



在一般焊接结构的生产中,大量出现的是焊接变形对焊接结构的影响。所以,本节将着重介绍影响焊接变形的设计及工艺方面的因素。
1.焊接结构的设计因素
(1)焊缝尺寸与形状的影响 如果焊接结构上焊缝的尺寸与长度过大,则必然会引起较大的焊接变形。尤其在薄板结构中,如果焊缝过长,则更容易产生波浪变形,而增加了矫正的困难。另外,如果角焊缝的焊脚尺寸大于按强度计算所必需的尺寸,对焊接结构也会带来不利影响。
(2)焊缝数量的影响 焊缝的收缩变形是导致焊接变形的根本原因。在一般的机械结构中,为了减小结构的质量,通常用焊接结构来代替浇铸件,但如果过多设置不必要的焊缝,则会增加焊接的变形量。尤其是在薄板结构中,如果过多地用焊接结构来代替简单易行的压型结构,则增加了焊缝数量,就会造成较大的焊接变形。
(3)焊缝位置的影响
1)如图6-36a所示,双V形(X形)坡口,这种坡口使焊缝在结构截面重心线对称分布,焊后主要引起结构纵向与横向缩短;图6-36b所示为V形坡口,焊缝重心偏离在结构截面重心线上侧,焊后不但会有纵向与横向缩短,还会有角变形产生。

图6-36 焊缝在结构中的位置对变形的影响(一)
a)双V形坡口 b)V形坡口
2)如图6-37a所示为焊缝在结构截面重心线上,焊后主要引起结构纵向和横向缩短;如图6-37b所示,两块宽度不等的钢板拼接,焊缝在结构截面重心线(x-x轴)的上侧,不对称,焊后由于焊缝纵向收缩会引起弯曲变形。

图6-37 焊缝在结构中的位置对变形的影响(二)
a)焊缝位于重心线 b)焊缝位于重心线上侧
3)图6-38a所示为两片半圆瓦对接成圆筒,焊缝对称分布,焊后主要产生纵向缩短和圆周长度减少;图6-38b所示为钢板卷圆后进行对接,焊缝在截面上对x-x轴不对称分布,位于上侧,焊后由于焊缝纵向收缩会引起弯曲变形。

图6-38 焊缝在结构中的位置对变形的影响(三)
a)两片半圆瓦对接 b)卷圆后进行对接
4)图6-39a所示为工字梁,焊缝对x-x轴和y-y轴均对称分布,焊后主要产生纵向缩短;图6-39b所示为丁字梁,焊缝对x-x轴不对称分布,位于该轴下侧,焊后由于焊缝纵向收缩而引起弯曲变形。

