马氏体和残留奥氏体所包围,亮黄色区域为莱氏体(黄色为渗碳体基体,上面分布着鱼骨状、链状珠光体),其余大块深蓝色、绿色为珠光体。
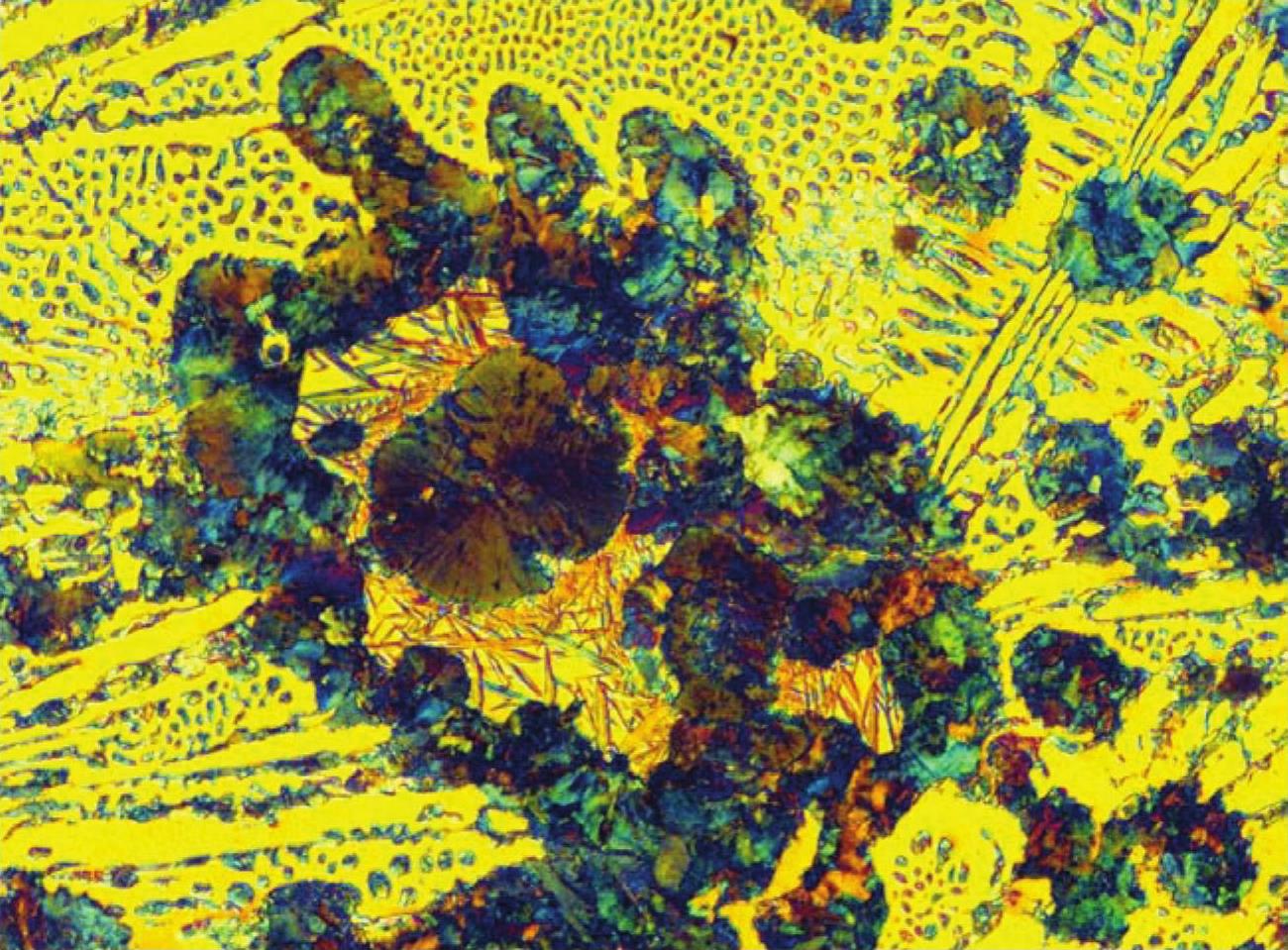
图4-109a 400×
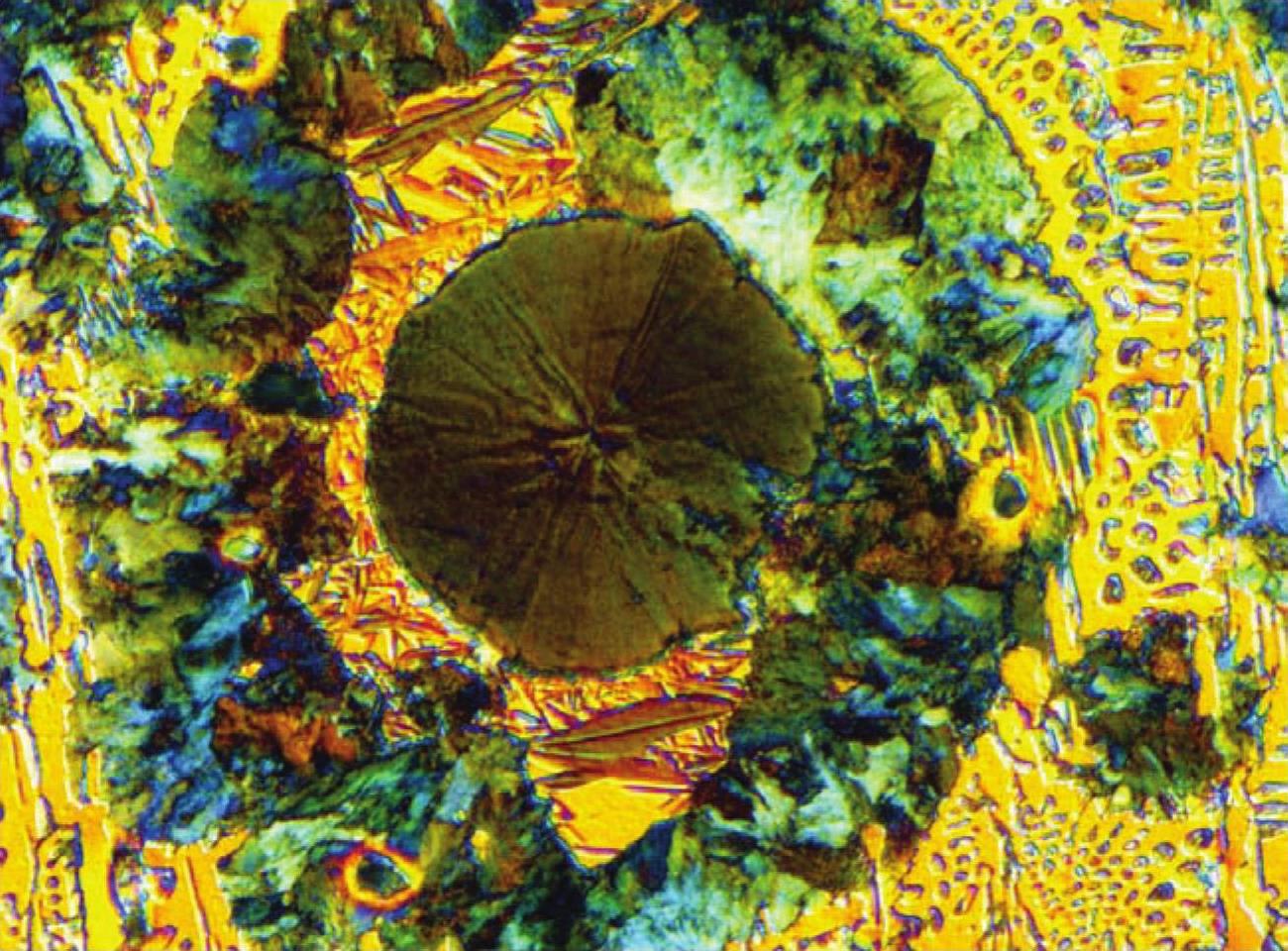
图4-109b 800×
图号:4-109 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨+莱氏体+马氏体+细密珠光体+残留奥氏体,从图4-109b中可清晰看出黄色区域为鱼骨状莱氏体,紧靠石墨球的是马氏体和残留奥氏体,深色区域为珠光体。
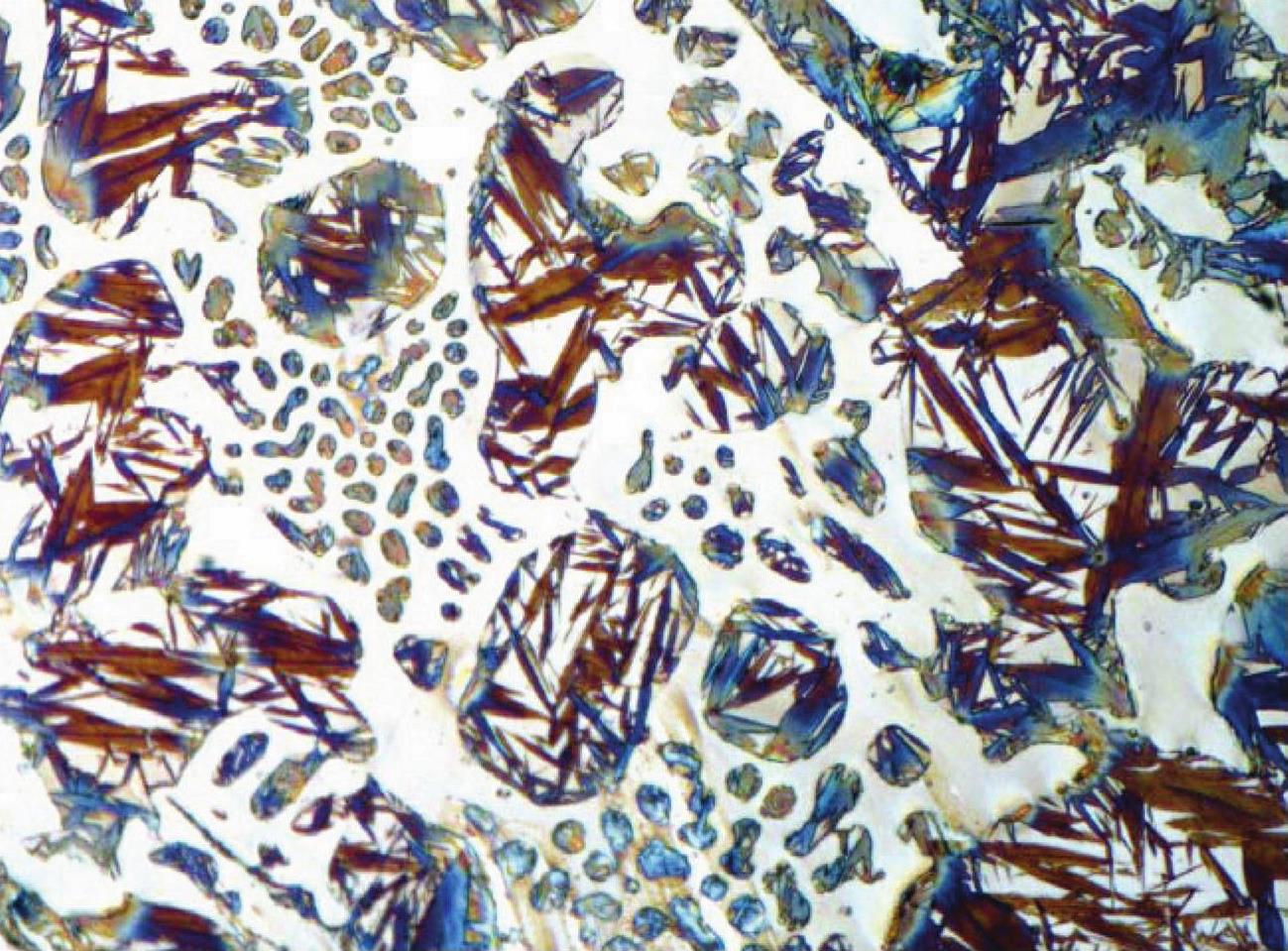
图4-110a 500×
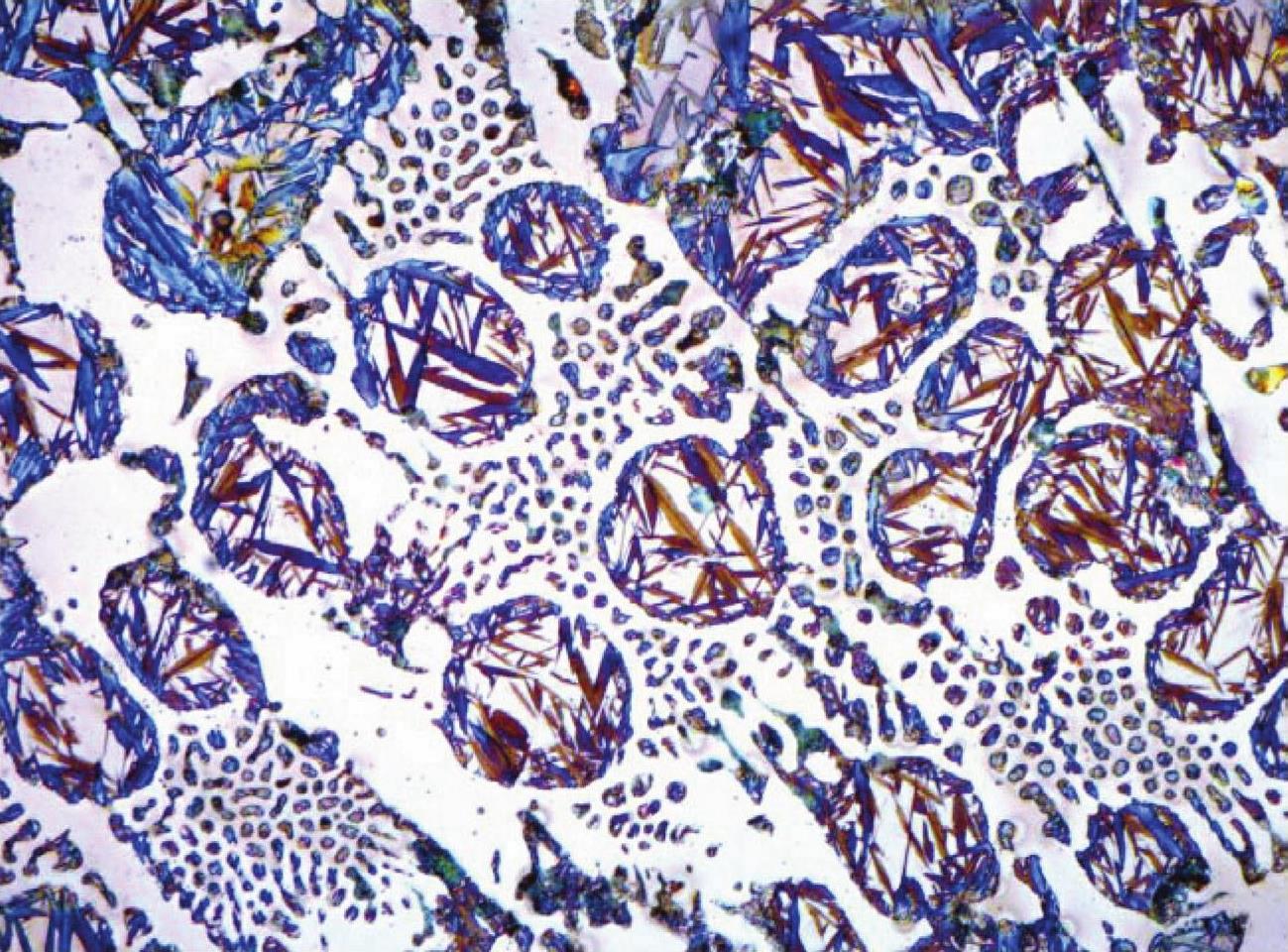
图4-110b 500×
图号:4-110 材料:球墨铸铁
处理工艺:铸造+液淬 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:此为淬火表面组织,由蜂窝状莱氏体(蓝色粒状为珠光体,白色为渗碳体基体),围成球状的区域为马氏体+残留奥氏体(马氏体为褐色、蓝色针片状,白色为残留奥氏体)。
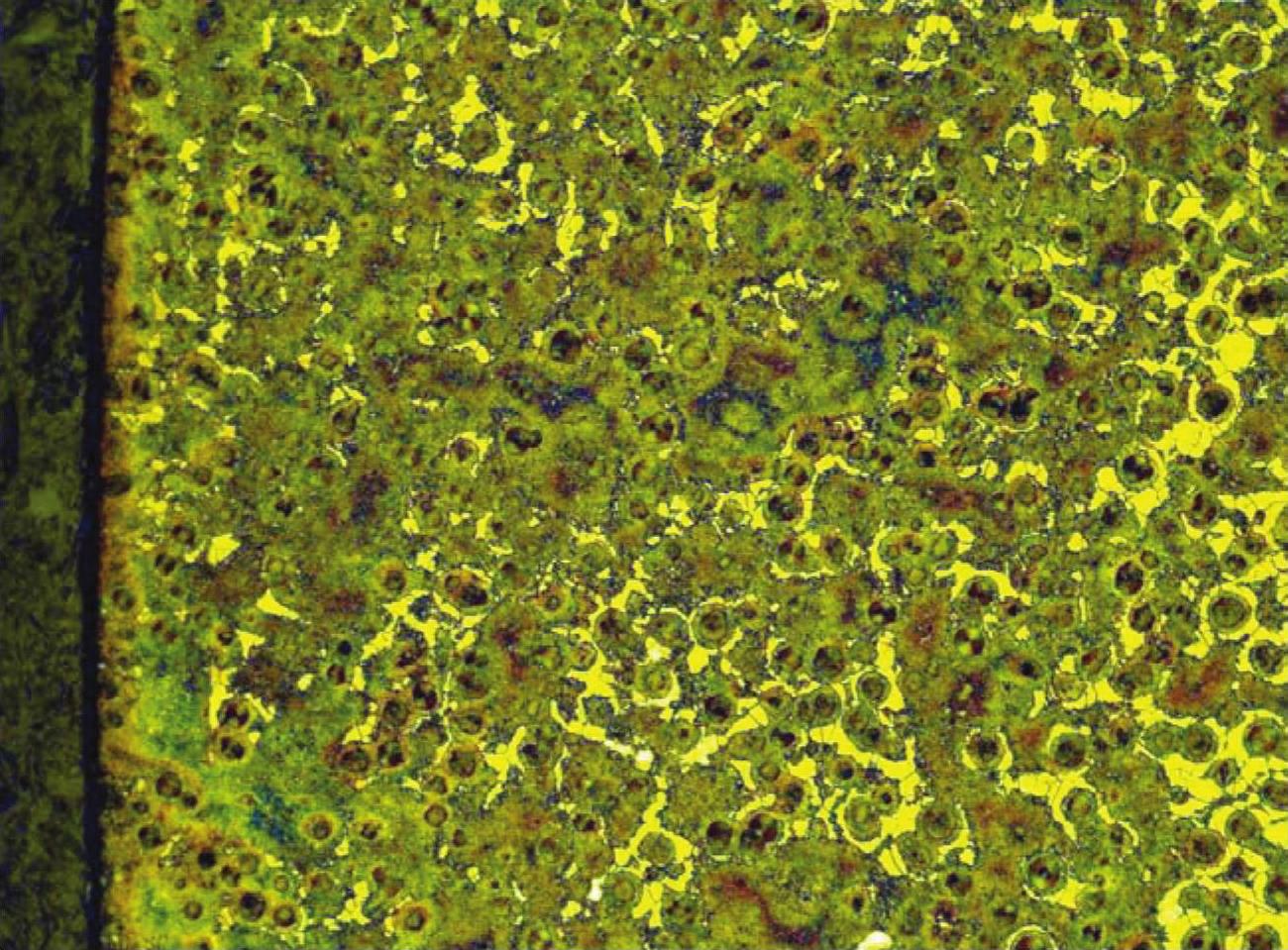
图4-111a 100×
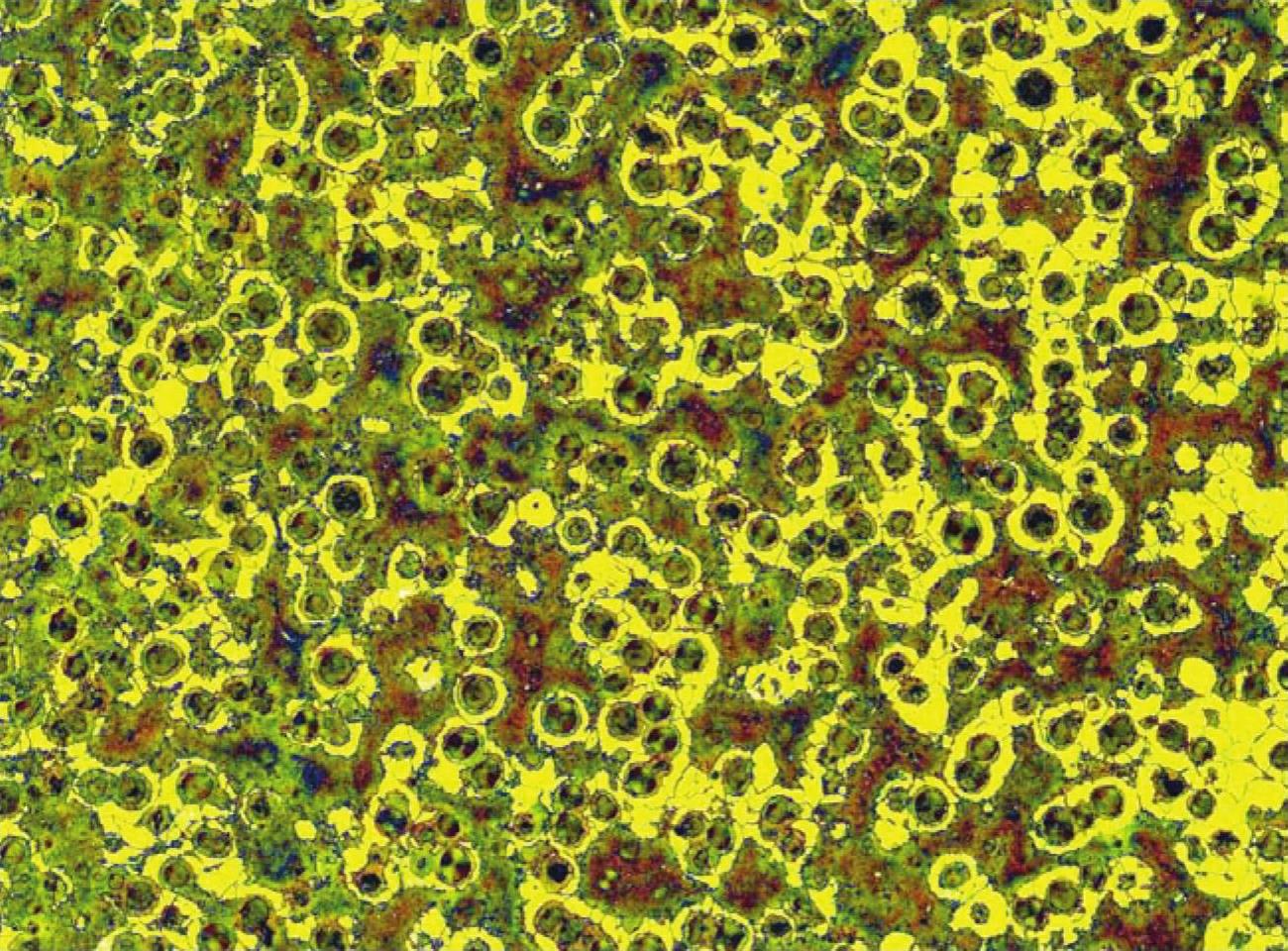
图4-111b 100×
图号:4-111 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:图4-111a为表层组织,图4-111b为次表层组织。其中有球状石墨,黄色为铁素体,褐色为珠光体,绿色为马氏体,越靠近表层,马氏体组织越多,铁素体和珠光体越少,因此图4-111b中铁素体和珠光体多;图4-111a中表层褐色区为表面氧化产物。
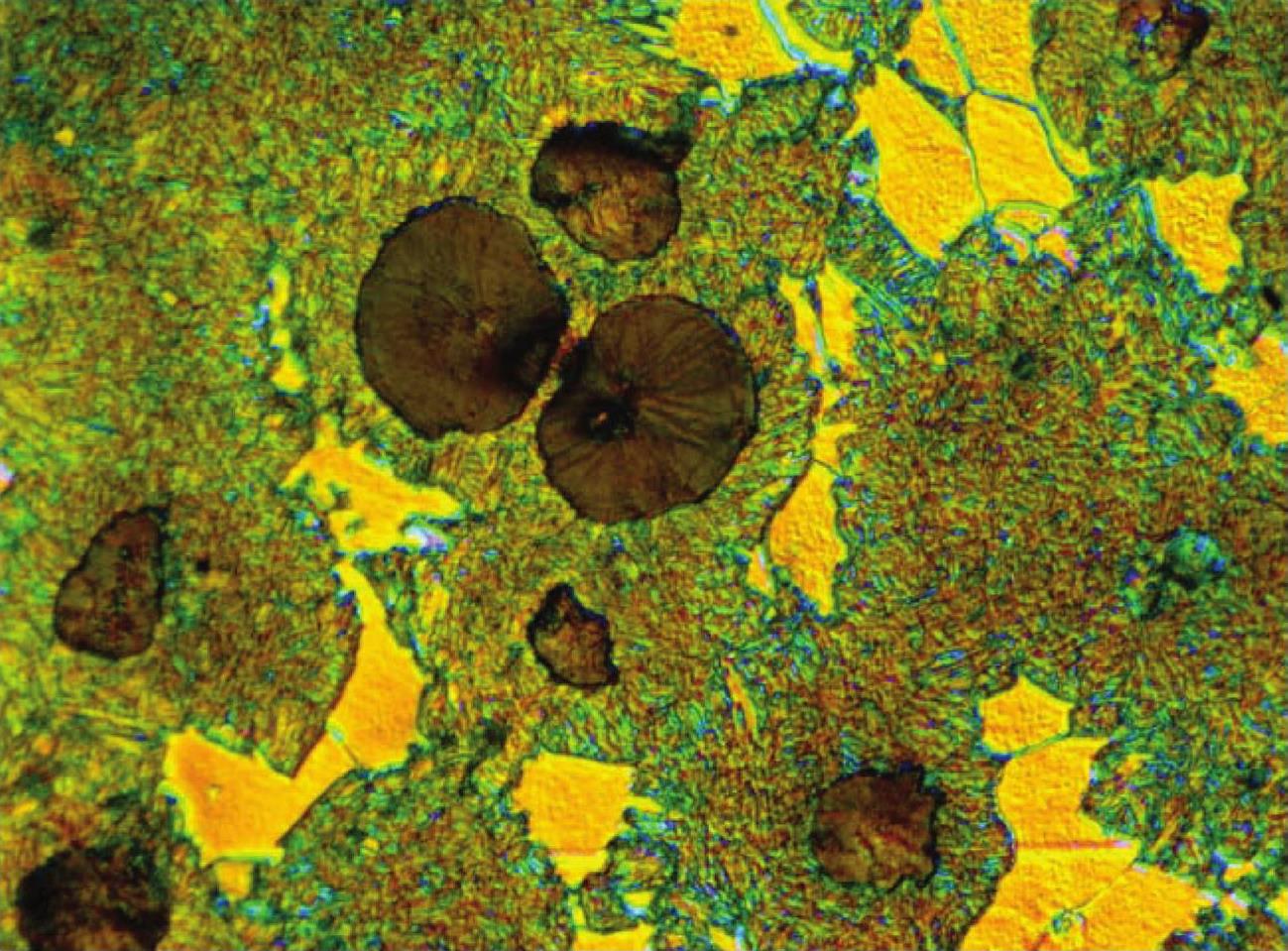
