




图2-245 最佳焊枪角度
1.CO2气体保护焊平焊操作要点
1)最佳焊枪角度如图2-245所示。
2)在离焊件右端定位焊焊缝约20mm坡口的一侧引弧,然后开始向左焊接,焊枪沿坡口两侧做小幅度横向摆动,并控制电弧在离底边2~3mm处燃烧,当坡口底部熔孔直径达为3~4mm时,转入正常焊接,如图2-246所示。
3)焊接时,电弧始终在坡口内做小幅度横向摆动,并在坡口两侧稍做停顿,使熔孔深入坡口两侧各0.5~1mm。焊接时应当根据间隙和熔孔直径的变化来调整横向摆动幅度和焊接速度,尽量维持熔孔直径不变,获得宽窄和高低均匀的反面焊缝,以有效避免出现气孔。
4)熔池停留时间也不宜过长,否则容易出现烧穿。正常熔池呈椭圆形,若出现椭圆形熔池被拉长,即为烧穿前兆。此时应根据具体情况,改变焊枪操作方式来防止烧穿。
5)注意焊接电流和电弧电压的配合,电弧电压过高,容易引起烧穿,甚至熄弧;电弧电压过低,则在熔滴很小时就引起短路,并产生严重飞溅。
6)严格控制喷嘴的高度,电弧必须在离坡口底部2~3mm处燃烧。
2.CO2气体保护焊立焊操作要点
CO2气体保护焊立焊包括向上焊接和向下焊接两种,通常情况下,板厚不大于6mm时,采用向下立焊的方法,板厚大于6mm时,则采用向上立焊的方法。
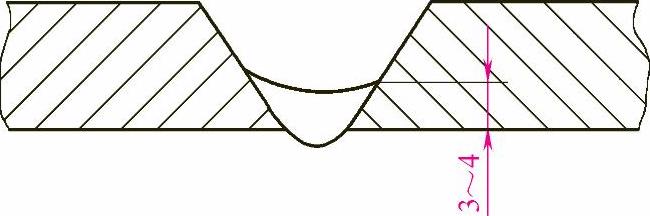
图2-246 打底焊缝
(1)向下立焊
1)CO2气体保护焊向下立焊的最佳焊枪角度如图2-247所示。
2)在焊件的顶端引弧,注意观察熔池,待焊件底部完全熔合后,开始向下焊接。焊接过程采用直线运条,焊枪不做横向摆动。因铁液自重影响,为了避免熔池中铁液流淌,在焊接过程中应始终对准熔池的前方,对熔池起到上托的作用,如图2-248a所示。如果掌握不好,则会出现铁液流到电弧的前方,如图2-248b所示。此时应当加速焊枪的移动,并应减小焊枪的角度,靠电弧吹力把铁液推上去,避免产生焊瘤及未焊透的缺陷。
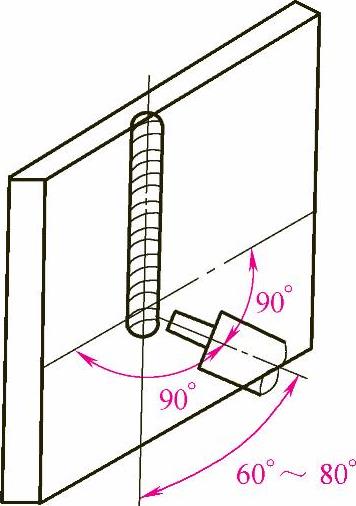
