



1.铸造箱体的壁厚应尽可能均匀
按实际使用要求设计箱体,其壁厚不可能完全相同,但要求各壁厚相差不要太大。若壁厚相差太大,在壁较厚处会形成金属积聚的热节,凝固收缩时易形成缩孔、缩松等缺陷。此外,由于冷却速度不一样,箱体各部分不能同时凝固,将产生热应力,有可能会使箱体厚壁与薄壁连接处产生裂纹。为消除这些缺陷,设计箱体结构时,应使壁厚尽可能均匀。为保证壁厚均匀,可采用增减加工余量的大小加以调整。有些铸造箱体为保证能同时凝固,在某些部位适当加厚。
图13⁃2a所示为一个泵体的零件图,局部壁厚太小,转弯处为直角。改为图13⁃2b所示结构,壁厚设计合理,转弯处是圆角。
如图13⁃3a所示,箱盖由于壁厚不均匀而产生缩孔和裂纹等缺陷;箱盖边缘与地面连接处的铸造斜度,会导致其与连接螺栓接触时有一定角度,不利于安装的稳定性。改为图13⁃3b所示结构,将孔径中部适当加大,使壁厚较为均匀,可避免产生缩孔和裂纹等缺陷;将孔的边缘增设沉台,避免安装的不稳定性。