图4-112a 800×
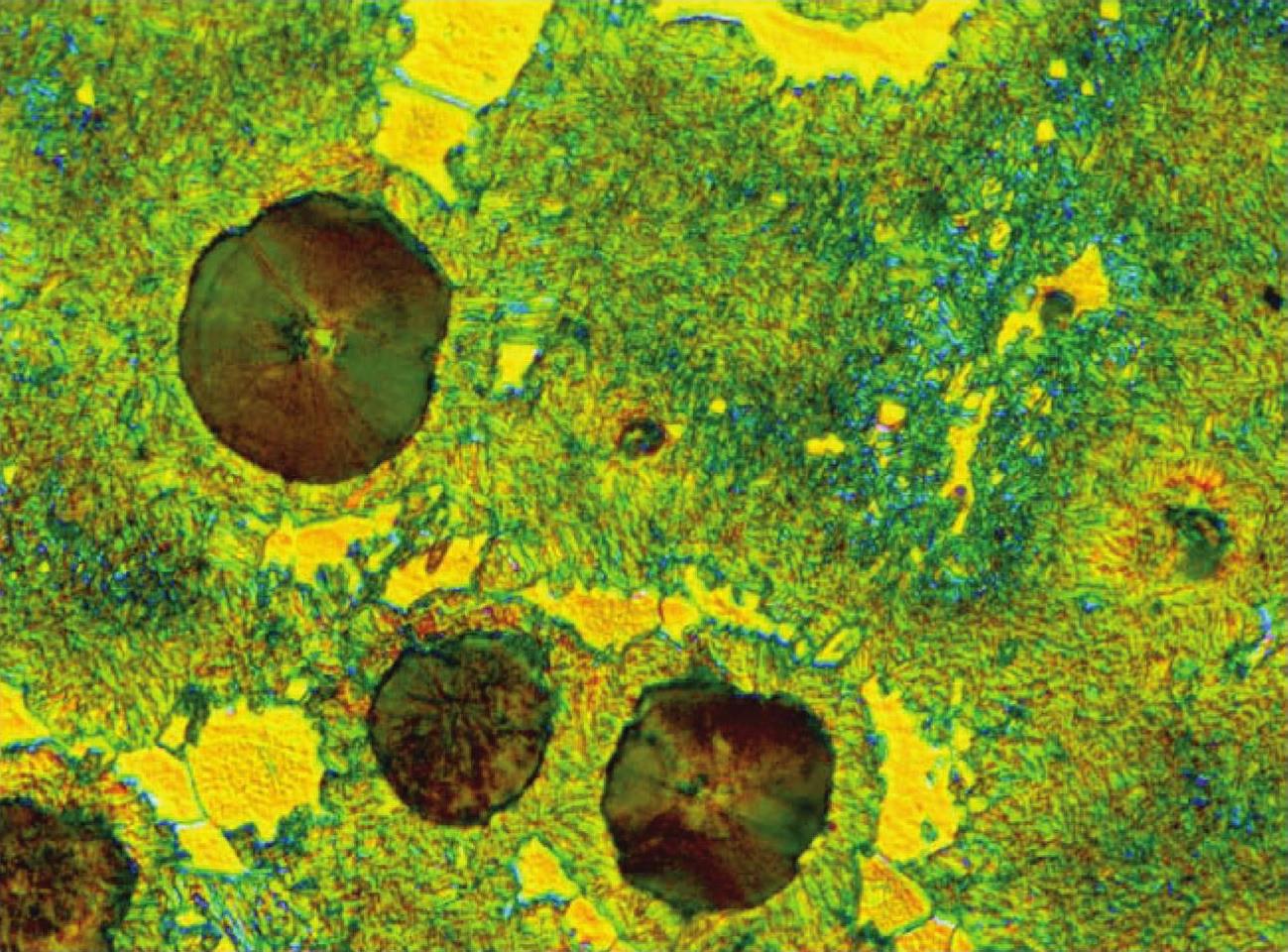
图4-112b 800×
图号:4-112 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:图4-112a、b是表层组织的高倍图,黄色为铁素体,黄绿色区域均为针状马氏体,褐色圆球是球状石墨,说明表层是完全淬火组织。
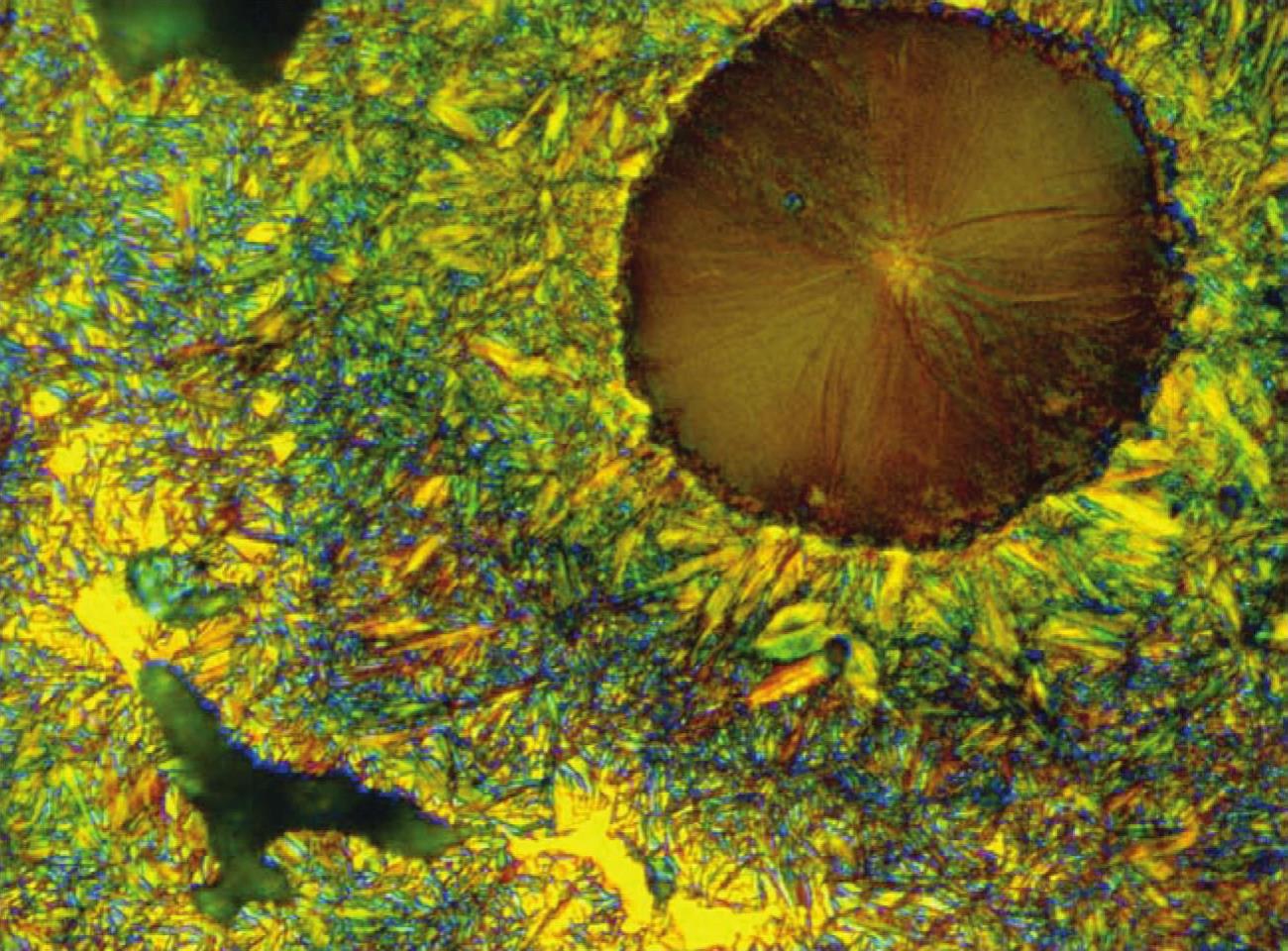
图4-113a 800×
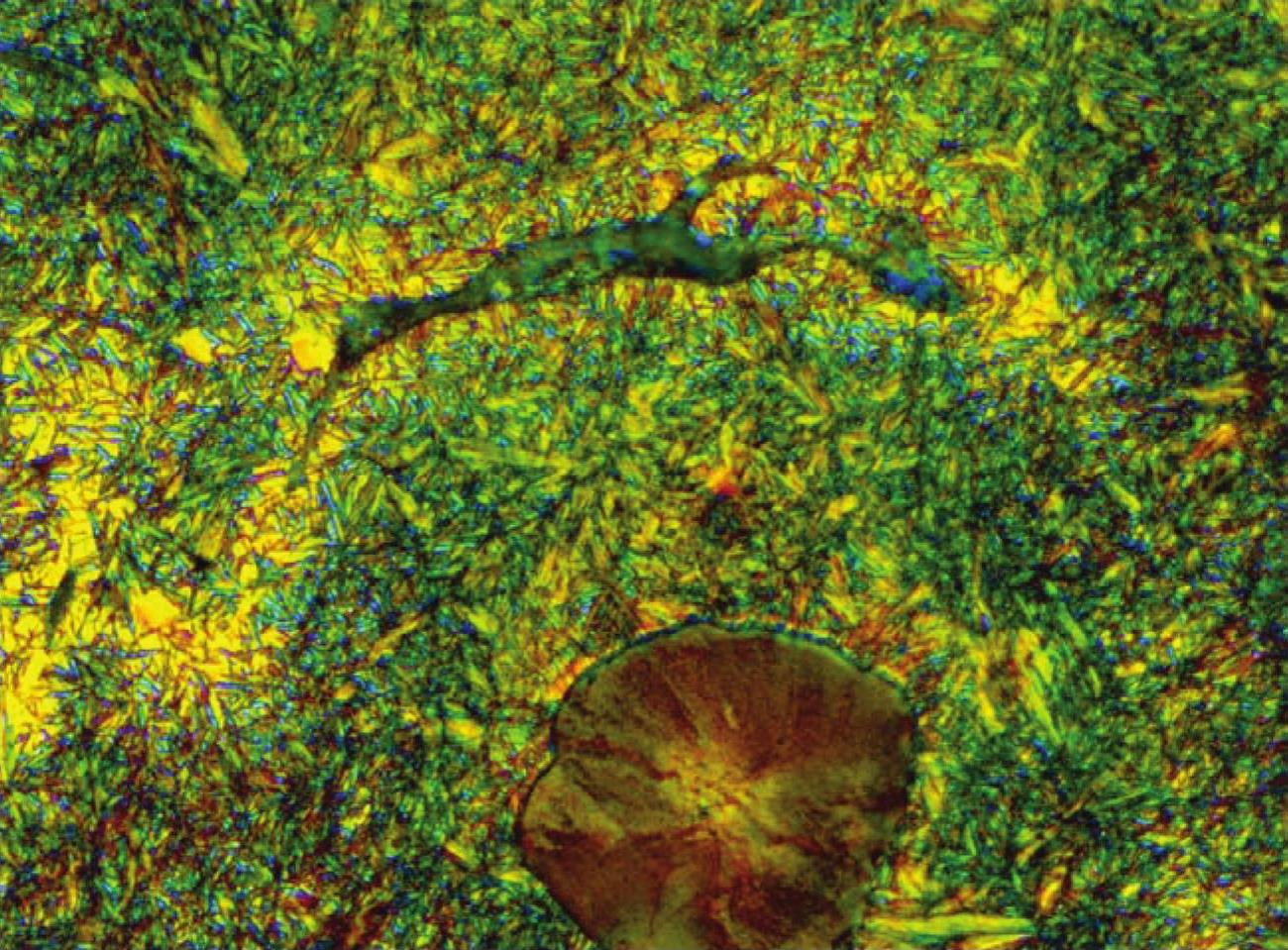
图4-113b 800×
图号:4-113 材料:球墨铸铁(摩托车凸轮轴-2)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:表层组织包括球状石墨,黄绿色针状马氏体,马氏体针间的黄色为残留奥氏体,黑色不规则晶间缩松;图4-113a中黄色块状物为碳化物。
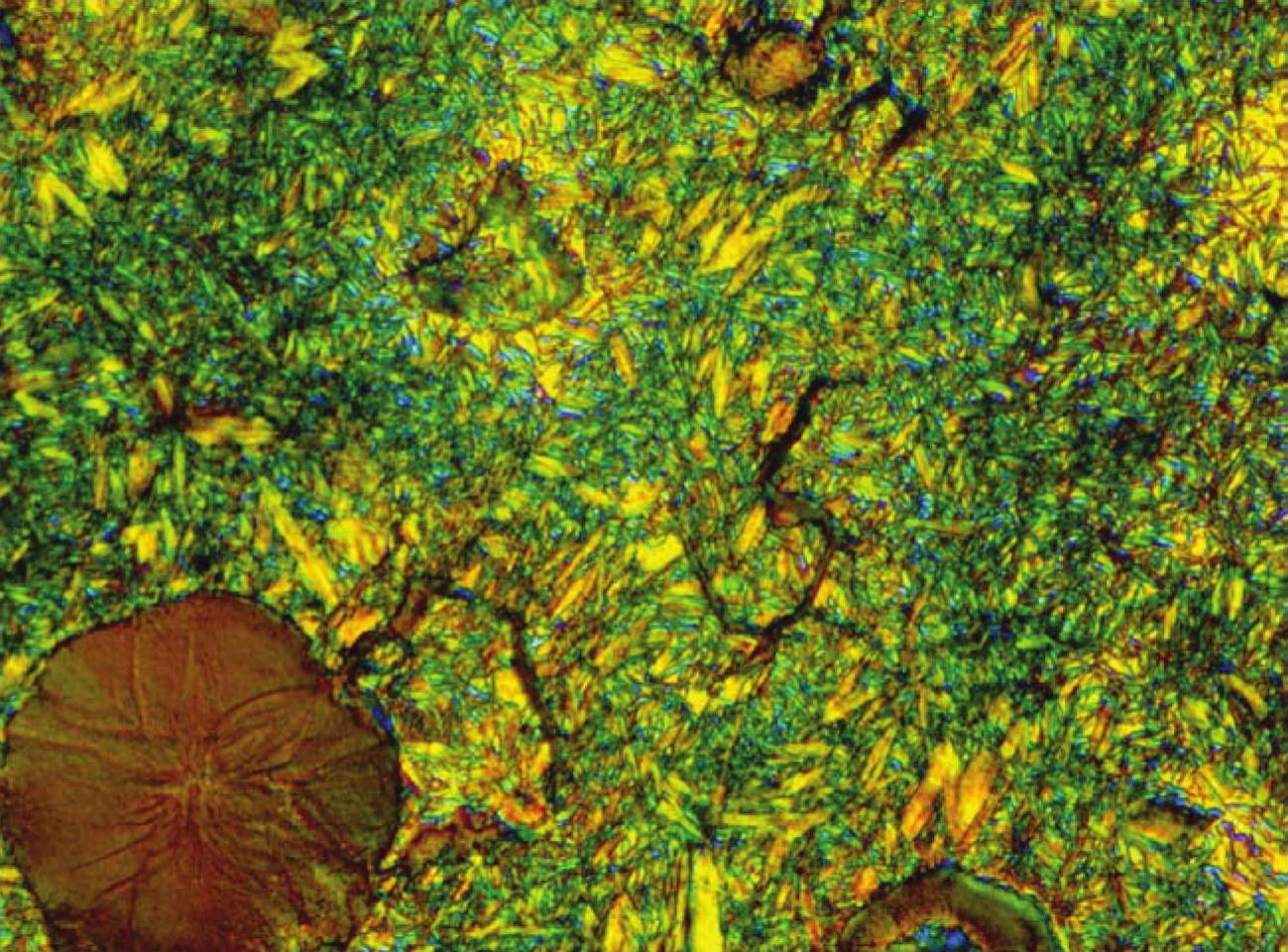
图4-114 800×
图号:4-114 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:此为表层组织,组织同图4-113为球状石墨+马氏体+残留奥氏体,出现了片状的异型石墨。
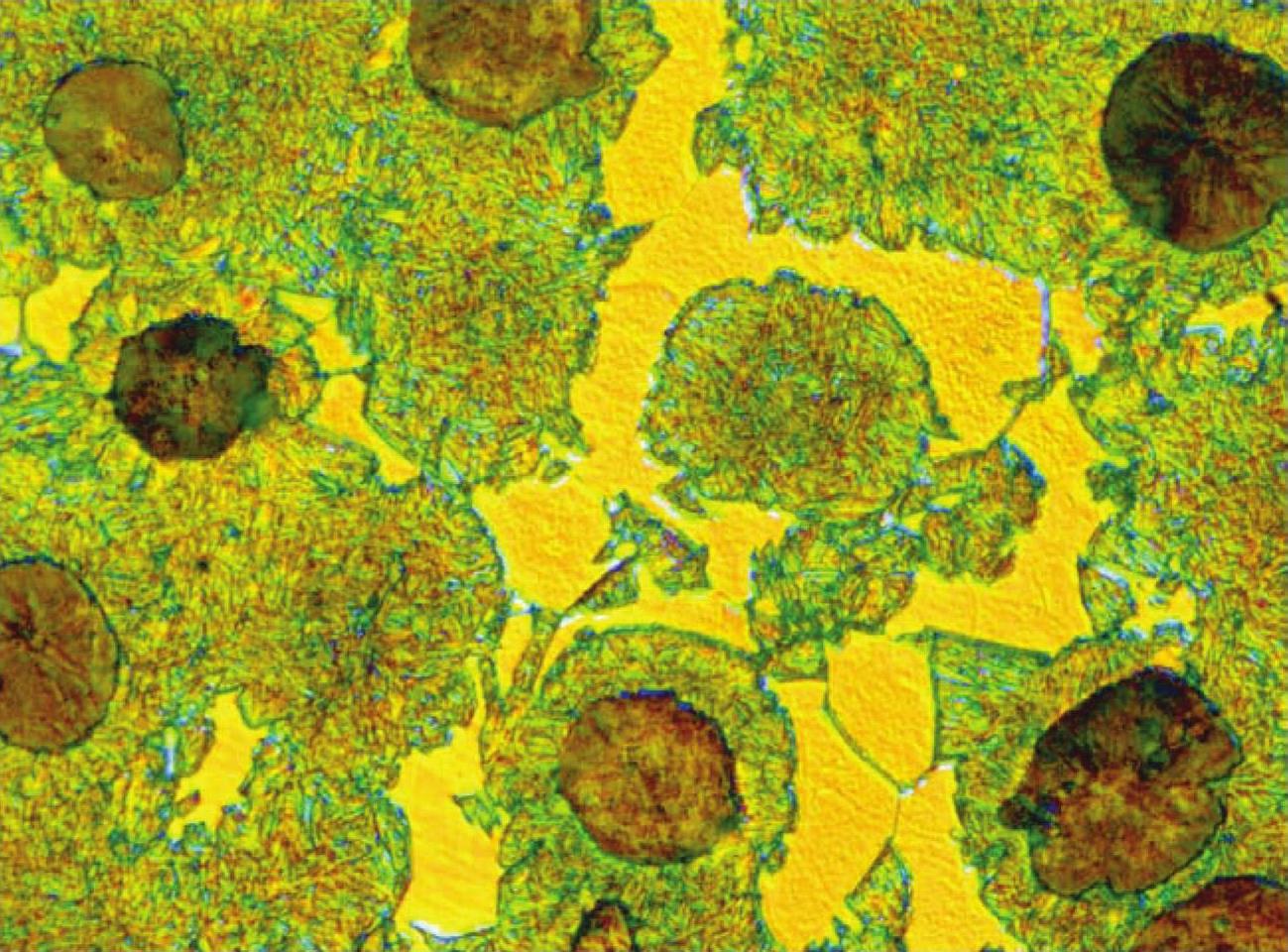
图4-115 800×
图号:4-115 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:此为次表层组织,组织同图4-113为球状石墨+马氏体+残留奥氏体,铁素体的含量较表层有所增加。
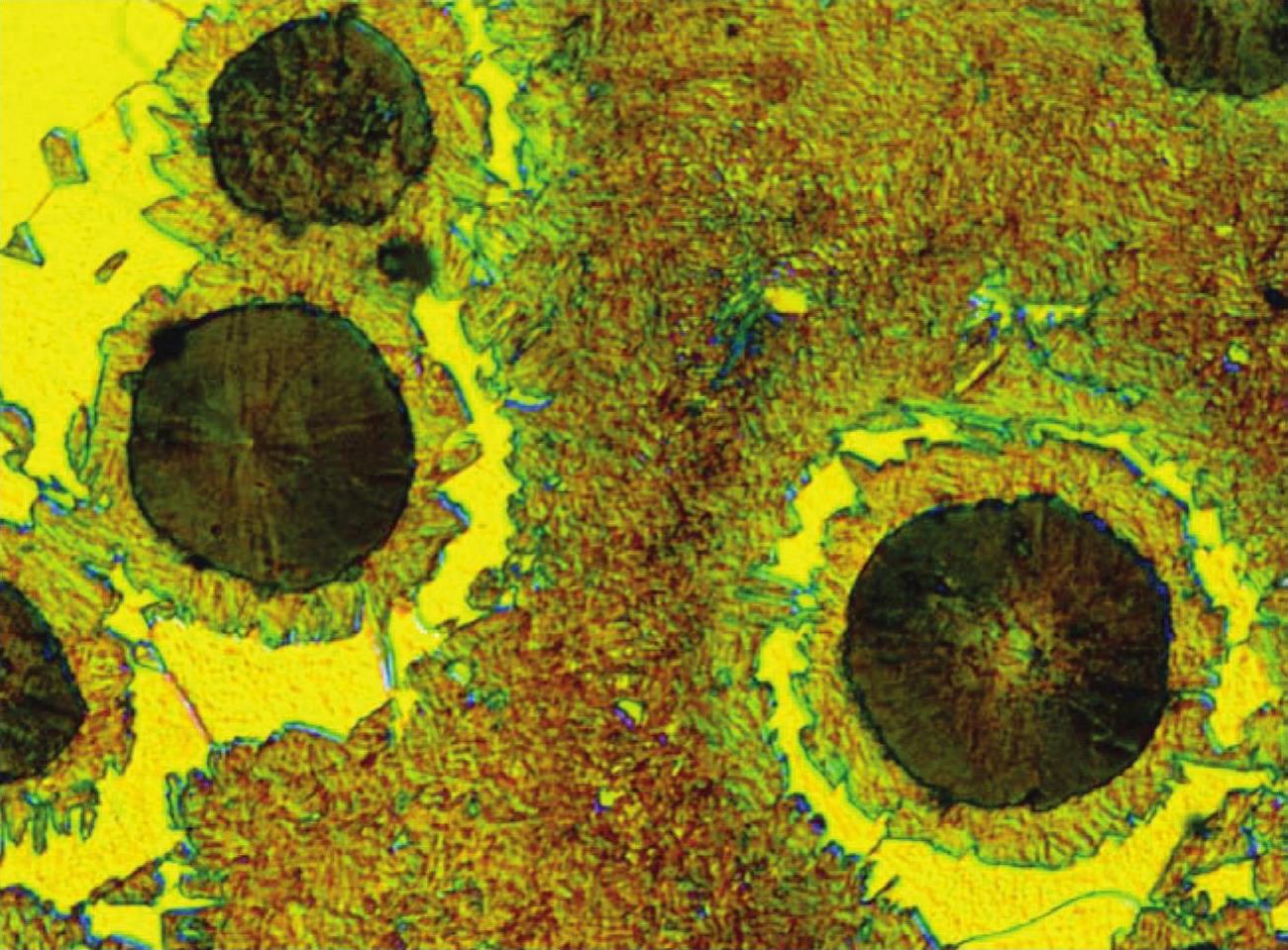
图4-116a 1000×
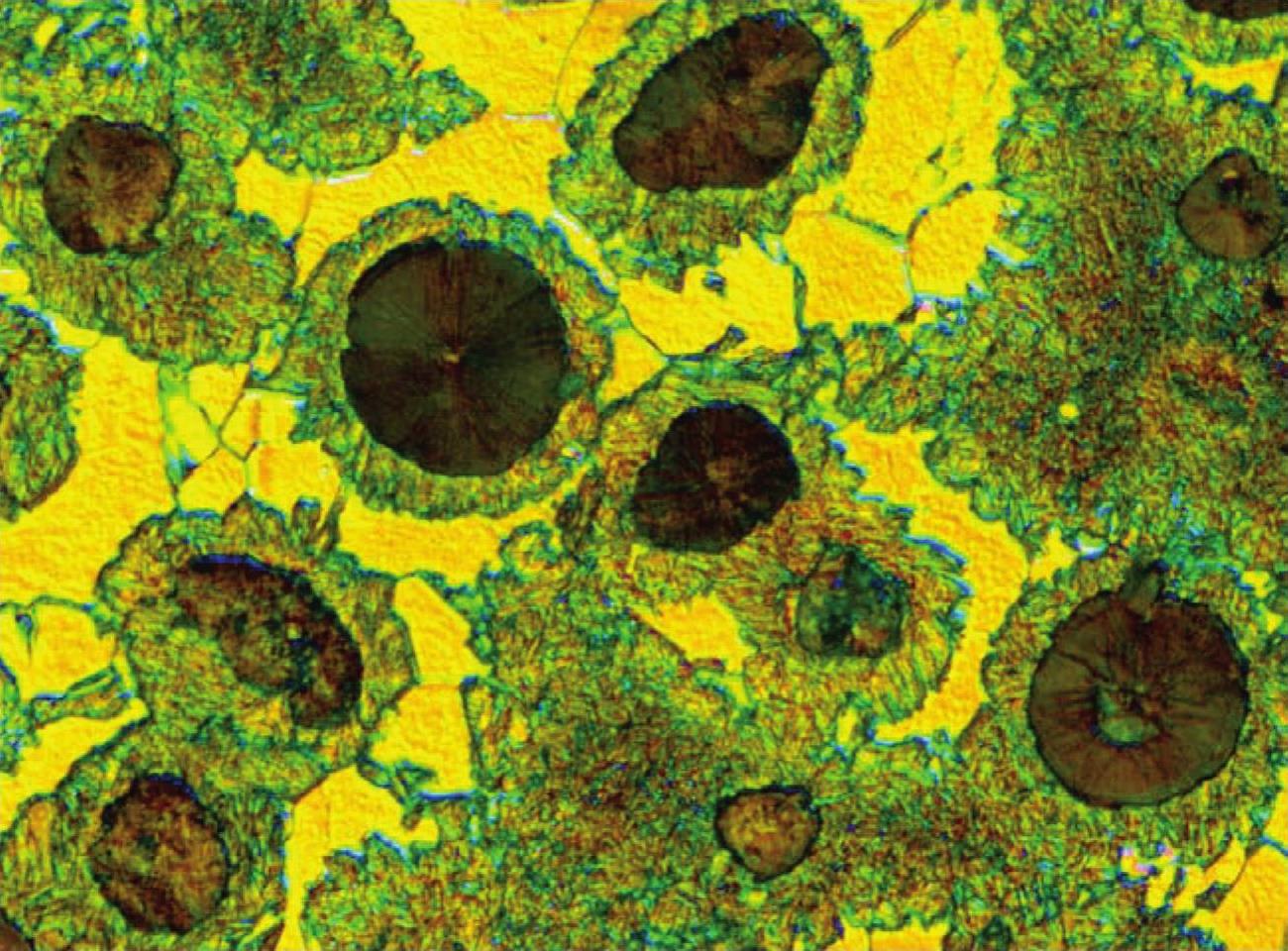
图4-116b 800×
