



1.引弧
(1)引弧操作步骤 焊条电弧焊时,引燃焊接电弧的过程,称为引弧。在引弧时,首先将焊条端部与焊件轻轻接触,然后很快地将焊条提起,此时电弧就在焊条末端与焊件之间建立起来,如图2-4和图2-5所示。

图2-4 引弧准备

图2-5 引燃电弧
引弧是焊条电弧焊操作中最基本的动作,其准备步骤为:
1)穿好工作服、戴好工作帽及电焊手套,如图2-6所示。
2)准备好焊件、焊条及辅助工具。
3)清理干净焊件表面的油污和水锈,如图2-7所示。
4)检查焊钳及各接线处是否良好,如图2-8所示。

图2-6 穿好工作服、戴好工作帽及电焊手套

图2-7 清理工件表面的油污和水锈

图2-8 检查焊钳
5)合上电闸、起动焊机(图2-9),并调节所需焊接电流(图2-10)。
6)把地线与焊件支架相连接(图2-11),并把焊件平放在支架上(图2-12)。

图2-9 起动焊机

图2-10 调节所需焊接电流

图2-11 连接地线与焊件支架
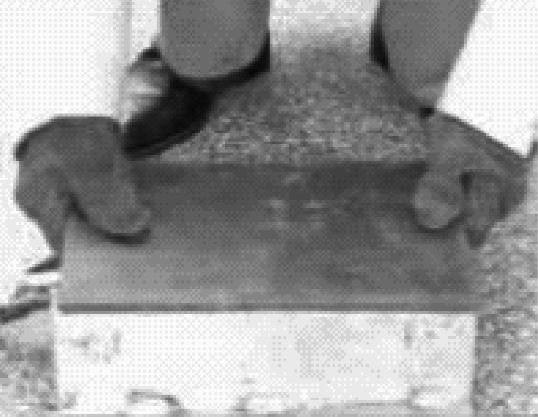
图2-12 将焊件放到支架上
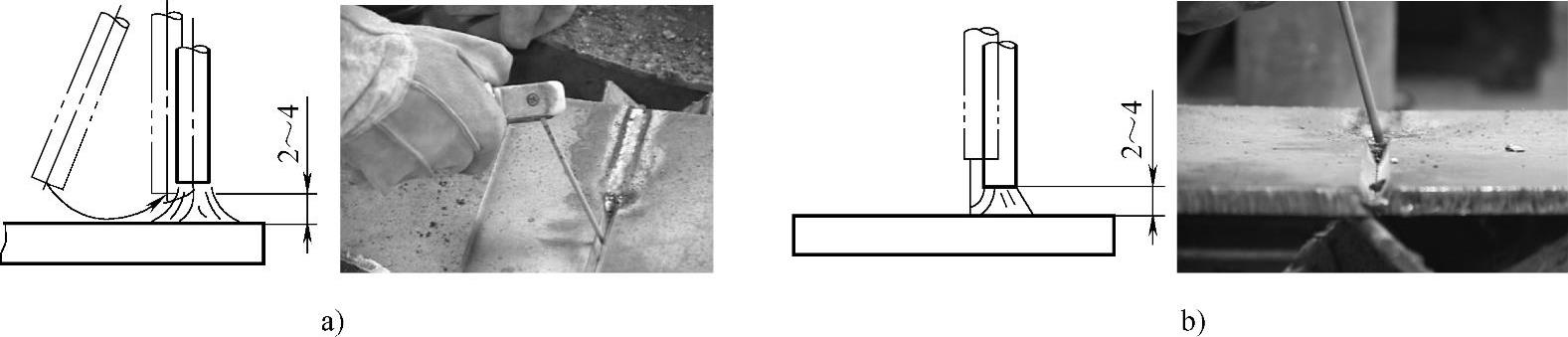
图2-13 引弧方法
a)划弧法 b)敲击法
7)从焊条保温筒中取出焊条,用拇指按下焊钳弯臂,打开焊钳,将焊条夹持端放到焊钳口凹槽中,松开焊钳弯臂。
8)右手握住焊钳,左手持面罩。
9)找准引弧处,手保持稳定,用面罩遮住面部,准备引弧。
(2)引弧方法 常用的引弧方法有划弧法和敲击法两种,如图2-13所示。