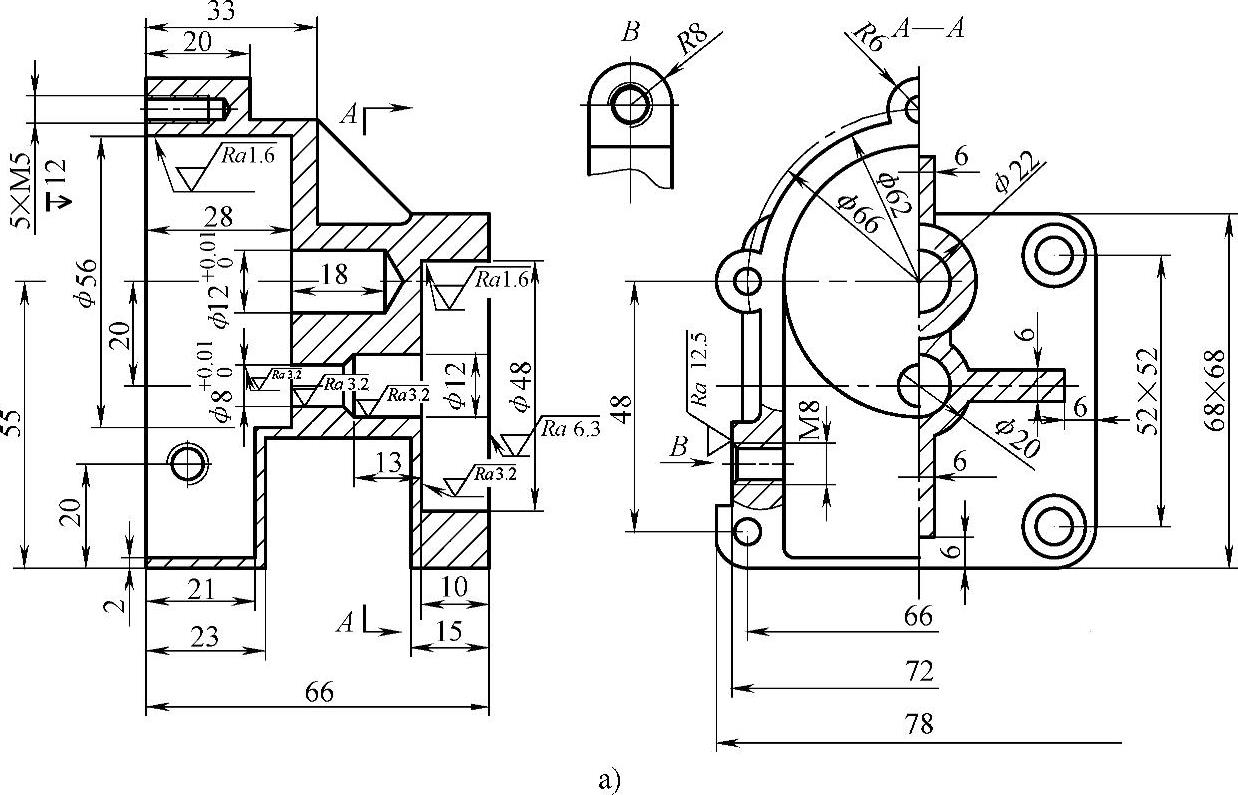
图13⁃2 铸件壁厚太小
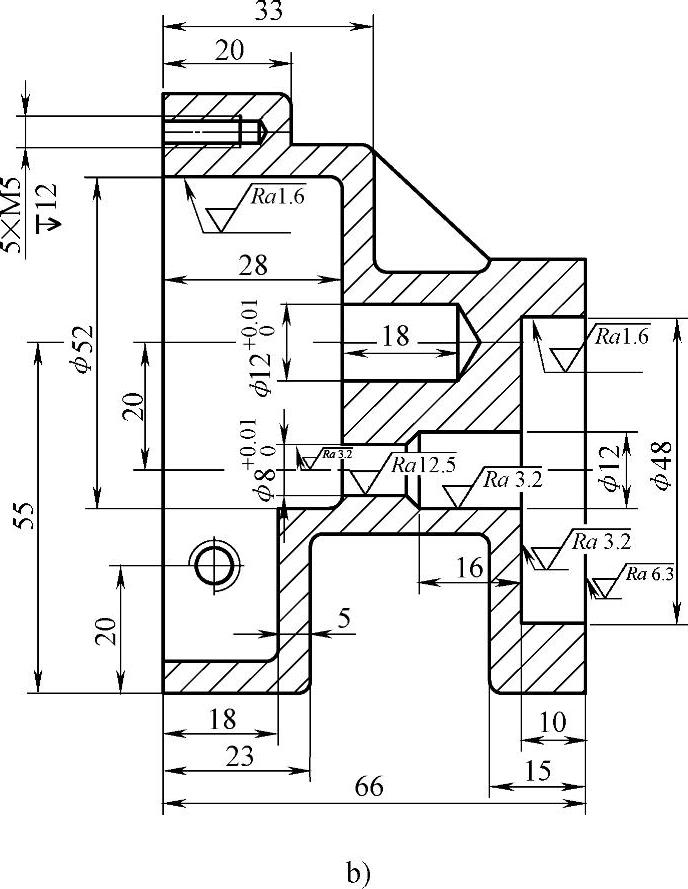
图13⁃2 铸件壁厚太小(续)
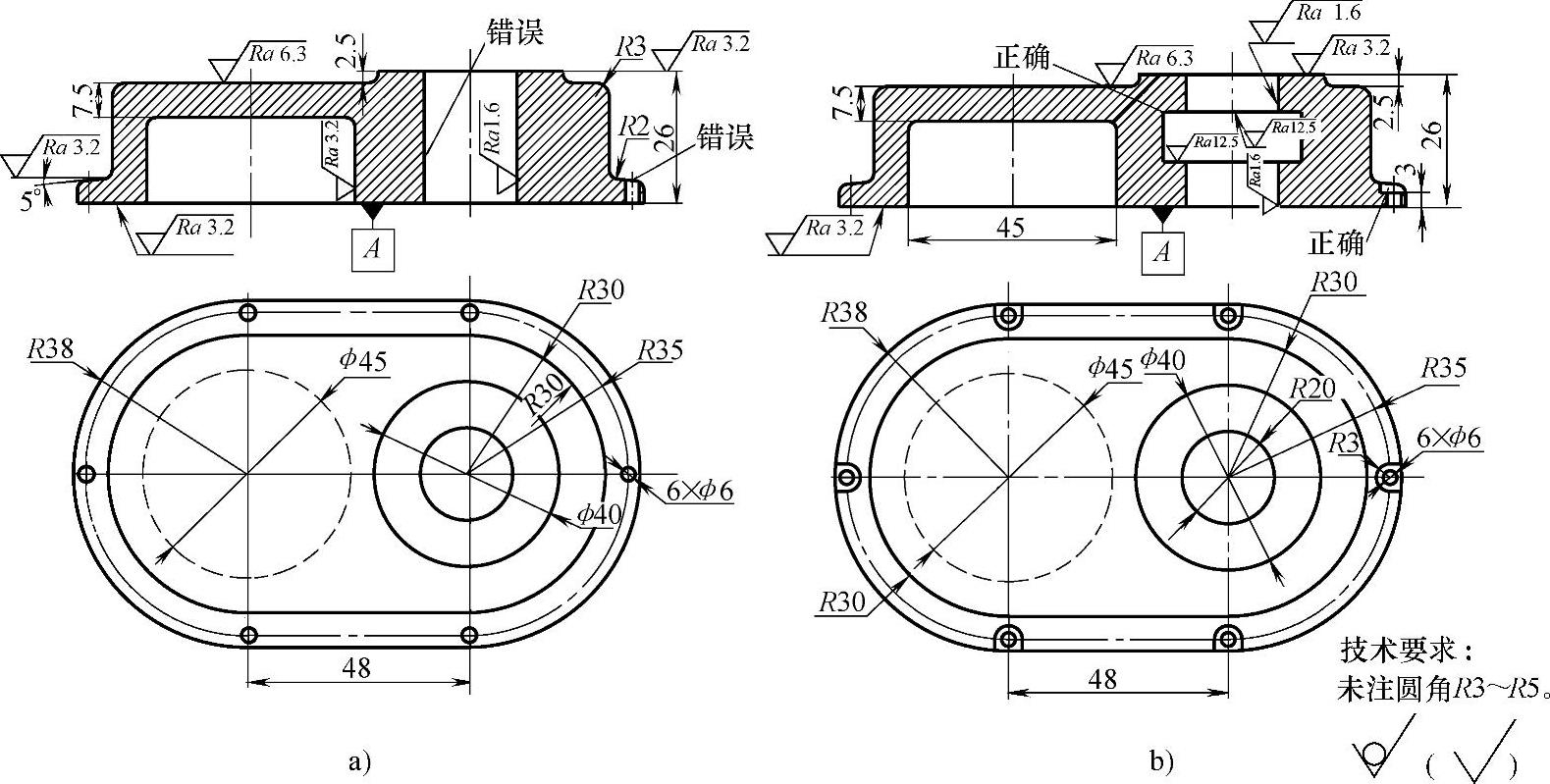
图13⁃3 箱盖
2.铸造箱体壁与壁之间的连接应合理
箱体壁的连接或转角处,容易产生缩孔、缩松、内应力等缺陷,设计时应该注意以下几点。
(1)箱体壁的连接或转角 处应有结构圆角铸造箱体转角处如果是直角,容易形成金属局部积聚,使内侧散热条件变差,容易产生缩孔和缩松等缺陷;在载荷作用下,直角处的内侧产生应力集中,使内侧实际承受应力较平均应力大,容易产生裂纹。在一些合金的结晶过程中,将形成垂直于表面的柱状晶,若采用直角连接,则因结晶的方向性,在转角的分角面上形成柱状晶交界面,在此交界面上包含了许多杂质,因此转角处往往是铸件的薄弱环节。此外,铸造外圆角还可以美化铸件的外形,避免划伤人;铸造内圆角可以防止金属液将型腔尖角处冲毁,在铸件内形成夹砂等缺陷。