图号:4-116 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:是表层向次表层过渡的组织,黄色为铁素体,黄绿色区域均为针状马氏体,褐色圆球是球状石墨。与图4-112、图4-115比较,铁素体增加,说明次表层淬火温度降低,近似亚温淬火,因而铁素体的含量增加。
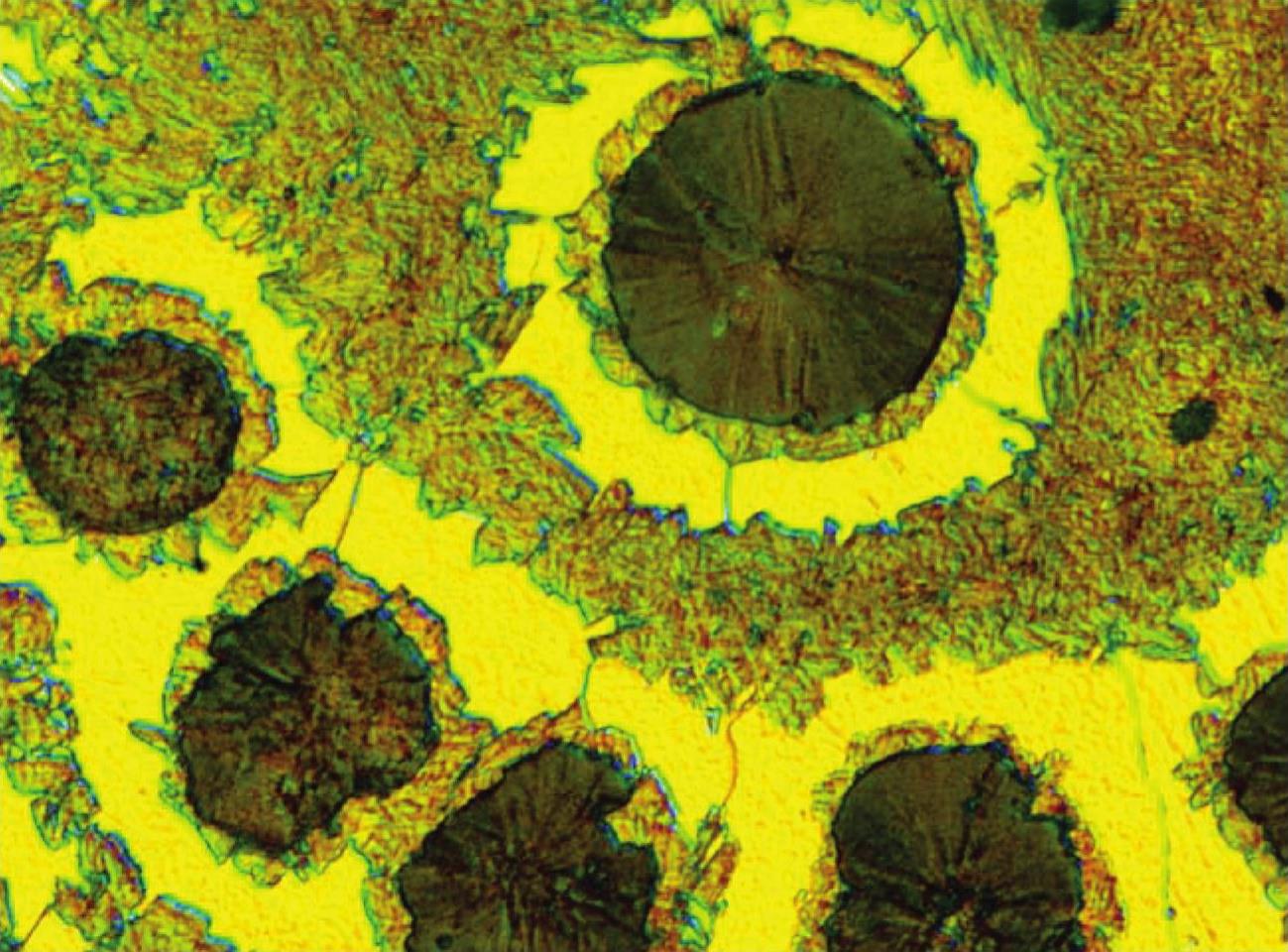
图4-117 1000×
图号:4-117 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:此为次表层组织,由球状石墨+马氏体+铁素体组成;牛眼状铁素体包着一圈马氏体,马氏体内包着球状石墨,其他均为马氏体。
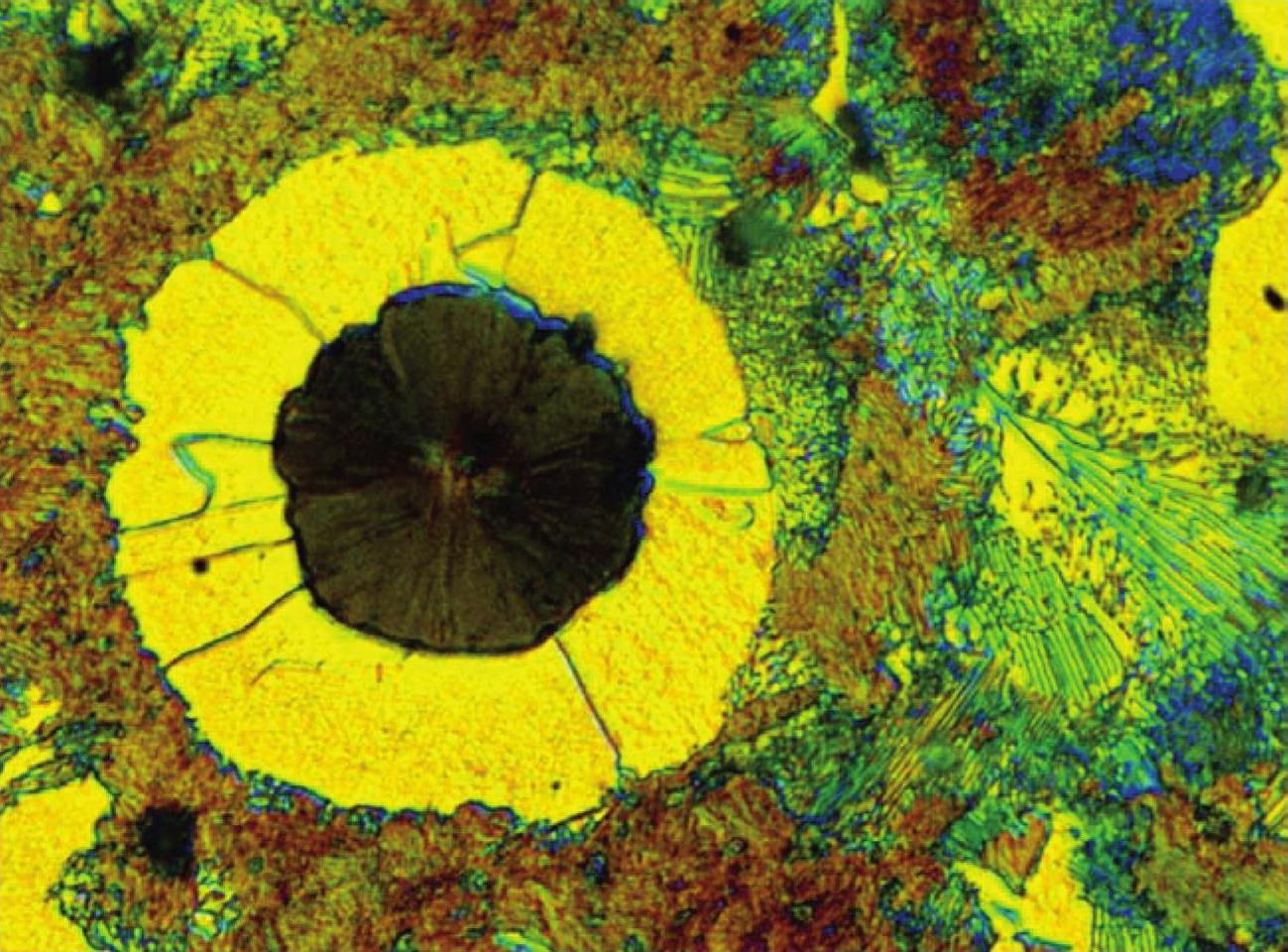
图4-118 1000×
图号:4-118 材料:球墨铸铁(摩托车凸轮轴)
处理工艺:铸造+表面淬火 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:此为心部组织,由球状石墨+珠光体+铁素体组成;牛眼状铁素体包着球状石墨,其他均为珠光体。由于心部温度较低,没有达到淬火临界温度,组织为原始组织。
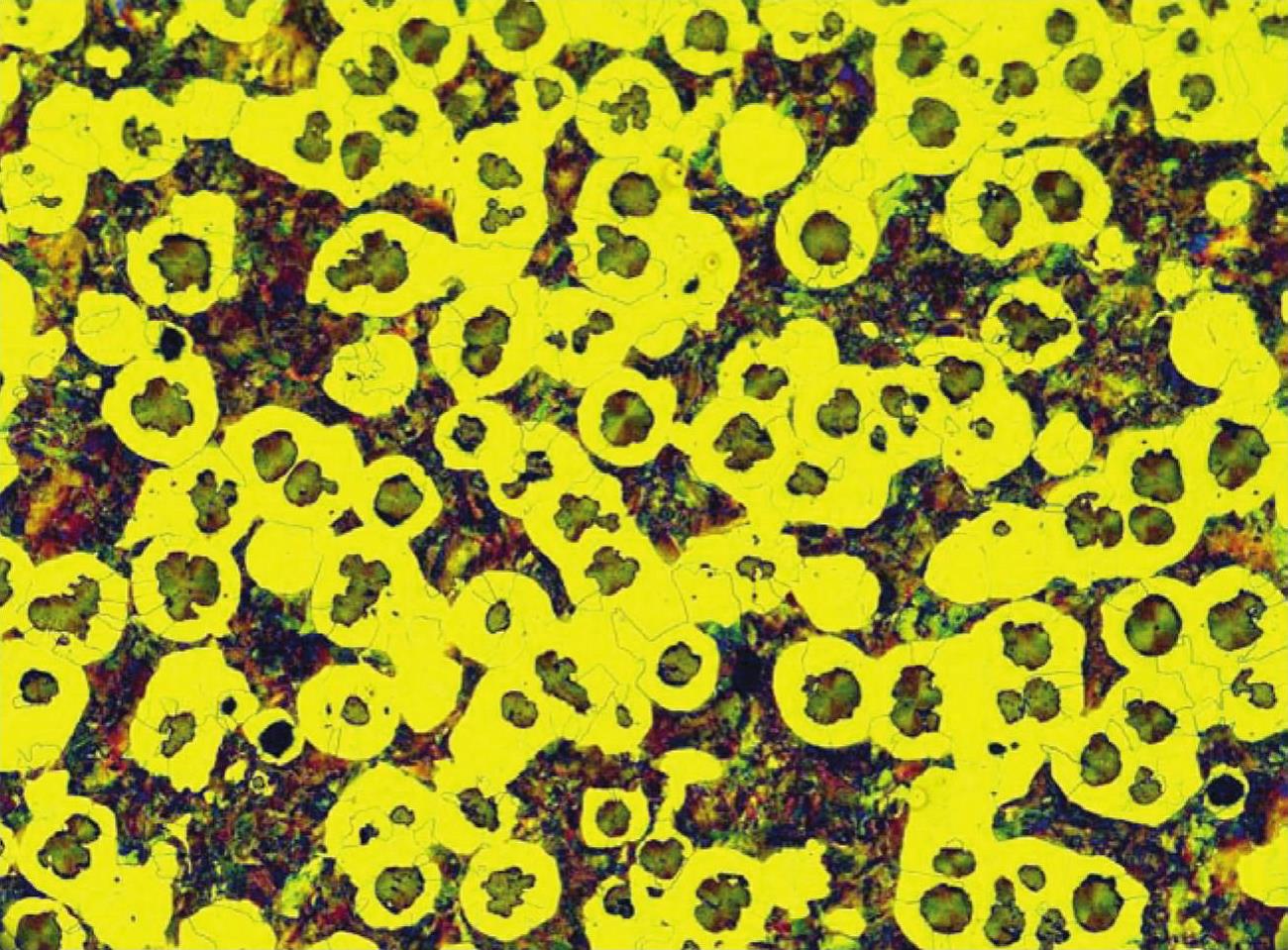
图4-119a 100×
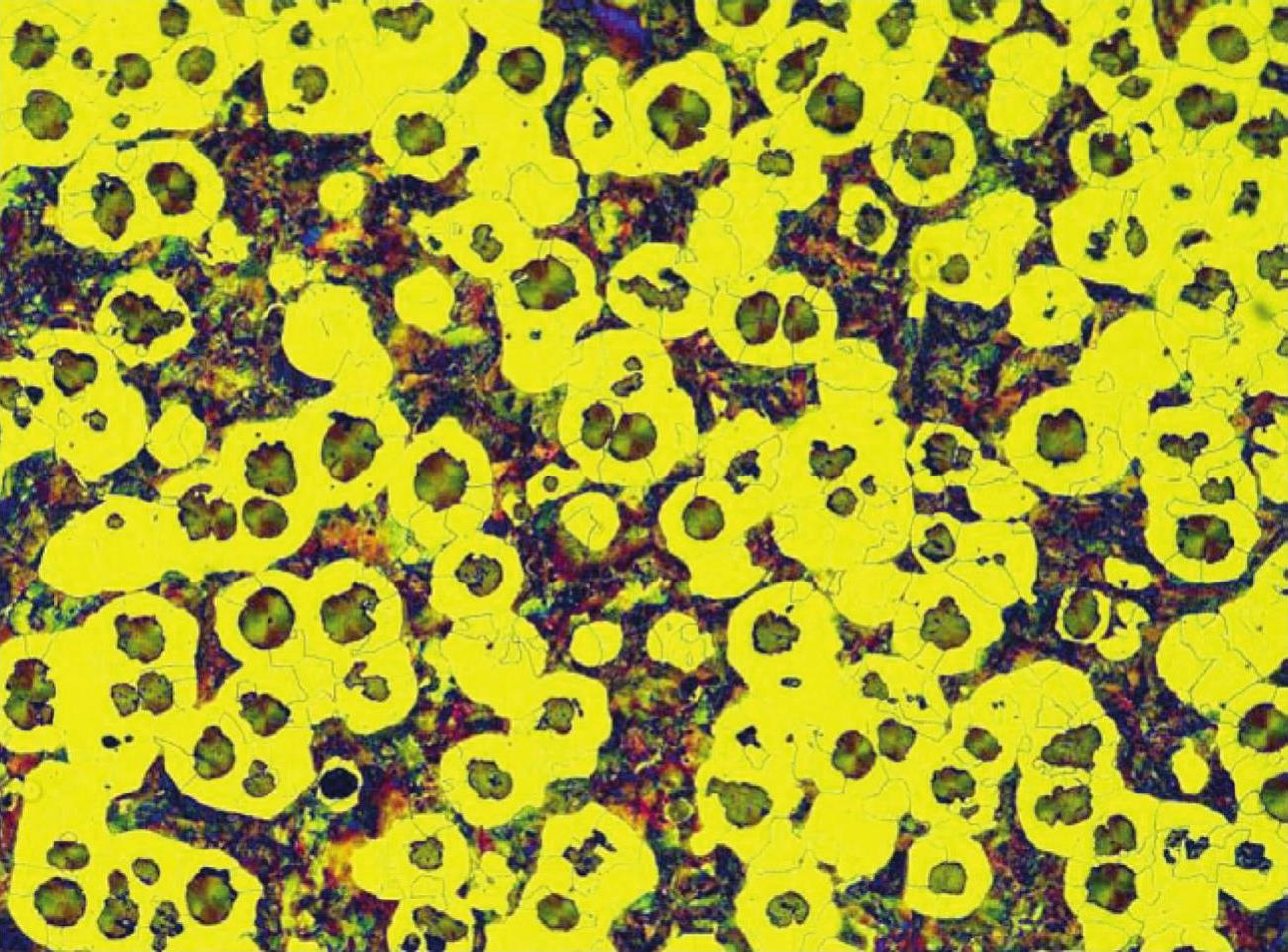
图4-119b 100×
图号:4-119 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:黄色为牛眼状铁素体,黑色为团状和球状石墨,其余为珠光体,珠光体分布在铁素体晶间。
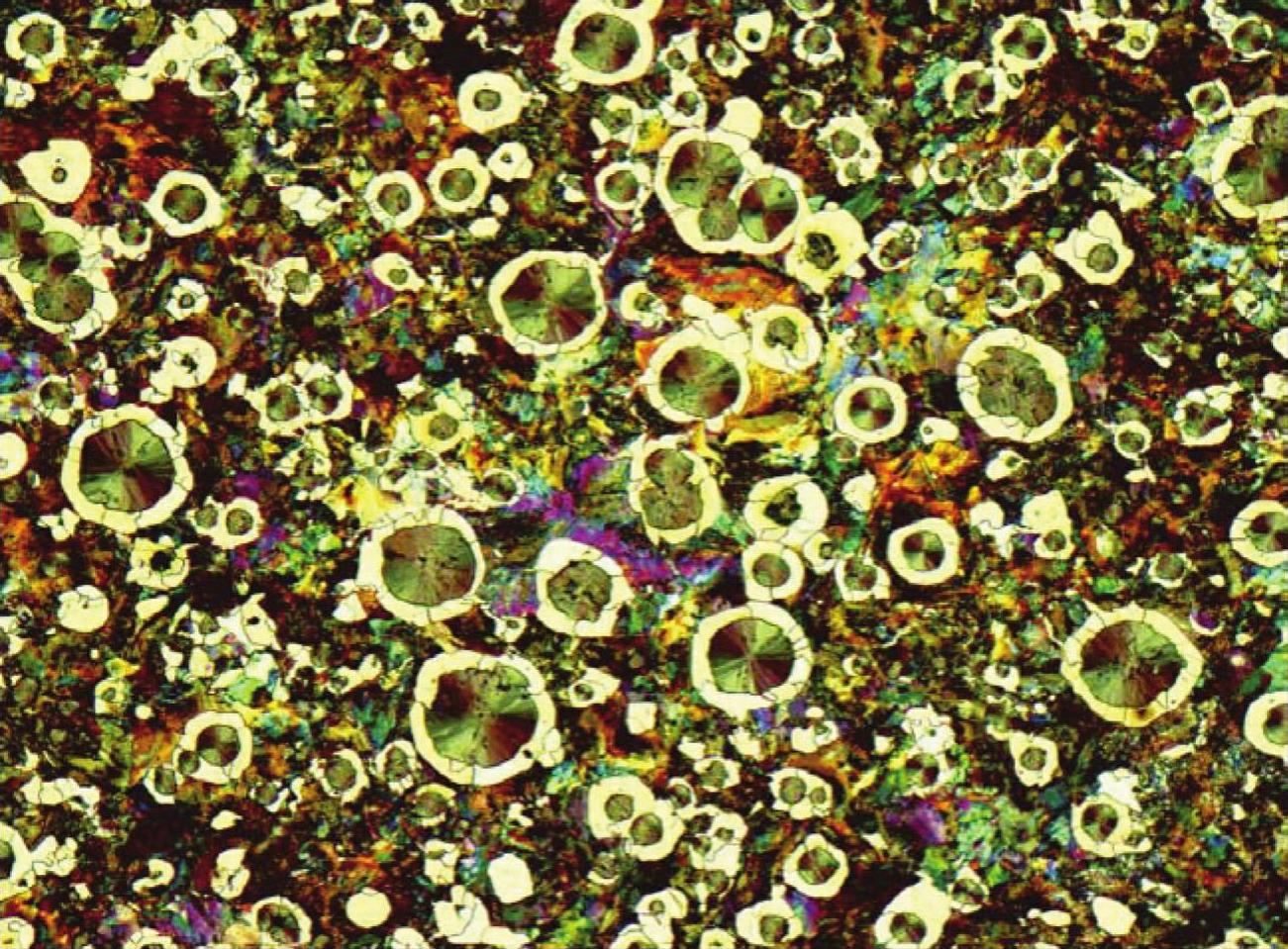
图4-120a 100×
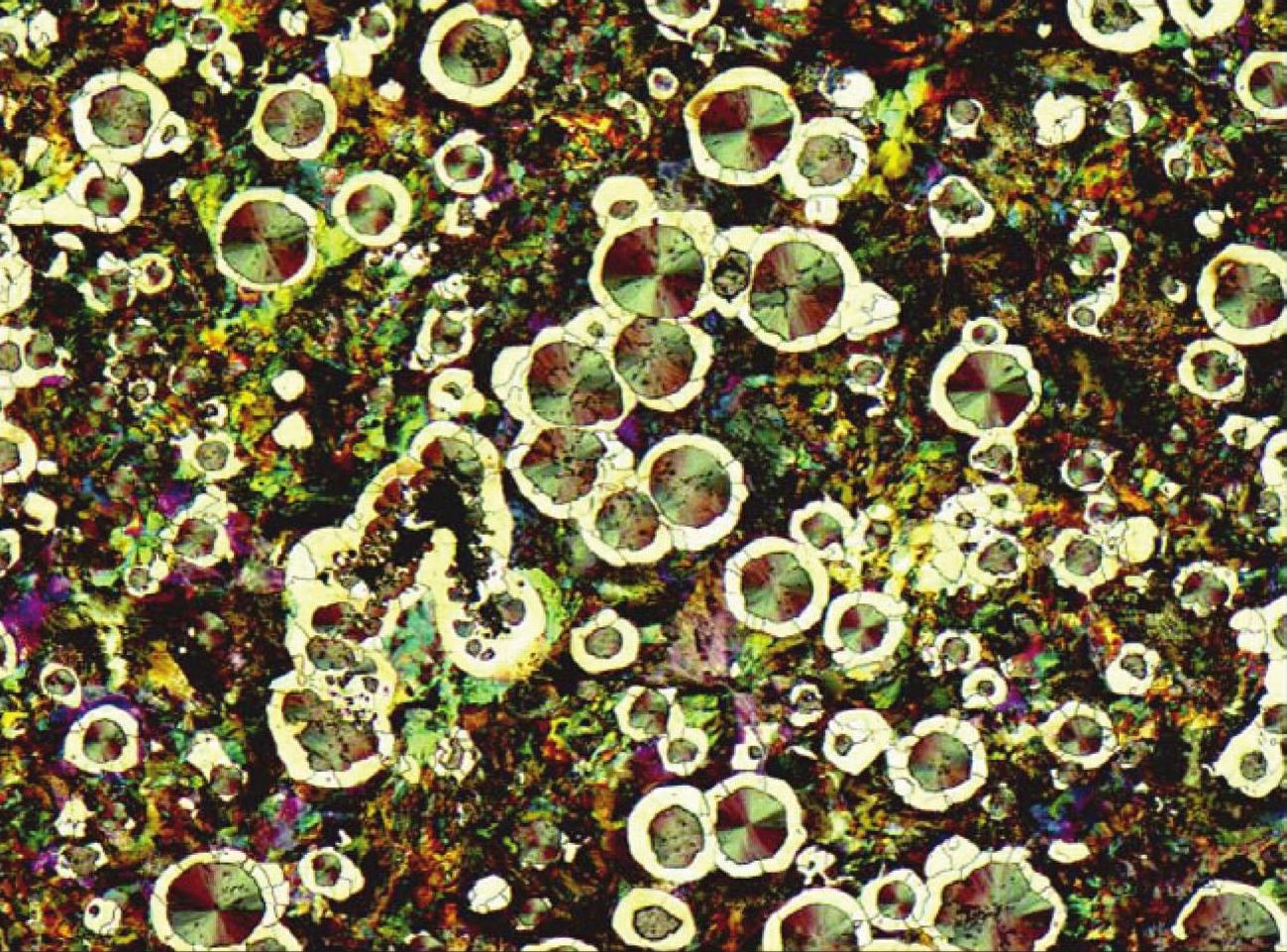
图4-120b 100×
