



1.将SLogix5000项目下载到控制器,方法为在主菜单中选择“通信→在线节点”(Communi-cations→Who Active),然后选择位于机架1槽中的ControlLogix控制器,如图20-24所示。
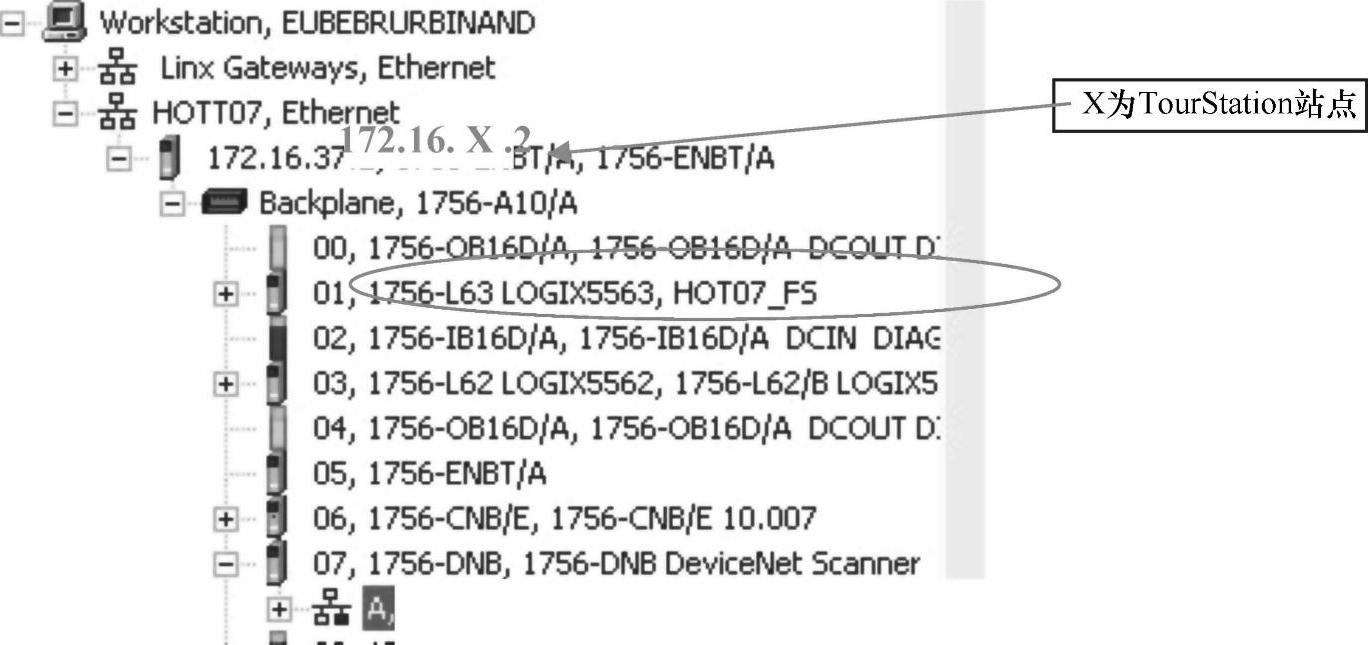
图20-24 项目列表
2.回答后续问题以下载项目,确保处理器处于运行模式,并且“I/O正常”(I/O OK)指示为绿色常亮,如图20-25所示。
3.请确保变频器没有运行并且无故障,控制AOI应如图20-26所示。
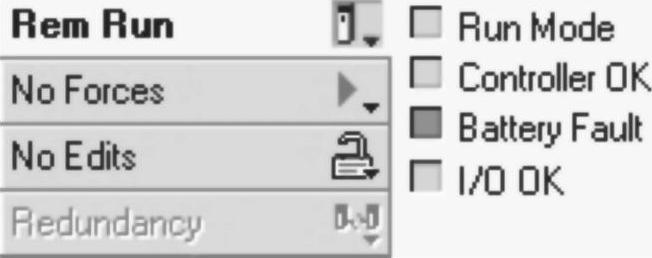
图20-25 处理器工作模式
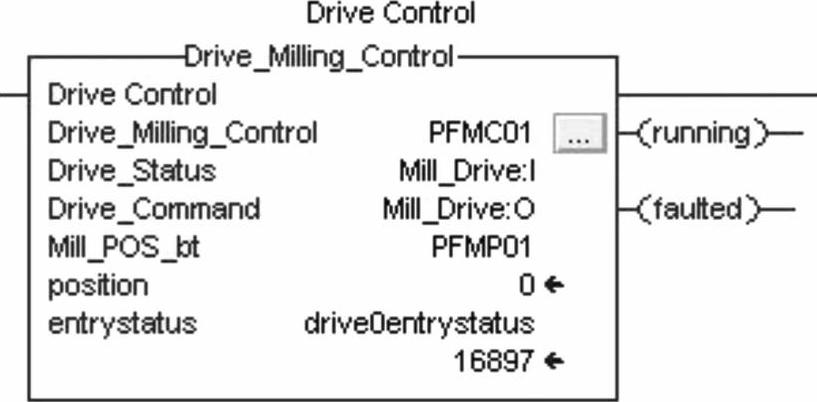
图20-26 控制指令
4.在工作站中的Powerflex 70上按下“ALT”,然后按“+/-”按钮。将调出一个参数对话框。按“8”、“2”,然后“回车”,会看到参数#82的值。请记住这个值。