1)划弧法。先将焊条末端对准焊件,然后像划火柴似的将焊条在焊件表面轻轻划擦一下,引燃电弧,划动长度越短越好,通常为15~25mm。然后迅速将焊条提升到使弧长保持2~4mm高度的位置,并使之稳定燃烧。接着立即移到待焊处,先停留片刻(起预热作用),再将电弧压短至略小于焊条直径,在始焊点做适量横向摆动,并在坡口根部稳定电弧,当形成熔池后开始正常焊接,如图2-13a所示。这种引弧方式的优点是电弧容易引燃,操作简便,引弧效率高。其缺点是容易损坏焊件的表面,在焊接正式产品时很少采用。
2)敲击法。敲击法引弧又称直击法引弧,常用于比较困难的焊接位置,对焊件污染较小。将焊条末端垂直地在焊件起焊处轻微碰击,然后迅速将焊条提起,电弧引燃后,立即使焊条末端与焊件保持2~4mm,使电弧稳定燃烧,后面的操作与划弧法基本相同,如图2-13b所示。这种引弧方法的优点是不会使焊件表面造成划伤缺陷,又不受焊件表面的大小及焊件形状的限制,因此是正式生产时采用的主要引弧方法。其缺点是受焊条端部的状况限制,引弧成功率低,焊条与焊件往往要碰击几次才能使电弧引燃和稳定燃烧,操作不易掌握。在敲击时如果用力过猛,药皮容易脱落,操作不当还易使焊条粘于焊件表面。
两种引弧方法都要求引弧后,先拉长电弧,再转入正常弧长焊接,如图2-14所示。
引弧动作如果太快或是焊条提得过高,不易建立稳定的电弧,或是引弧后易于熄灭;引弧动作如果太慢,又会使焊条和焊件粘在一起,产生长时间短路,使焊条过热发红,造成药皮脱落,也无法建立起稳定的电弧。
3)焊缝接头处的引弧。对于焊缝接头处的引弧,一般有两种方法:
①第一种方法是从先焊焊缝末尾处引弧,如图2-15所示。这种连接方式可熔化引弧处的小气孔,同时接头也不会高出焊缝。连接的方法是在先焊焊缝的尾端前面约10mm处引弧,弧长比正常焊接时稍长些,然后将电弧移到原弧坑的2/3处,填满弧坑后,即可以进行正常焊接。采用此方法引弧时一定要控制好电弧后移的距离,如果电弧后移太多,则可能会造成接头过高;后移太少,将造成接头脱节,弧坑填充不满。