壁与壁连接处的圆弧设计,当两壁成L形连接时,可以有以下三种情况。
当两壁厚相等时,如图13⁃4a所示,则有

当壁厚b≤2a,采用图13⁃4b所示形式时,则有

当壁厚b>2a时,采用图13⁃4c所示形式,这种形式在铸件为承重部分时常用,此时有
a+c≤b (13⁃4)
对于铸铁,h≥4c;对于钢,h≥5c。
R和R1与图13⁃4b中相同。
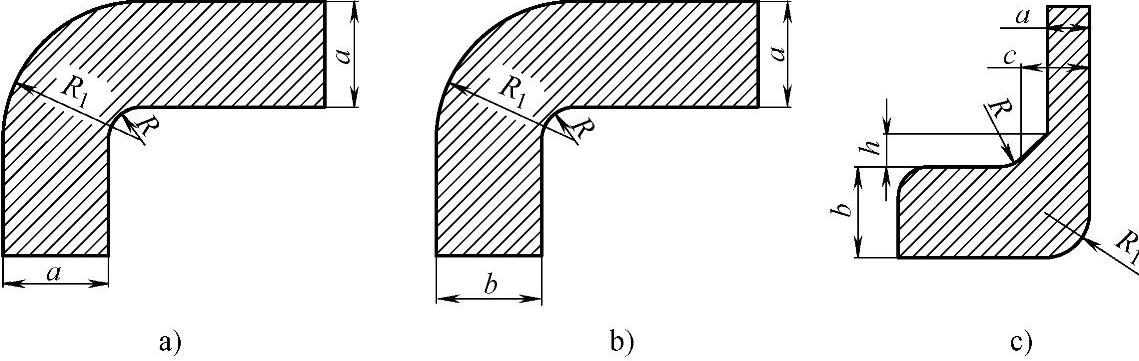
图13⁃4 L形连接的圆弧设计
铸件三个壁成T形连接时也有三种情况,分别如图13⁃5a、b、c所示。
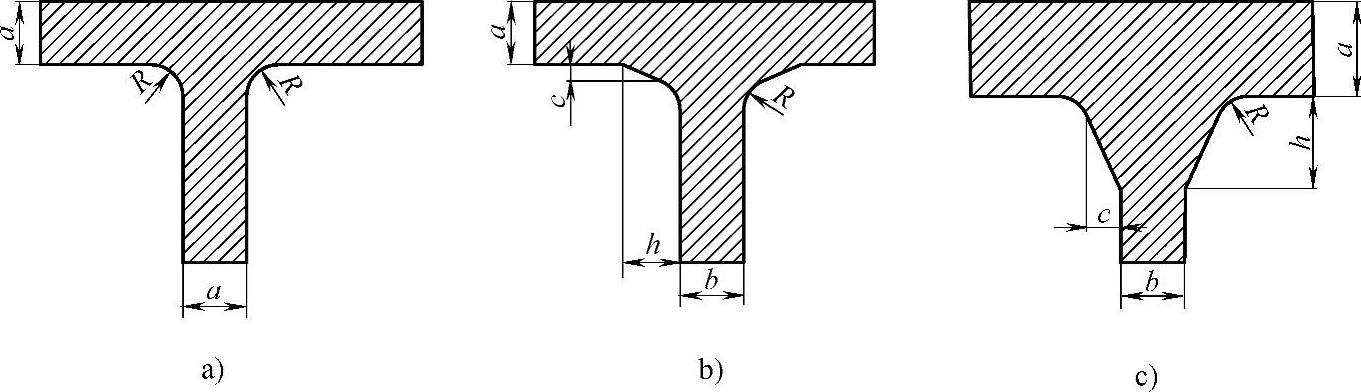
图13⁃5 T形连接时圆弧的设计
当三个壁厚相等时,如图13⁃5a所示,则有

当水平的壁厚较薄,直立的壁厚较厚时,如图13⁃5b所示,则有

a+c≤b (13⁃7)
对于铸铁,h≥4c;对于钢,h≥5c。