图号:4-120 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:白色为牛眼状铁素体,球状石墨颜色呈十字特征,部分球墨偏聚呈絮状,其余为珠光体。
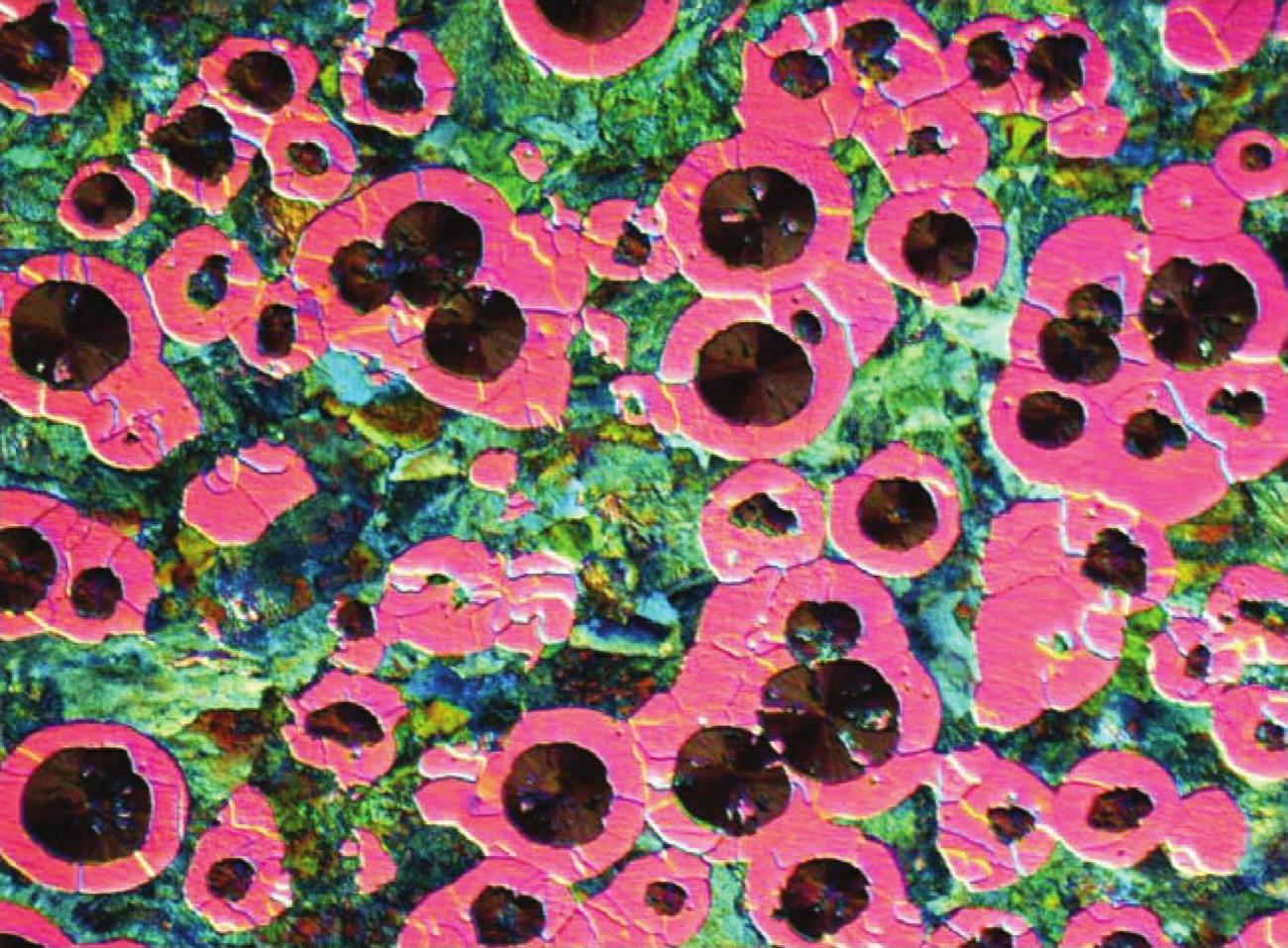
图4-121a 100×
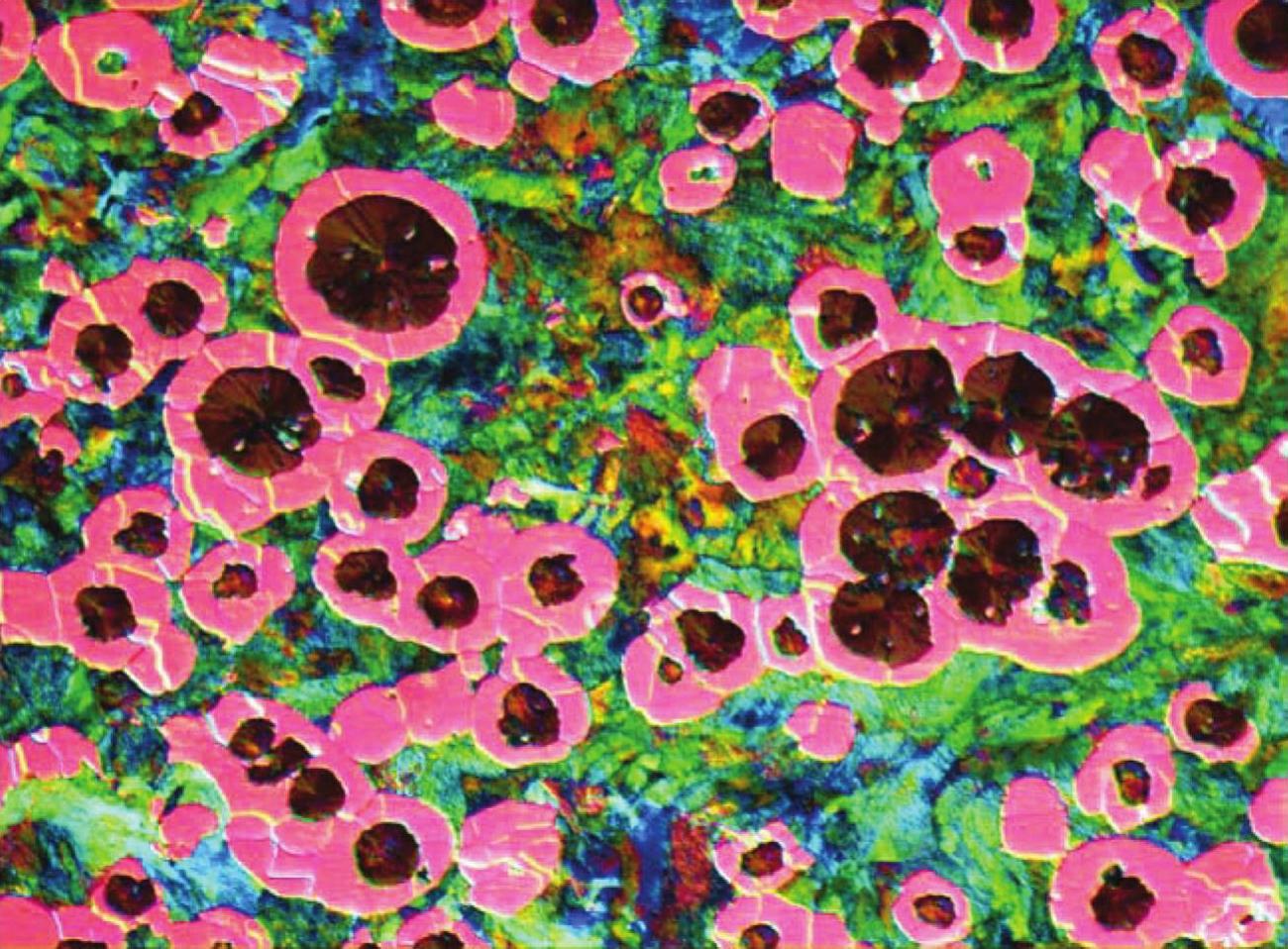
图4-121b 100×
图号:4-121 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:粉红色为牛眼状铁素体,铁素体环围着球状石墨,部分石墨长大聚集,轻度开花,其余为珠光体。
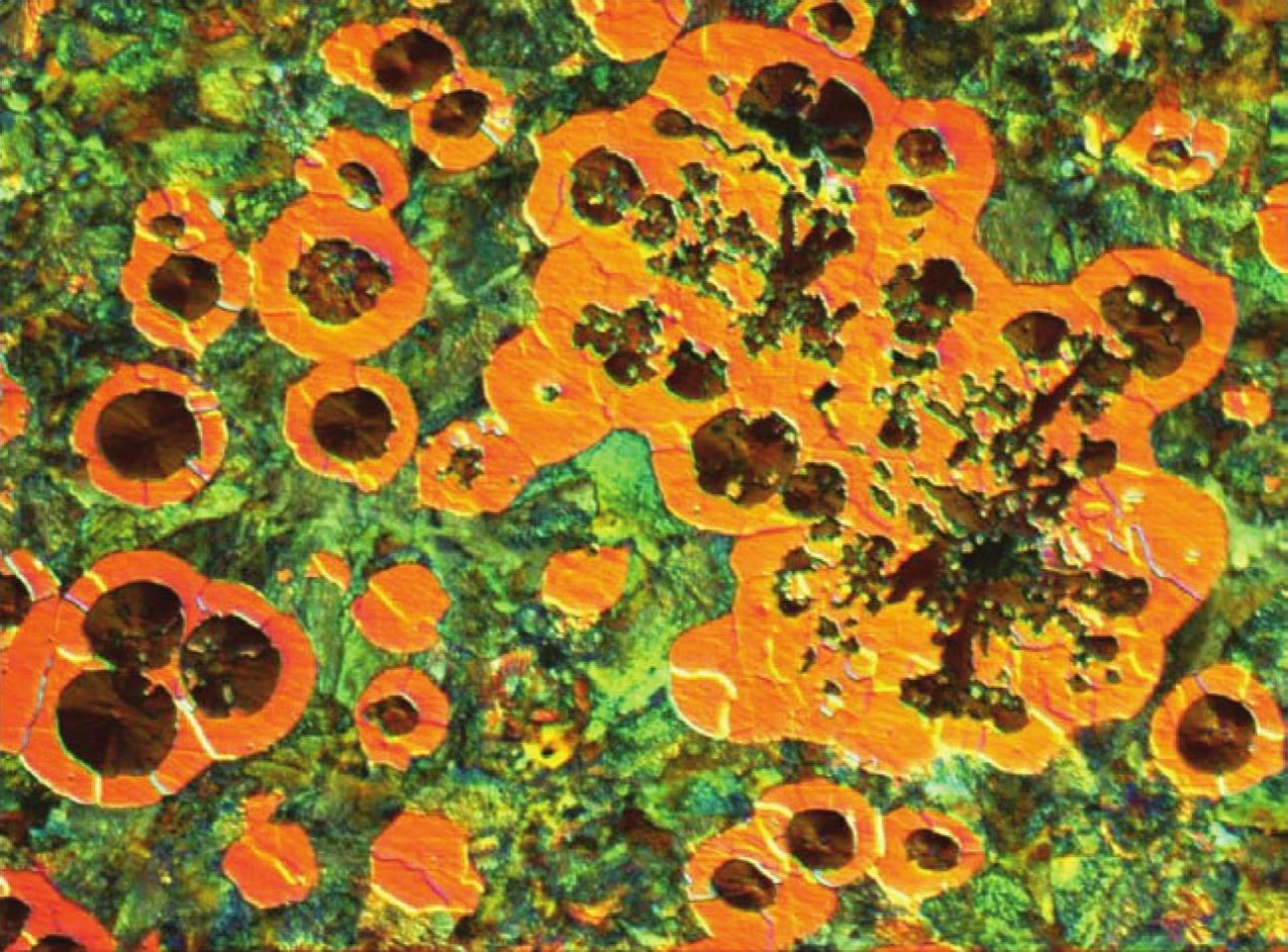
图4-122a 200×
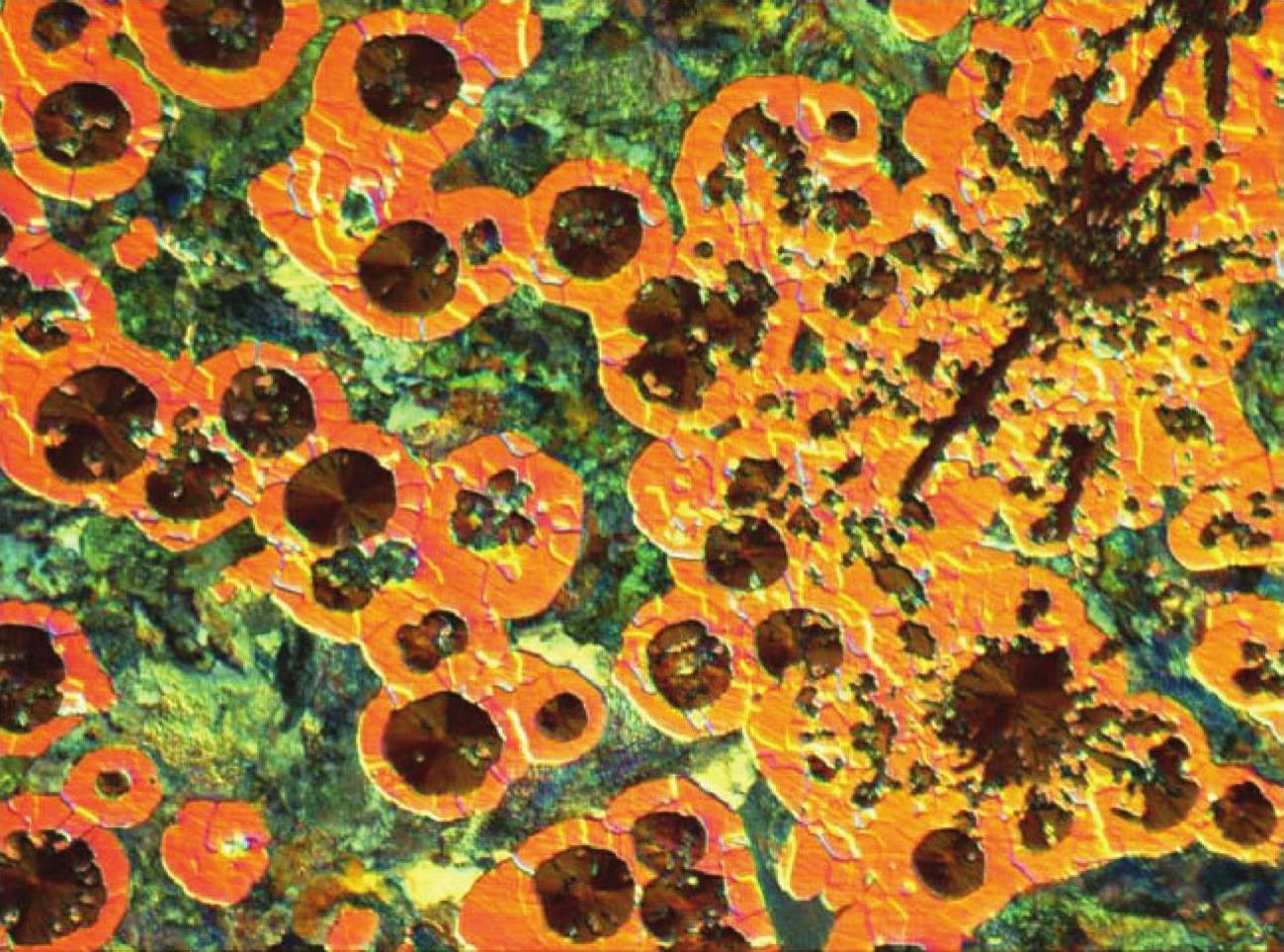
图4-122b 200×
图号:4-122 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:橙色为牛眼状铁素体,铁素体环围着球状石墨,部分石墨严重开花破碎,其余为珠光体。
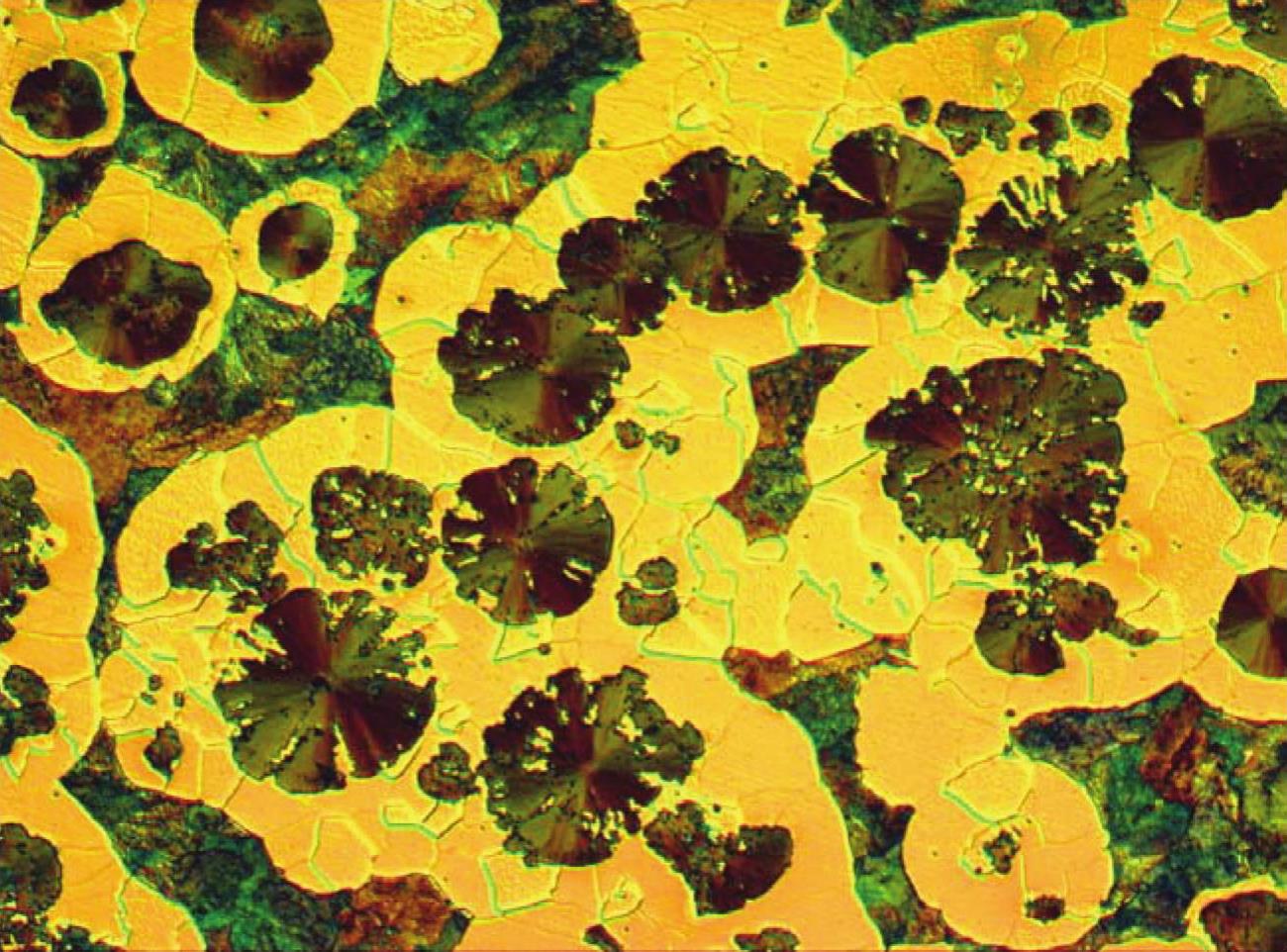
图4-123a 200×
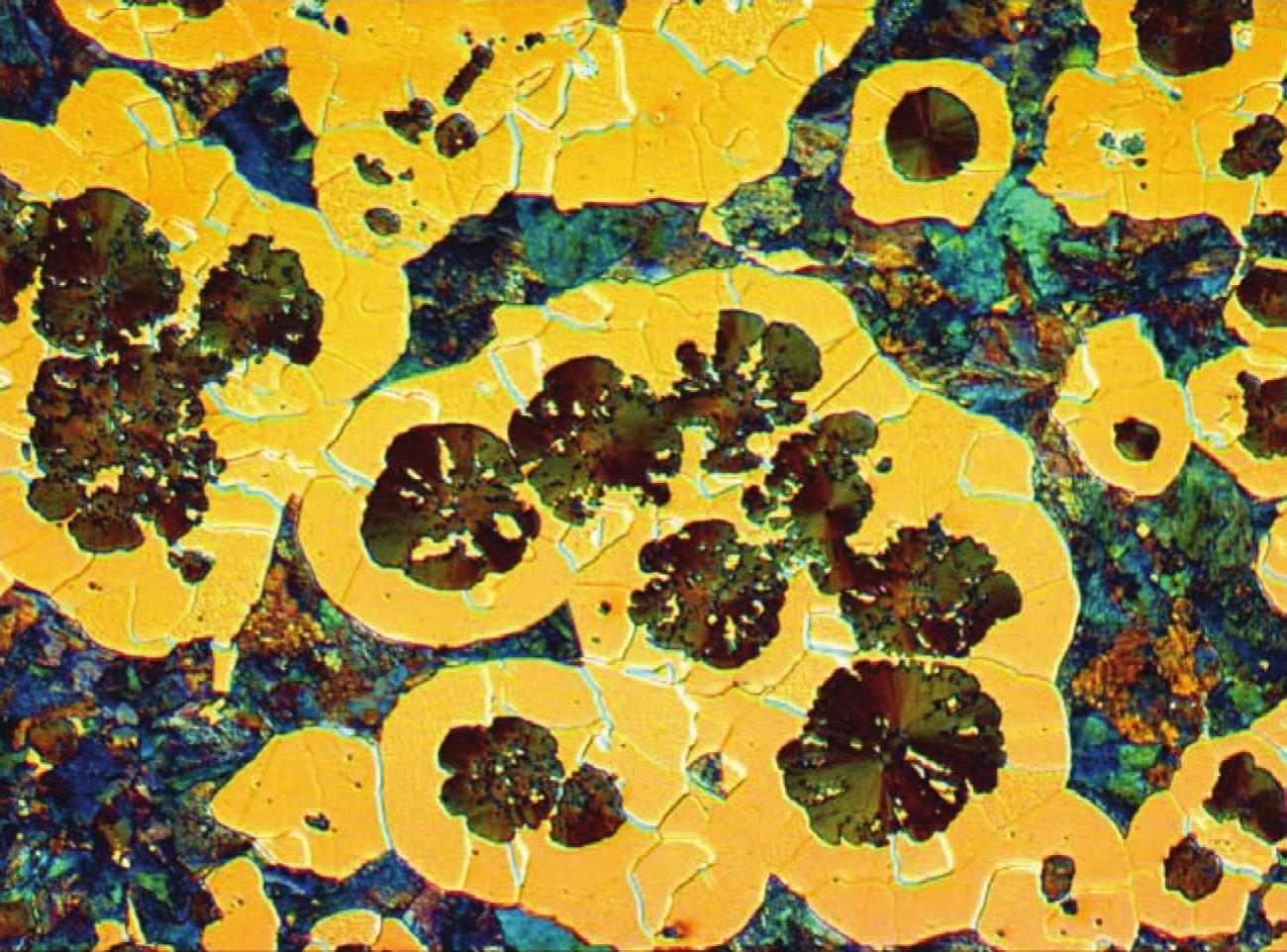
图4-123b 200×
图号:4-123 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:橙黄色为牛眼状铁素体,铁素体环围着球状石墨,部分开花石墨长大聚集成串分布,其余为珠光体。
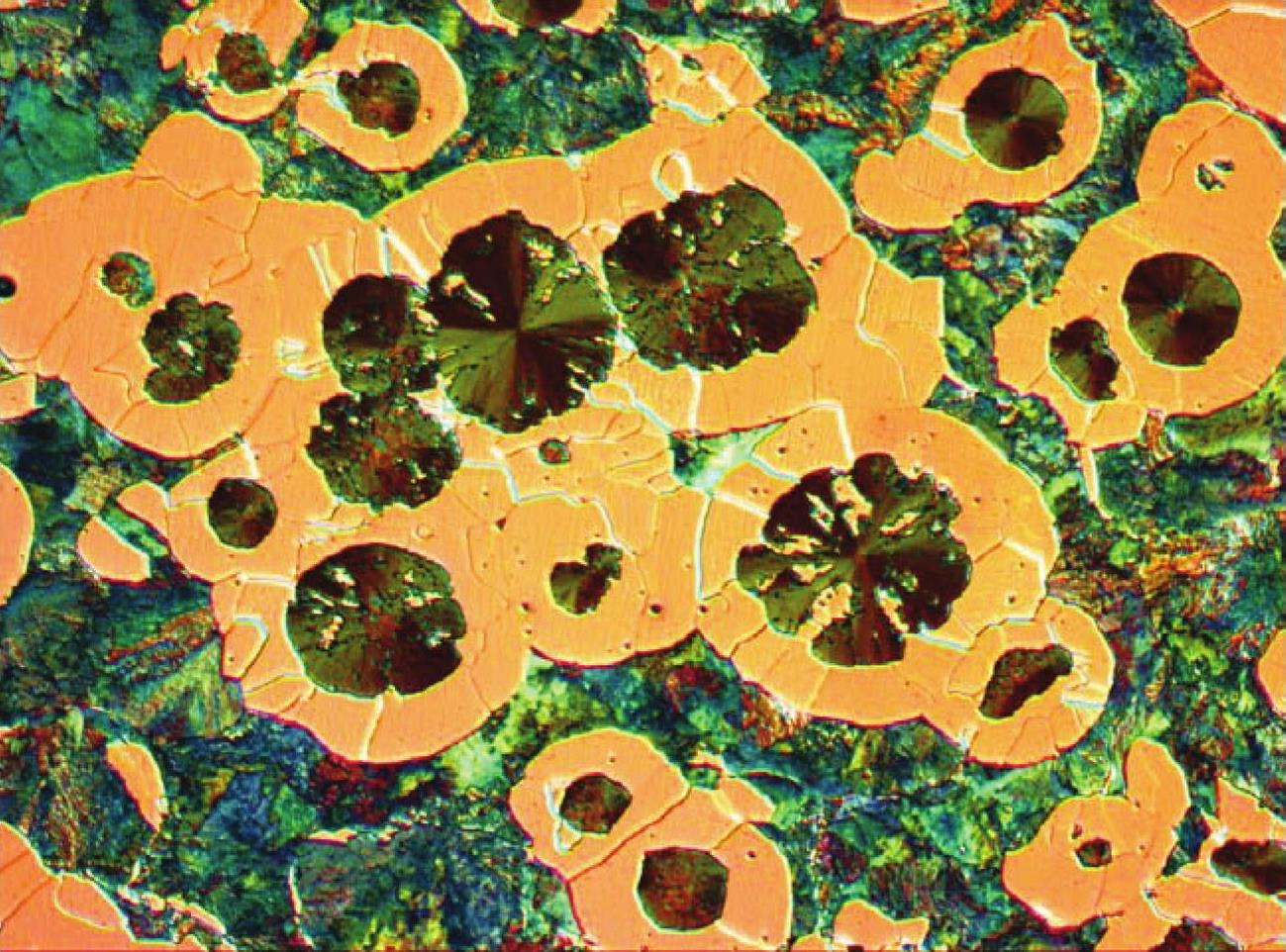
图4-124a 400×
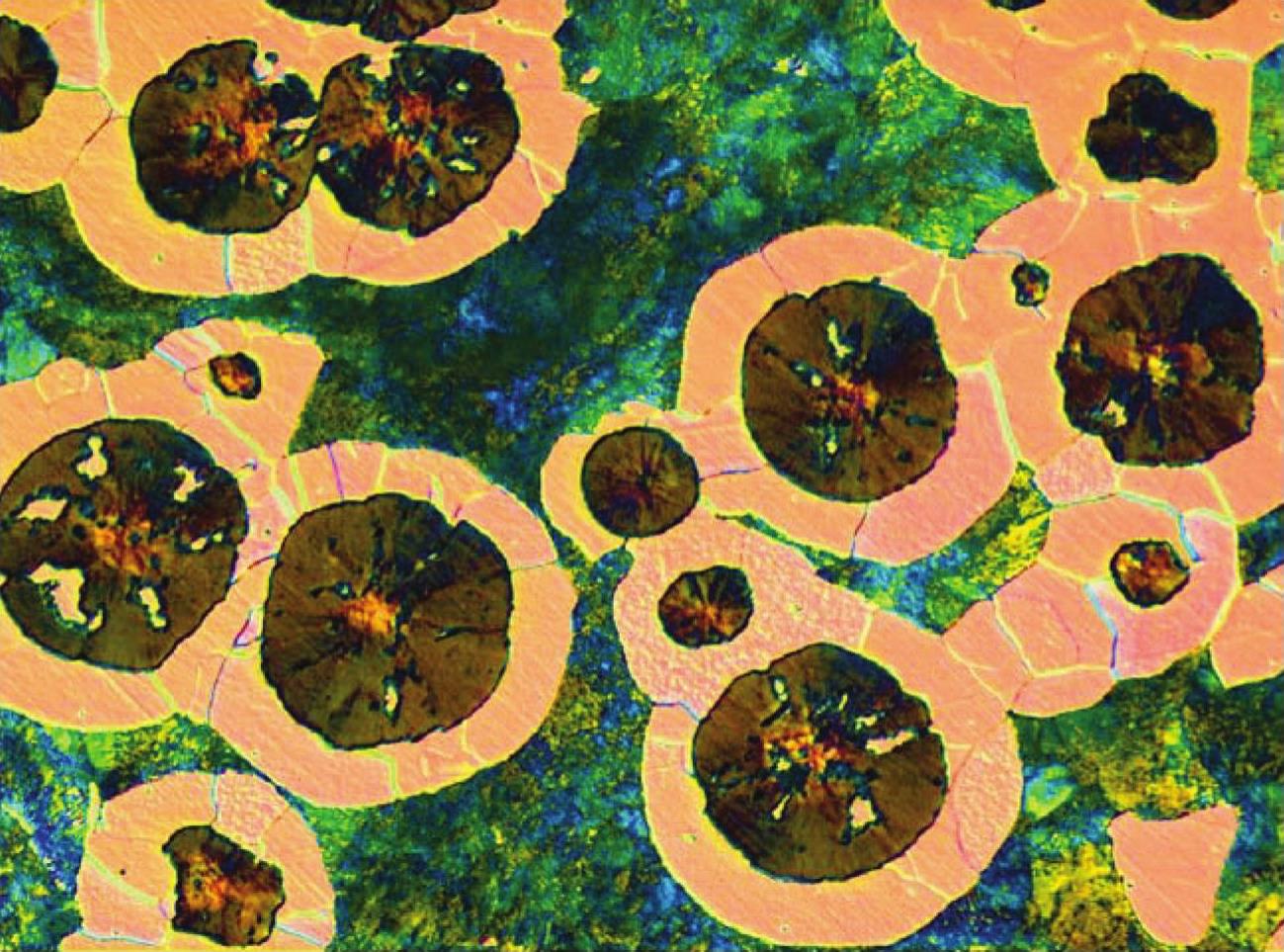
图4-124b 400×
图号:4-124 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:牛眼状铁素体和开花状石墨,图4-124a为中度开花,图4-124b为轻度开花。
