



焊条是涂有药皮的供焊条电弧焊使用的熔化电极(图1-44、图1-45)。压涂在焊芯表面上的涂料层称为药皮;焊条中被药皮包覆的金属芯称为焊芯。焊条端部未涂药皮的焊芯部分长为10~35mm,是焊条夹持端,供焊钳夹持并利于导电。在焊条前端药皮有45°左右的倾角,将焊芯金属露出,便于引弧。常用的焊条直径包括2.5mm、3.2mm、4.0mm三种。

图1-44 焊条实物图
1.焊芯
在焊接时,焊芯有两个作用。
1)传导焊接电流,产生电弧把电能转化成热能。

图1-45 焊条示意图
2)焊芯本身熔化,作为填充金属与液体的母材金属熔合形成焊缝(图1-46),同时起调整焊缝中合金元素成分的作用。焊条电弧焊时,焊芯金属占整个焊缝金属的50%~70%。

图1-46 焊芯填充焊缝
2.焊条药皮
焊条药皮具有气保护、渣保护、冶金处理渗合金、改善焊接工艺性能等作用。常用的焊条药皮类型是钛钙型和低氢钠型。焊接生产中经常使用的E4303焊条,其药皮是钛钙型,E5015焊条的药皮是低氢钠型。
3.焊条的分类
按照焊条药皮熔化后的熔渣性质,焊条分为酸性焊条和碱性焊条两大类。
1)酸性焊条。其熔渣的成分主要为酸性氧化物,具有较强的氧化性,合金元素烧损多,因此力学性能较差,特别是塑性和冲击韧性比碱性焊条低。同时,酸性焊条脱氧、脱磷硫能力低,所以,热裂纹的倾向也较大。但此类焊条焊接工艺性较好,对弧长、铁锈不敏感,且焊缝成形好,脱渣性好,广泛用于一般结构。
2)碱性焊条。其熔渣的成分主要是碱性氧化物和铁合金。因为脱氧完全,合金过渡容易,能有效地降低焊缝中的氢、氧、硫。所以,焊缝的力学性能和抗裂性能均比酸性焊条好,可以用于合金钢和重要碳钢的焊接。但此类焊条的工艺性能差,引弧困难,电弧稳定性差,飞溅较大,不易脱渣,必须采用短弧焊。(https://www.xing528.com)
一般金属材料的焊接主要选用酸性焊条。酸性焊条引弧容易,电弧稳定,可以用交直流电源焊接,脱渣性好,对铁锈、油污、水分等不敏感。焊接时飞溅小,烟尘较少。焊缝金属力学性能一般,其主要适用于对焊缝连接要求不高的低碳钢板。碱性焊条电弧的稳定性较差,只能够采用直流电源焊接,脱渣性较差,焊接时飞溅较大,烟尘较多。焊缝金属的塑性、冲击韧性及抗裂性能较好,一般用于对焊接质量要求较高的金属材料。