当水平壁厚较厚,直立壁厚较薄时,如图13⁃5c所示,则有

b+2c=a (13⁃9)
对于铸铁,h≥8c;对于钢,h≥10c。
(2)壁与壁的连接或壁与筋的连接应避免锐角 为减少热节和内应力,应避免铸件间的锐角连接。若两壁夹角小于90°,则应考虑改进结构,增大夹角。
如图13⁃6a所示,圆柱面与底面的过渡圆角R=2mm,这时圆柱外表面切线与底面夹角小于90°,容易形成热节和内应力。改为图13⁃6b所示结构,圆柱面与底面过渡圆角R=6mm,增大圆角之后交点的切线与底面夹角接近直角,减少了热节和内应力。(https://www.xing528.com)
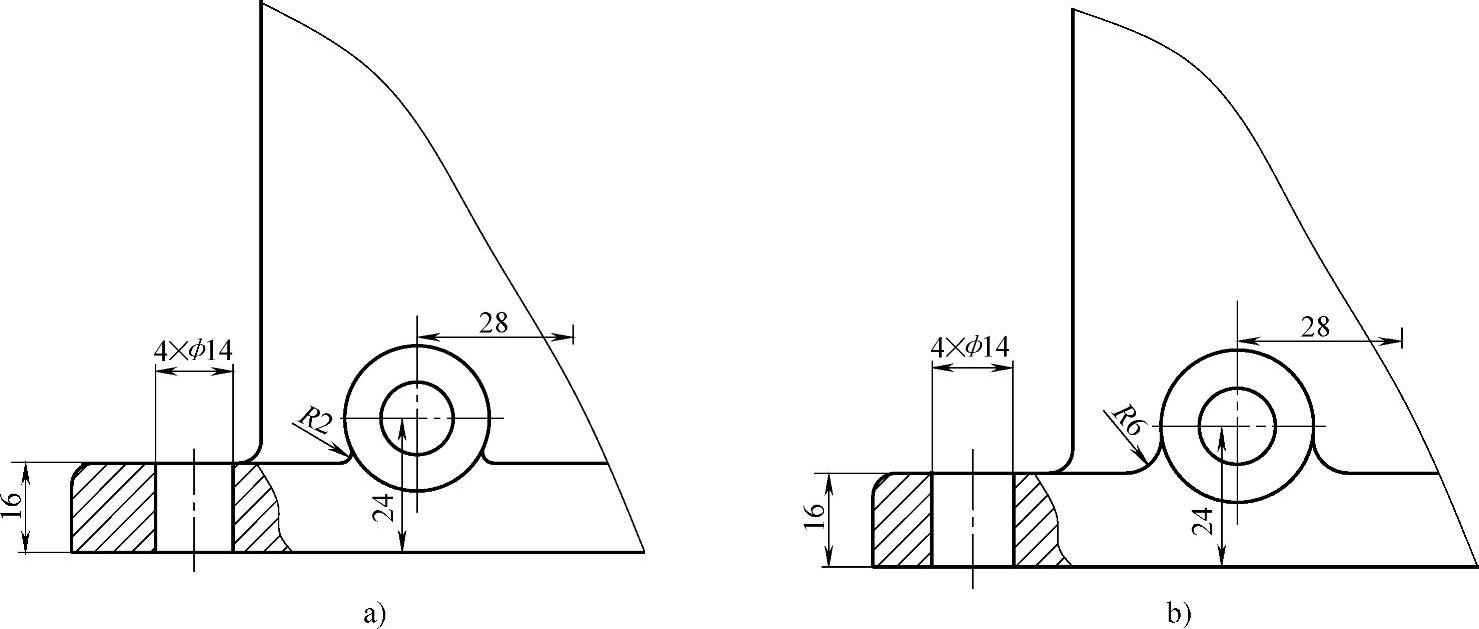
图13⁃6 圆柱面与底面过渡圆角
3.避免孔与箱壁的距离太近
图13⁃7a所示为某阀体的零件图,其螺纹公称尺寸为非标准值,箱体上螺孔的公称直径和螺距应取标准值才能使用标准丝锥和板牙加工,也利于采用标准螺纹量规进行检验。