



1.焊接电流
焊接电流直接决定着焊丝熔化速度、焊缝熔深与母材熔化量的大小。焊接电流对焊缝形状的影响如图5-4所示。焊接时,如果其他因素不变,焊接电流增加,则电弧吹力也增强,焊缝厚度也增大。同时,焊丝的熔化速度也相应加快,焊缝余高略有增加,但电弧的摆动小,所以焊缝宽度变化不大。电流过大,容易产生咬边或者成形不良,使热影响区增大,甚至被烧穿;电流过小,焊缝厚度减小,容易产生未焊透的缺陷,电弧稳定性也差。
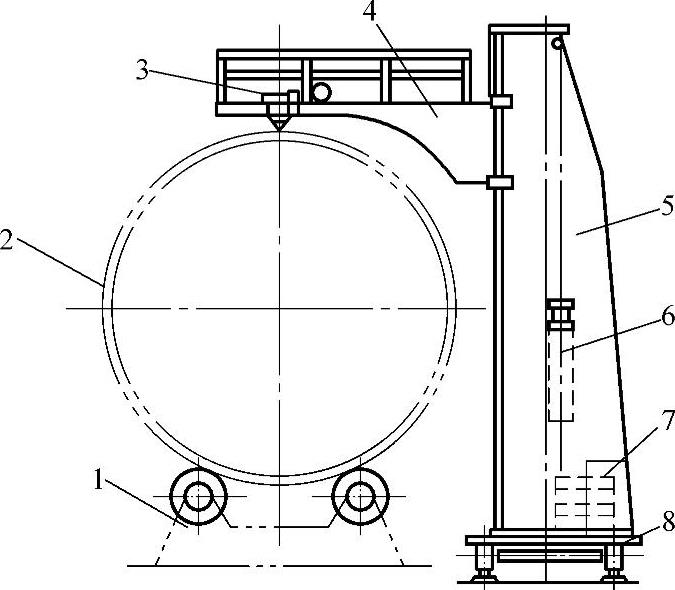
图5-3 平台式焊接操作机结构
1—滚轮托架 2—焊件 3—自动焊车 4—操作平台 5—立柱 6—配重 7—压重 8—行走台车

图5-4 焊接电流对焊缝断面形状的影响
a)I形接头 b)Y形接头
2.电弧电压
电弧电压与电弧长度成正比。电弧电压主要决定着焊缝宽度,因而对焊缝截面形状与表面成形有很大影响,当其他参数不变时,电弧电压增大,焊缝余高与焊缝厚度变化不大,而焊缝宽度显著增加,如图5-5所示。与焊条电弧焊不同,埋弧焊时的电弧电压是事先选定的,并且与焊接电流相匹配,见表5-1。

图5-5 电弧电压对焊缝断面形状的影响
a)I形接头 b)Y形接头
表5-1 焊接电流与相应的电弧电压

3.焊接速度
焊接速度对于焊缝成形的影响存在一定的规律。在某些参数不变的情况下,当焊接速度增大时,熔宽与余高明显减小,熔深有所增加。但当焊速增大到40m/h以上时,熔深则随焊接速度的增加而减小。焊接速度对焊缝形状的影响如图5-6所示。
4.焊丝直径
当焊接电流不变时,随着焊丝直径的增加,电流密度减小,电弧吹力减弱,电弧的摆动作用加强,使得焊缝宽度增加而焊缝厚度降低;焊丝直径减小时,电流密度增大,电弧吹力增强,使焊缝厚度增加。因此用同样大小的电流焊接时,小直径焊丝可得到较大的焊缝厚度,焊丝直径与焊接电流的关系见表5-2。焊丝直径对焊缝形状的影响如图5-7所示。
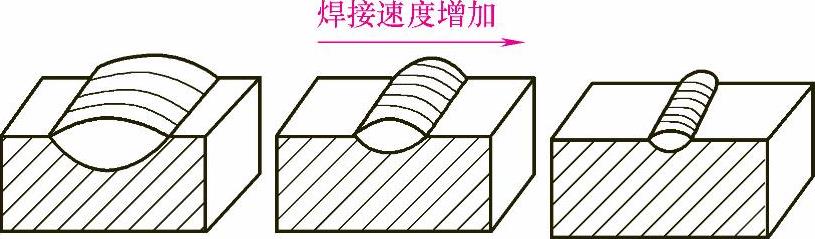
图5-6 焊接速度对焊缝形状的影响
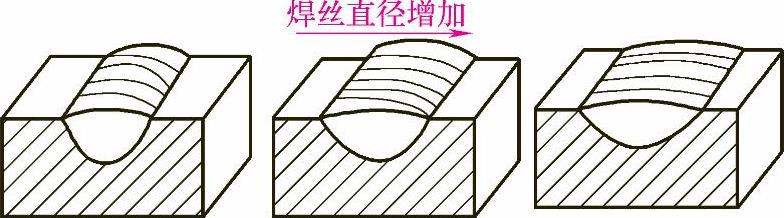
图5-7 焊丝直径对焊缝形状的影响(https://www.xing528.com)
表5-2 焊丝直径与焊接电流的关系

