



1.设备组成
(1)手工钨极氩弧焊设备 一般包括弧焊电源、控制系统、焊枪、供气系统和水路系统等部分,如图2-167所示。图2-167a所示为手工填丝钨极氩弧焊设备示意图,图2-163b所示为自动填丝钨极氩弧焊设备示意图。
(2)自动钨极氩弧焊 自动TIG焊设备的填丝与电弧的移动都是采用机械装置自动进行的,焊接过程稳定,生产率高,多用在直缝、环缝、管道对接接头。自动TIG焊设备主要分为悬臂式、焊车式和机床式等。

图2-167 手工钨极氩弧焊设备系统图
a)手工填丝时 b)自动填丝时
1—焊件 2—焊枪 3—焊枪开关 4—输出电缆 5—焊枪电缆 6—氩弧焊机 7—输入电缆 8—氩气瓶 9—气管 10—减压阀、流量计 11—冷却水循环装置(采用水冷焊枪时使用)
12—接地电缆 13—自动填丝装置
1)悬臂式自动TIG焊设备包括悬挂式焊接机头、焊丝盘、立柱、横梁、控制箱、电源及气路和水路等,焊丝盘和机头均悬挂在横梁上。
2)焊车式自动TIG焊设备包括焊接小车、控制盘、电源等,焊接机头、焊丝盘及控制盘等随小车一起行走,类似于埋弧焊焊接小车。
3)机床式自动TIG焊设备包括机架、控制箱、电源等,焊接机头、行走机构及焊丝盘均安装在固定的机床上。
2.弧焊电源
钨极氩弧焊与焊条电弧焊一样,需要具有下降特性的弧焊电源。所以直流弧焊发电机、弧焊整流器和弧焊变压器等,均可以作为钨极氩弧焊的弧焊电源。
(1)直流弧焊电源 如果直流弧焊电源采用不同的极性,在工艺上将会出现下列差异:
1)当采用直流正接时,就是焊件接正极,钨极接负极,如图2-168a所示。由于电子从钨极向焊件高速冲击,结果使焊件温度升高,钨极温度却较低。所以,采用直流正接,不仅可以使熔深增加,而且钨极允许通过的焊接电流也可增大,因此常用氩弧焊打底和焊接铜、不锈钢、碳钢等。
2)当采用直流反接时,就是焊件接负极,钨极接正极,如图2-168b所示。因电子从焊件向钨极冲击,结果使钨极温度升高,损耗增大,电弧不稳定,焊件温度却较低,熔深较浅。另外,氩气被电离后,产生的大量正离子,以较高的速度向熔池表面冲击,将熔点高且又致密的氧化膜撞碎,使焊接过程能顺利进行,这种现象又称做“阴极破碎”作用(或是称“阴极雾化”作用)。这种作用对铝、镁及其合金的焊接非常有利,可不用焊剂,而是依靠阴极破碎作用去除氧化膜,得到成形良好的焊缝。但是在实际生产中,因直流反接时钨极消耗量大,电弧又不稳定,所以手工钨极氩弧焊一般都是采用直流正接。
(2)交流弧焊电源 交流电的极性是来回变化的,在正极性的半波里,钨极为负极,因为发射电子使本身温度降低,导致钨极的烧损减少;而在反极性的半波里,钨极为正极,又有“阴极破碎”作用,使熔池表面氧化物得以清除。所以焊接铝、镁及其合金时常采用交流弧焊电源。
3.焊枪
手工钨极氩弧焊用的焊枪主要由焊枪体、喷嘴、电极夹、焊接电缆、气管、水管(小规范时可以不用)和按钮等组成,其作用为夹持钨极、传导电流以及输送氩气。
为了使氩气的保护效果良好,焊枪应是径向进气,出气口使用圆柱形喷嘴,具有较长的导气道或加有“气筛”装置,使得氩气进入焊枪后气流减速,均匀镇静,进而减少涡流,保持层流,提高保护效果。喷嘴根据不同的施工条件有不同的样式和规格,见表2-3。
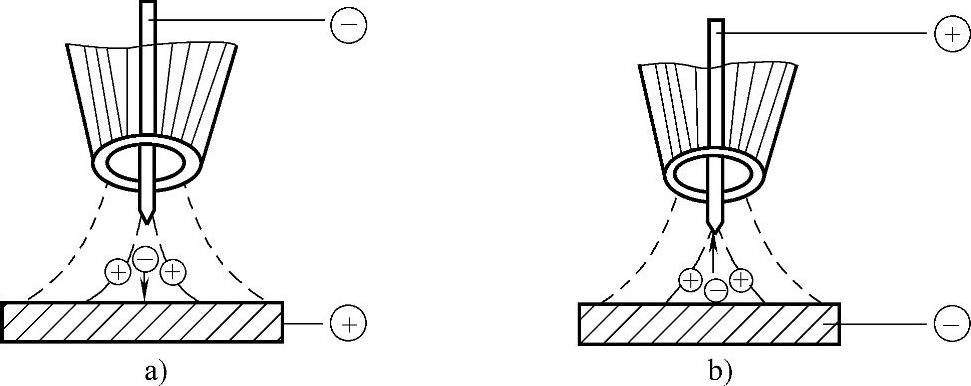
图2-168 直流电源的极性接法示意图
a)直流正接法 b)直流反接法(https://www.xing528.com)
表2-3 特定工作环境下的喷嘴