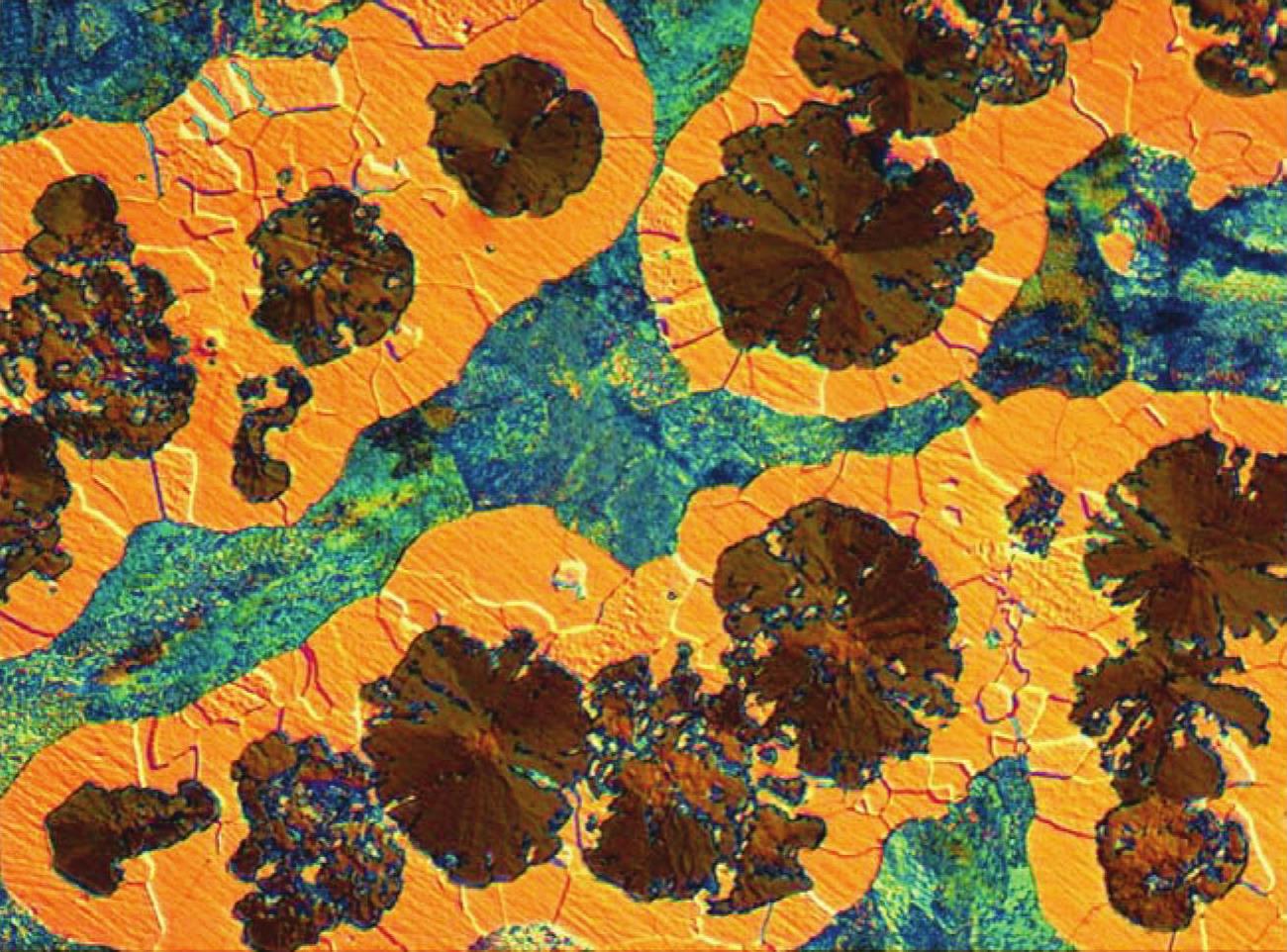
图4-125a 400×
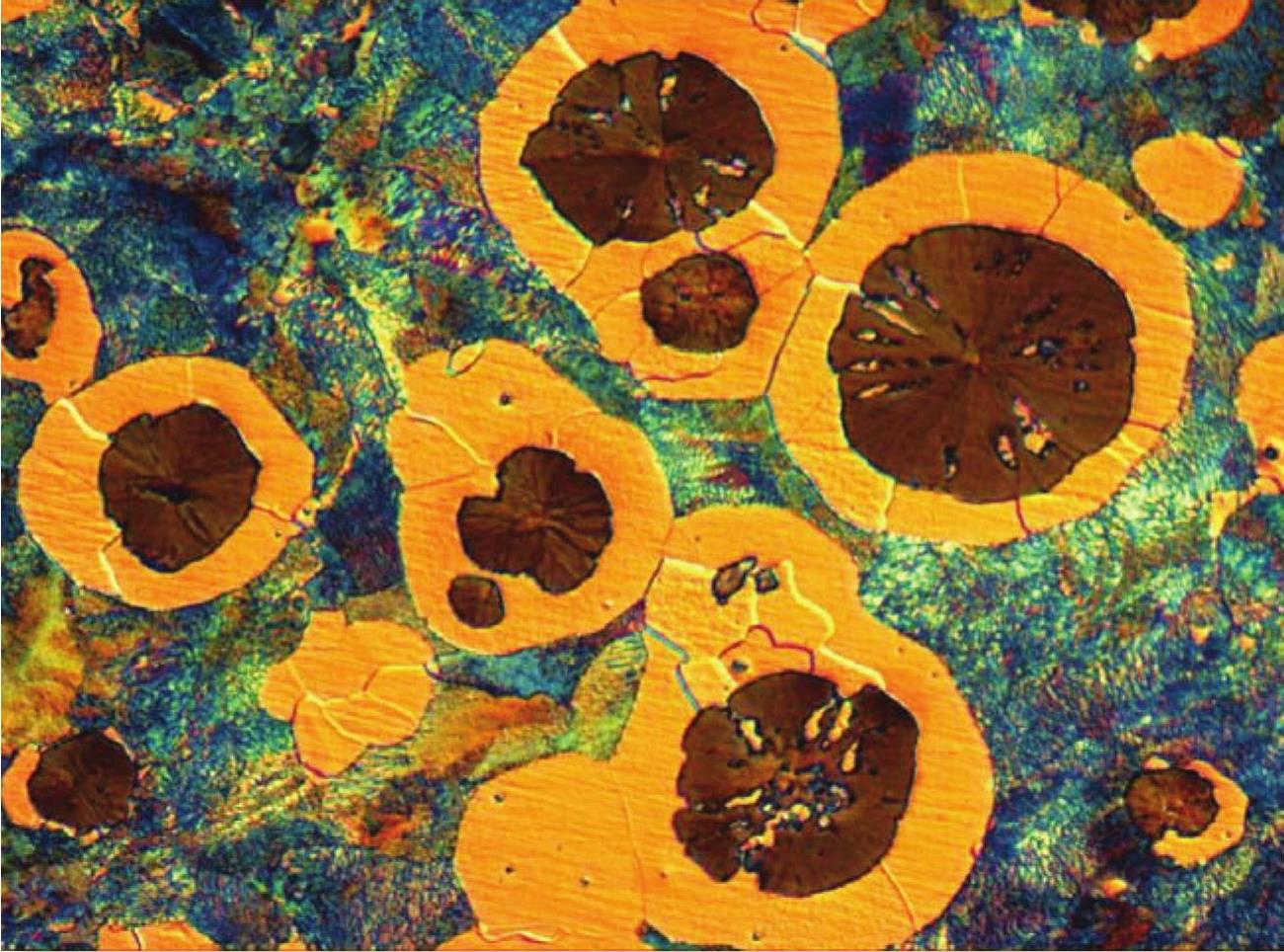
图4-125b 400×
图号:4-125 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:牛眼状铁素体和开花状石墨,图4-125a为开花石墨长大聚集成串分布,图4-125b为轻度开花。
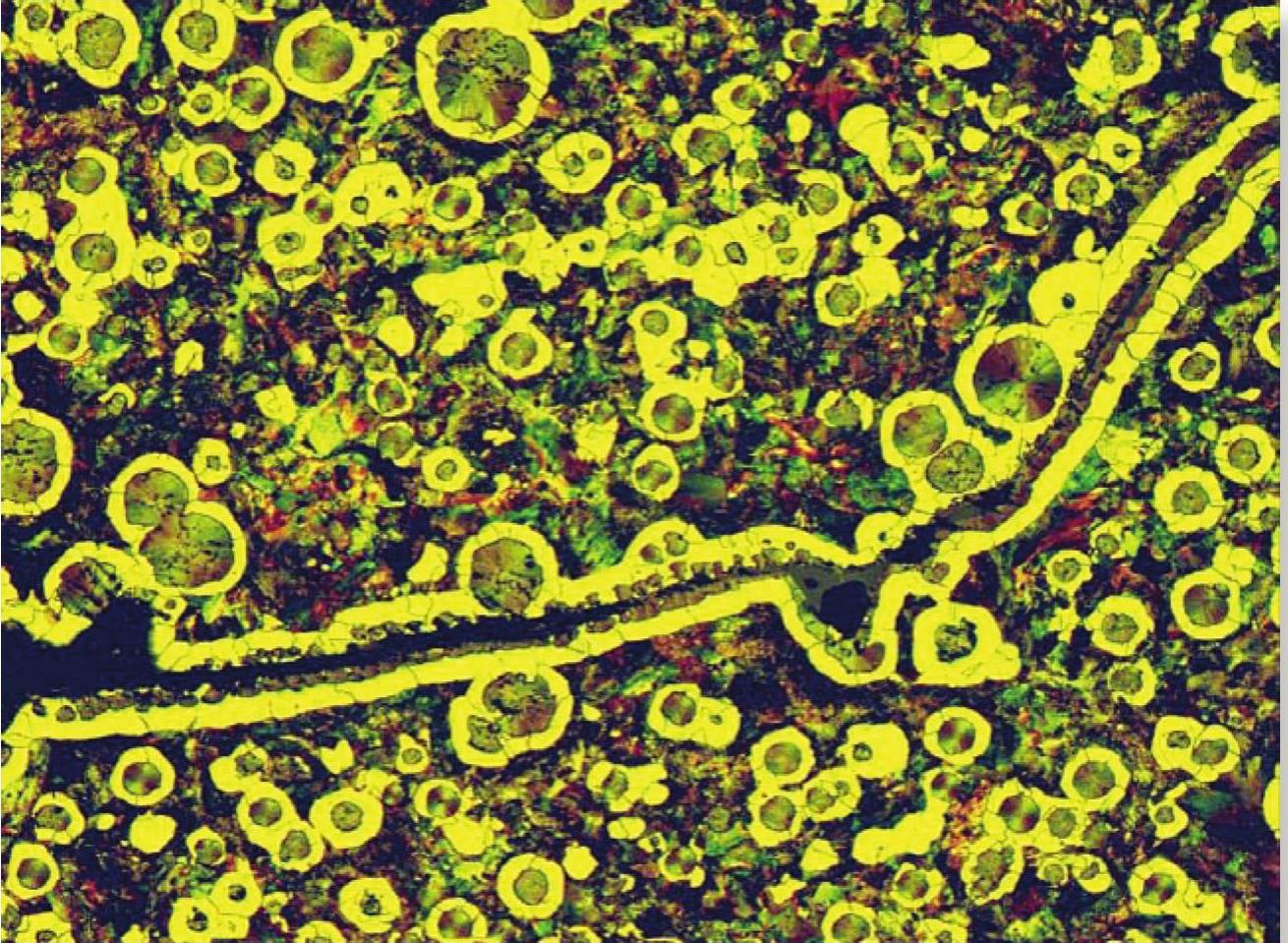
图4-126a 100×
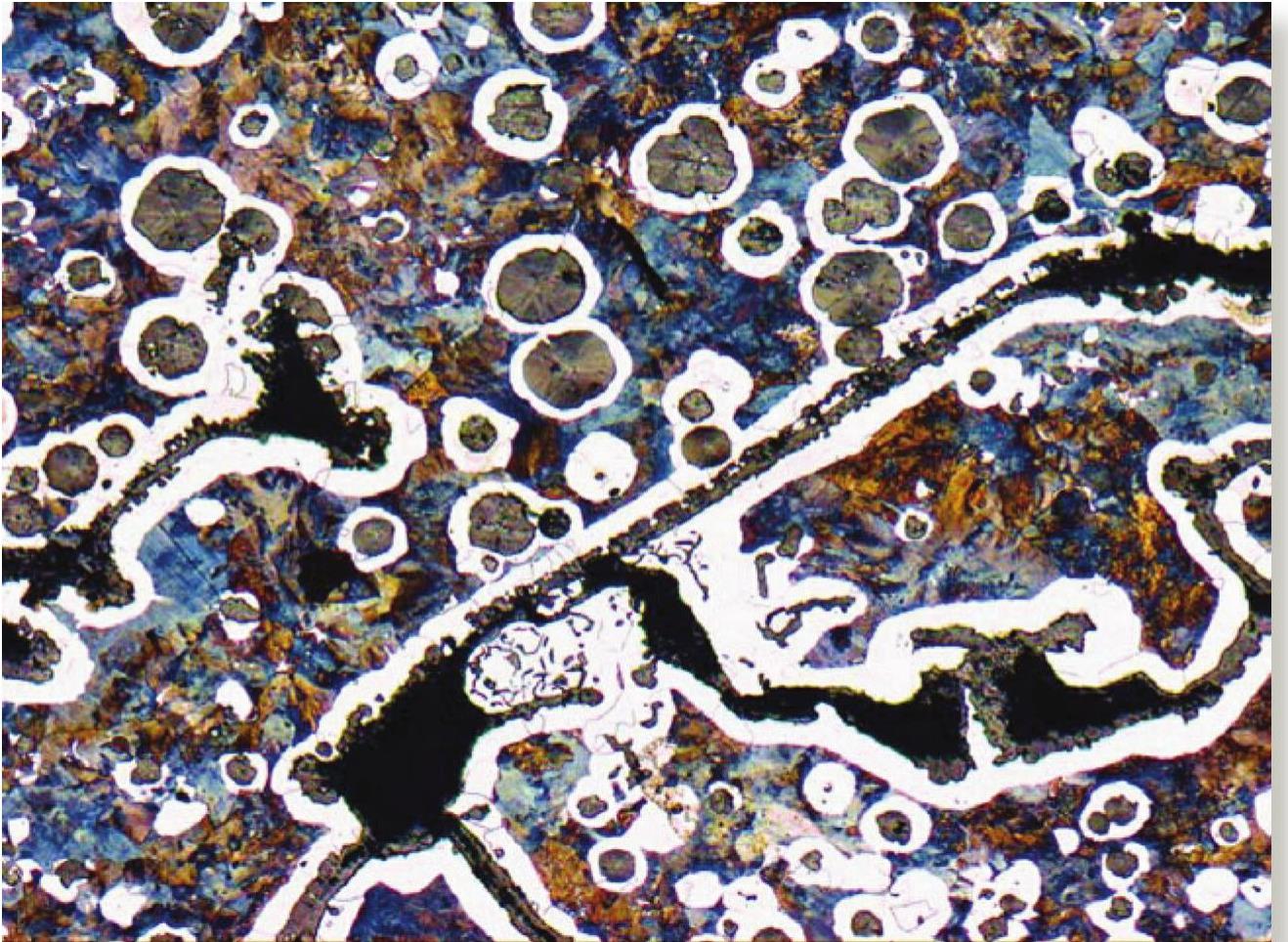
图4-126b 100×
图号:4-126 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:铁素体(图4-126a中黄色,图4-126b中白色)+球状石墨,长长的黑条是因石墨漂浮形成的氧化物夹杂和浮渣带,黑条两侧为氧化脱碳后形成的铁素体。

图4-127 1×
图号:4-127 材料:球墨铸铁(排气管)
处理工艺:铸造 浸蚀方法:未腐蚀
组织说明:排气管在反复高温交变应力作用下产生的热疲劳,网状龟裂。
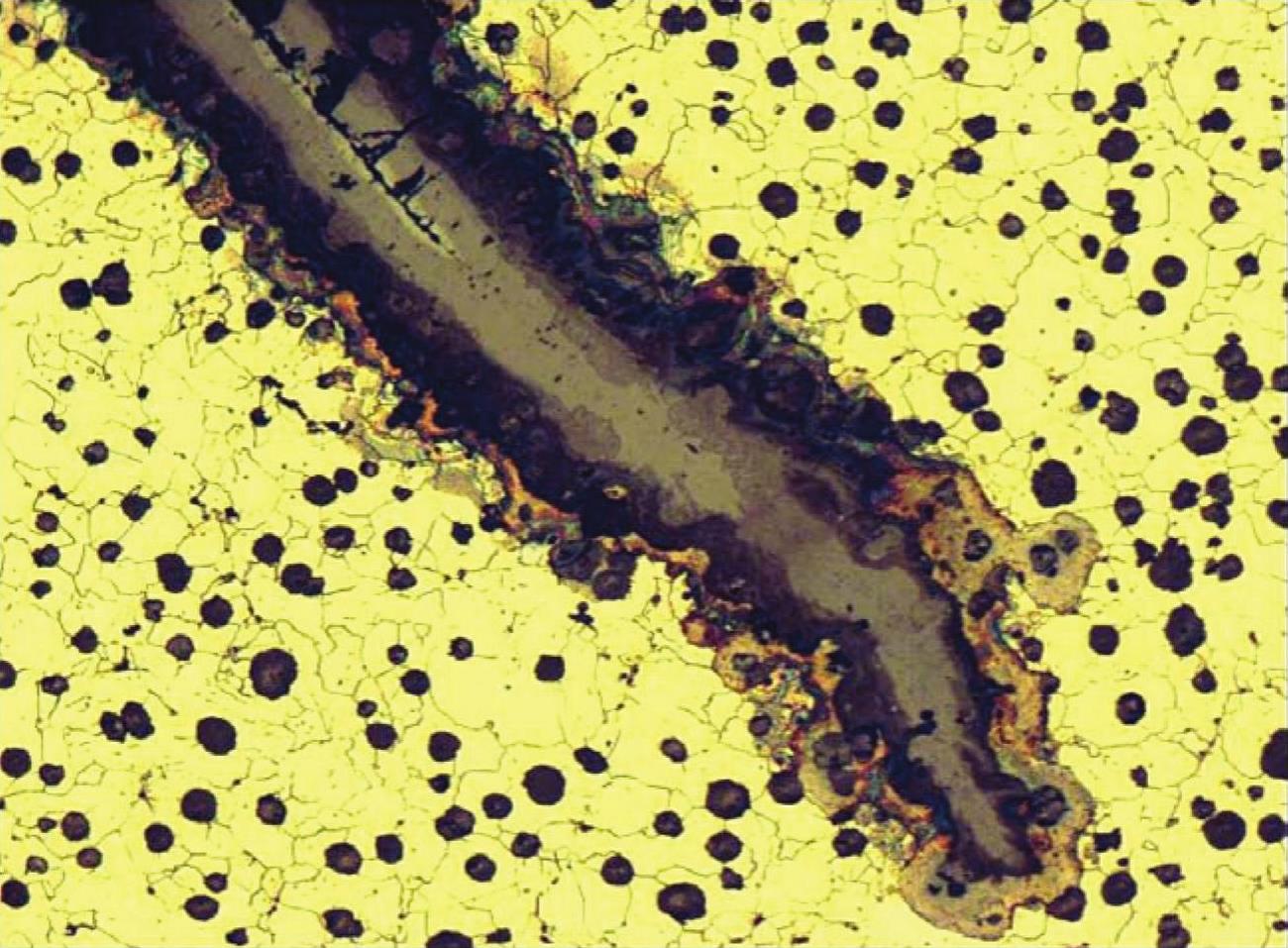
图4-128 100×
图号:4-128 材料:球墨铸铁(排气管)
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:铁素体+球状石墨。裂纹两侧严重氧化,裂纹被氧化物充塞。
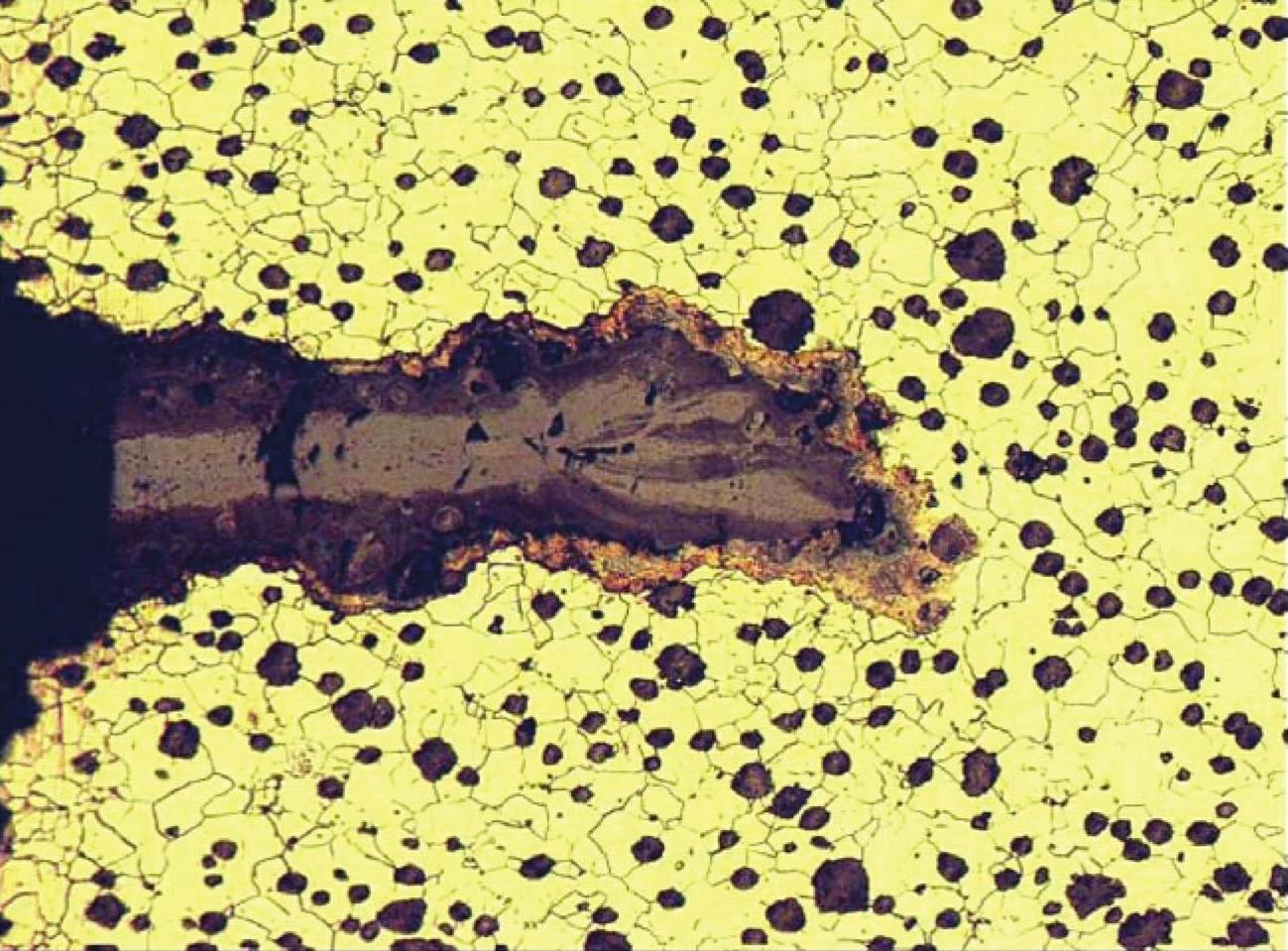
图4-129a 100×
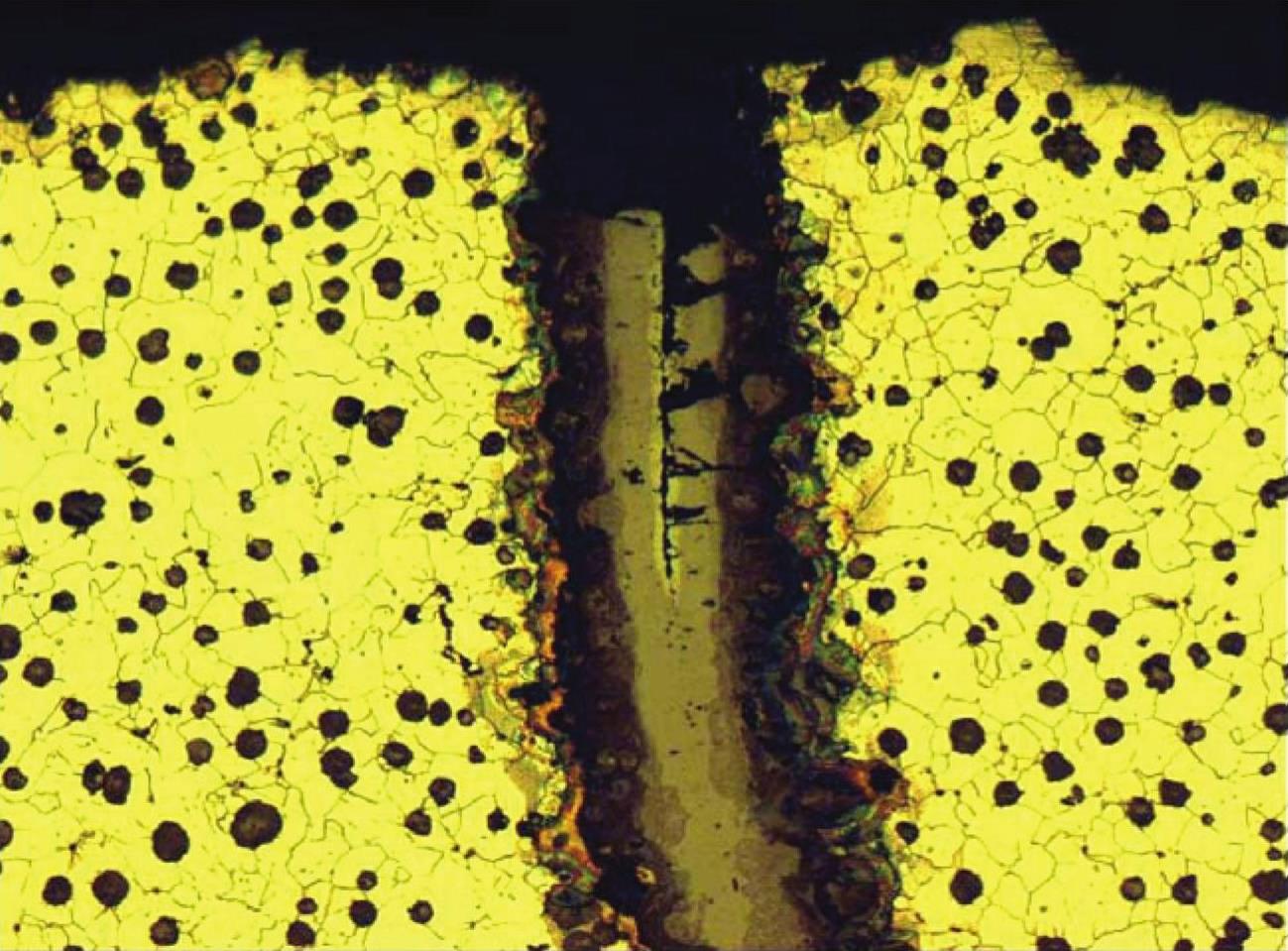
图4-129b 100×
图号:4-129 材料:球墨铸铁(排气管)