图2-247 向下立焊的最佳焊枪角度

图2-248 焊枪与熔池的关系
a)对准熔池前方 b)电弧吹力上推铁液
3)当采用短路过渡方式焊接时,焊接电流较小,电弧电压较低,焊接速度较快。
(2)向上立焊
1)向上立焊的最佳焊枪角度如图2-249所示。
2)向上立焊时的熔深较大,容易焊透。虽然熔池的下部有焊缝依托,但熔池底部是个斜面,熔融金属在重力作用下比较容易下淌,因此很难保证焊缝表面平整。为防止熔融金属下淌,必须采用比平焊稍小的电流,焊枪的摆动频率应稍快,采用锯齿形节距较小的摆动方式进行焊接,使熔池小而薄,熔滴过渡采用短路过渡形式。向上立焊时的熔孔与熔池如图2-250所示。
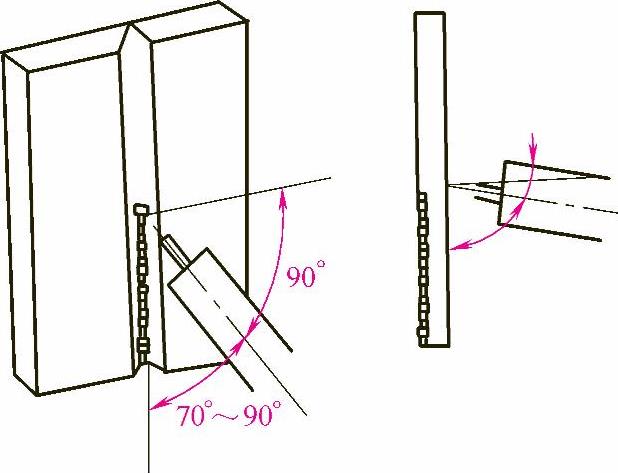
图2-249 向上立焊的最佳焊枪角度
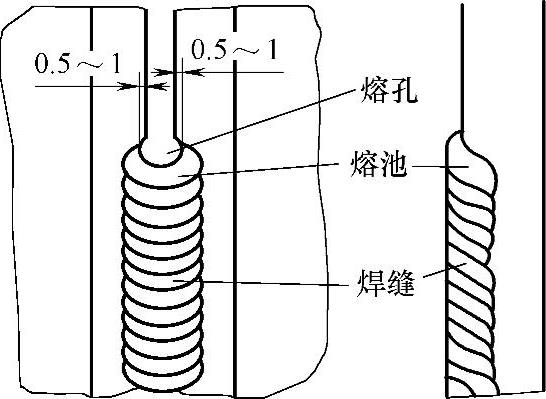
图2-250 向上立焊时的熔孔与熔池
3)向上立焊时的摆动方式如图2-251所示。当要求较小的焊缝宽度时,一般采用图2-251a所示的小幅度摆动,此时热量比较集中,焊缝容易凸起。因此在焊接时,摆动频率和焊接速度要适当加快,严格控制熔池温度和大小,确保熔池与坡口两侧充分熔合。如果需要焊脚尺寸较大时,应当采用图2-251b所示的上凸月牙形摆动方式,在坡口中心移动速度要快,而在坡口两侧稍加停留,以防止咬边。注意焊枪摆动要采用上凸的月牙形,不要采用图2-251c所示的下凹月牙形。由于下凹月牙形的摆动方式容易引起金属液下淌和咬边,焊缝表面下坠,成形质量不好。
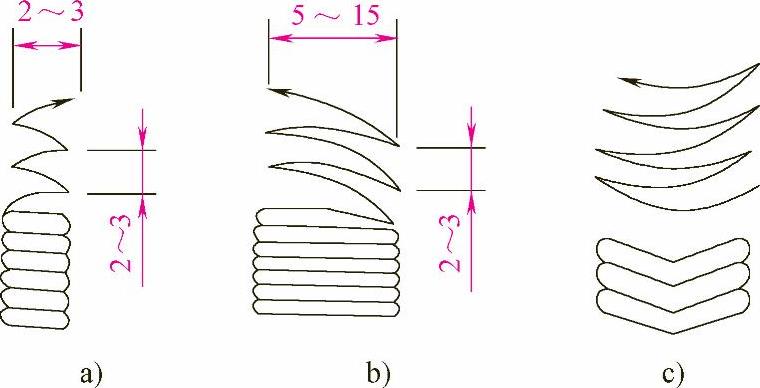
图2-251 向上立焊时的摆动方式
a)小幅度锯齿形摆动 b)上凸月牙形摆动 c)不正确的下凹月牙形摆动
3.CO2气体保护焊横焊操作要点
对于较薄的焊件(厚度不大于3.2mm),在焊接时一般进行单层单道横焊。较厚的焊件(厚度大于3.2mm),在焊接时采用多层焊。横向对接焊的焊接参数见表2-12。