但在箱体底板上钻孔时孔与箱壁的距离太近,钻头向下引进时钻床主轴会碰到箱壁,使钻头无法到达钻孔位置。改为图13⁃7b所示结构,螺纹公称尺寸设计为标准值,增大孔与箱壁间的距离。
4.铸造箱体应避免过大的水平面
浇注时,若箱体上有过大的水平面,则不利于金属液填充而产生浇不到、夹砂等缺陷。过大的水平面也容易使金属液所夹带的杂质和气体滞留在平面上而造成夹渣、气孔和砂眼等缺陷,所以箱体应避免过大的水平面。
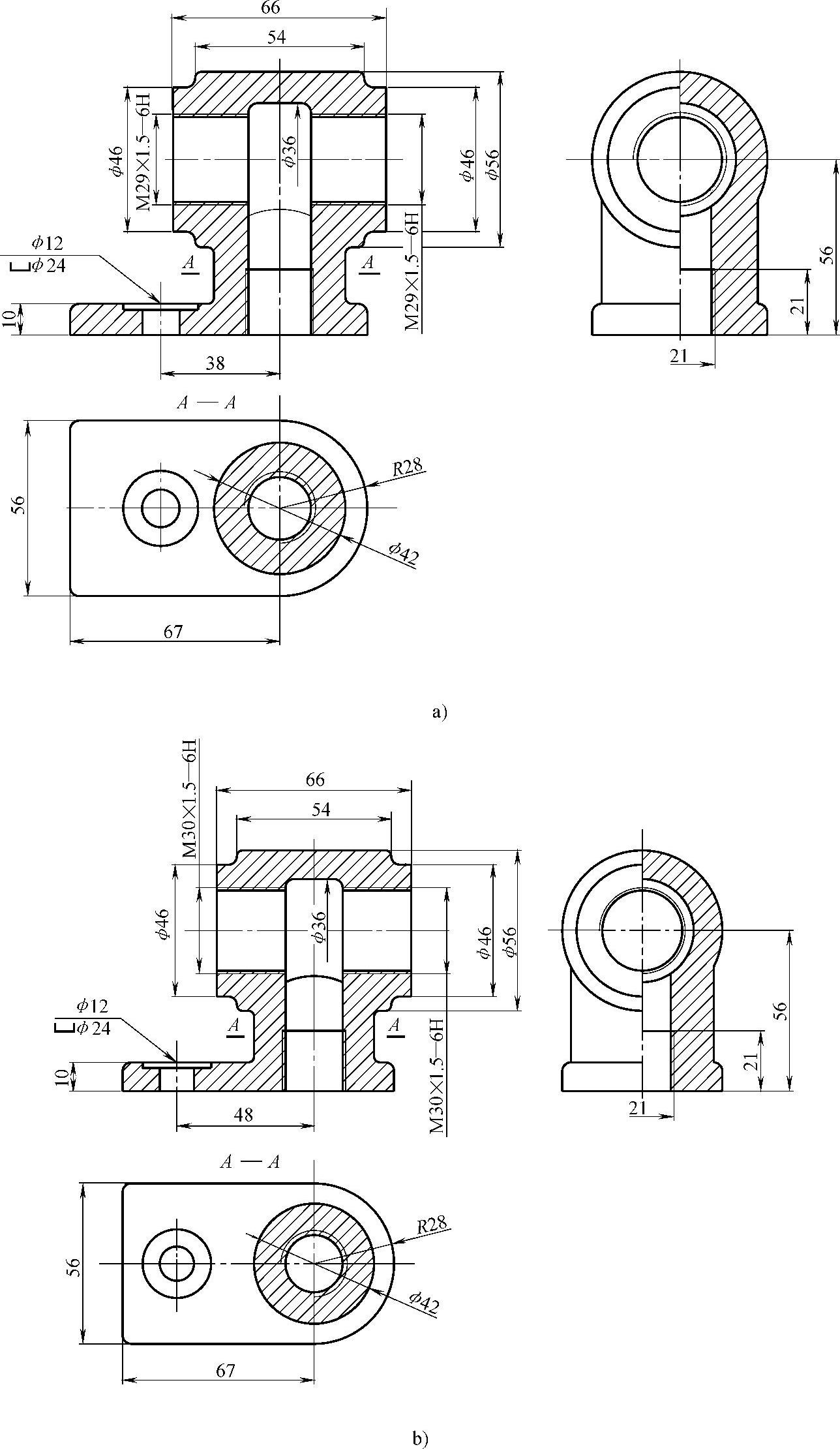
图13⁃7 避免阀体的孔与箱壁距离太近
如图13⁃8a所示,上平面为水平面,面积较大,不利于铸造。改为图13⁃8b所示结构,上平面改为圆锥面,用斜平面代替水平面,也便于金属液中的夹杂物和气体上浮排除,并可减少内应力。
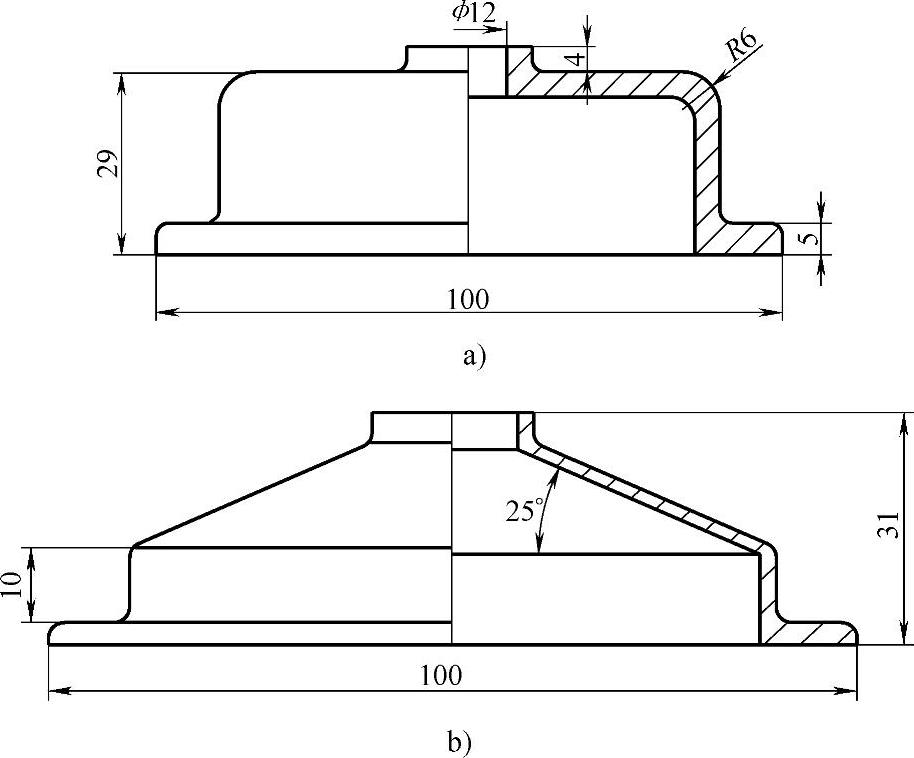
图13⁃8 铸造箱体应避免过大的水平面(1)
