



1)返修焊道经清除缺陷后的坡口表面要呈圆滑过渡,不得有尖锐棱角,如图6-14所示。
2)如果一条焊缝上有若干个缺陷存在,而且它们之间的距离又比较近,比如都小于20~30mm时,为了使这两个补焊坡口中间的金属不会受到补焊热循环(应力-应变)过程的不利影响,一般是在彻底清除这些缺陷时,连同它们之间的金属全部清除,使之成为一个较大的补焊坡口,一次完成补焊工作,如图6-15所示。
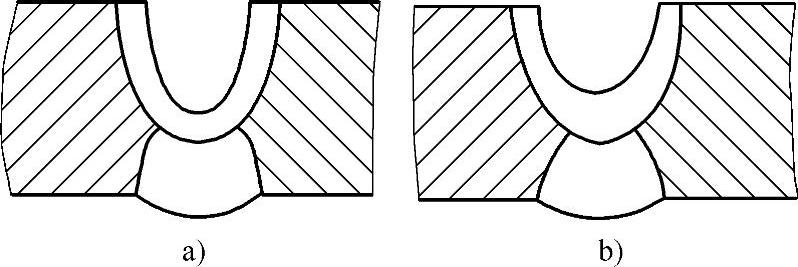
图6-14 返修焊道坡口的加工
a)不正确 b)正确
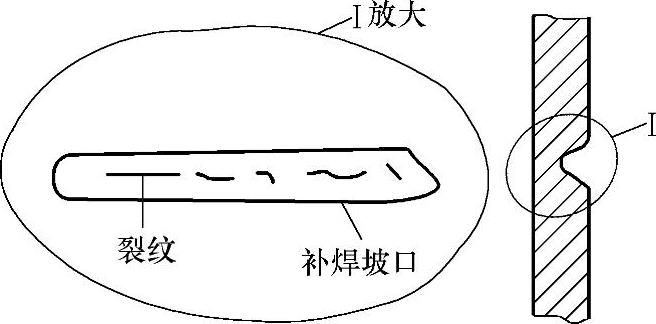
图6-15 连起来开坡口
3)如果焊缝中存在的缺陷有好几个,而且各个缺陷的大小、深浅及宽窄均不一样,并且它们的距离都较近的情况下,在返修补焊时,应当先补焊深的部位,等到补焊到各处的深度都基本一样时,再一起继续补焊完毕,如图6-16所示。
4)针对上述宽、窄、深、浅不一的补焊坡口,在进行返修补焊时,也可以先补焊特别宽的地方,待补焊到各处宽度基本一致后,再继续一道补焊完成,如图6-17所示。
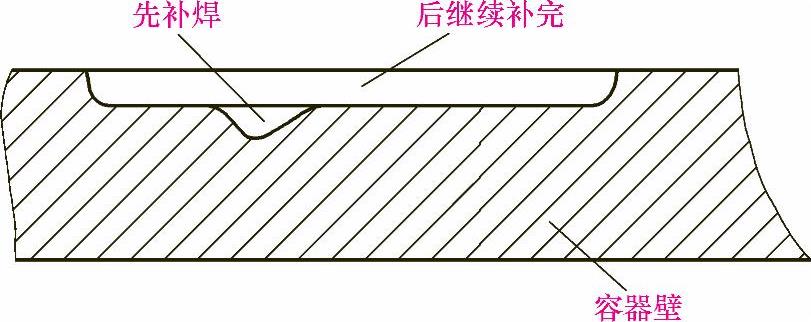
图6-16 先补焊深处
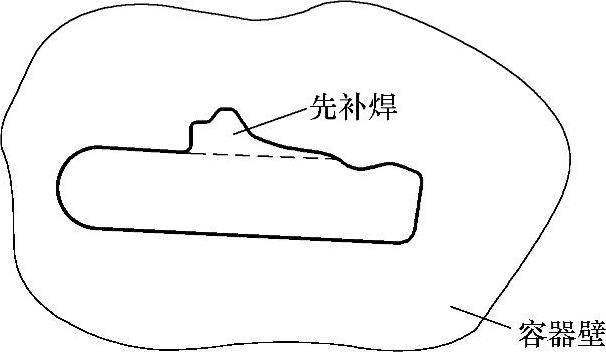
图6-17 先补焊宽处
