



【原理简述】
架空线路一般都采用多股绞线而很少采用单股线安装,导线的连接质量直接关系到线路的安全运行,影响线路的使用寿命。总的来说,架空线路的导线应尽量避免接头,实际施工时接头又是不可避免的。导线接头连接的方法较多,尽管不同材料的导线之间和不同截面的导线之间的连接方法有所不同,但都应该达到以下基本要求。
(1)接触良好紧密,接触电阻小。
(2)连接接头的机械强度应不低于导线抗拉强度的90%。
(3)在线路连接处改变导线截面或由线路向下作T形连接时,应采用并沟线夹续接。
(4)导线的连接一般可实行压接、插接、绕接或者焊接:但高压架空导线不宜实行焊接,因为焊接时必须将导线加热,导线加热后会造成退火,其机械强度降低,焊接处将成为薄弱环节。而高压架空线所承受的张力一般都较大,该薄弱环节往往断裂而造成事故。
(5)导线的接头随导线材料不同而异:钢芯铝线、铝绞线相互连接时,一般采用插接法、钳压法或爆炸压接法;而铜线与铜线的连接一般采用绕接法或压接法。
【禁忌事项】
导线应尽量避免接头,若不可避免时,一定要注意接头质量,并符合相关的技术要求。
(1)禁忌在同一档距内,同一根导线上有1个以上的接头。导线接头位置与导线固定处的距离应大于0.5m,当有防振装置时,应在防振装置以外。
(2)不同金属、不同规格、不同绞制方向的导线禁忌在档距内连接。
(3)采用缠绕方法连接时,禁忌有断股,松股等缺陷:
缠绕接法适用于多股铜芯导线的直线连接,禁忌用于铝导线。其做法是根据接头长度量好尺寸,松开两根导线的端头,将正中间的一股剪掉,拉直其余各股线,将导线上的油污和氧化膜清理掉,并用抹布擦干净。将两根导线的各股线相互交叉插在一起,并整理整齐排紧,再用铜绑线在交叉处的中间缠绕。缠绕长度:50mm2及以下的导线为50mm,70~120mm2的导线为100mm。然后用破股的7股中的单线(19股中的双线)逐一向两端缠绕。当一股绕完10圈(7圈)后,将余线拧弯压在导线旁,再取另一股缠绕,直到绕完为止。导线接头的全长为50mm2及以下的导线一般为200~500mm,70~120mm2的导线一般为700~800mm。最后,用焊锡将导线的连接部分焊接牢固。
导线连接好以后,为增加其机械强度,改善导电性能,还应进行锡焊处理。铜芯导线连接处锡焊处理的方法是,先将焊锡放在化锡锅内高温熔化,将表面处理干净的导线接头置于锡锅上,用勺盛上熔化的锡从接头上面浇下。刚开始时,由于接头处温度低,接头不易沾锡,继续浇锡使接头温度升高、沾锡、直到接头处全部焊牢为止。最后清除表面焊渣,使接头表面光滑。
(4)采用钳压连接时,禁忌压口数、压口位置、深度等不符合规范规定:
压接管压接法连接既适用较大负载的多股铝芯导线接法接线的连接,也适用于铜芯导线。压接时,应根据铝芯线的规格选择合适的铝压接管。
采用钳压管连接时,应先清除导线表面和管内壁的污垢。连接部位的铝质接触面应涂一层电力复合脂,用细钢丝刷清除表面氧化膜,保留涂料,再将两根铝芯线相对穿入压接管,使两线端伸出压接管30mm左右,然后用压接钳压接。
导线钳压的压口数及压口尺寸、深度等应符合表3-18的规定。
表3-18 导线钳压连接技术参数(https://www.xing528.com)

(续)

友情提示
1)表3-18中几个参数的含义如图3-17所示的标注。
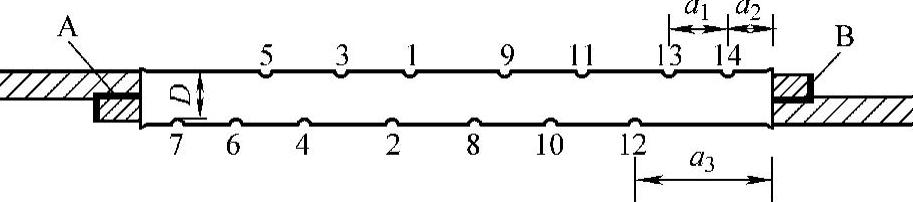
图3-17 LGJ-240铜芯铝绞线压接示例
2)压接时应将导线拉平直,按照顺序压接。其顺序为,铜绞线和铝绞线从一端开始,依次向另一端上下交错压接;钢芯铝绞线从中间开始,依次向一端上下交错压接,压完一端再压另一端。
(5)禁忌作T形连接方法不正确:在线路连接处改变导线截面或由线路向下作T形连接时,要采用并沟线夹续接,如图3-18所示,禁忌采用缠绕接法连接。

图3-18 全铝平行并沟线夹
(6)禁忌绝缘导线连接后不进行恢复绝缘处理。
知识窗
(见表3-19)
表3-19 LGJ型钢芯铝绞线技术规格

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。