4.焊条的牌号
焊条牌号一般以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后面的三位数字中,前面两位数字表示各大类中的若干小类,第三位数字表示各种牌号焊条的药皮类型及焊接电源。
焊条牌号中第三位数字的含义见表1-11,其中盐基型主要用于有色金属焊条,石墨型主要用于铸铁焊条和个别堆焊焊条。数字后面的字母符号表示焊条的特殊性能及用途,见表1-12,对于任一给定的焊条,只要从表中查出字母所表示的含义,就可以掌握这种焊条的主要特征。
表1-11 焊条牌号中第三位数字的含义
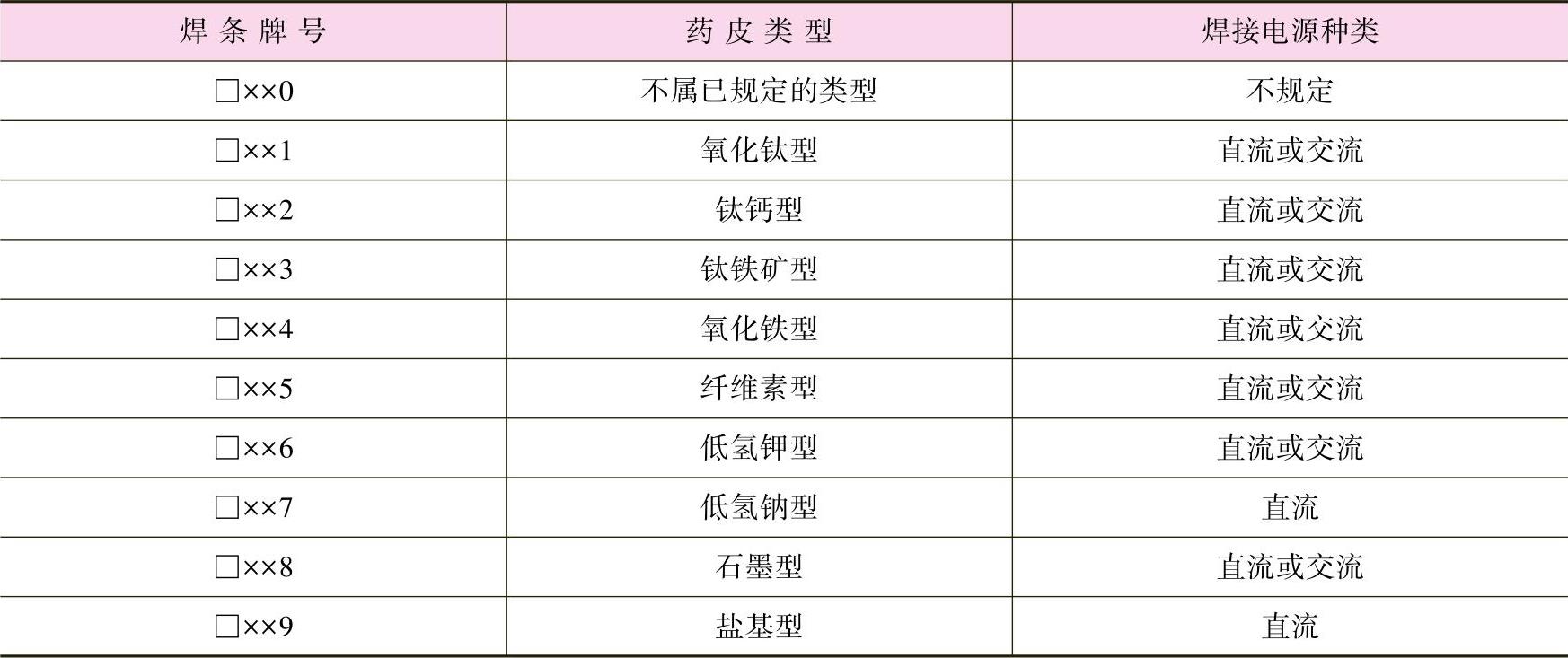
注:“□”表示焊条牌号中的拼音字母或汉字,××表示牌号中的前两位数字。
5.焊条型号与牌号的对照
国家标准将焊条用型号表示,并划分为若干类。在《焊接材料产品样本》中,将焊条牌号按照用途划分为十大类,焊条型号与牌号的对照见表1-13。
表1-12 牌号后面加注字母符号的含义

表1-13 焊条型号与牌号的对照

6.焊条的使用与保管
由于焊条药皮成分及其他因素的影响,焊条往往会因吸潮而导致使用工艺性能变坏,造成电弧不稳,飞溅增大,并且容易产生气孔、裂纹等缺陷,所以焊条在使用前最好烘干。酸性焊条视受潮情况在75~150℃烘干1~2h,但新焊条通常不必烘干;碱性焊条在350~400℃烘干1~2h,烘干的焊条应放100~150℃保温箱(筒)内,随用随取。一根焊条应尽量一次焊完,避免焊缝接头过多而降低质量。焊条残头有药皮部分的长度通常应小于20mm,以免浪费焊条。焊条必须在干燥、通风良好的室内仓库中存放。焊条应当离地存放在架子上,离地面距离不小于300mm,严防焊条受潮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。