5)在压力容器的环焊缝或者大口径接管的角焊缝中,如果存在较多缺陷,按缺陷部位开凿补焊坡口,而且补焊坡口已经占据了整个环形周围的大部分,如图6-18a所示。这种情况返修时,可以将无缺陷的原焊缝也铲除一部分,让其形成全圆周形(即整圈)的补焊坡口,如图6-18b所示。(https://www.xing528.com)
6)补焊坡口的形状与尺寸主要取决于角焊缝上缺陷的尺寸大小、缺陷的性质及缺陷的分布状况。在角焊缝上返修补焊坡口时,其断面应当加工成如图6-19所示的形状。
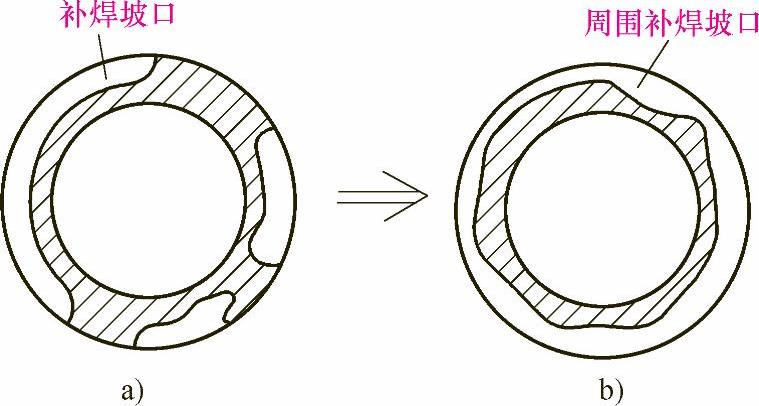
图6-18 连成圆周的补焊坡口
a)补焊坡口一 b)补焊坡口二
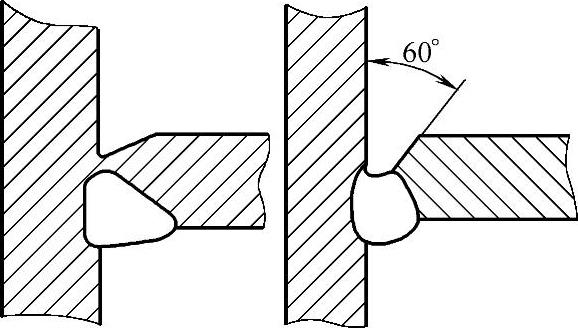
图6-19 角焊缝的补焊坡口
7)在对接焊缝上返修补焊坡口时,将其断面加工成如图6-20所示的形状。
8)图6-21所示为沿着焊缝纵向加工返修补焊坡口时的断面形状。
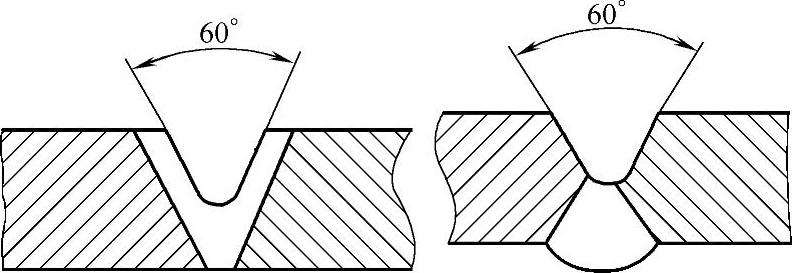
图6-20 对接焊缝的补焊坡口
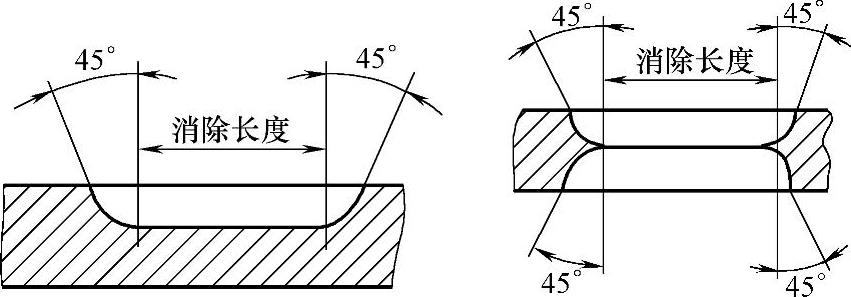
图6-21 沿焊缝纵向加工的补焊坡口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。