手工钨极氩弧焊的焊枪种类很多,在定型产品中依据使用电流大小,有水冷式及气冷式之分。常用的水冷、气冷式焊枪如图2-169所示。
4.供气系统
供气系统包括氩气瓶、减压表、流量计及气阀,其作用是使钢瓶内的氩气按照一定的流量,从焊枪的喷嘴送入到焊接区。
氩气瓶是氩弧焊的气源,在使用时要注意禁止将瓶内氩气用完,以免空气进入瓶内,造成下次瓶内氩气不纯,影响焊接质量。为了方便识别,氩气瓶应当涂灰色,并以绿色标有“氩气”字样。
减压表的作用是将瓶内氩气降为工作压力0.1~0.2MPa,为了方便使用,可以采用专用的氩气减压表,也可以使用普通氧气减压表代替。
流量计是测量通入气体流量大小的装置,以保证氩气在焊接过程中按给定的数量均匀输送。氩弧焊常用的气体流量计为玻璃转子流量计或是其他医用流量计,通常以L/min为计量单位。
气阀是用来控制氩气的送气和停气,可以直接采用机械的气阀开关由手工来控制,也可以采用准确度较高的电磁气阀控制氩气,按照给定的时间开启、闭合。在采用电磁阀时,因对电磁阀动作所需的材料、接线、表面粗糙度、弹簧等均有技术上的要求,所以不能随意更换。

图2-169 常用的水冷、气冷式焊枪
a)水冷式焊枪 b)气冷式焊枪
1—钨极 2—喷嘴 3—导流件 4—密封圈 5—焊枪体 6—钨极夹头 7—盖帽 8—密封圈 9—船形开关 10—扎线 11—焊枪把 12—插头 13—进气管 14—出水管 15—水冷缆管 16—活动接头 17—水电接头 18—电缆 19—气开关手轮 20—通气接头 21—通电接头
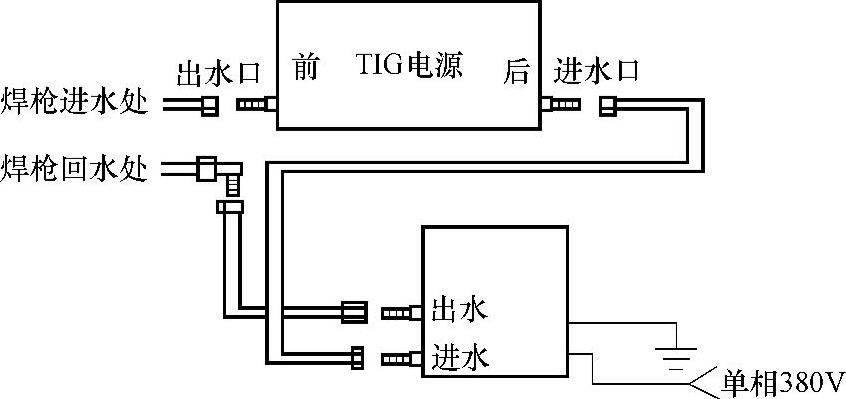
图2-170 水路冷却循环
5.水路系统
当焊接电流超过200A时,为了提高电流密度以及减轻焊枪重量,必须对焊接电缆、钨极和焊枪进行水冷。水路系统要求畅通无阻,使用水压开关或手动开关来控制冷却水的流量。水压开关与电源连锁,水压不足时,焊机无法启动,只有水量充裕,水压开关才起作用。在使用时不要随便短接,防止烧坏焊枪和焊机,水路冷却循环如图2-170所示。
当采用气冷式焊枪或采用小规范焊接时,一般不需水路系统进行水冷。
6.控制系统
手工钨极氩弧焊控制系统包括引弧装置、稳弧装置、电磁气阀、电源开关、继电保护及指示仪表等,通过控制线路实现对供电、供气、引弧以及稳弧等部分的控制。其控制程序如图2-171所示。

图2-171 手工钨极氩弧焊控制程序框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。