如图13⁃9a所示,上平面的水平面过大,且壁厚相差太大,不利于铸造。箱体应避免过大的浇注水平面。改为图13⁃9b所示结构,将水平面改为倾斜面,另在孔径中部适当加大直径使壁厚较均匀,可避免产生缩孔、裂纹等缺陷。
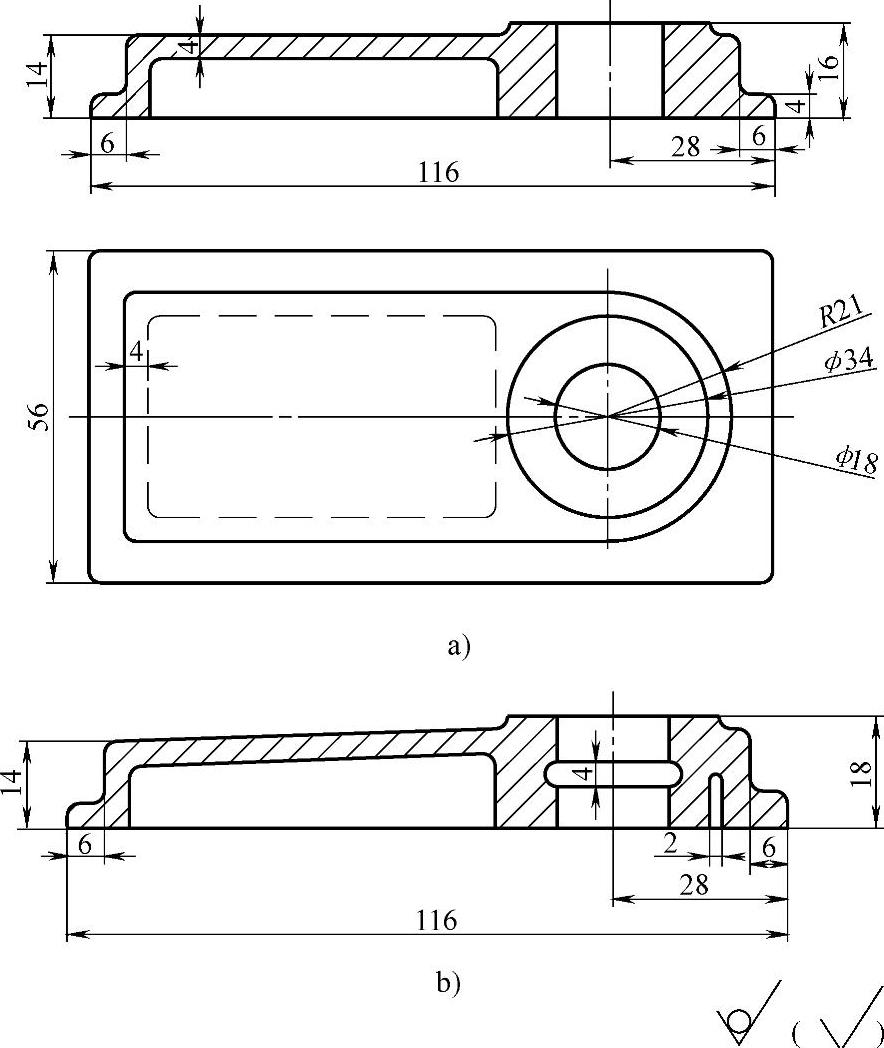
图13⁃9 铸造箱体应避免过大的水平面(2)
如图13⁃10a所示,对于座体零件,孔的两端装有轴承,与轴承接触的圆面对表面质量要求较高。将座体孔设计成等径通孔,则通孔的圆周面加工面积较大;其零件结构刚性较差,加工时易产生振动和变形,缺少加强筋。改为图13⁃10b所示结构,将通孔中部孔径增大,使通孔圆周面的中部不与轴接触,并在底座增设加强筋。座体零件的底平面设计成中部呈凹状的平面,以减少加工面积,保证工作时接触的可靠性。
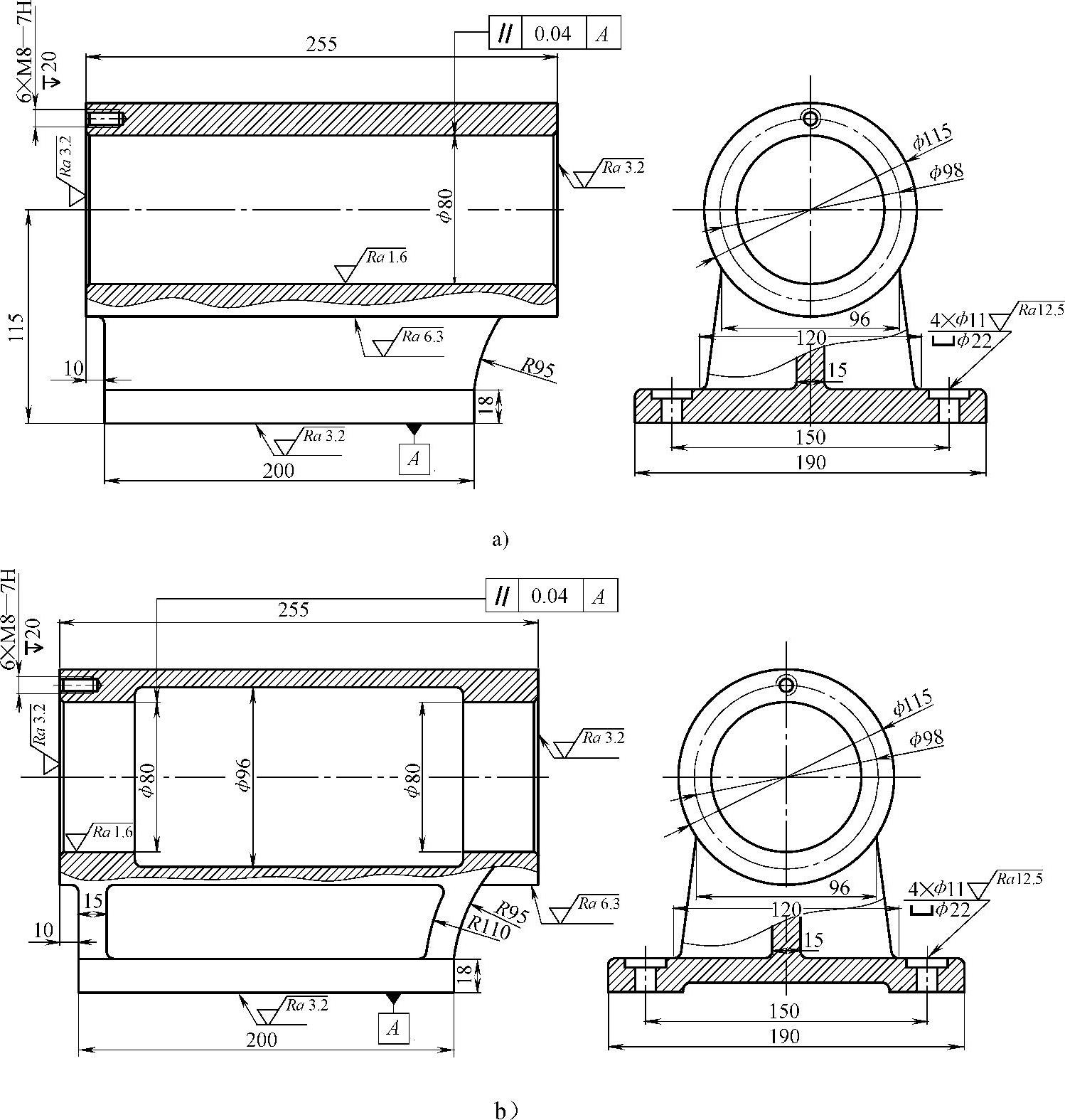
图13⁃10 铸造座体应避免过大的底面
5.铸造箱体在冷却时应能自由收缩
铸造箱体在冷却时有一定的收缩,如果最后的部分不能自由收缩,则会在该处产生拉应力,导致变形和热裂缺陷。