表2-12 横向对接焊的焊接参数(https://www.xing528.com)

(1)单层单道横焊
1)单道焊缝通常都采用左焊法,最佳焊枪角度如图2-252所示。
2)当要求焊缝较宽时,可以采用小幅度的摆动方式,如图2-253所示。横焊时摆幅不要过大,否则易造成金属液下淌,多采用较小的规范参数进行短路过渡。
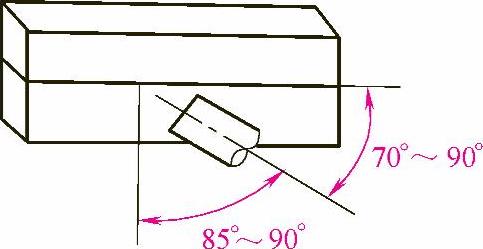
图2-252 最佳焊枪角度

图2-253 横焊时的焊枪角度
a)锯齿形摆动 b)小圆弧形摆动
(2)多层焊
1)焊接第一层焊缝时,焊枪的仰角为0°~10°,并指向顶角位置,如图2-254所示。采用直线形或是小幅度摆动焊接,根据装配间隙调整焊接速度及摆动幅度。
2)焊接第二层焊缝的第一条焊缝时,焊枪的仰角为0°~10°,如图2-255所示。焊枪以第一层焊缝的下缘为中心做横向小幅度摆动或是直线形运动,确保下坡口处熔合良好。
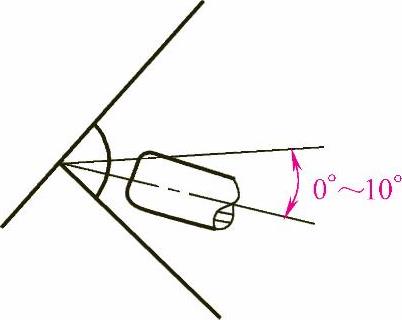
图2-254 焊接第一层焊缝时焊枪的角度
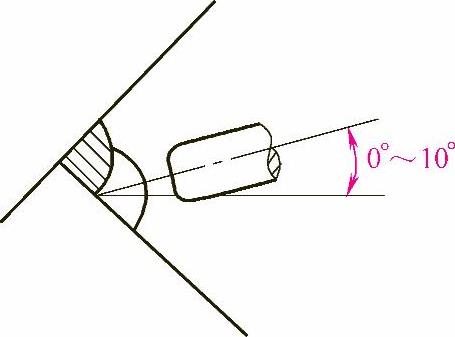
图2-255 焊接第二层第一条焊缝时焊枪的角度
3)焊接第二层的第二条焊缝时焊枪的角度为0°~10°,如图2-256所示。并以第一层焊缝的上缘为中心进行小幅度摆动或是直线形移动,确保上坡口熔合良好。
4)第三层以后的焊缝与第二层类似,由下往上依次排列焊缝,如图2-257所示。在多层焊接中,中间填充层的焊缝焊接规范可以稍大些,而盖面焊时电流应适当减小。
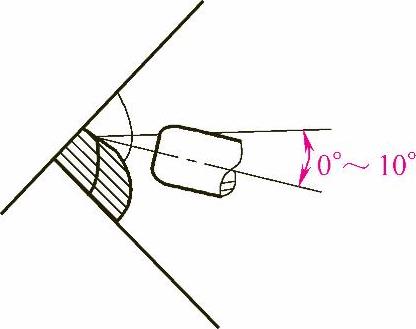
图2-256 焊接第二层第二条焊缝时焊枪的角度
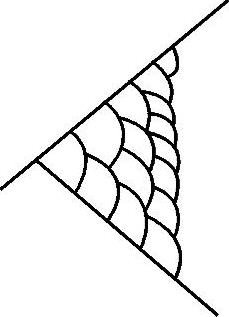
图2-257 多层焊时的焊缝排布
4.CO2气体保护焊仰焊操作要点