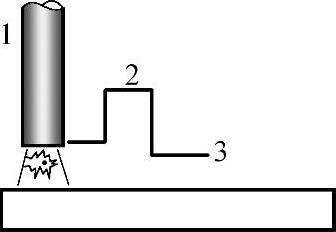
图2-14 引弧后的电弧长度变化
1—引弧 2—拉长电弧 3—正常弧长焊接
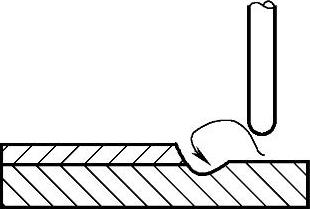
图2-15 从先焊焊缝末尾处引弧
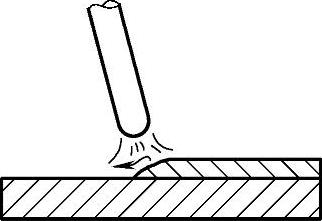
图2-16 从先焊焊缝端头处引弧
②第二种方法是从先焊焊缝端头处引弧,如图2-16所示。这种连接方式要求先焊焊缝的起头处,要略低些,连接时在先焊焊缝的起头略前处引弧,并稍微拉长电弧,将电弧引向先焊焊缝的起头处,并覆盖其端头,待起头处焊缝焊平后再向先焊焊缝相反方向移动。
采用上述两种方法,可使焊缝接头处符合使用要求,如图2-17a所示,否则极易出现图2-17b及图2-17c所示的情况,接头强度达不到使用要求,或者外形不美观,并影响安装使用。

图2-17 焊缝连接要求
a)正确 b)、c)不正确
(3)引弧操作注意事项
1)为了便于引弧,焊条末端应裸露焊芯。如果焊条端部有药皮套筒,可以戴焊工手套捏除。
2)引弧过程中如果焊条与焊件粘在一起,可以将焊条左右晃动几下,即可脱离,如图2-18所示。
3)如果左右晃动焊条仍不能使其与焊件脱离,焊条会发热,应当立即将焊钳与焊条脱离,以防短路时间过长而烧坏焊机。
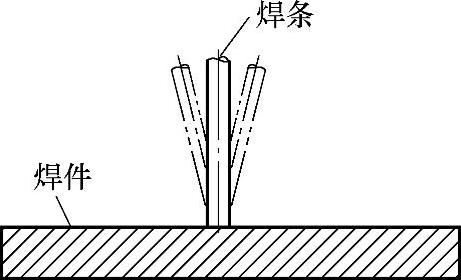
图2-18 左右晃动焊条脱离焊件
2.运条
在焊接过程中,为了确保焊缝成形美观,焊条要做必要的运动,简称运条。运条同时存在三个基本运动:焊条沿焊接方向的均匀移动,焊条沿中心线不停地向下送进和横向摆动,如图2-19所示。