如图13⁃11a所示,铸造箱体的内部设筋,具有框架形内腔和结构,导致冷却时不能自由收缩,容易产生裂纹。改为图13⁃11b所示结构,内部无筋,则可避免产生过大的拉应力和热裂纹。
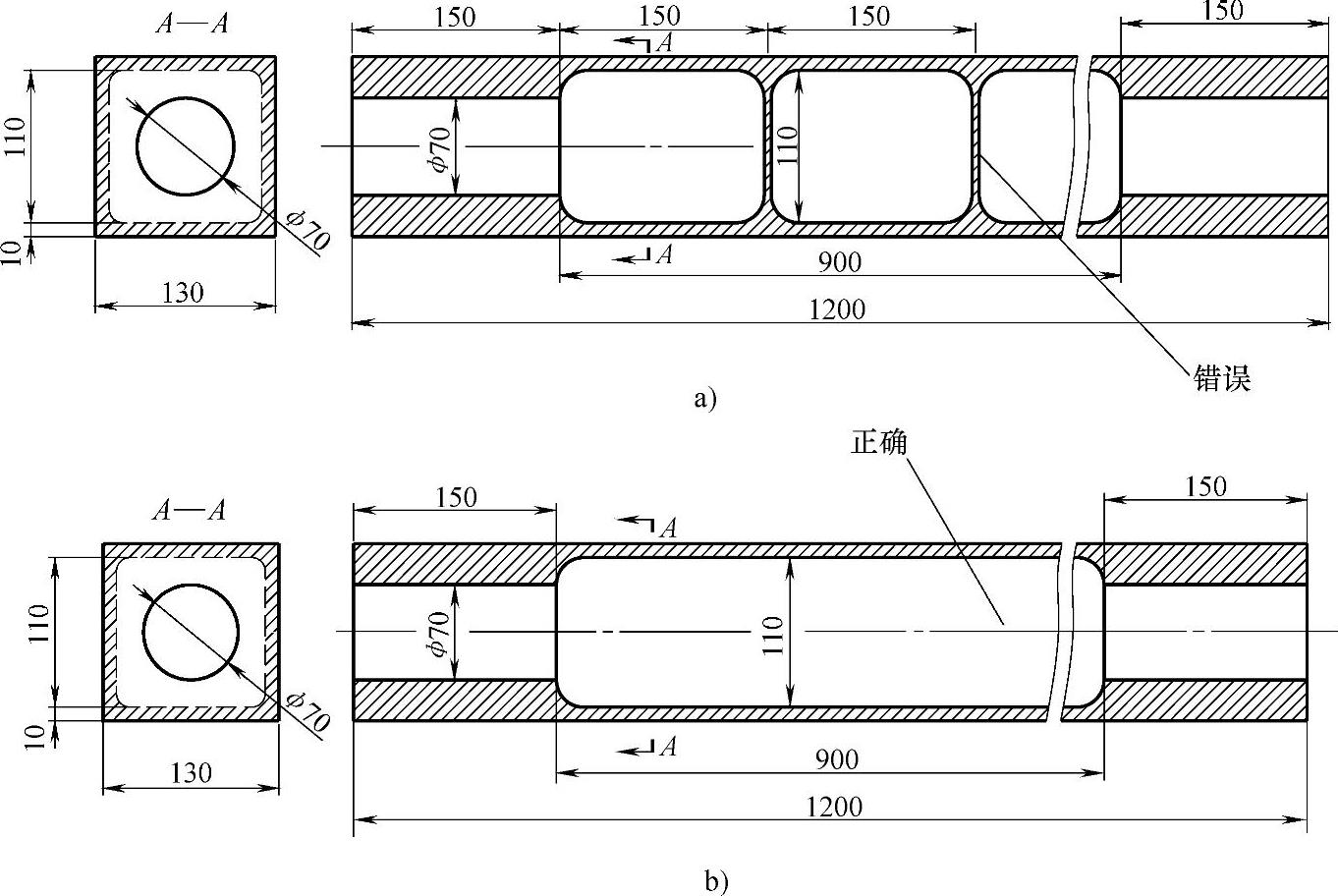
图13⁃11 箱体能自由收缩的结构
6.箱体铸造时尽量不使用型芯
箱体上筋板设置不合理则会对箱体铸造时的分型造成一定困难,不利于保证铸件质量;若设置合理,则有利于分型。
如图13⁃12a所示,内腔的边缘在箱体内部,铸造时需要使用型芯,而且加工箱体内的孔也比较复杂。改为图13⁃12b所示结构,将内腔的边缘改在箱体外边缘,铸造时无需采用型芯,铸造方便。在加工孔时,也不需要多次更换装夹位置。
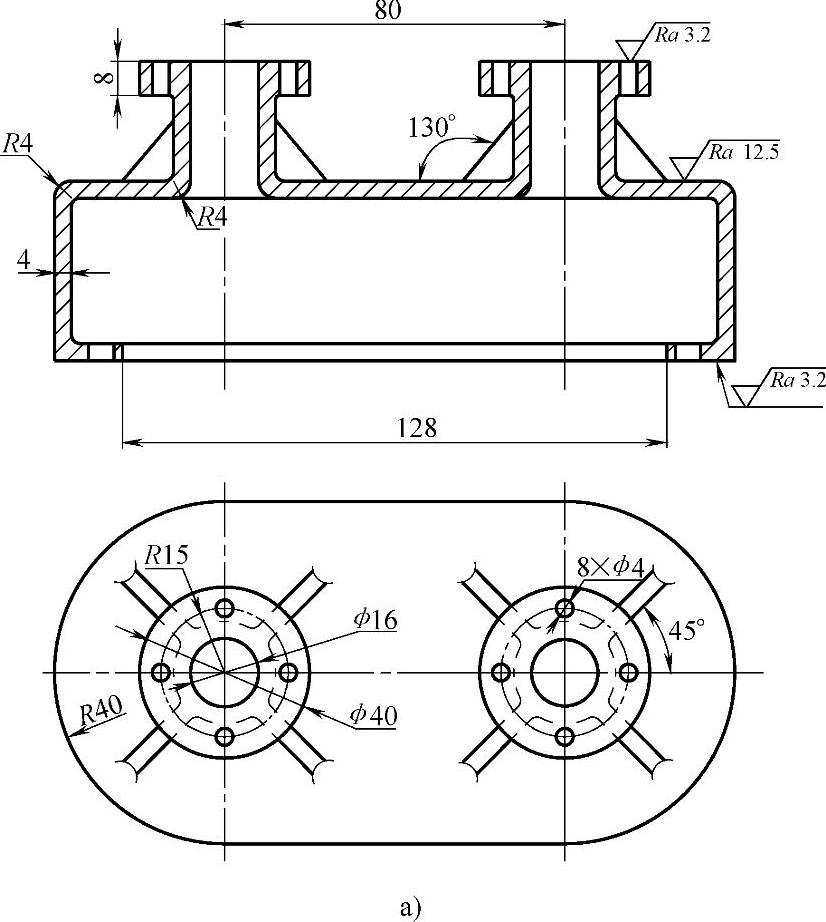
图13⁃12 采用型芯的箱体
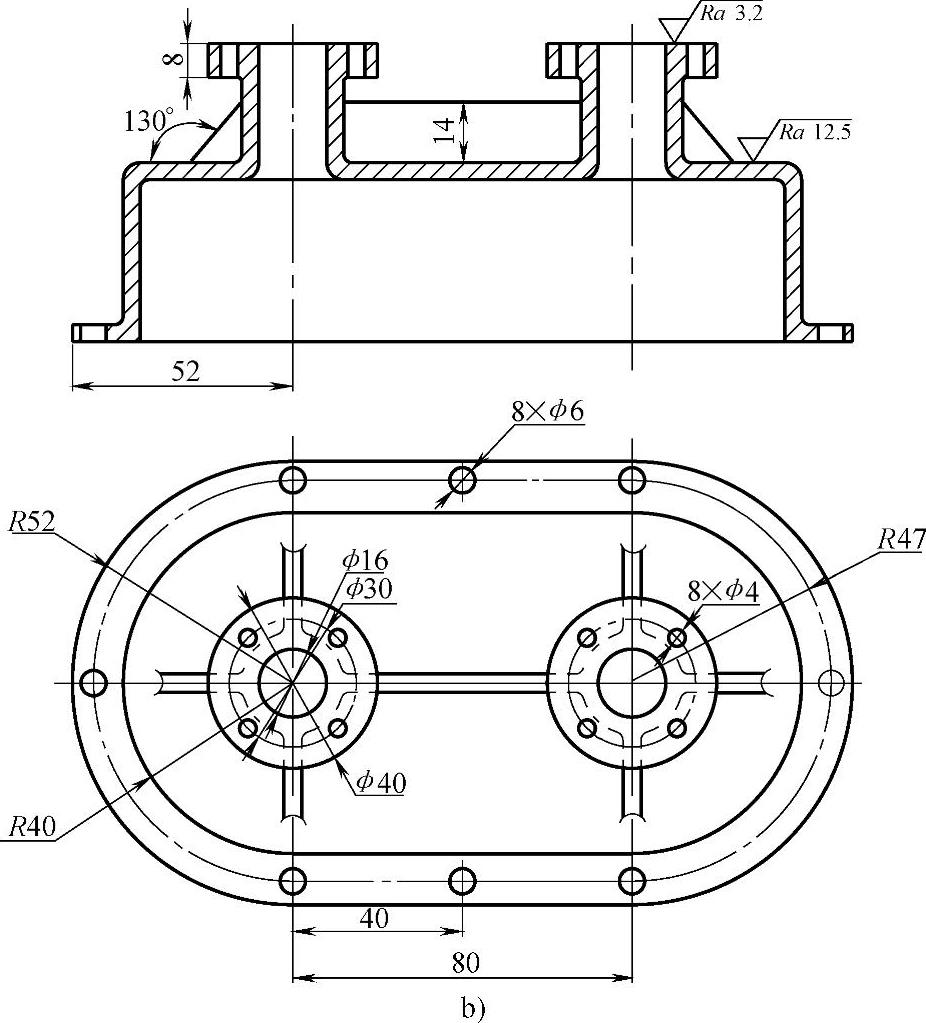
