



【摘要】:图6-9 咬边基本金属与焊缝金属交界处的凹槽,称为咬边,如图6-9中箭头所指处。由于咬边使基本金属的有效截面减少,因此不仅仅降低了焊接接头的强度,而且在咬边处容易引起应力集中,承载后有可能在此处产生裂纹。因此,承受静载的焊件,通常规定,当钢材厚度小于10mm时,基本金属咬边深度不应大于0.5mm;当钢材厚度超过20mm时,基本金属咬边深度不应大于1mm;承受动载荷的焊件,基本金属的咬边深度不应大于0.5mm。
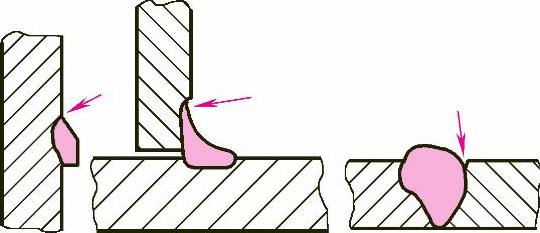
图6-9 咬边
基本金属与焊缝金属交界处的凹槽,称为咬边,如图6-9中箭头所指处。由于咬边使基本金属的有效截面减少,因此不仅仅降低了焊接接头的强度,而且在咬边处容易引起应力集中,承载后有可能在此处产生裂纹。因此,承受静载的焊件,通常规定,当钢材厚度小于10mm时,基本金属咬边深度不应大于0.5mm;当钢材厚度超过20mm时,基本金属咬边深度不应大于1mm;承受动载荷的焊件,基本金属的咬边深度不应大于0.5mm。特别重要的焊件,如高压容器、高压管道等咬边是不允许存在的。
1.产生原因
1)平焊时,由于焊接电流太大,电弧过长或者运条速度不当。
2)角焊时,由于焊条角度或者电弧长度不当。
3)埋弧焊时,由于焊接速度过快所造成。(https://www.xing528.com)
2.防止措施
1)可在坡口端部用磨光机打磨出深度为1mm左右,角度为45°的“缓冲”边,这样就可以减缓坡口端部很快被熔化掉的弊端,可以有效地避免容易产生咬边的问题。同时还可以减少焊条在焊缝两侧的停留时间,解决焊缝两侧由于温差较大而使焊缝“花纹”粗大的问题。
2)也可以选择适当的焊接电流及正确的运条方法,控制焊接速度,让焊条摆动时停留在坡口边缘并做短暂停留,当焊条摆动到另一侧坡口的边缘同样做短暂停留,然后焊条继续前行摆动;在摆动到另一侧前段焊缝边缘上端时,焊条向下摆动到前段焊缝边缘做短暂停留,此时焊条金属始终保持熔化状态,而母材金属温度相对较低,熔化的焊条金属会很快将原有咬边处迅速填满,这样就可以有效解决咬边的问题。
3)角焊时,焊条的角度要合适,同时保持一定弧长。
4)埋弧焊时要正确选择焊接规范。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。