(1)沿焊接方向移动(图2-20) 焊条沿焊接方向的均匀移动速度即焊接速度,该速度的大小对焊缝成形起非常重要的作用。随着焊条的不断熔化,逐渐形成一条焊缝。若焊条移动速度太慢,则焊缝会过高、过宽,外形不整齐,焊接薄板时会产生烧穿现象;若焊条的移动速度太快,则焊条和焊件会熔化不均,焊缝较窄。焊条移动时,应与前进方向呈65°~80°的夹角,如图2-21所示,以使熔化金属和熔渣推向后方。如果熔渣流向电弧的前方,会造成夹渣等缺陷。
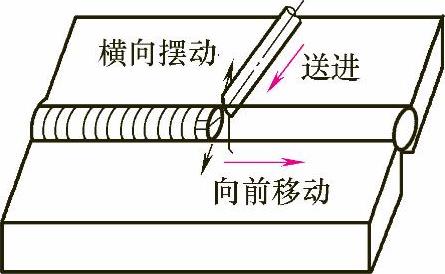
图2-19 运条的三个基本动作
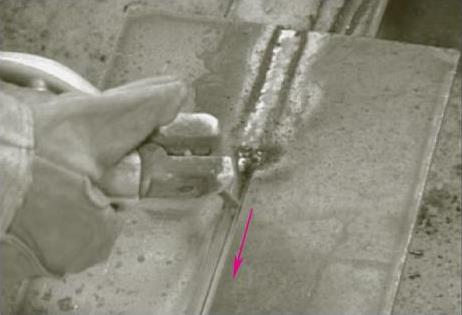
图2-20 沿焊接方向移动

图2-21 焊条前进时的角度
(2)焊条沿熔池方向送进 向下送焊条是为了调节电弧的长度,弧长的变化直接影响熔深及熔宽,焊条向熔池方向送进的目的是随着焊条的熔化来维持弧长不变。焊条下送速度应当与焊条的熔化速度相适应,如图2-22所示。
若下送速度太慢,会使电弧逐渐拉长,直至断弧,如图2-23所示,若下送速度太快,会使电弧逐渐缩短,直至焊条与熔池发生接触短路,导致电弧熄灭。
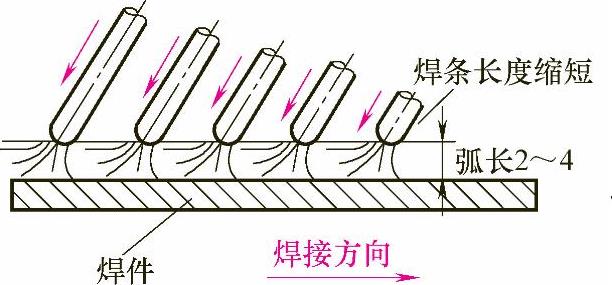
图2-22 焊条沿熔池方向送进(https://www.xing528.com)
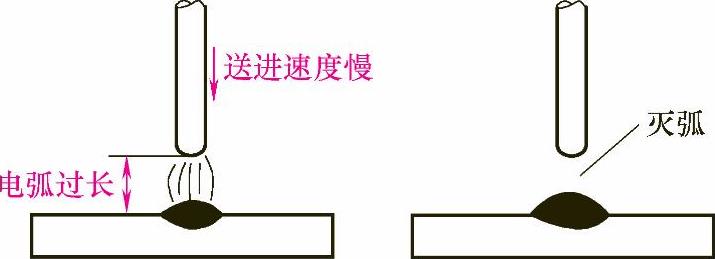
图2-23 焊条送进速度太慢导致灭弧
(3)横向摆动(图2-24) 横向摆动可以根据需要获得一定宽度的焊缝,如图2-25所示。