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:铁素体+球状石墨。排气管在反复高温交变应力作用下产生的热疲劳裂纹,裂纹已严重氧化,被氧化物充塞。
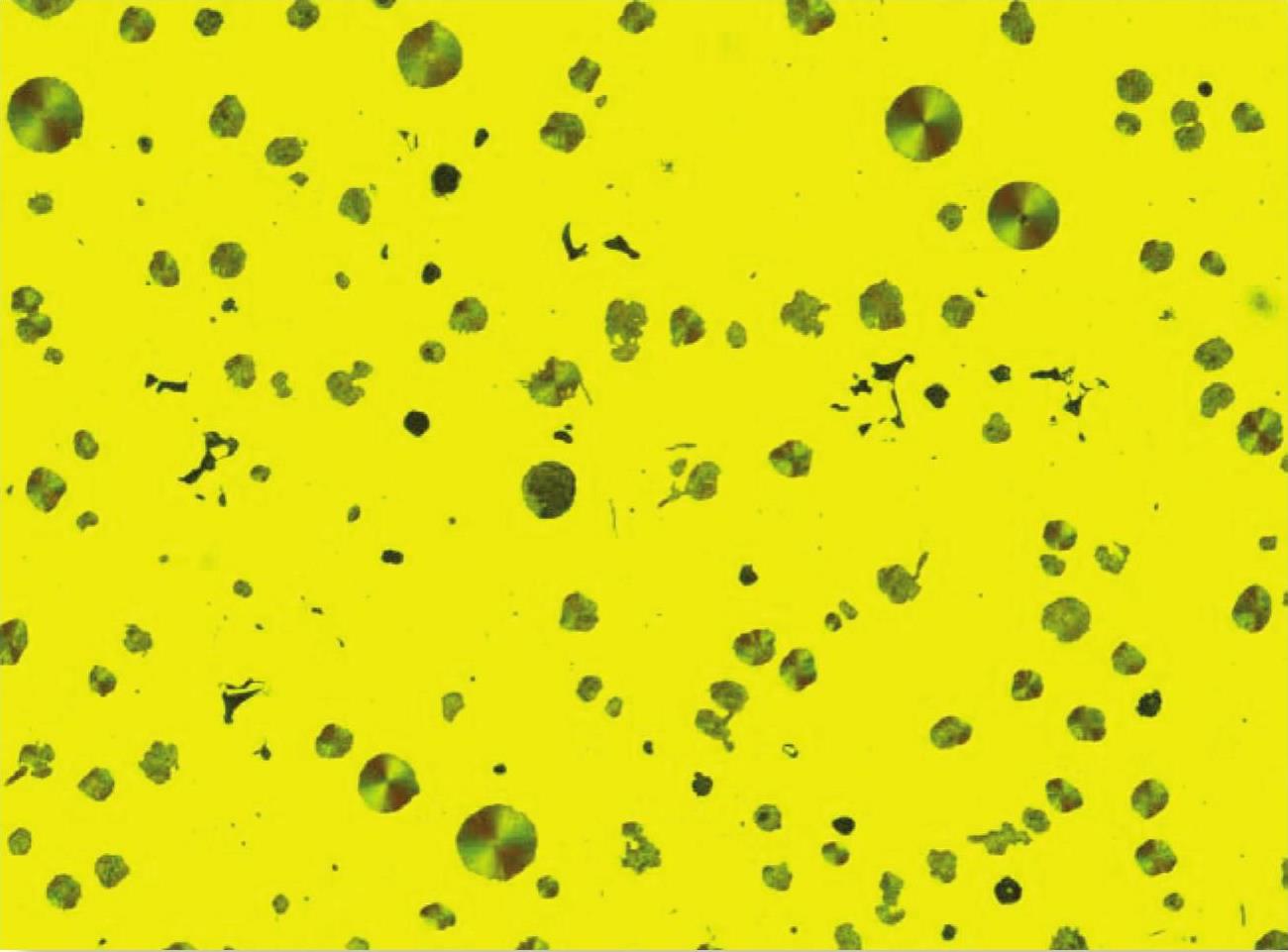
图4-130a 100×
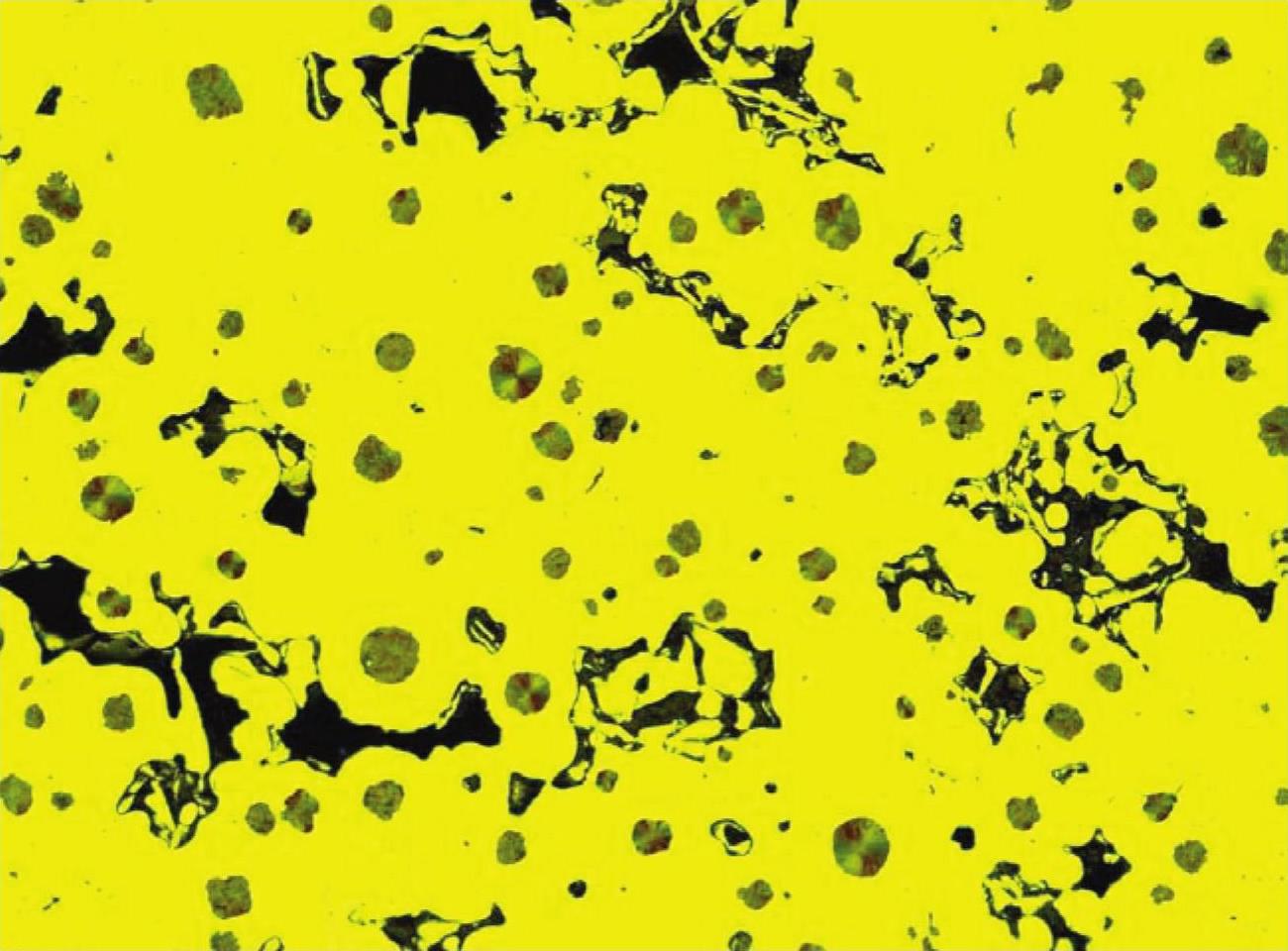
图4-130b 100×
图号:4-130 材料:球墨铸铁(排气管)
处理工艺:铸造+表面淬火 浸蚀方法:未浸蚀
组织说明:黄色为基体,黑色为球状石墨,图4-130a中不规则黑块为缩松;图4-130b中存在大量缩松及氧化皮夹杂(黑色,断续和连续网状)。
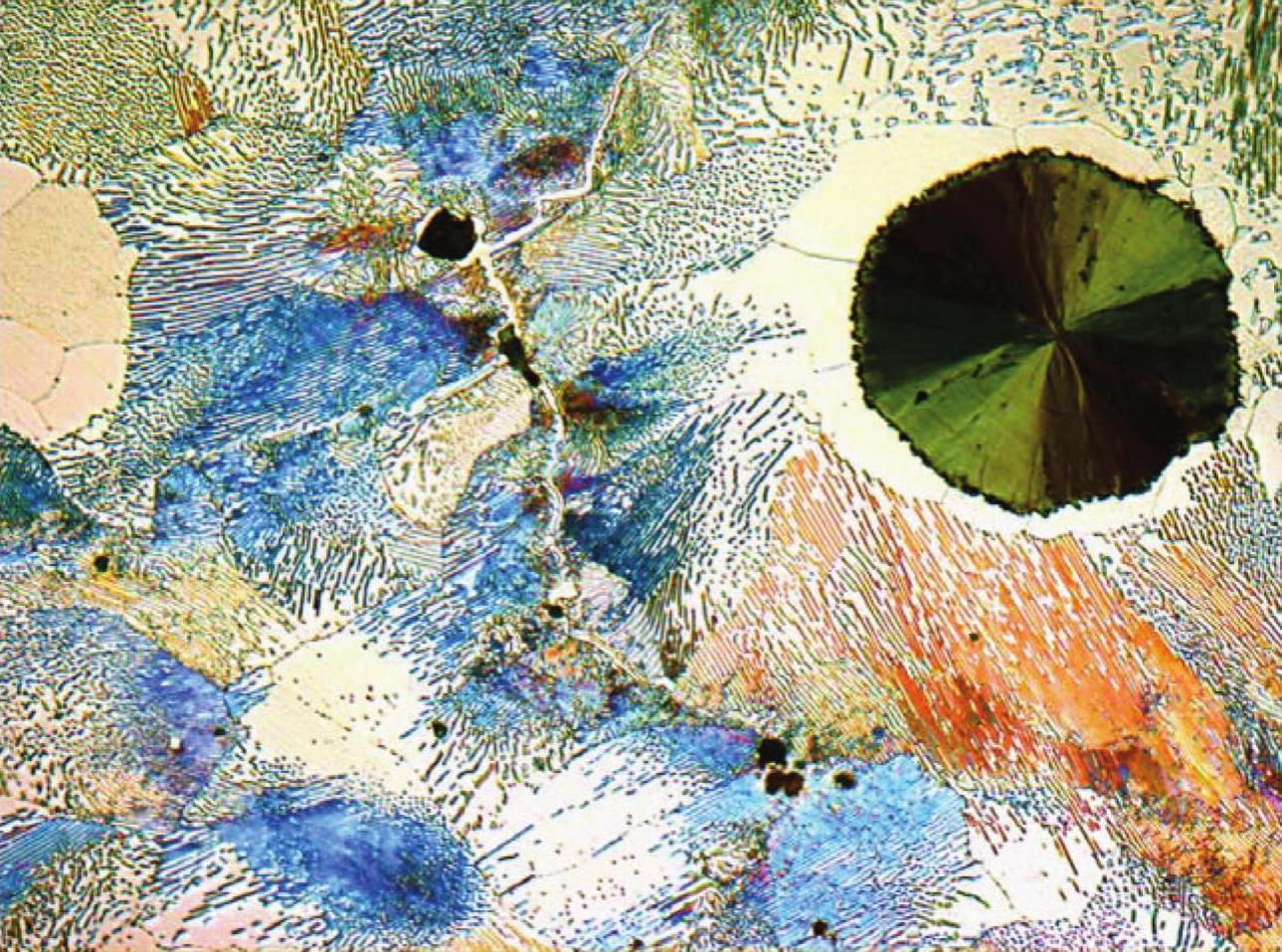
图4-131a 500×
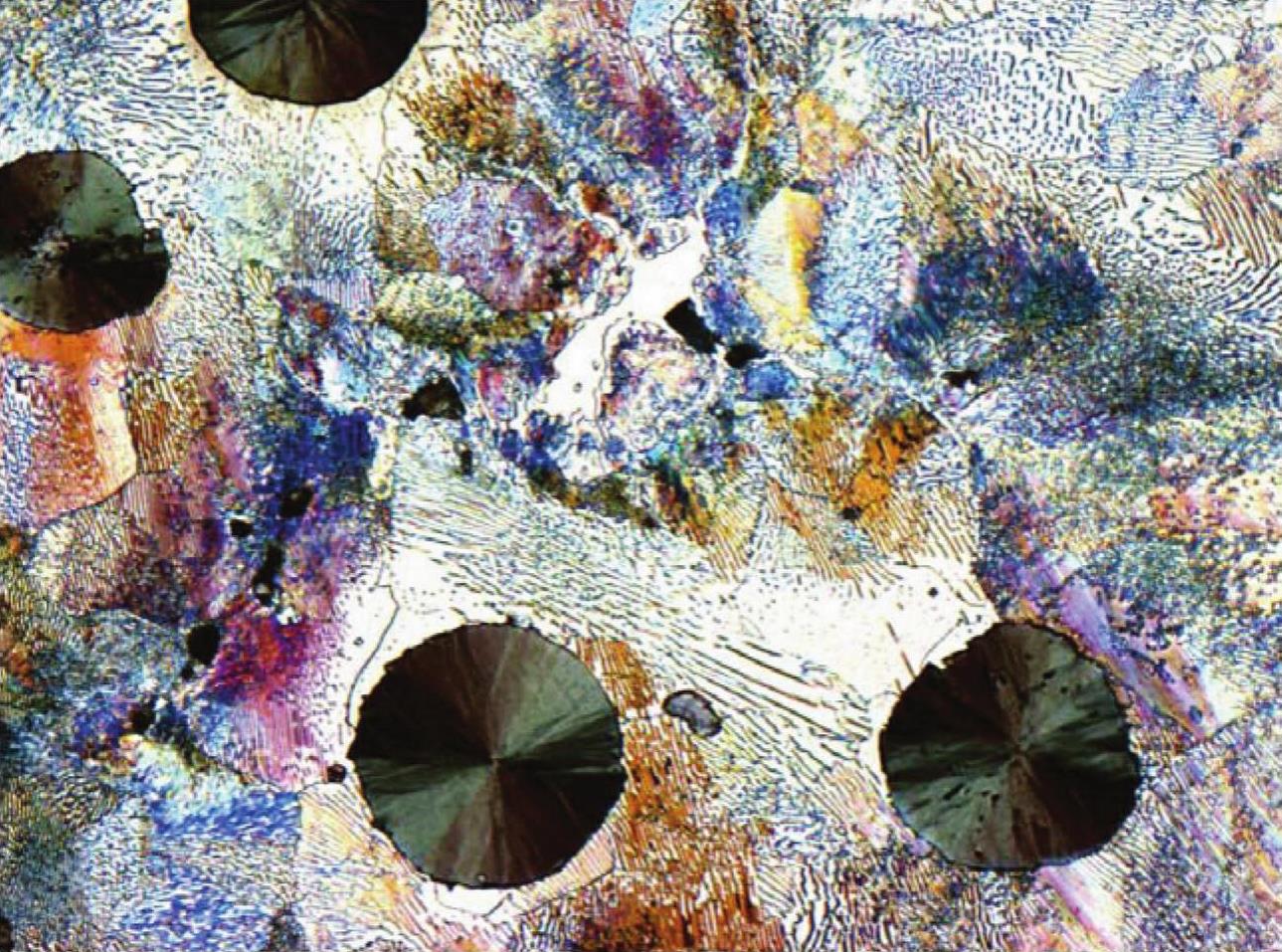
图4-131b 500×
图号:4-131 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:铁素体(白色)+晶界网状二次渗碳体(白色细线)+夹杂物(不规则黑色点、块状)+球状石墨,其余为珠光体。
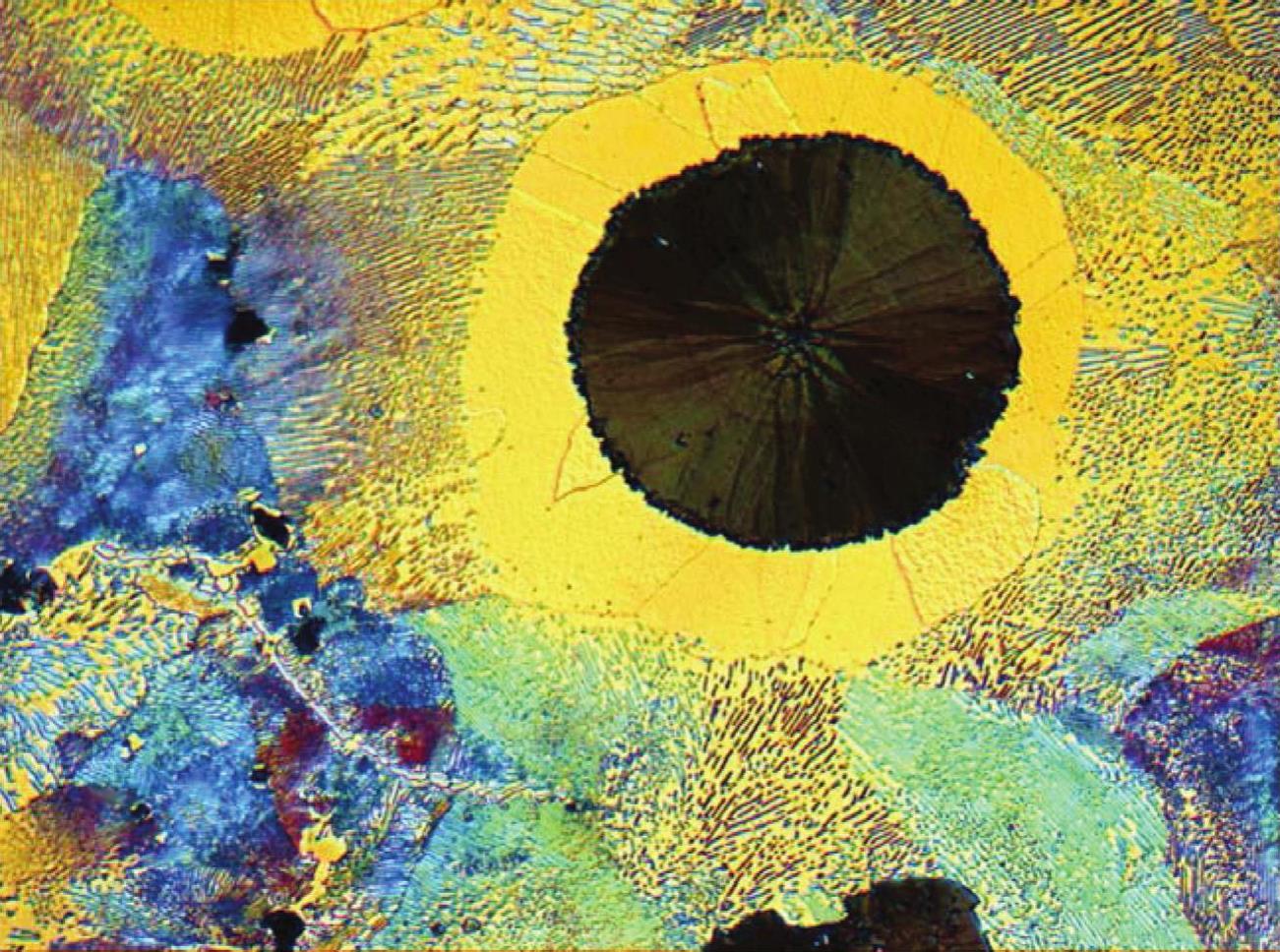
图4-132a 500×
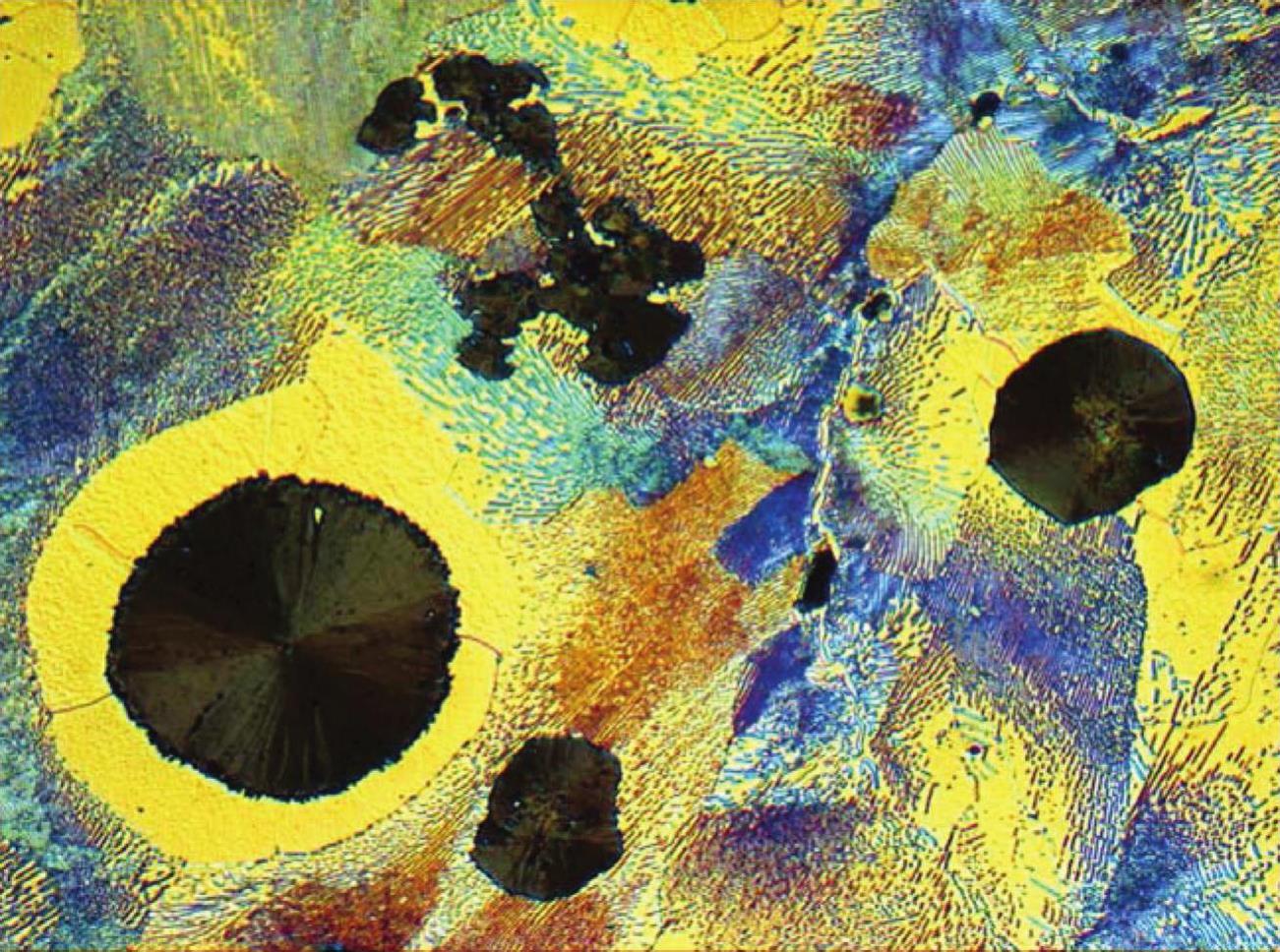
图4-132b 500×
图号:4-132 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:牛眼状铁素体(黄色)+晶界网状二次渗碳体(黄色细线)+夹杂物(黑色点、颗粒)和显微缩松(黑色大块)+球状石墨,其余为珠光体。
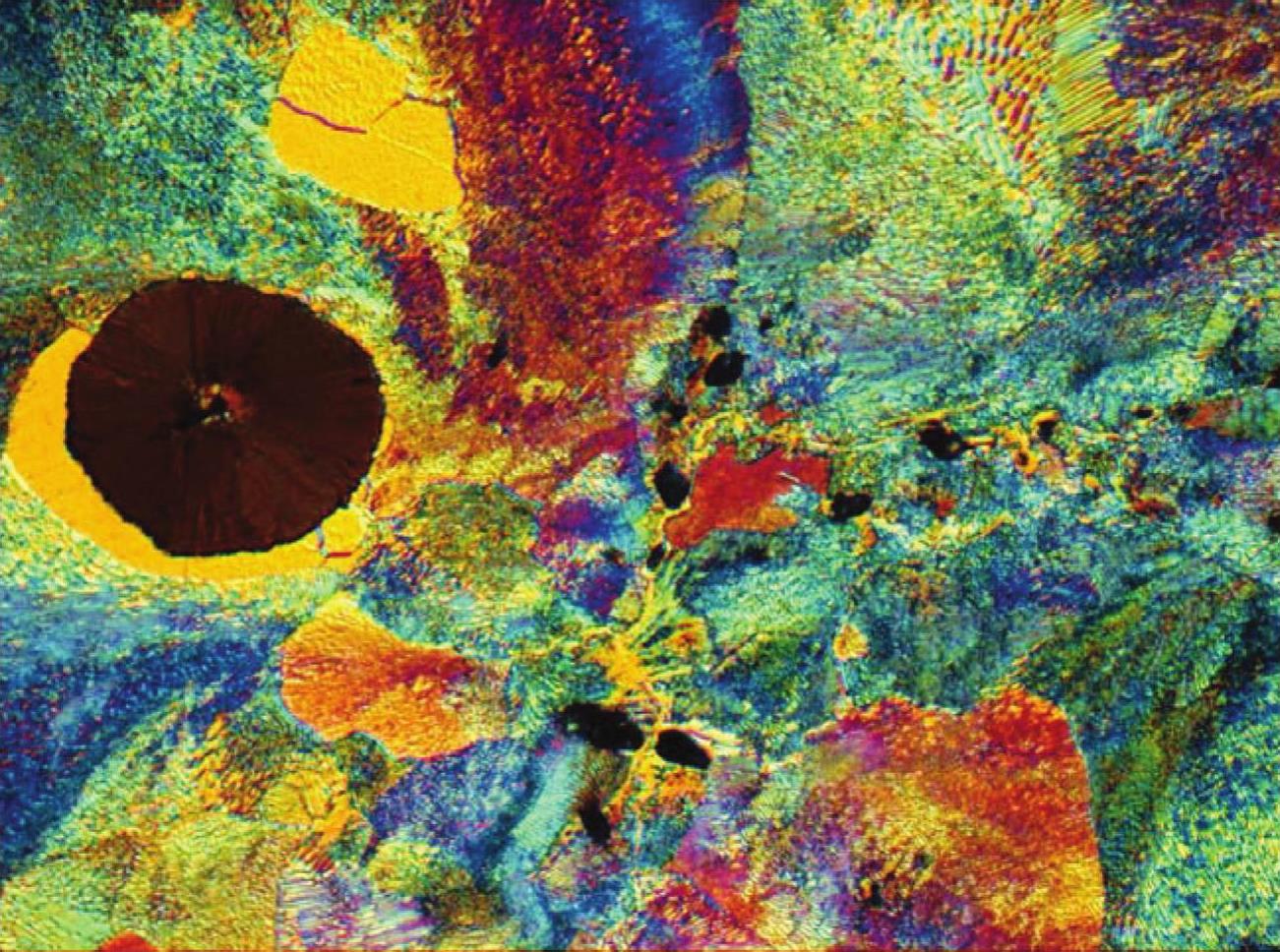
图4-133a 500×
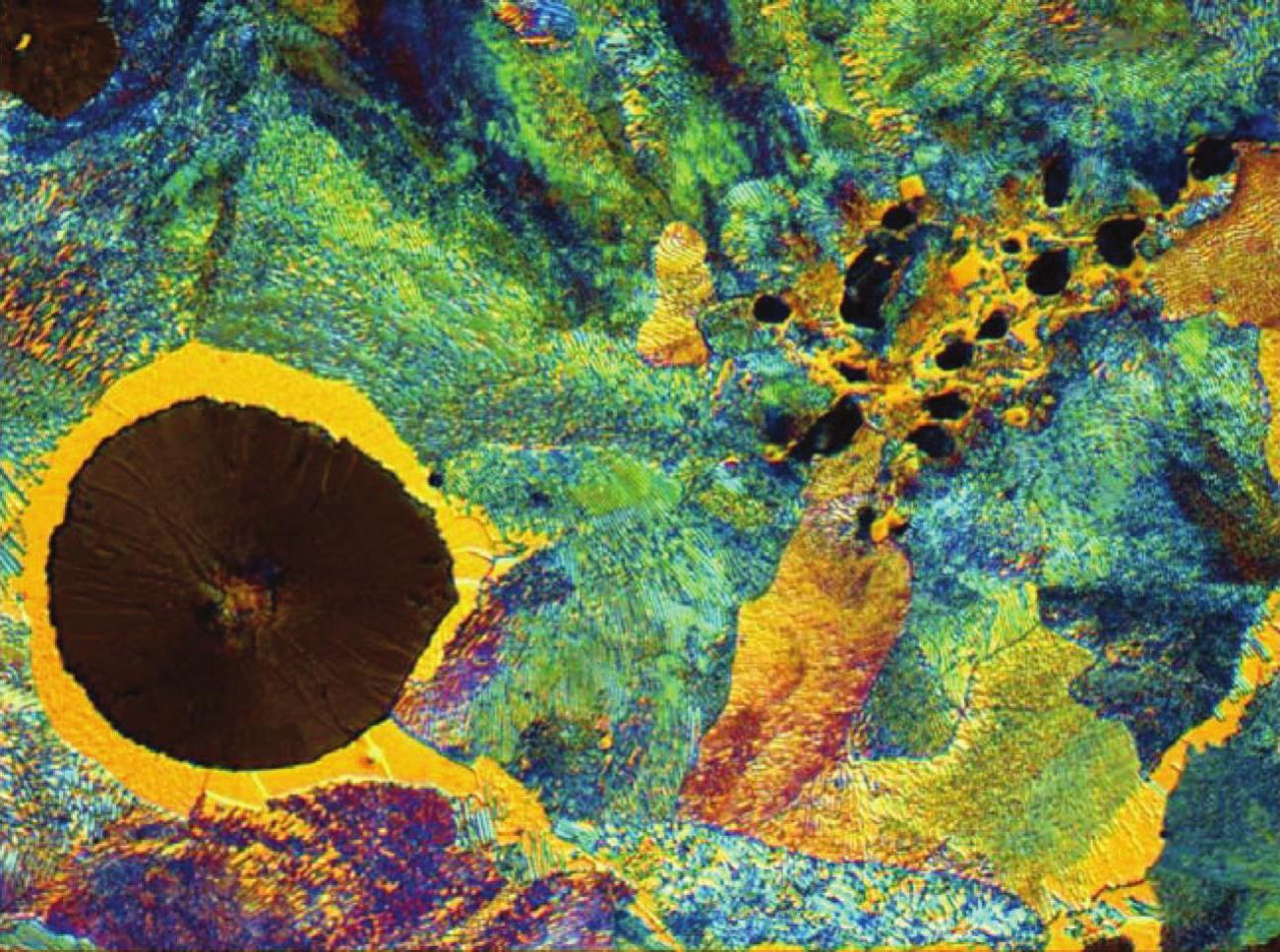
图4-133b 500×