图13⁃12 采用型芯的箱体(续)
7.凸台设置应有利于造型
如图13⁃13a所示,凸台分开布置,铸造时给造模和起模带来不便,不利于造型。
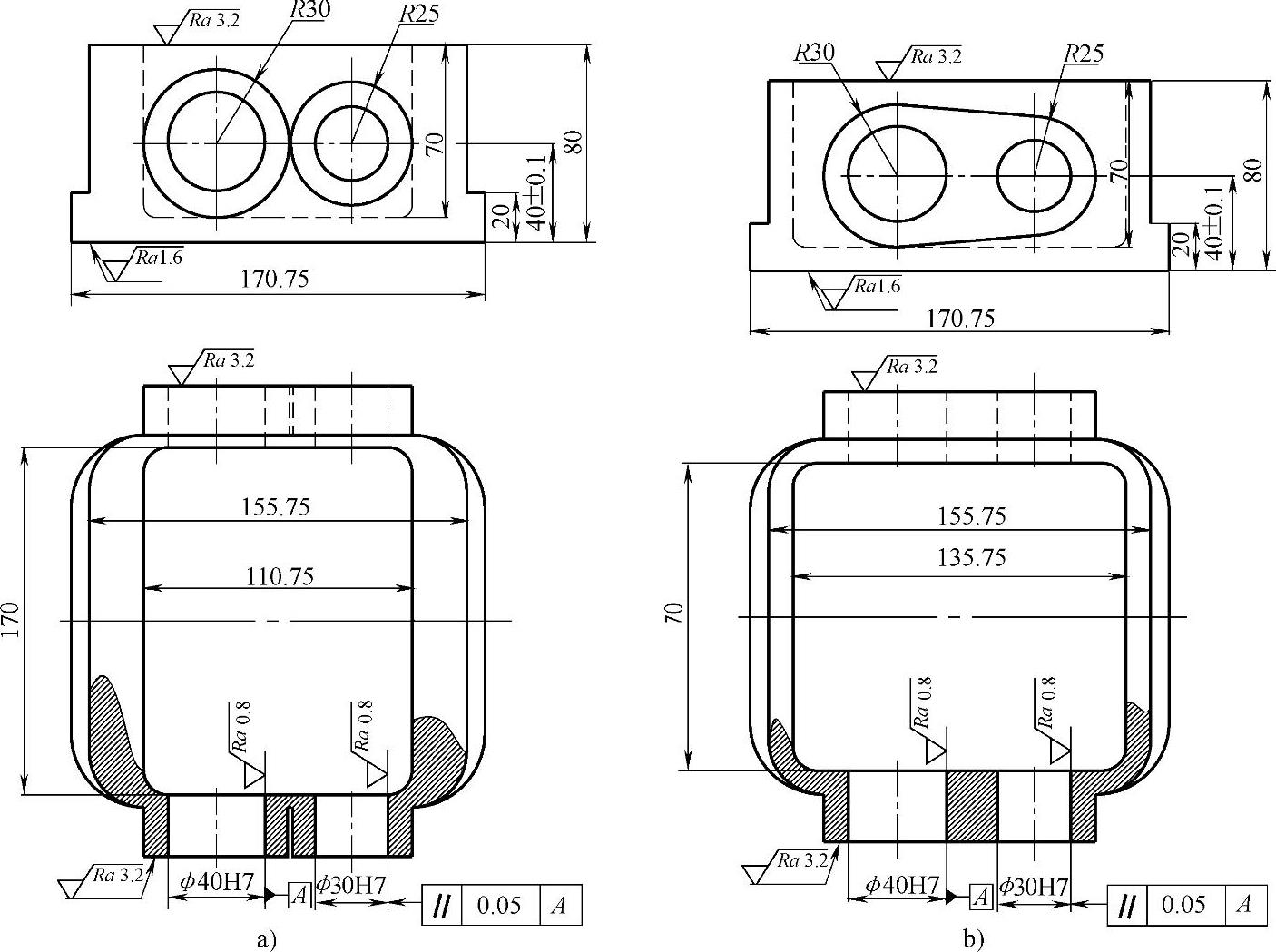
图13⁃13 凸台设置利于造型的结构(1)
壁厚相差太大,铸造时不利于金属液的流动。改为图13⁃13b所示结构,两凸台连在一起,便于造模和起模,可以采用简单的铸型来造型。壁厚均匀,便于铸造和冷却。
如图13⁃14a所示,突出圆台没有与上端面壁设计成一体,不利于造型,容易掉砂(其放大图见图13⁃14b)。改为图13⁃14c所示结构,将突出圆台与上端面壁的边缘设计成一体,便于造型,有利于提高铸造箱体质量。
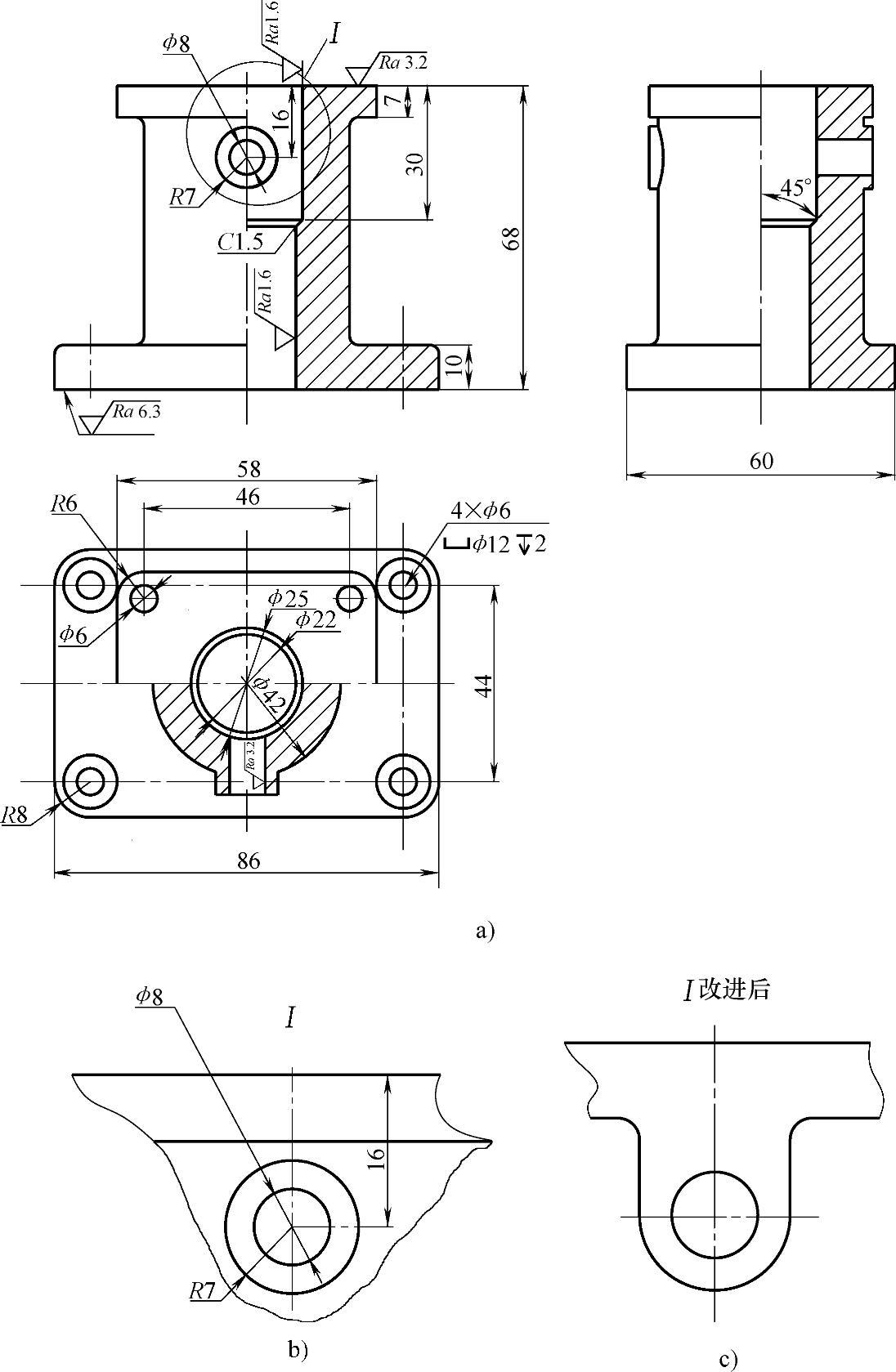
图13⁃14 凸台设置利于造型的结构(2)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。