5.在控制指令上,将“位置”(position)的值设置为1,如图20-27所示。
6.验证“Drive_Milling_Position”指令是否成功执行,如图20-28所示。
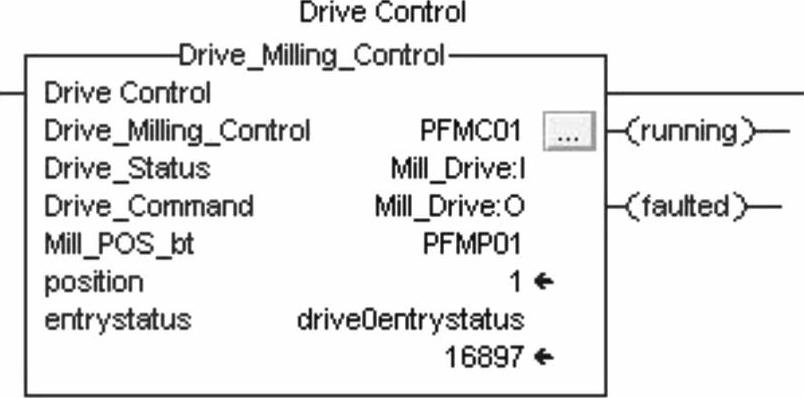
图20-27 控制指令
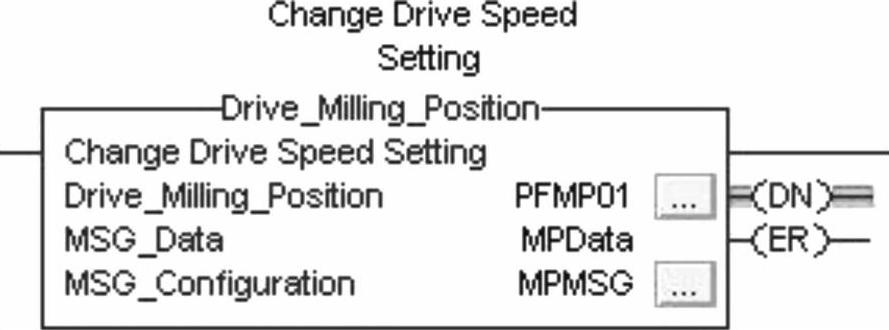
图20-28 Drive_Millng_Position指令
7.在Powerflex显示界面中,观察参数82的值已经改变。
8.该指令改变的参数:(https://www.xing528.com)
55:最大频率
82:最大速度
83:超速限制值
140:加速时间1
142:减速时间1
190:方向模式
这些参数改变了Powerflex设备的动态特性,从而在定位模式和铣削模式之间切换。
9.右键单击“PFMC01”并选择“Monitor“PFMC01””,如图20-29所示。
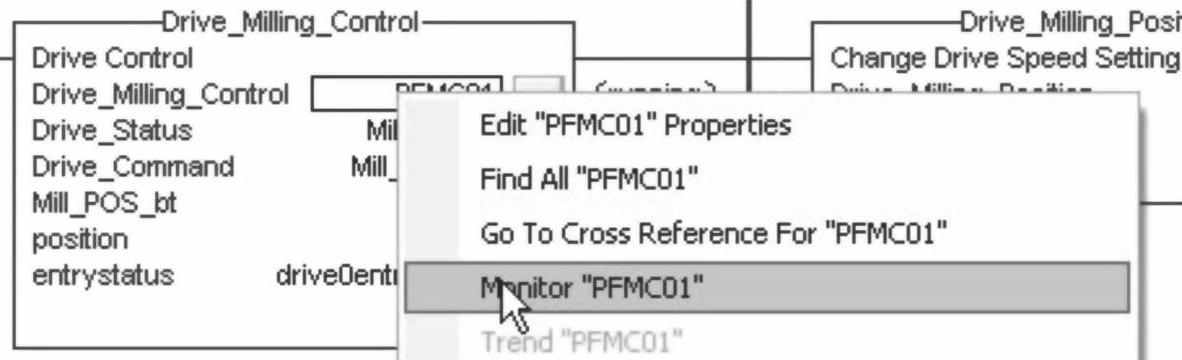