图号:4-133 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:铁素体(黄色)+晶界网状二次渗碳体(黄色细线)+夹杂物(不规则黑色小块状)+球状石墨,其余为珠光体。
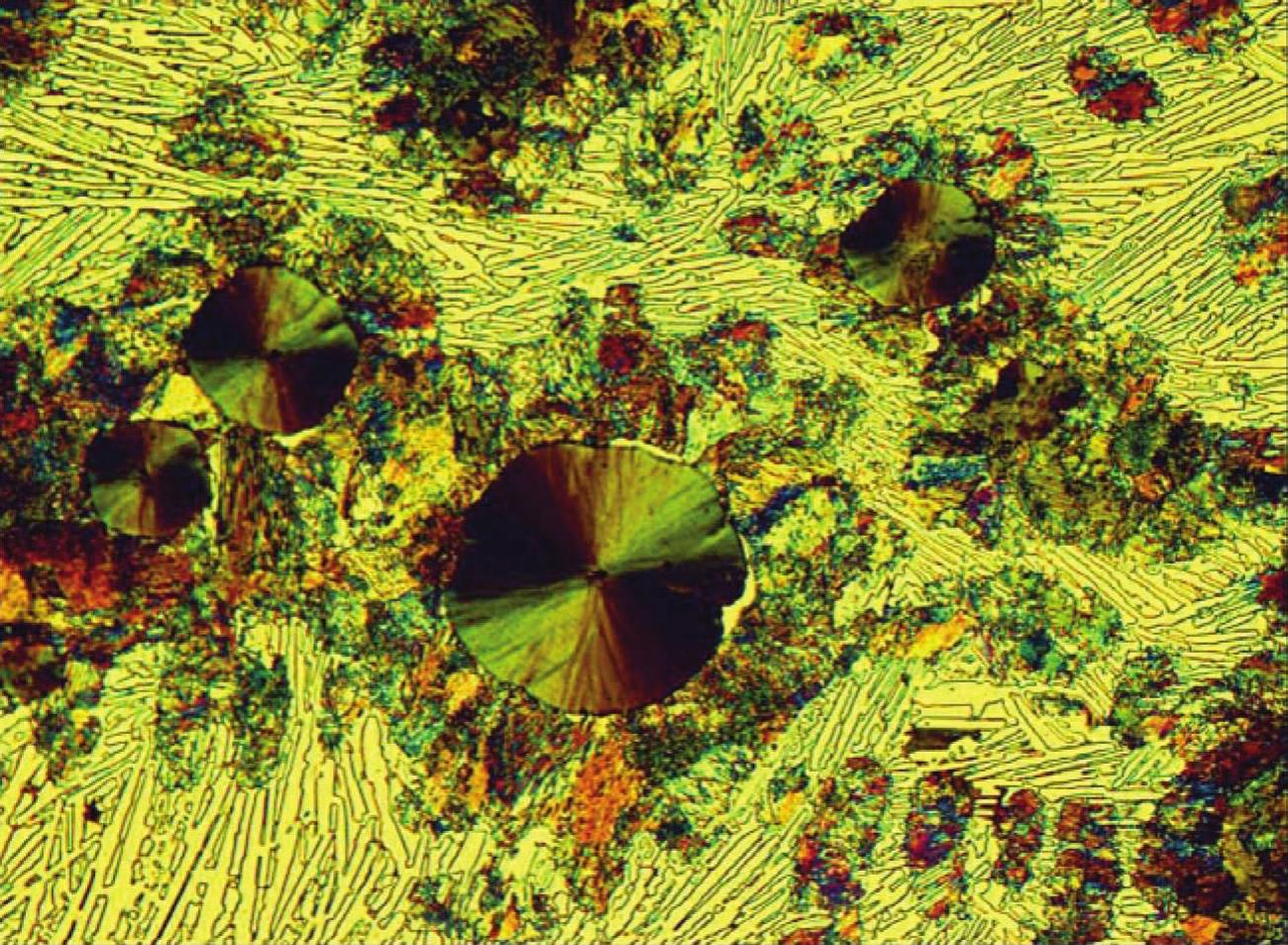
图4-134a 500×
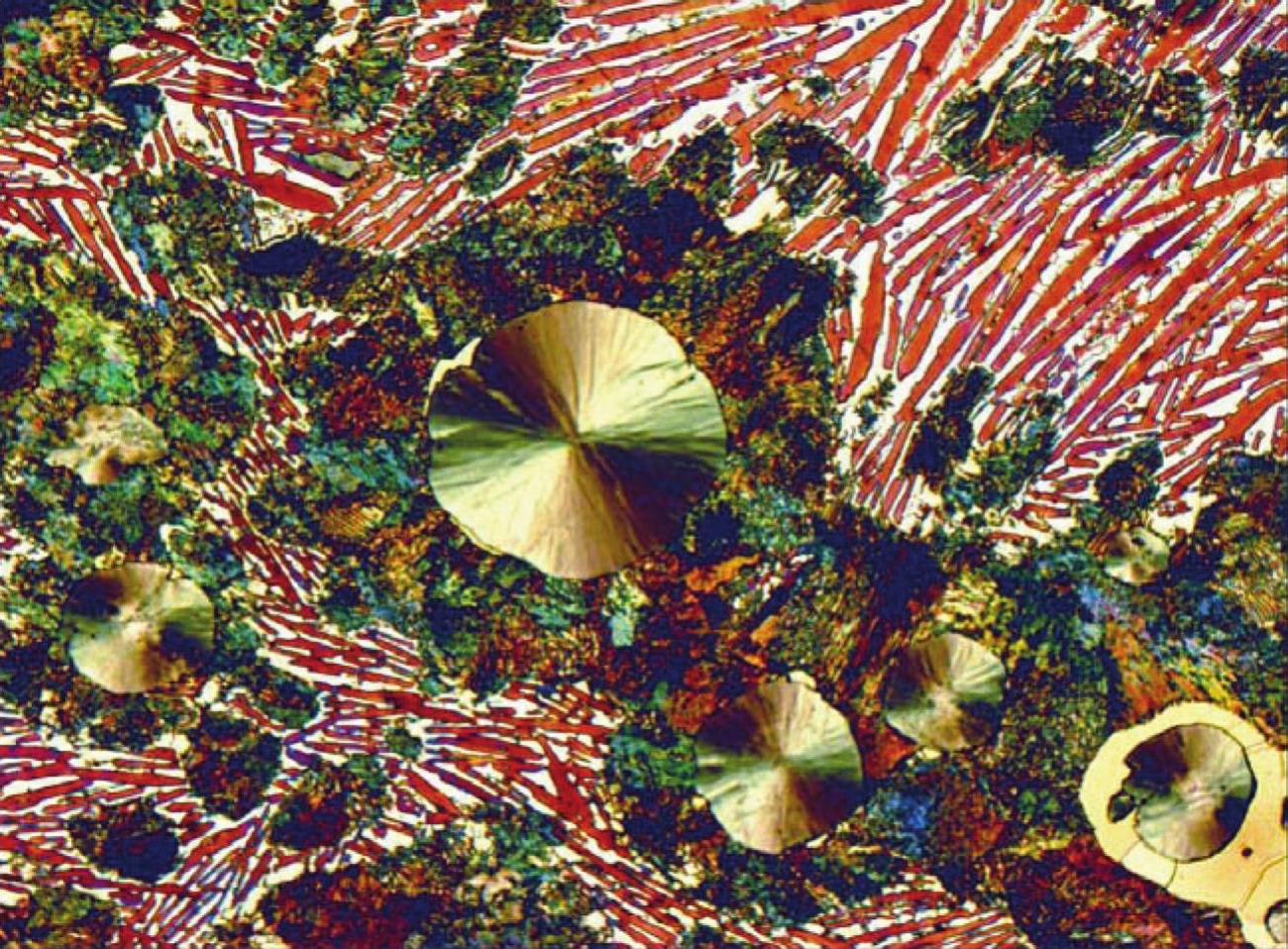
图4-134b 500×
图号:4-134 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀;图4-134a为偏光照明,图4-134b为热染色+偏光照明
组织说明:珠光体+铁素体+针状渗碳体+球状石墨。球铁反白口组织,利用热染色区分铁素体和渗碳体,渗碳体为红色,铁素体未变色。
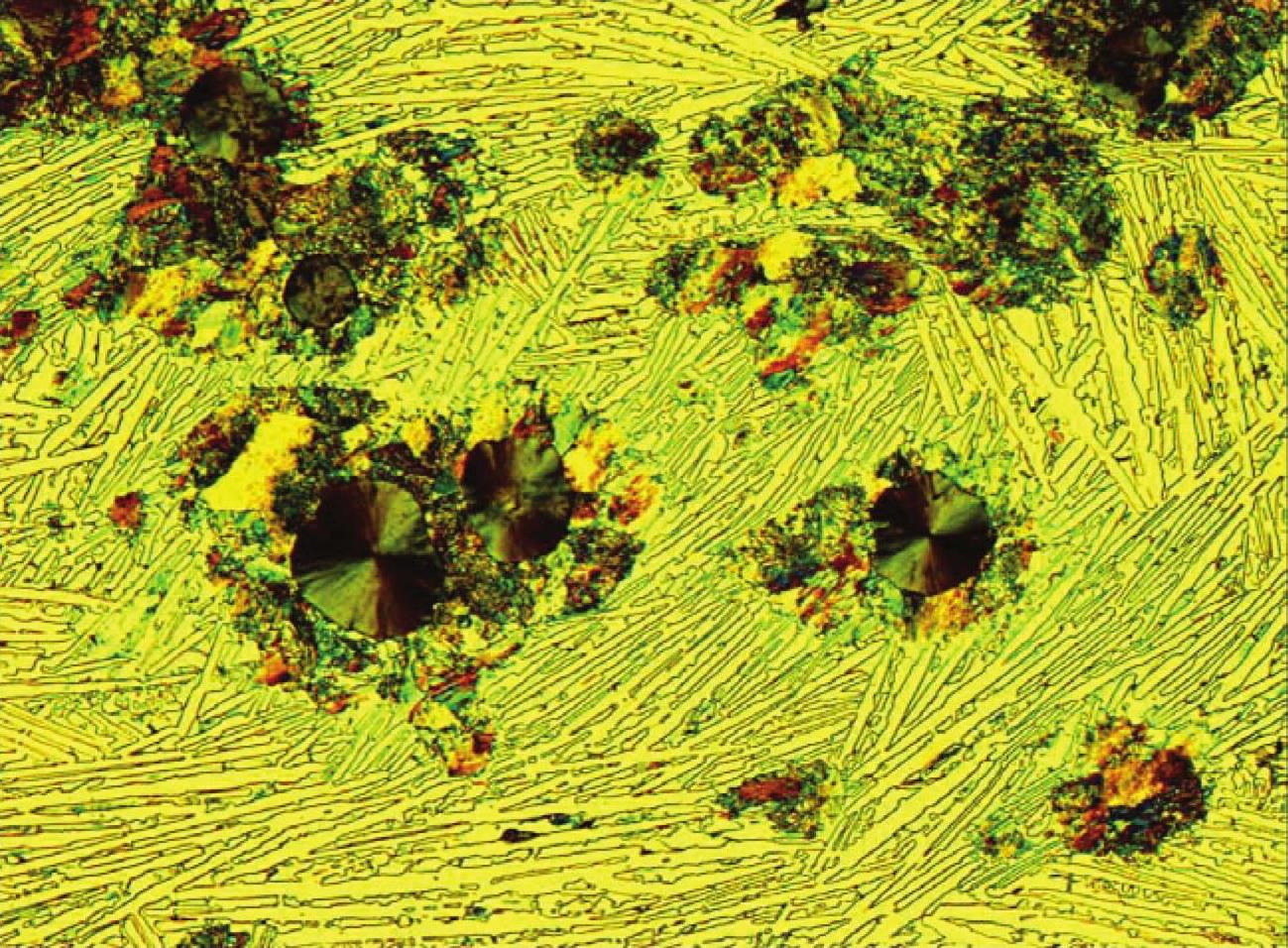
图4-135a 400×
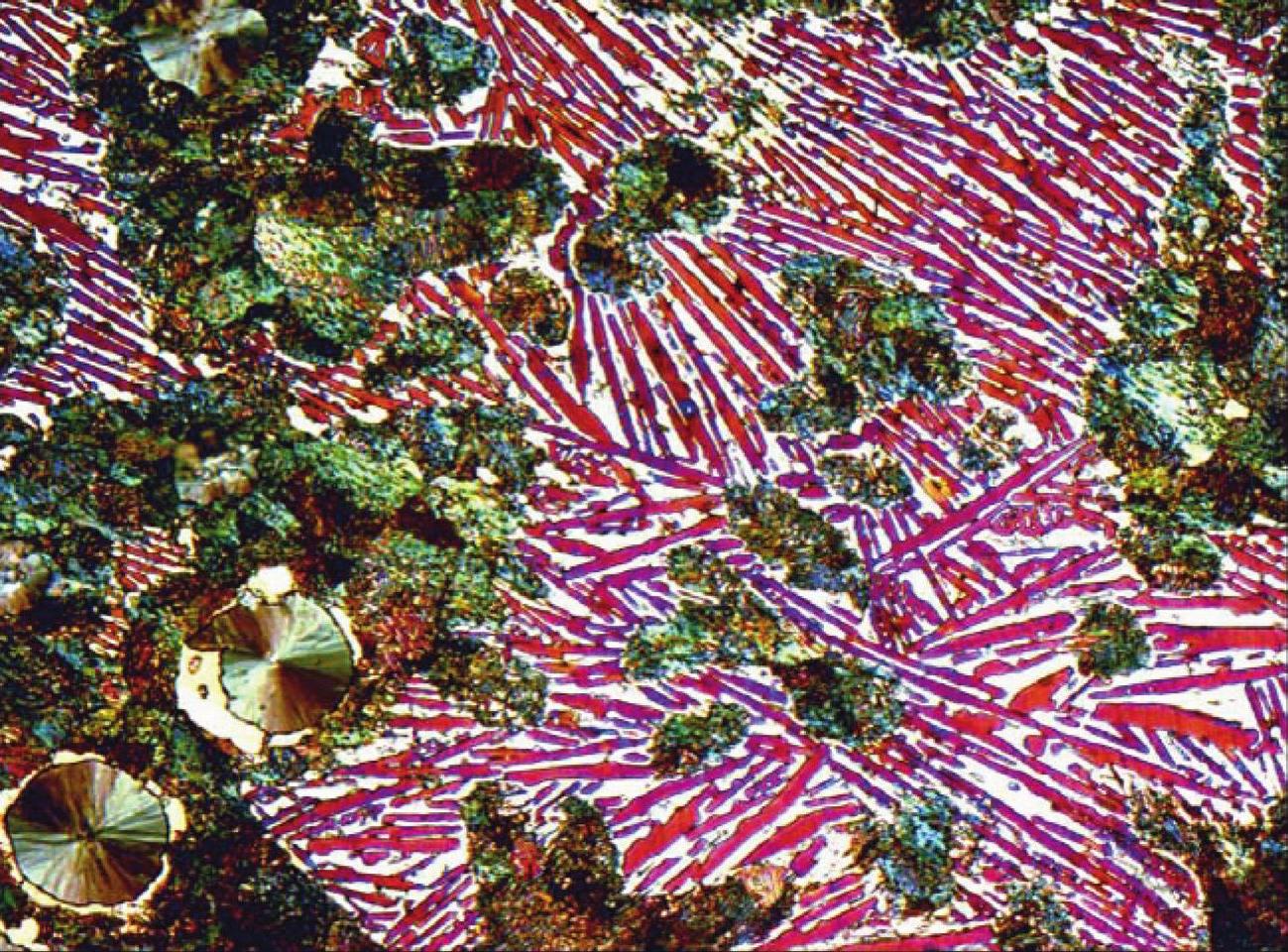
图4-135b 400×
图号:4-135 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀;图4-135a为偏光照明,图4-135b为热染色+偏光照明
组织说明:珠光体+铁素体+针状渗碳体+球状石墨。球铁反白口组织,利用热染色区分铁素体和渗碳体,渗碳体为红色,铁素体未变色。
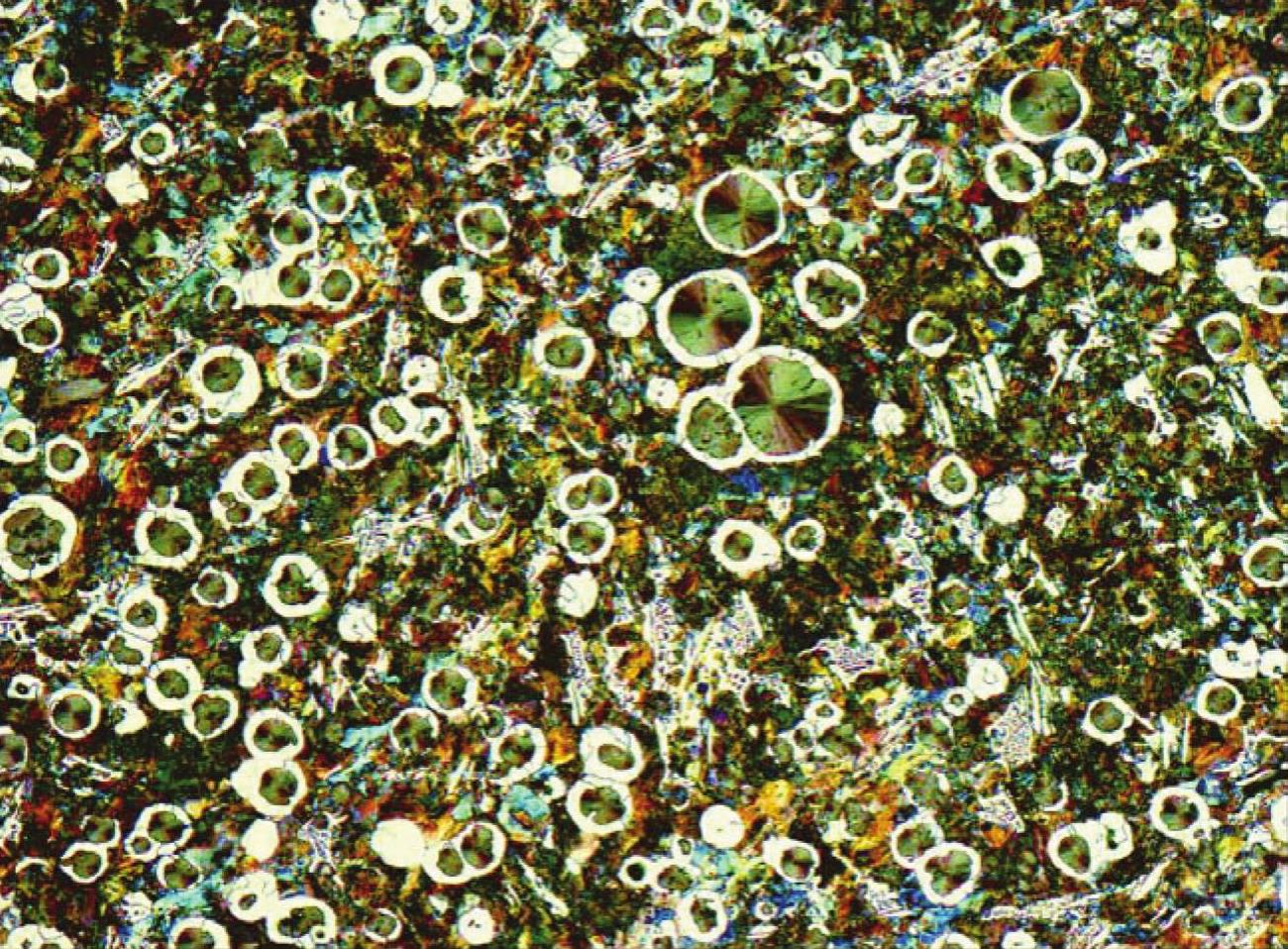
图4-136100×
图号:4-136 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:白色牛眼状铁素体+球状石墨+鱼骨状渗碳体,其余为珠光体。
图4-137100×
图号:4-137 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀
组织说明:球状石墨+浅黄色鱼骨状渗碳体,其余深色组织为珠光体。