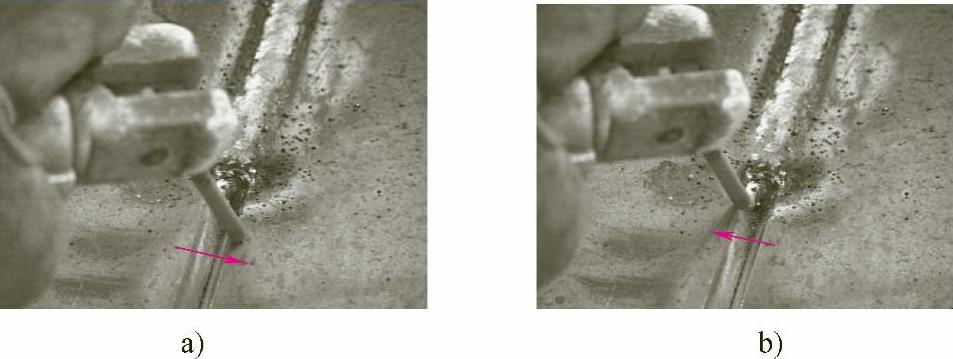
图2-24 横向摆动
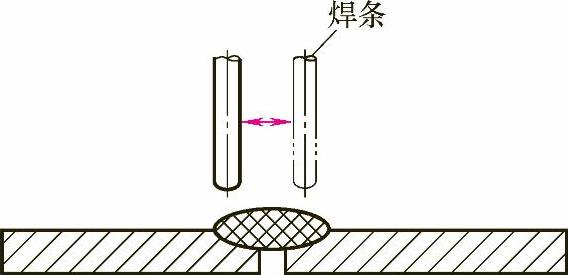
图2-25 焊条横向摆动获得一定宽度的焊缝
1)焊件越薄,摆动幅度应该越小;焊件越厚,摆动幅度应当越大,如图2-26a所示。
2)I形坡口摆动幅度应稍小,V形坡口摆动幅度应当较大,如图2-26b所示。
3)多层多道焊时,外层应当比内层摆动幅度大,如图2-26c所示。
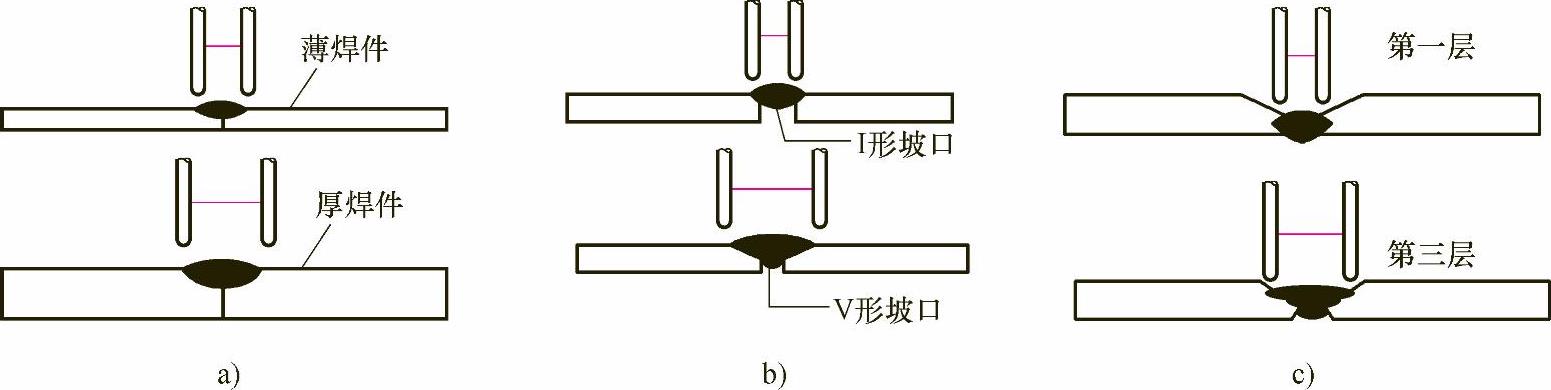
图2-26 摆动幅度的关系
a)焊件厚度与焊条摆动幅度的关系 b)坡口形状与焊条摆动幅度的关系 c)焊接层次与焊条摆动幅度的关系
4)几种常见的横向摆动方式如图2-27所示。锯齿形运条法是指焊接时,焊条做锯齿形连续摆动及向前移动,并在两边稍停片刻,摆动的目的是为了得到必要的焊缝宽度,以获得良好的焊缝成形,如图2-27a所示。这种方法在生产中应用较为广泛,多用于厚板对接焊。月牙形运条法是指焊接时,焊条沿焊接方向做月牙形的左右摆动,同时需要在两边稍停片刻,以防咬边,如图2-27b所示。这种方法应用范围和锯齿形运条法基本相同,但此法焊出的焊缝较高。三角形运条法是指焊接时,焊条做连续的三角形运动,并不断向前移动,如图2-27c所示。其特点是焊缝断面较厚,不易产生夹渣等缺陷。圆圈形运条法是指焊接时,焊条连续做正圆圈或斜圆圈运动并向前移动,如图2-27d所示。其特点是有利于控制熔化金属不受重力作用而产生下淌现象,有利于焊缝成形。

图2-27 横向摆动方式
a)锯齿形 b)月牙形 c)三角形 d)圆圈形