图6-39 焊缝在结构中的位置对变形的影响(四)
a)工字梁 b)丁字梁
5)如图6-40a所示,四条焊缝和所有筋板焊缝对x-x轴和y-y轴都对称分布,焊后在四条焊缝纵向收缩以及所有筋板焊缝横向收缩的共同作用下,引起整个工字梁的纵向缩短;如图6-40b所示,主要焊缝对y-y轴对称分布,但是筋板焊缝都集中在x-x轴的上侧,其布置不对称,焊后因为筋板焊缝产生横向收缩,引起整个工字梁的弯曲变形。
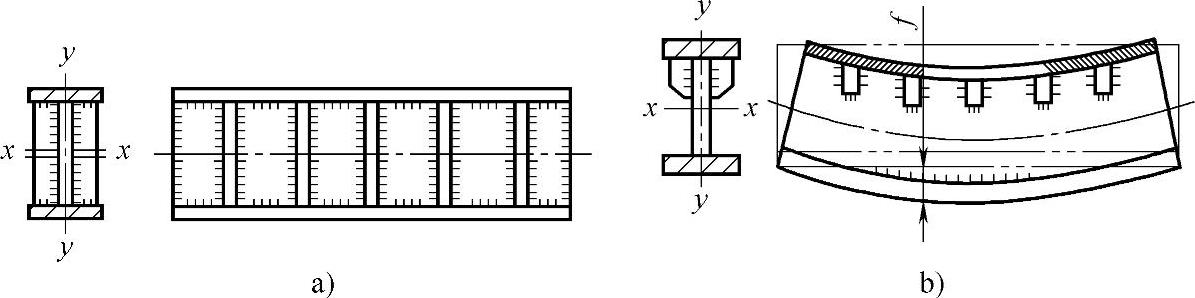
图6-40 焊缝在结构中的位置对变形的影响(五)
a)对x-x轴和y-y轴对称布置 b)对y-y轴对称布置(https://www.xing528.com)
(4)结构刚性的影响 金属结构在力的作用下通常是不容易产生变形的,称为刚性大,反之称为刚性小。因此,在焊接结构中,刚性大的变形小,刚性小的变形大。
在焊接结构中,刚性对于影响拉伸、弯曲和扭曲变形又有不同的规律。
1)影响焊接结构拉伸变形的刚性,主要由结构截面积的大小来决定。焊接结构的截面积越小,则抵抗拉伸变形的刚性就小,拉伸变形就越大。
2)影响焊接结构弯曲变形的刚性,主要由结构截面的形状和尺寸来决定。例如,截面完全相同的梁,当在结构中的安放位置使截面的垂直尺寸小于水平尺寸时,抗弯刚性就小,容易产生弯曲变形;截面完全相同的结构,长度越大,抗弯刚性就越小。板厚一样的T字梁(或工字梁、箱形梁),腹板高度越小,抗弯刚性则越小。
3)影响焊接结构扭曲变形的刚性,除取决于结构尺寸大小外,最主要的是结构截面的形状。如果结构截面是不封闭的,则抵抗扭曲变形的刚性就小。图6-41所示为几种梁的截面形状,图6-41a、图6-41b所示为封闭形的截面,其抗扭曲变形的刚性要比图6-41c、图6-41d、图6-41e所示的不封闭的截面强。
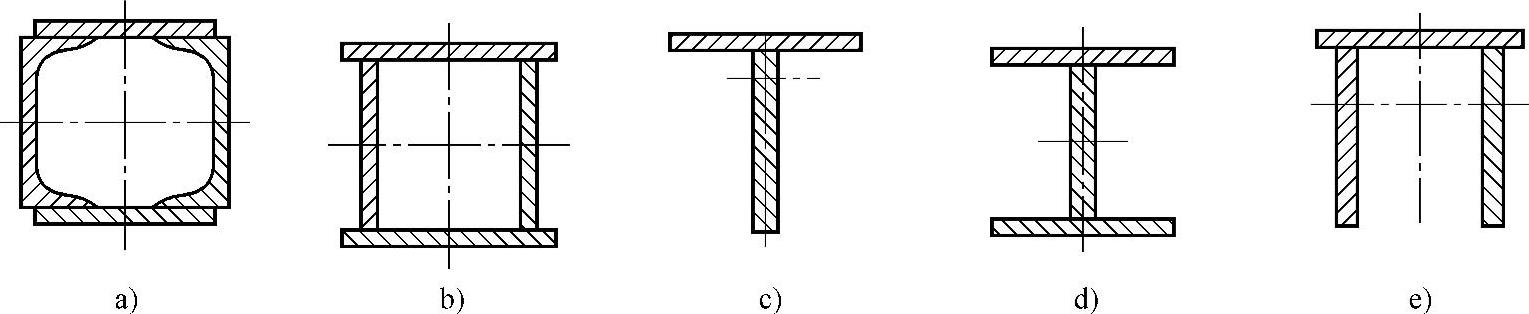
图6-41 常见焊接梁的截面形状
a)封闭截面梁1 b)封闭截面梁2 c)不封闭截面梁1 d)不封闭截面梁2 e)不封闭截面梁3
综上所述,一般短而粗的焊接结构,其刚性较大;细而长的构件,其刚性较小。在实践中,估计焊后产生各种变形的程度,一定要综合考虑上述几个方面的因素。
2.焊接结构的工艺因素
(1)装配及焊接顺序的影响 一个焊接结构的刚性是在装配和焊接过程中逐渐增大的,整体结构的刚性总比它的零件或部件刚性大。因此,如果没有条件将结构总装成刚性较大的情况下焊接,那么势必会产生较大的变形。当用钢板焊接工字梁时(图6-42a),先将腹板和一块翼板装配-焊接成T形梁,然后在T形梁上装配-焊接另一块翼板形成工字梁;图6-42b所示为先整体装配成工字梁,然后焊接。显然,采用6-42b所示的装配-焊接顺序,变形较小。
