



1.CO2气体
一般将焊接用的CO2气体压缩成液态储存在容量为40L的钢瓶内,每瓶可以装25kg液体CO2。瓶内液面上是水蒸气、空气和CO2三者的混合物,瓶内的压力随着外界温度的升高而加大,因此不能用压力表上的读数来估计瓶内液态CO2的剩余量。由于压力表上的读数仅代表气体CO2的压力,不代表液态CO2的剩余量。
CO2气瓶应涂铝白色,同时用黑色标写有“液态二氧化碳”字样。CO2气瓶使用时因为瓶内压力随外界温度的升高而加大,所以CO2气瓶不准靠近热源或置于烈日下曝晒,避免发生爆炸事故。
液态CO2在大气压力下的沸点为-78℃,因此常温下极易蒸发。CO2气体中水气的含量与瓶中的压力有关,压力越低,水气越多,当压力小于1MPa时,CO2气体中的含水量便大为增加,不能继续使用。为了保证焊接质量,一般规定CO2气体的纯度(体积分数)为99.5%以上,水的体积分数、氮的体积分数均不得大于0.1%。
2.焊丝
为了保证CO2气体保护焊的焊缝质量与力学性能,焊丝中必须比基本金属中含有较多的Si、Mn、Al、Ti等脱氧元素,为了降低飞溅,焊丝的wc必须限制在0.1%以下。常用的CO2气体保护焊焊丝牌号和化学成分见表2-7。
表2-7 常用CO2气体保护焊焊丝牌号和化学成分
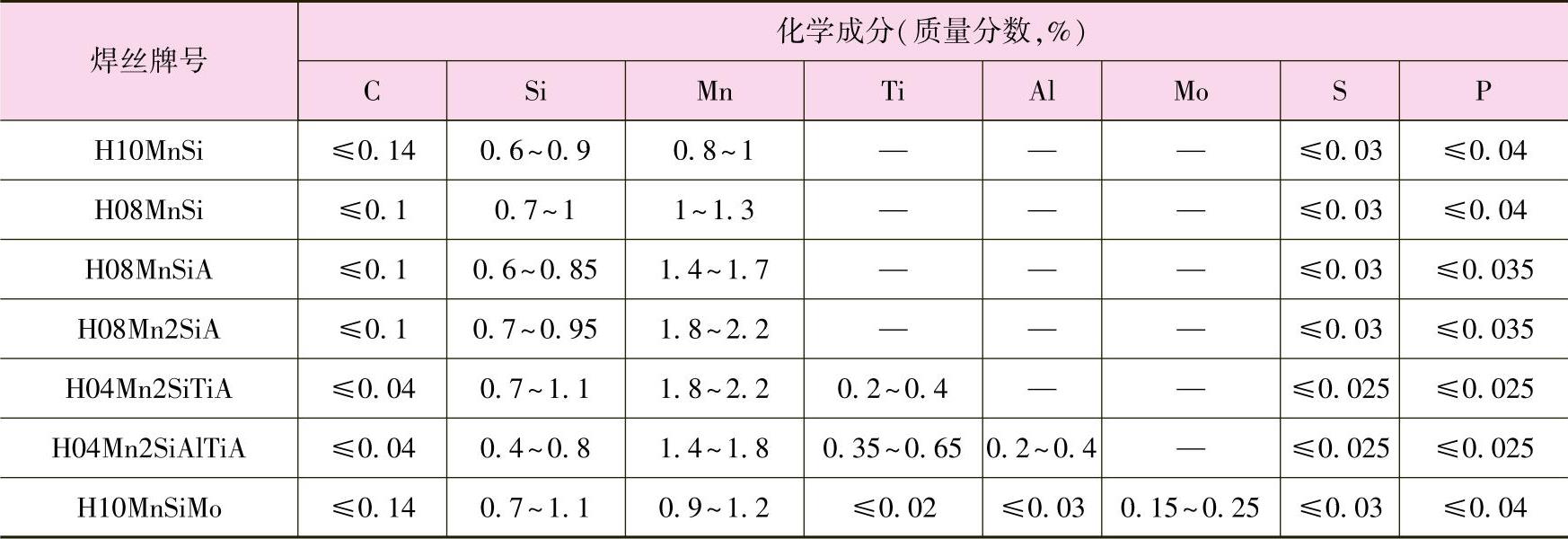
H08Mn2SiA是最为常用的一种焊丝,具有良好的焊接工艺性能和力学性能,适用于焊接低碳钢、低合金钢和某些ReL≤500MPa低合金高强钢。H08MnSi与H08MnSiA只能够用于焊接低碳钢和ReL≤300MPa的低合金钢。H04Mn2SiTiA与H04Mn2SiTiA焊丝,由于含碳量低,同时又含有较强脱氧能力及固氮能力的Al、Ti等元素,所以这两种焊丝抗气孔能力较强,焊接时飞溅小,适用于对焊缝质量要求较高的焊件。当焊接强度级别较高的钢种时,则需要选用含Mo的焊丝,如H10MnSiMo等。