薄板对接平焊一般不开坡口,焊接时不宜横向摆动,可以较慢地直线运条,短弧焊接,并通过调节焊条的倾角和弧长,控制熔渣的运动和熔池成形,避免因操作不当引起夹渣、咬边及焊缝不平整等缺陷。
3.焊道的连接
一条完整的焊缝,因受焊条长度限制,需用若干根焊条焊接而成,这就出现了焊道连接问题。为了保证焊道连接(图2-28)质量,使焊道连接均匀,要求焊工在焊道连接时选用恰当的方式并熟练掌握。
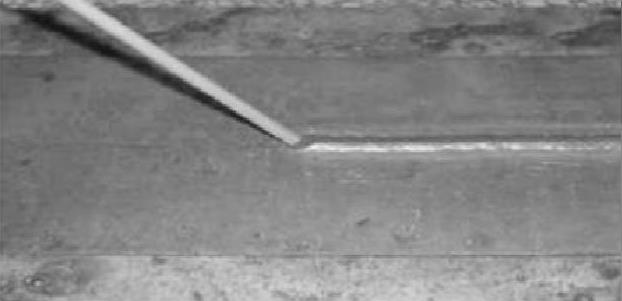
图2-28 焊道连接
焊道连接有四种方式:
1)这种连接方式应用最广泛,如图2-29所示。接头方法是在先焊焊道弧坑前面约10mm处引弧,拉长电弧移到原弧坑2/3处,压低电弧,焊条做轻微转动,待填满弧坑后即向前移动进行正常焊接(图2-30)。
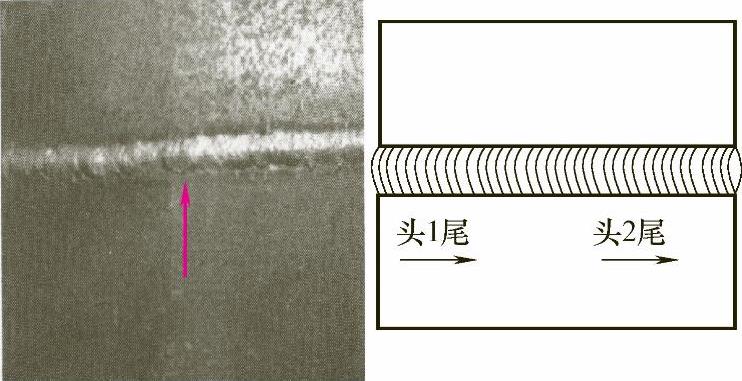
图2-29 焊道连接方式(一)
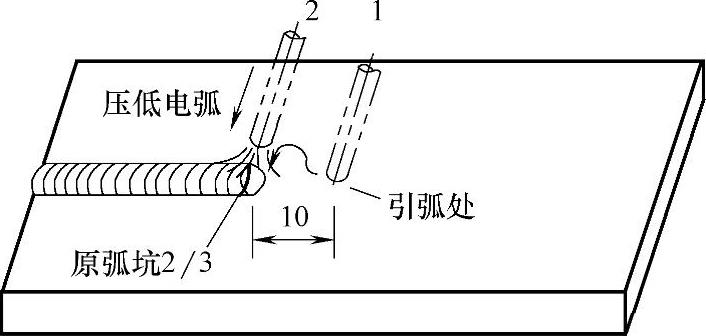
图2-30 接头方法(一)
2)这种连接方法如图2-31所示。要求先焊焊道的起头处要略低一些,连接时在先焊焊道的起头稍前处引弧,并稍微拉长电弧,将电弧移到先焊焊道起头处,压低电弧,覆盖熔合好端头处即向前移动进入正常焊接(图2-32)。
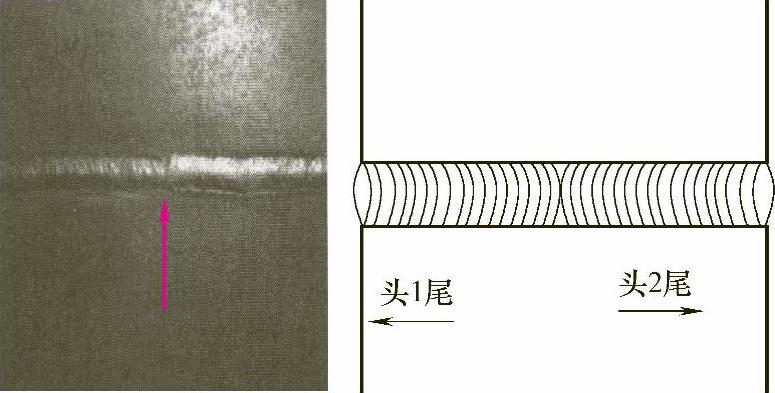
图2-31 焊道连接方式(二)
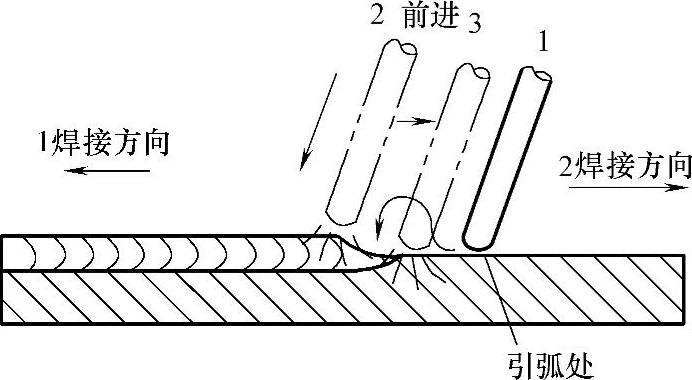
图2-32 接头方法(二)
3)这种连接方法如图2-33所示。从接头的另一端弧,焊到前焊道的结尾处,焊接速度略慢,以填满焊道的弧坑,然后以较快焊接速度再略向前熄弧(图2-34)。