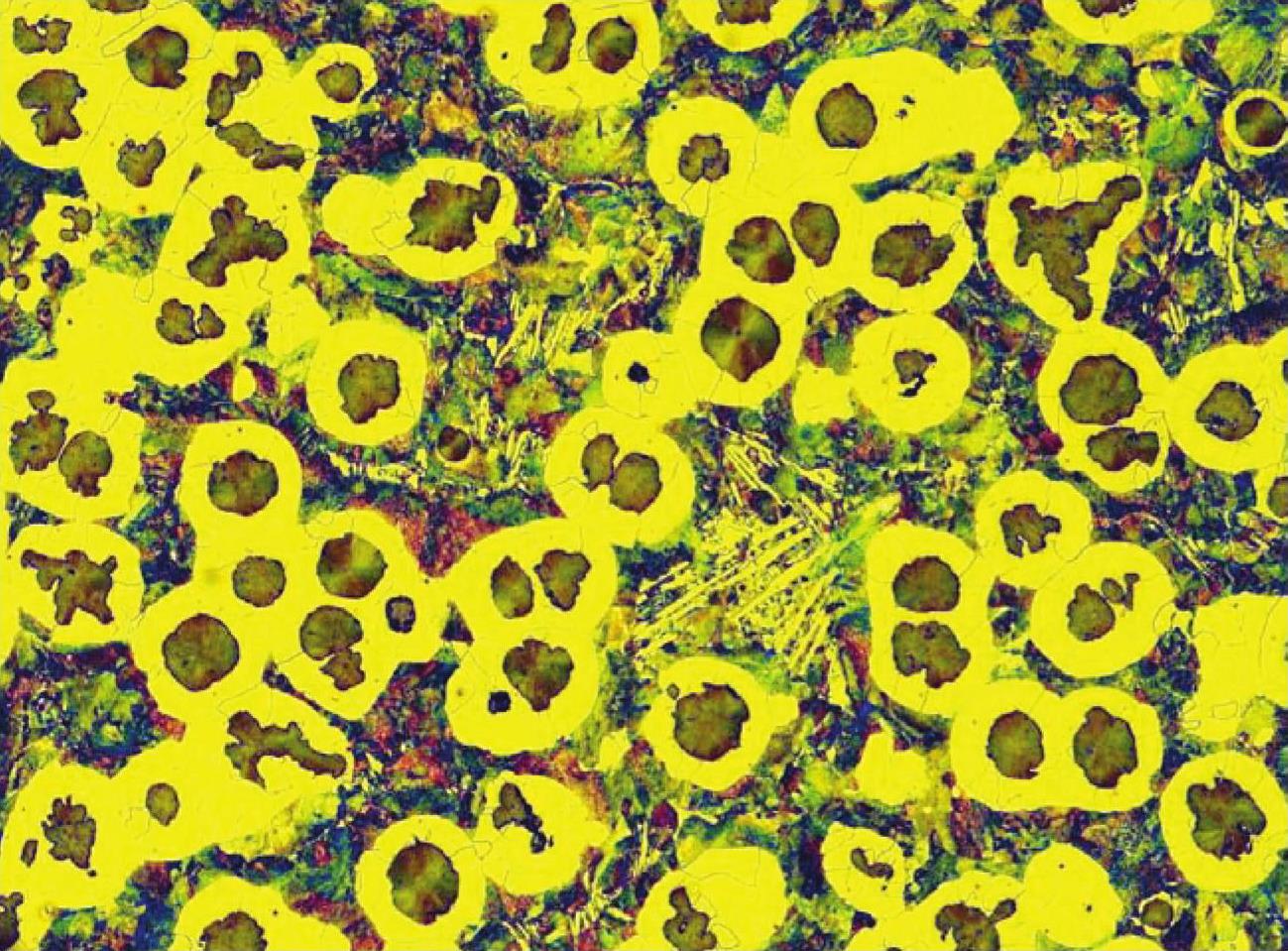
图4-138a 100×
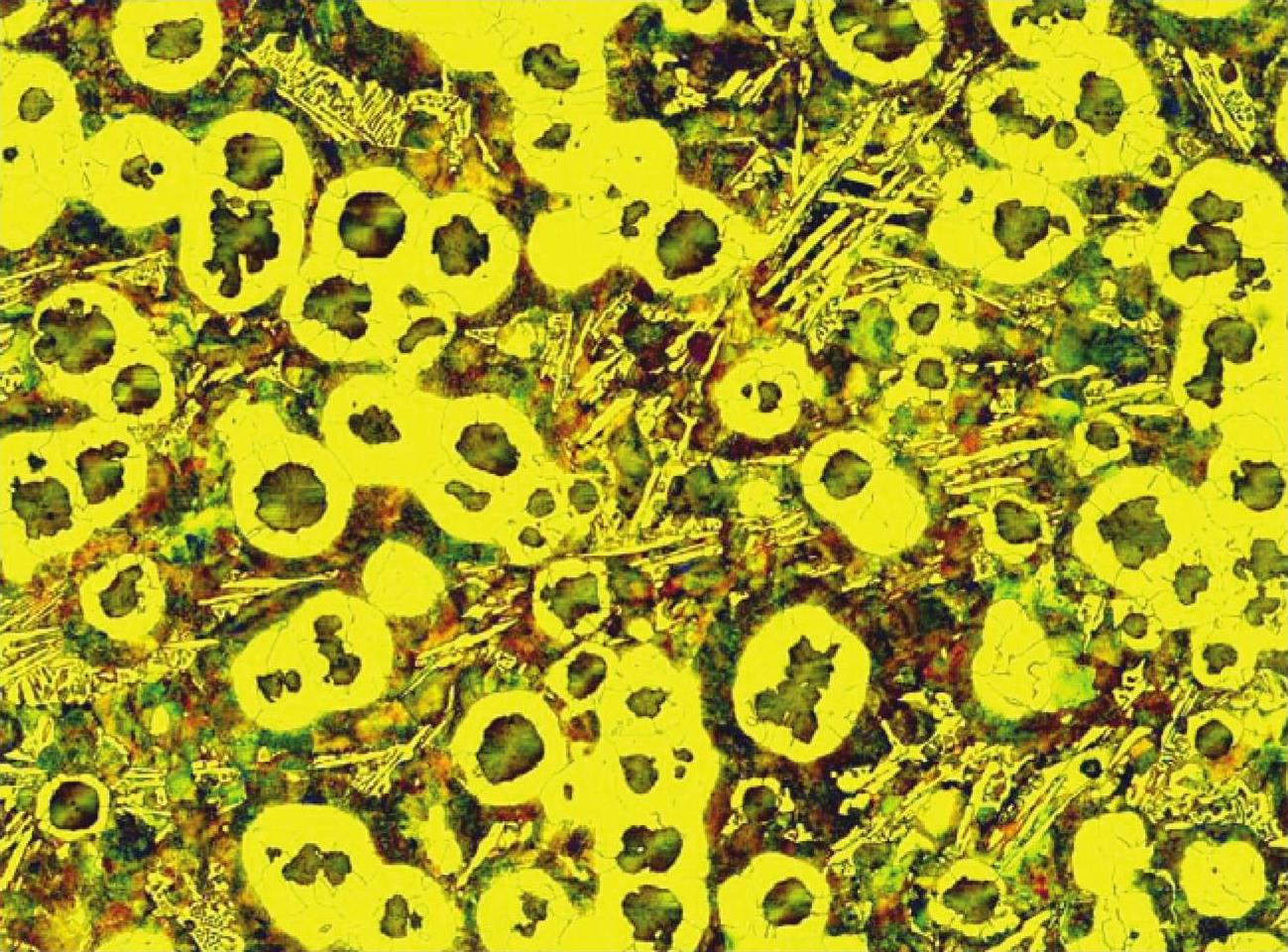
图4-138b 100×
图号:4-138 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:由于孕育衰退较严重,铸件出现大量碳化物。黄色为牛眼状铁素体,长条和鱼骨状黄色组织为碳化物,黑色为团状、团絮状石墨和球状石墨,其余为珠光体。
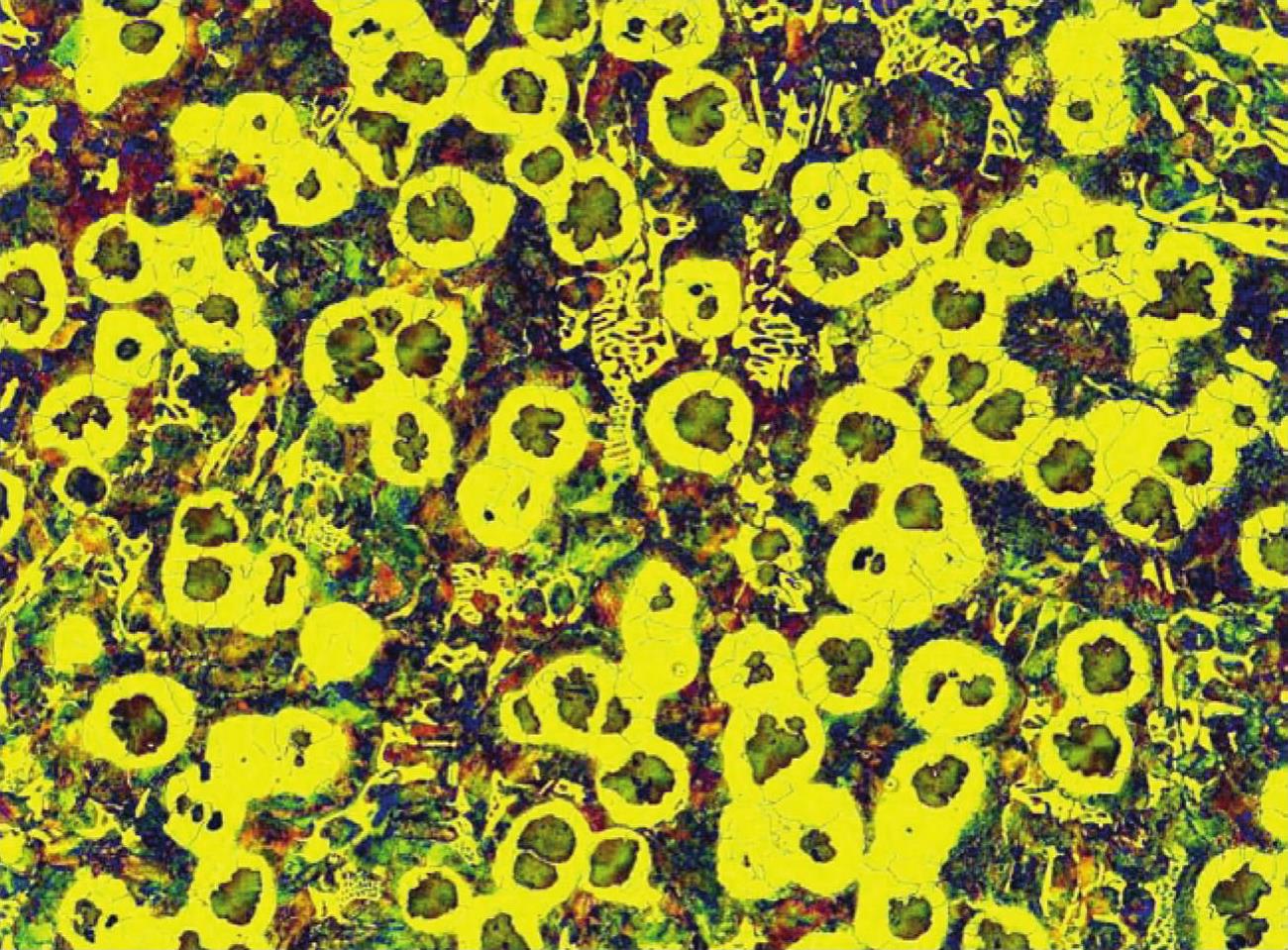
图4-139a 100×
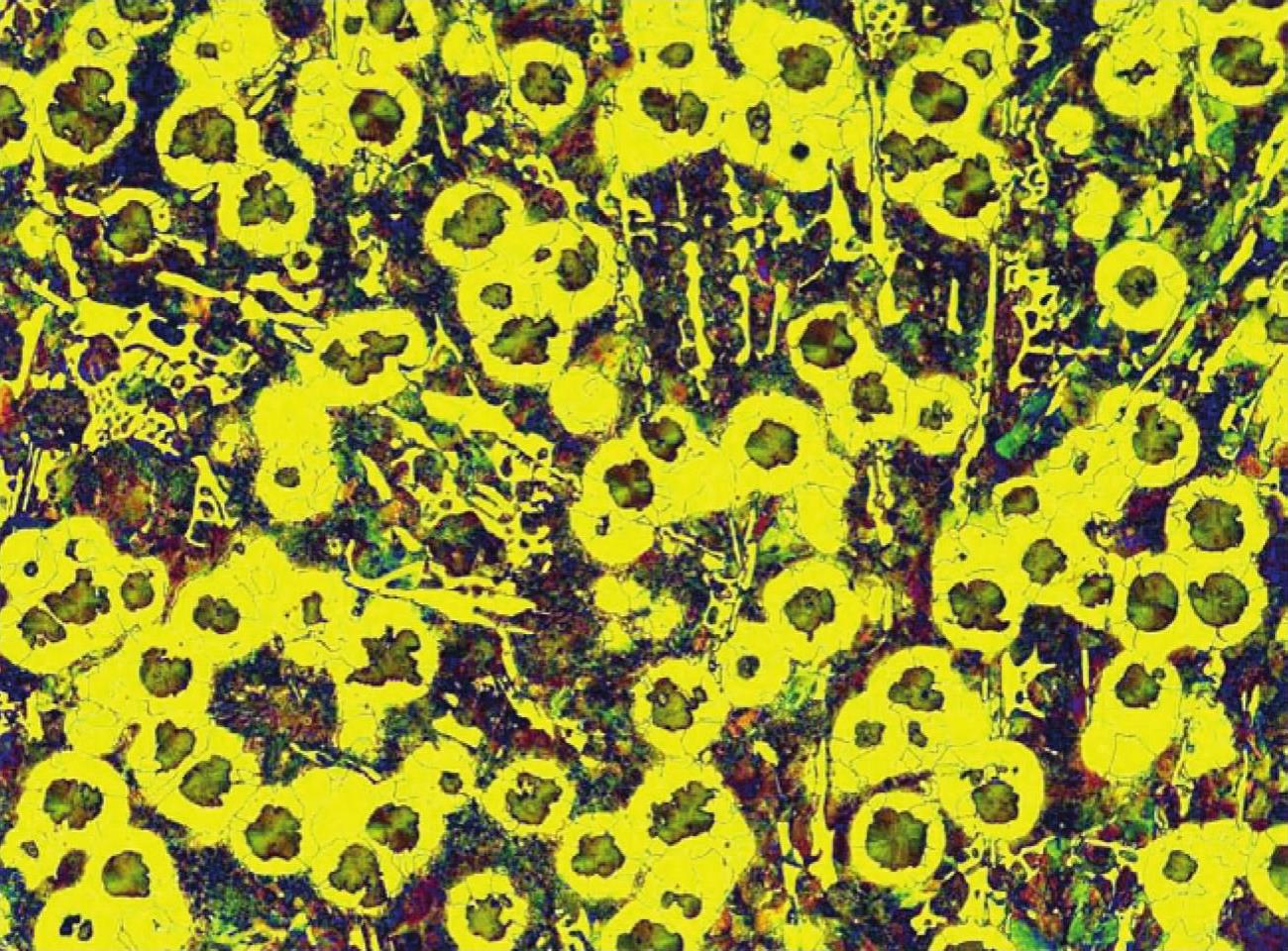
图4-139b 100×
图号:4-139 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:黄色为牛眼状铁素体,长条和鱼骨状黄色组织为碳化物,黑色为团状、团絮状石墨和球状石墨,其余为珠光体。
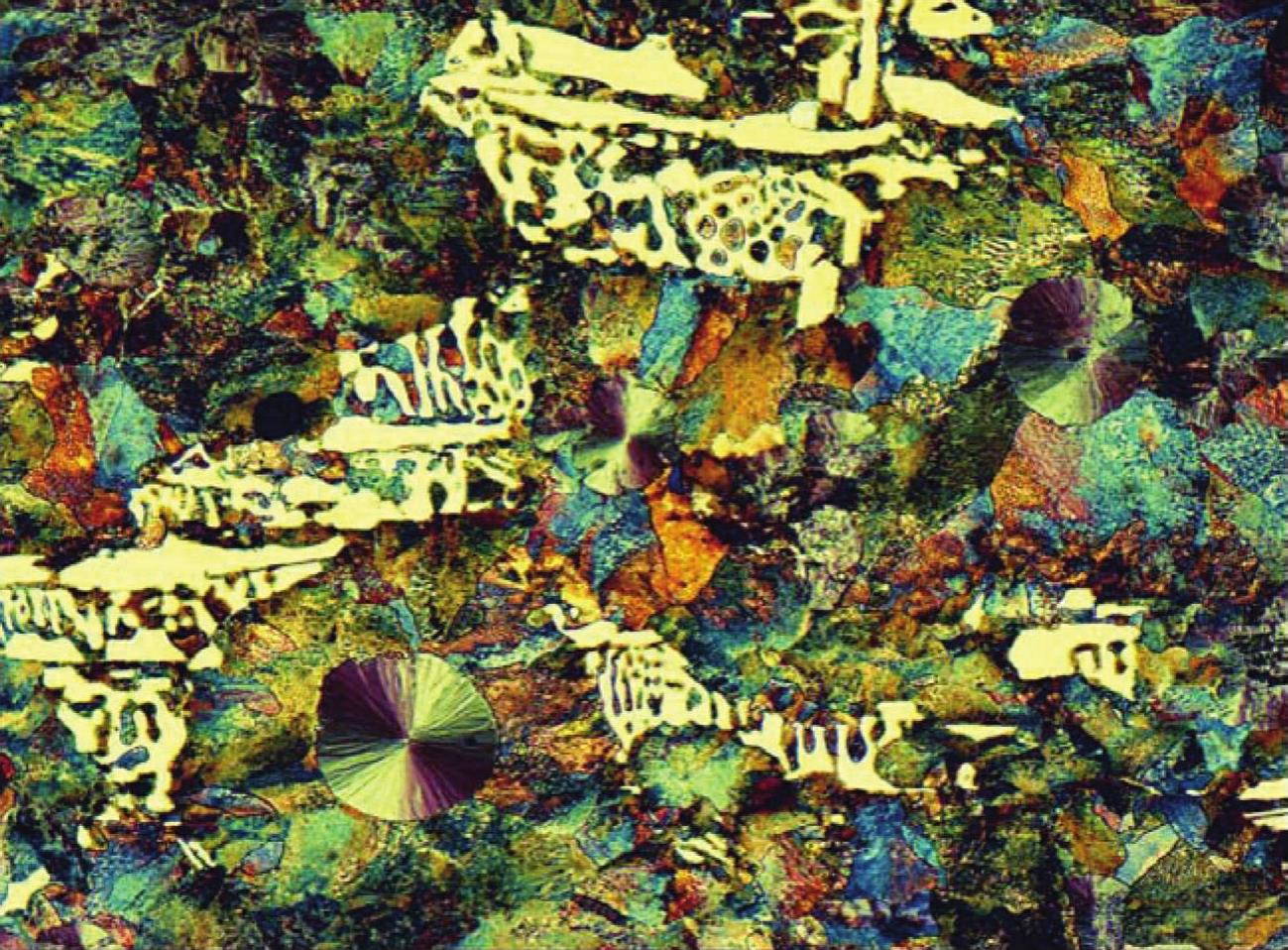
图4-140a 100×
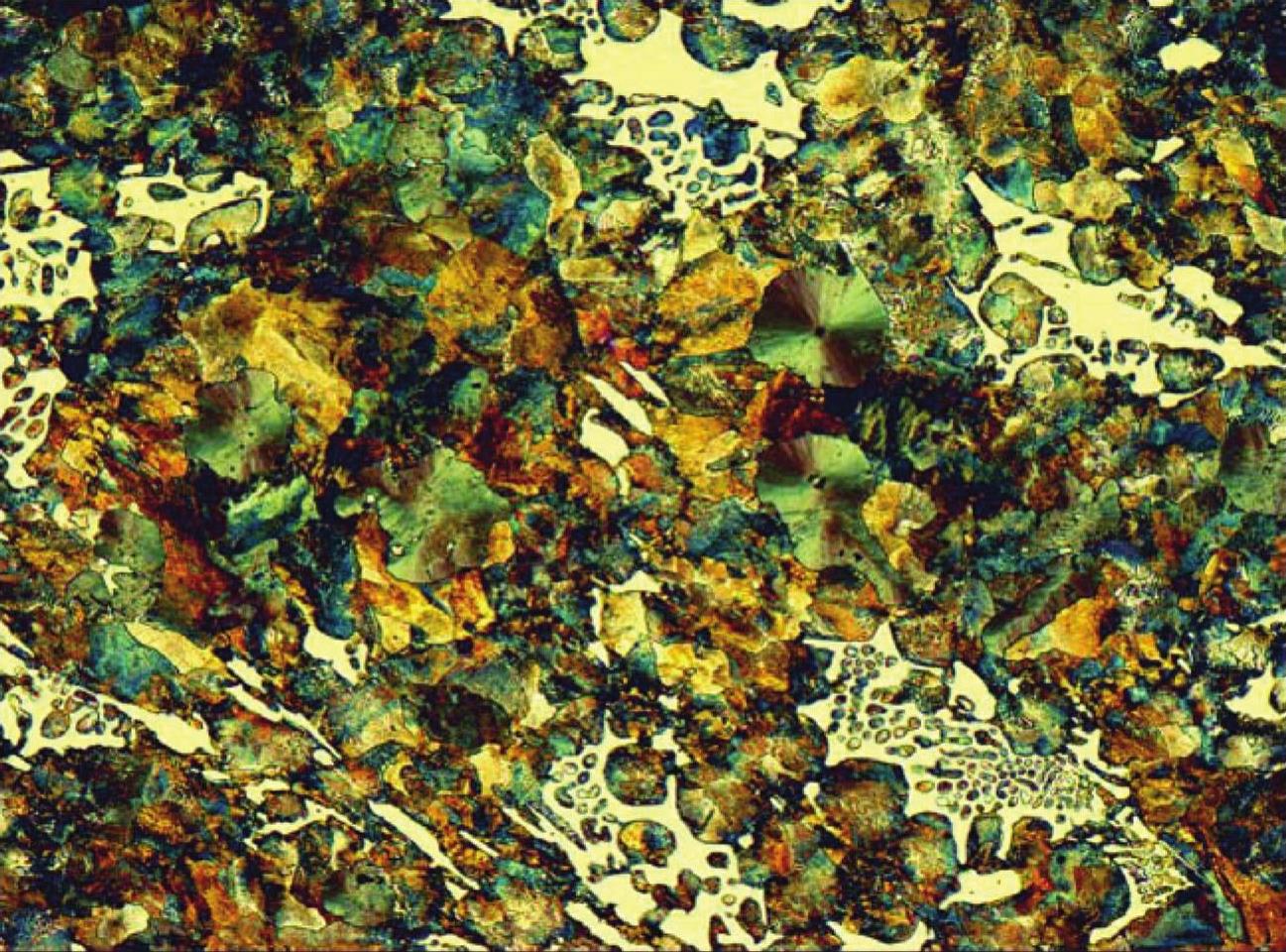
图4-140b 100×
图号:4-140 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、偏光照明
组织说明:珠光体+渗碳体(纯白色)+莱氏体(鱼骨状)+球状、团状石墨。
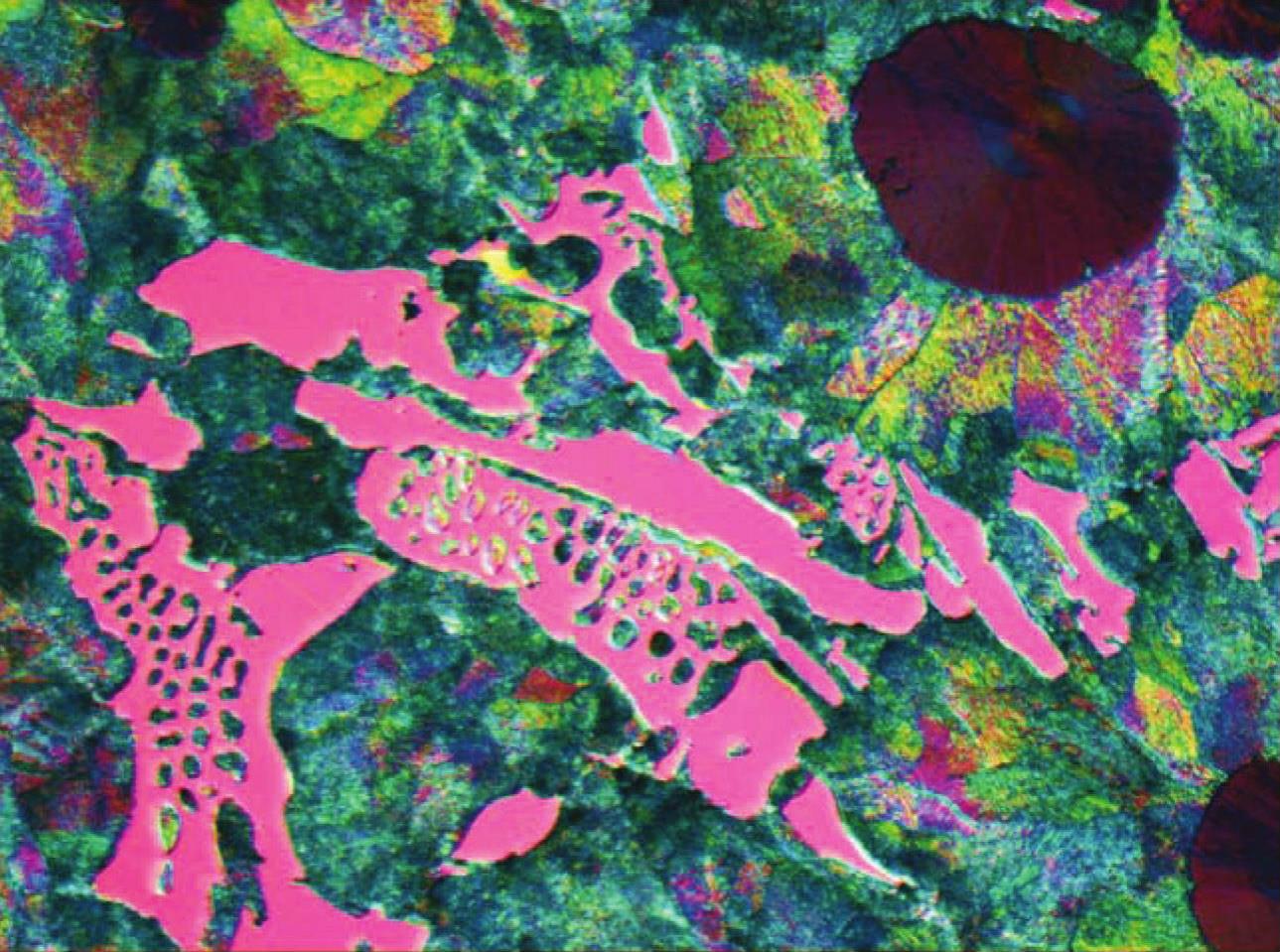
图4-141a 400×
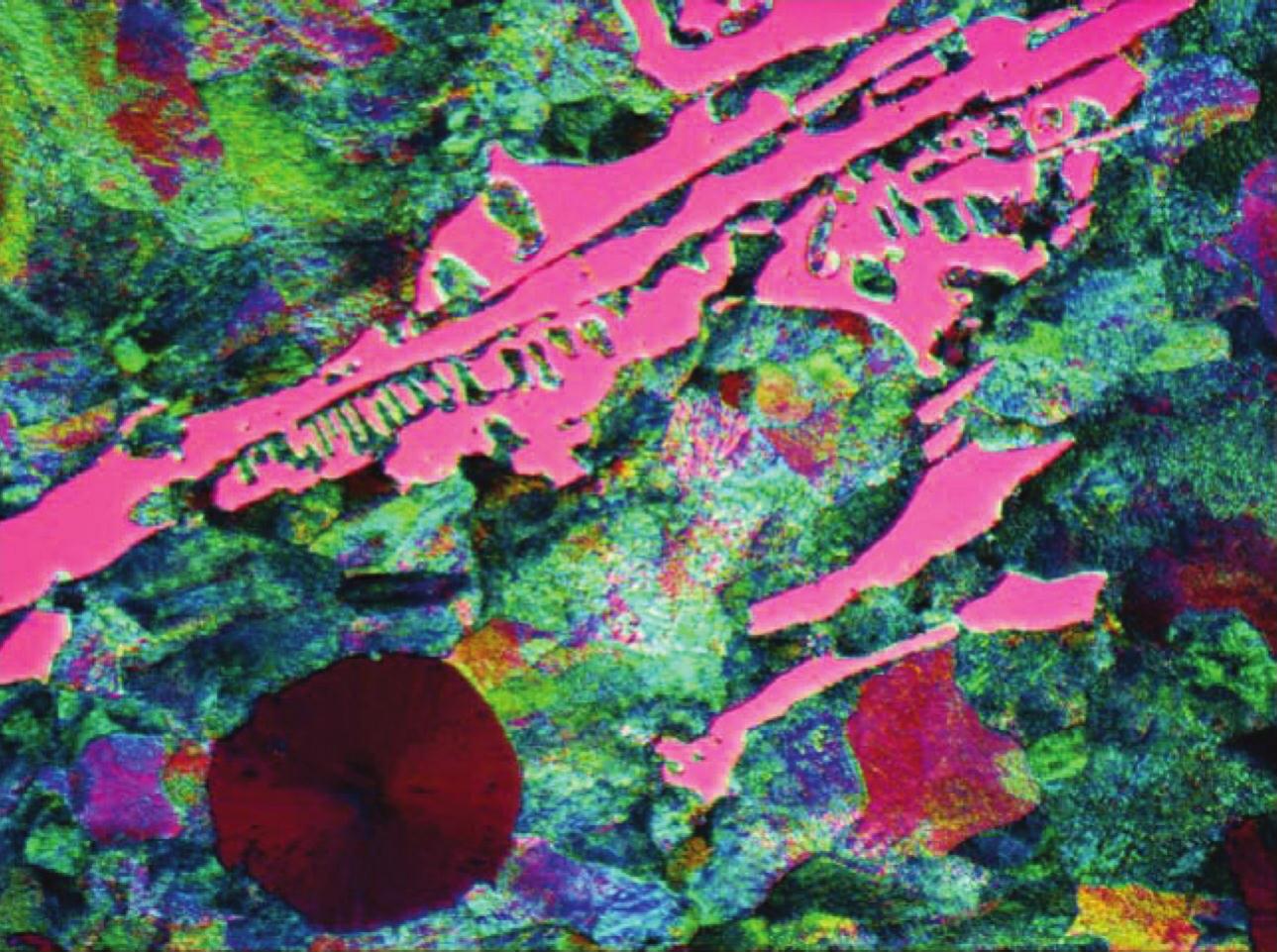
图4-141b 400×
图号:4-141 材料:球墨铸铁
处理工艺:铸造 浸蚀方法:4%硝酸酒精溶液浸蚀、DIC照明
组织说明:珠光体(绿色)+渗碳体(粉红色)+球状石墨(褐色)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。