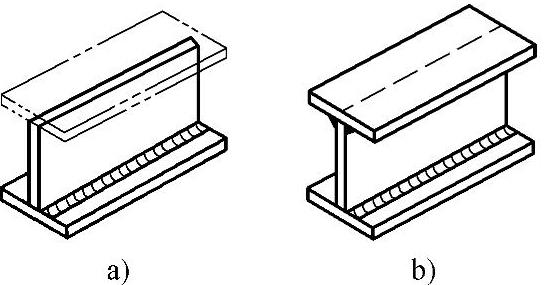
图6-42 装配和焊接顺序对变形的影响
a)先焊接成T形再焊接成工字梁 b)先整体装配成工字梁,然后焊接
(2)焊接方向的影响 对于普通对接直焊缝来说,不管焊缝有多长,其横向受力的分布总是在末端产生较大的拉应力、中段受到较大的压应力,而且焊缝越长,采用直通焊(连续向一个方向焊接)的方法,这种应力就越大,因此产生的焊件变形也就越大。不同的焊接方向会导致焊接结构产生不同的变形,这不仅仅是因为在焊接过程中沿焊缝方向上热量的不均匀分布,主要是由于冷却有先后,在膨胀或收缩过程中受到的约束程度不同而引起的。
(3)焊接方法的影响 焊接过程中,由于焊接方法不同,金属受热的体积越大,变形也就越严重。如果在气焊时,由于焊件的受热面较大,因此焊件的变形也较大;而在电弧焊时,尽管其热能较大,但由于热量较集中,焊接速度又远大于气焊,因此相对来说焊件的受热面就比气焊时小,变形也就较小。同理,等离子弧焊与电子束焊产生的变形就更小。
3.其他因素
(1)焊接电流、焊接速度的影响 对于大多数的焊接结构来讲,变形随着焊接电流的增大而增加,使用的焊条直径大,变形也大。同时,变形随着焊接速度的加快而减小,其根本原因在于焊接结构受热体积的增加和减小。
(2)焊接材料线膨胀系数的影响 金属材料受热时,在某一个方向上发生膨胀称为线膨胀。当温度上升1℃时金属所增加的长度和0℃时长度的比值,称为线膨胀系数,用al表示,单位是mm/(mm·℃)。a值越大则焊后收缩变形也就越大。
(3)装配间隙与坡口形式的影响 装配间隙越大,坡口截面需要填充的面积越大,焊件焊后产生的变形就越大。图6-43所示是几种常见典型坡口形式焊接变形量大小的比较,对于同样厚度的焊件,当采用电渣焊方法进行焊接时,所产生的焊接变形要比焊条电焊或埋弧焊大,这主要是因为电渣焊的坡口(装配间隙)大,填充金属量大。
总之,各种影响焊接变形的因素并不是单独起作用的,这就要求在分析焊接结构变形时,要考虑各种影响的因素,以便能够定出较合理的阻止变形的措施。
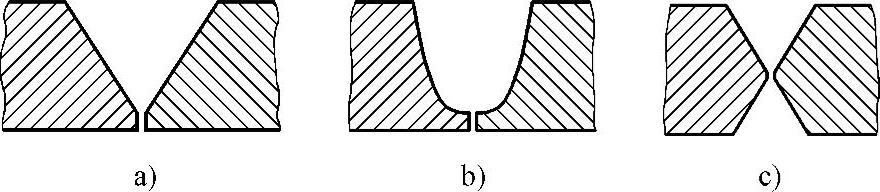
图6-43 装配间隙与坡口形式对变形的影响
a)变形最大 b)变形较大 c)变形最小
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。