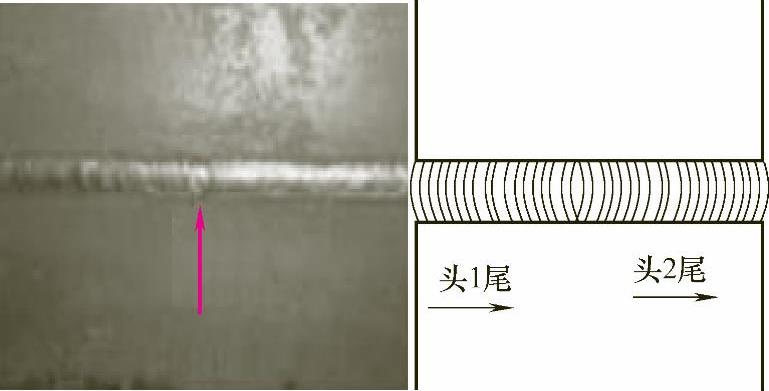
图2-33 焊道连接方式(三)
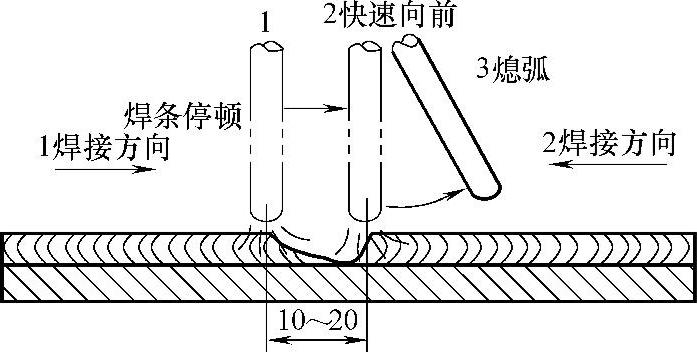
图2-34 接头方法(三)
4)这种连接方法如图2-35所示。后焊焊道结尾与先焊焊道起头相连,再利用结尾时的高温重复熔化先焊焊道的起头处,将焊道焊平后拉长电弧收尾(图2-36)。
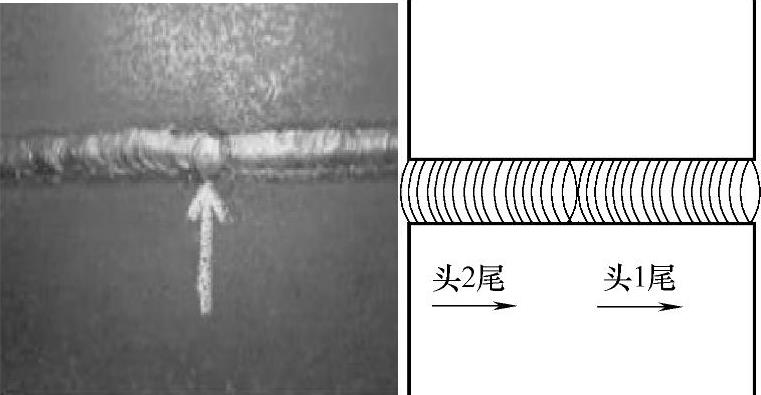
图2-35 焊道连接方式(四)
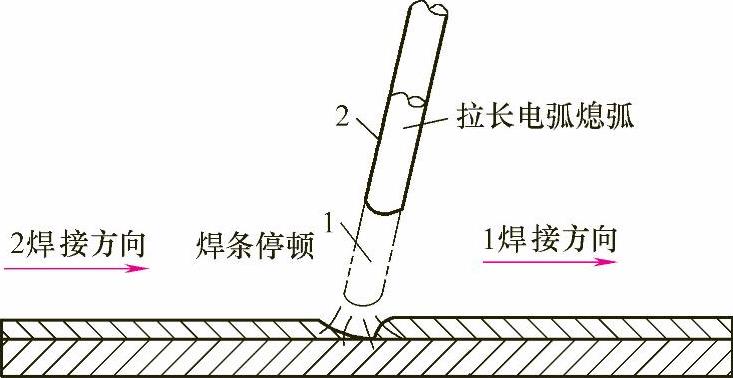
图2-36 接头方法(四)
4.收尾
如图2-37所示,焊道的收尾是指一条焊缝焊完后如何填满弧坑。
焊接的过程中因电弧吹力作用,熔池呈凹坑状(图2-38),并且低于已凝固的焊道,如果收弧时立即拉断电弧,会产生一个低凹的弧坑,使焊道收尾处强度减弱,甚至产生弧坑裂纹(图2-39)。
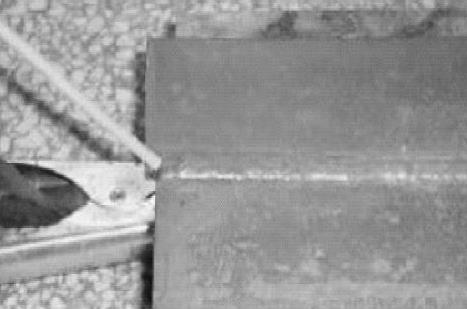
图2-37 焊道的收尾
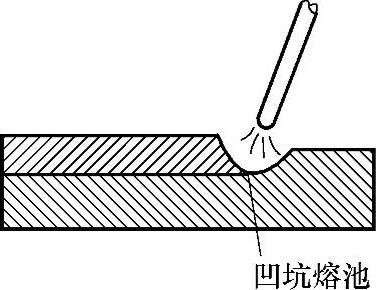
图2-38 凹坑熔池
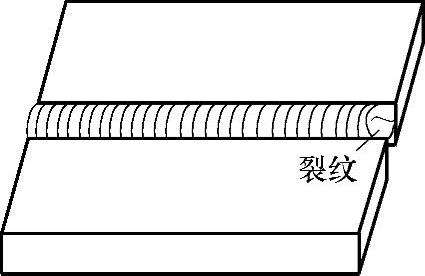
图2-39 弧坑裂纹
所以,收尾动作不仅是熄弧,还须填满弧坑,常用收尾方法包括三种。
(1)划圈收尾法 当焊至终点时,焊条在熔池内做圆圈运动时,直至填满弧坑再熄弧(图2-40)。此法适用于薄板焊件有烧穿危险。
(2)反复断弧收尾法 焊条移至焊道终点时,在弧坑上需做数次反复熄弧、引弧,直至填满弧坑为止(图2-41)。此法适用于薄板焊接,但碱性焊条不宜用此法,因为容易产生气孔。