在仰焊时,操作者处于一种不自然的位置,很难稳定操作;同时由于焊枪及电缆较重,给操作者增加了操作的难度;仰焊时的熔池处于悬空状态,在重力作用下很容易造成金属液下落,主要靠电弧的吹力和熔池的表面张力来维持平衡,因此如果操作不当,易产生烧穿、咬边及焊缝下垂等缺陷。
1)在仰焊时,为了防止液态金属下坠引起的缺陷,一般采用右焊法,这样可以增加电弧对熔池的向上吹力,有效防止焊缝背凹的产生,减小液态金属下坠的倾向。
2)CO2气体保护焊仰焊时的最佳焊枪角度如图2-258所示。
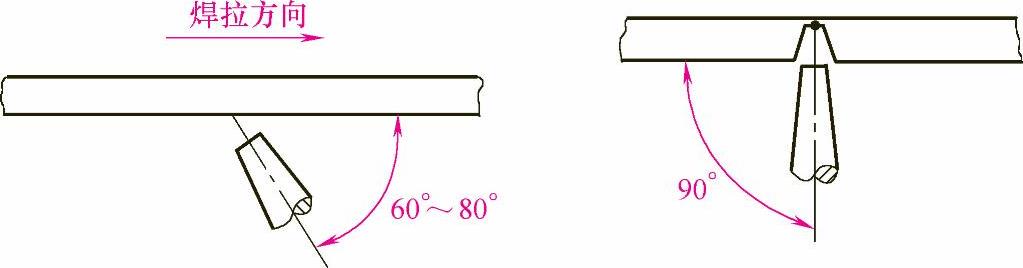
图2-258 仰焊时的最佳焊枪角度
3)为防止导电嘴和喷嘴间有黏接、阻塞等现象,通常在喷嘴上涂硅油作为防堵剂。
4)首先在试板左端定位焊缝处引弧,电弧引燃后焊枪做小幅度锯齿形横向摆动向右进行焊接。当将定位焊缝覆盖,电弧到达定位焊缝与坡口根部连接处时,将坡口根部击穿,形成熔孔并产生第一个熔池,即转入正常施焊。
5)注意一定要使电弧始终不脱离熔池,并利用其向上的吹力阻止熔化金属下淌。
6)焊丝摆动幅度要小,并要均匀,防止外穿丝。当发生穿丝时,可将焊丝回拉少许,把穿出的焊丝重新熔化掉再继续施焊。
7)当焊丝用完或者由于送丝机构、焊枪发生故障,需中断焊接时,焊枪不要马上离开熔池,应当稍做停顿。若有可能,应当将焊枪移向坡口侧再停弧,以防止产生缩孔和气孔。
8)在接头时,焊丝的顶端应当对准缓坡的最高点引弧,然后以锯齿形摆动焊丝,将焊缝缓坡覆盖。当电弧到达缓坡最低处时,稍压低电弧,转入正常施焊。
9)如果焊件较厚,需要开坡口采用多层焊接。多层焊的打底焊时,与单层单道焊类似。填充焊时要掌握好电弧在坡口两侧的停留时间,确保焊缝之间、焊缝与坡口之间熔合良好。填充焊的最后一层焊缝表面应距离焊件表面1.5~2mm,不要将坡口棱边熔化。盖面焊应当根据填充焊缝的高度适当调整焊接速度及摆幅,确保焊缝表面平滑,两侧不咬边,中间不下坠。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。