CO2气体保护焊焊接低碳钢时,常选用硅锰焊丝进行焊接,通常为H08Mn2Si、H08Mn2SiA等。除选择适当的焊丝外,起保护作用的CO2气体纯度也非常重要,如果在CO2气体中氮和氢的含量过高,即使焊接时焊缝不被氧化,焊丝向焊缝过渡的Si、Mn充足,还是有可能在焊缝中出现气孔,因此CO2气体中氮、氢的含量必须符合标准。药芯焊丝一般选用YJ502-1、YJ506-2、YJ506-3、YJ506-4等。(https://www.xing528.com)
低碳钢的CO2气体保护焊用在薄板结构上的优越性非常大。为了获得稳定的电弧,需采用较高的电流密度,但需要控制电弧电压不得过高,否则电弧将燃烧不稳定,同时会引起大量的金属飞溅和焊缝的力学性能降低。
CO2气体保护焊焊接时,飞溅问题非常严重,为解决飞溅问题,在焊丝表面或内部添加K、Cs等易电离物质(电弧活化剂),加入活化剂的焊丝称为活性焊丝。加入易电离物质,可以使电弧弧柱横向尺寸增大,减小阻碍熔滴脱落的电磁力。由于电弧稳定,电弧活性斑点稳定在电极端部,改善了CO2气体保护焊的熔滴过渡特性,以小滴形式从焊丝末端不断滴落,呈现细滴喷射过渡,从而大大减少了飞溅。
活性焊丝和普通焊丝相比,飞溅率从10%~12%降低到2%~3%,而且焊接速度提高了0.5~1倍,焊缝熔透良好,表面光滑,容易脱渣。
CO2气体保护焊所用的焊丝,一般直径为0.5~5.0mm,半自动CO2气体保护焊常用的焊丝有ϕ0.8、ϕ1.0、ϕ1.2和ϕ1.6mm等几种,自动CO2气体保护焊焊丝除了上述几种直径的外,还可使用ϕ2.0~5.0mm的焊丝。
焊丝的表面有镀铜和不镀铜两种。镀铜可以防止生锈,同时可以改善焊丝的导电性能,提高焊接过程的稳定性。在使用焊丝时,需要认真去除表面的油、锈等污物。
CO2桶装焊丝是借助于单独卷绕方法将焊丝收入纸桶包装内,可以在纸桶静置状态下将焊丝抽出,且不发生扭曲。焊接时焊丝送线良好,无扭曲变形的现象。由于纸桶包装重量大,可节省更换焊丝的时间,非常适用自动CO2焊接。图2-222所示为CO2桶装焊丝的使用方法。
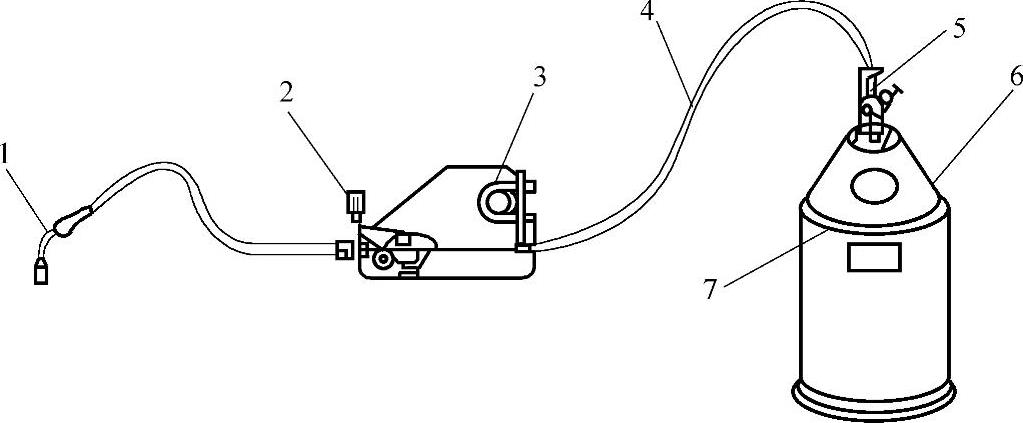
图2-222 CO2桶装焊丝的使用示意图
1—焊枪 2—送给装置 3—导线夹 4—填丝软管 5—矫正器 6—锥形筒帽 7—纸桶带环
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。