(3)回焊收尾法 当焊至终点时,焊条停止当改变回焊角度,向回焊一小段(约10mm)距离,等填满弧坑之后,缓慢拉断电弧。此方法适用于碱性焊条。
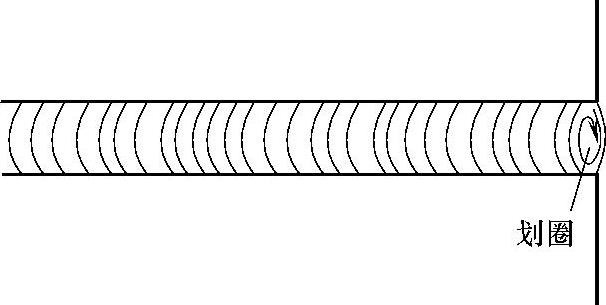
图2-40 划圈收尾法
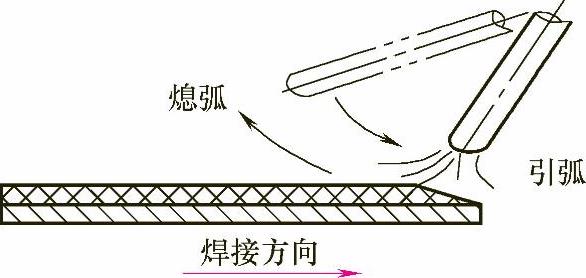
图2-41 反复断弧收尾法
5.定位焊缝的焊接
焊前为固定焊件的相对位置,确保整个结构件得到正确的几何形状和尺寸而进行的焊接操作称为定位焊(俗称点固焊),如图2-42所示。定位焊形成的短小而断续的焊缝称为定位焊缝。一般定位焊缝都比较短小,焊接过程中都不去掉,而作为正式焊缝的一部分保留在焊缝中,所以定位焊缝的质量好坏、位置、长度以及高度等是否合适,将直接影响到正式焊缝的质量及焊件的变形。根据经验可知,生产中发生的一些重大质量事故,如结构变形大、出现未焊透和裂纹等缺陷,往往是定位焊不合格造成的,所以对定位焊必须引起十分的重视。定位焊对所用的焊条及对焊工操作技术熟练程度的要求应和正式焊缝完全一样,甚至更高些。若发现定位焊缝有缺陷,应当铲掉或打磨掉并重新焊接,不允许留在焊缝内。对接接头定位焊的位置如图2-43所示,T形接头定位焊的位置如图2-44所示。

图2-42 定位焊
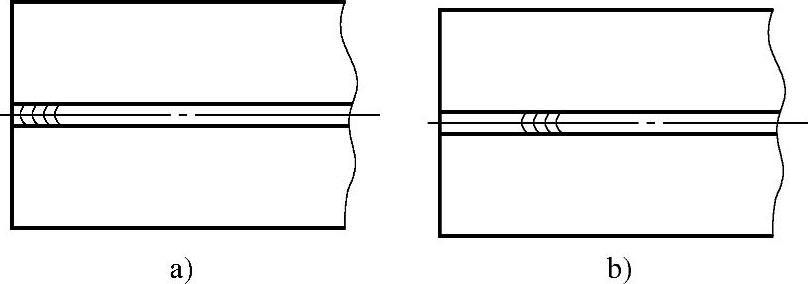
图2-43 对接接头定位焊的位置
a)不正确 b)正确
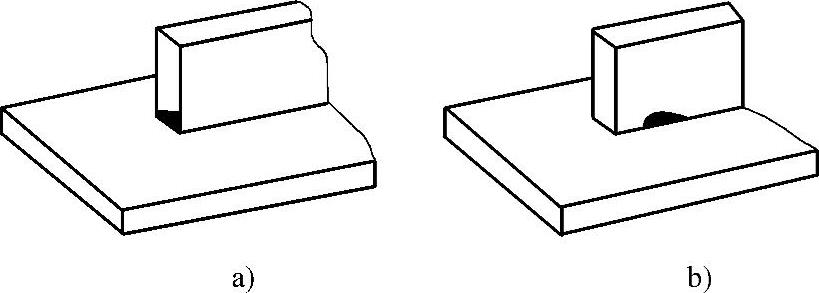
图2-44 T形接头定位焊的位置
a)不正确 b)正确
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。