图20-29 Monitor“PFMC01”命令
展开标签可以看到图20-30。
10.如果Powerflex存在故障,则将“PFMC01.reset”设置为1。这样将复位变频器。该标签将立刻变回0。
11.请确保“PFMC01.position”为1,并将“PFMC01.jogfwd”设置为1。确保电动机在点动。
12.再次将其设置为0并将“PFMC01.jogfrev”设置为1。确保电动机在另一个方向点动。再设置为0。
13.将“PFMC01.position”设置为0,然后切换“PFMC01.start”,方法是选择“PFMC01.start”并按CTRL-T。将会看到电动机快速旋转。切换“PFMC01.stop”,看到电动机停止。
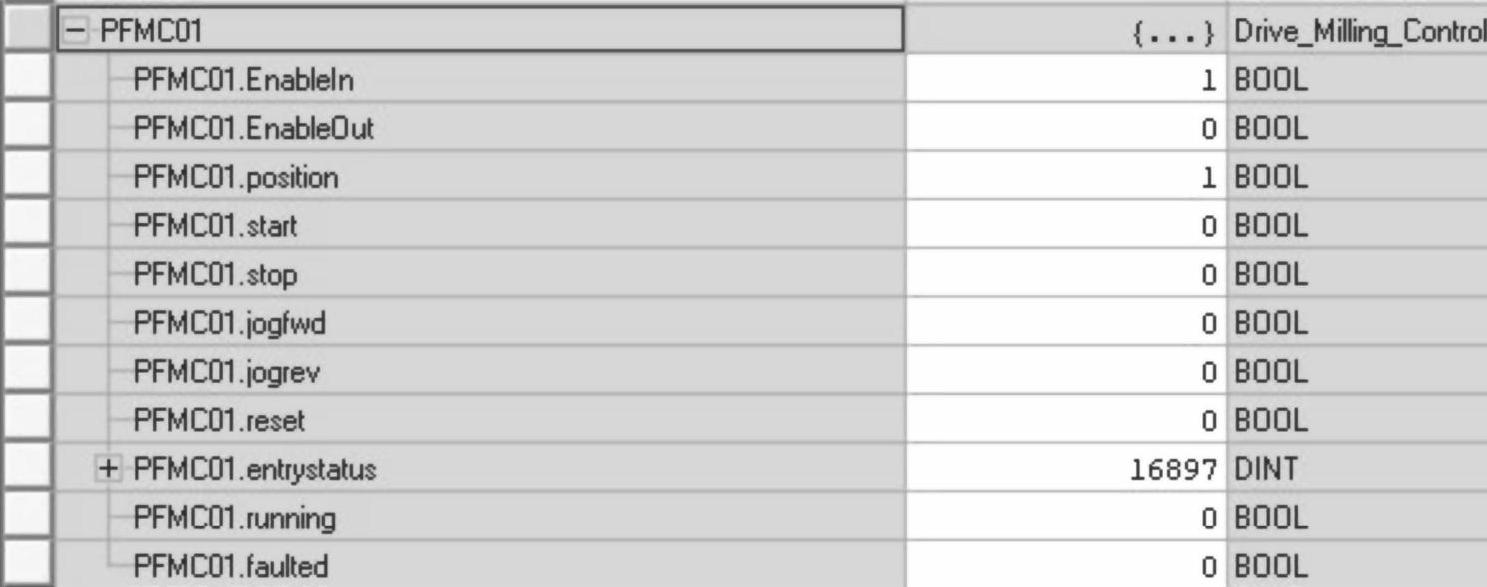
图20-30 PFMC01列表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。