5.焊丝倾角
一般认为,焊丝垂直于水平面的焊接为正常状态,如果焊丝在焊接方向上前倾或后倾,其焊缝形状也不同。焊丝前倾,焊缝宽度大,如图5-8所示。焊丝后倾,焊缝宽度小,如图5-9所示。如图5-10所示,当焊丝前倾角度减小,从90°逐步降到30°时,则熔宽逐步地增大,而余高逐步地减小。如果焊接平角焊缝,焊丝还要和竖板呈约30°的夹角,如图5-11所示。
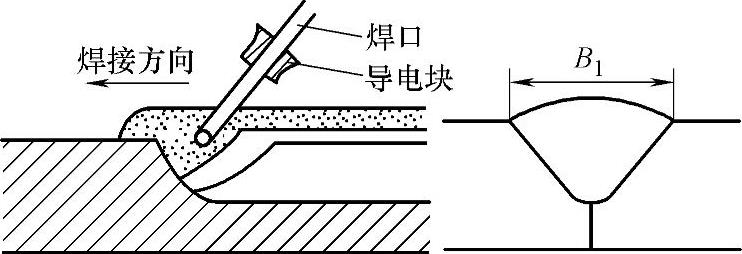
图5-8 焊丝前倾对焊缝形状的影响
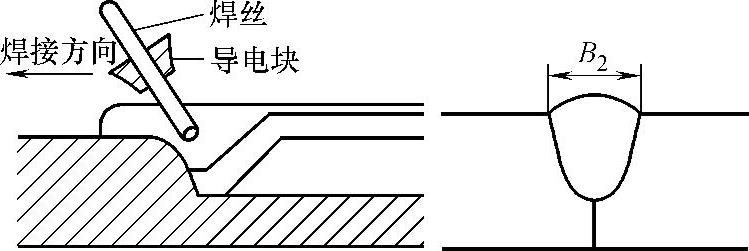
图5-9 焊丝后倾对焊缝形状的影响

图5-10 焊丝前倾角度对焊缝形状的影响
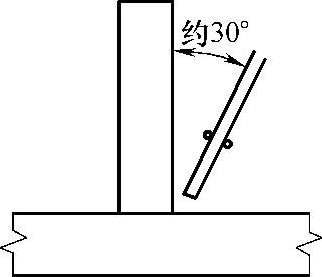
图5-11 平角焊缝焊丝倾角
6.焊丝伸出长度
焊丝伸出长度从导电嘴端算起,即为伸出导电嘴外的焊丝长度。焊丝伸出长度过长时,焊丝熔化速度加快,使熔深减小,余高增加;如果焊丝伸出长度太短,则可能损坏导电嘴。一般来说,要求焊丝伸出长度为30~35mm。
7.焊件倾斜对焊缝形状的影响
埋弧焊时,当焊件不在水平位置,而是从上往下的焊接,称为下坡焊;从下往上的焊接,称为上坡焊。下坡焊时,焊缝的厚度减小,宽度增大;上坡焊时,焊缝的余高与厚度增大,宽度减小,如图5-12所示。正常情况下埋弧焊时,焊件位于水平位置,不做倾斜,如图5-13a所示;焊件侧向倾斜,称为斜坡焊,如图5-13b所示。斜坡焊时,焊缝表面形状不规则,余高一侧增加,另一侧减小。
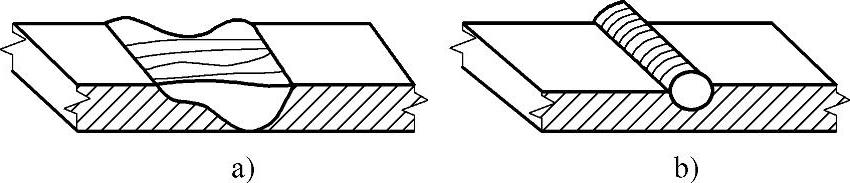
图5-12 焊件倾斜对焊缝形状的影响(一)
a)下坡焊 b)上坡焊

图5-13 焊件倾斜对焊缝形状的影响(二)
a)平焊 b)斜坡焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。