



1.齿轮结构与工艺性
常用的齿轮分为圆柱齿轮、锥齿轮和蜗轮蜗杆。
齿轮结构由于使用要求的不同而具有不同的形状和尺寸,但是从工艺角度可以将其看成是由齿圈和轮体两部分组成的结构。按照齿圈上轮齿的分布形式,齿轮可分为直齿、斜齿等齿形;按照轮体的结构特点,齿轮又可以分为盘类齿轮、套类齿轮、轴类齿轮和齿条等;按照齿轮的整体结构,又可分为实体式齿轮、辐板式齿轮、轮辐式齿轮和焊接齿轮。轮体的结构形状直接影响着齿轮加工工艺过程中各工艺因素的确定,因此,齿轮的工艺分类以齿轮轮体的结构形状为依据。在上述的各种齿轮中,以盘类齿轮应用最广。
盘类齿轮的内孔多为精度较高的圆柱孔或花键孔,其轮缘具有一个或者几个齿圈。单圈齿轮的结构工艺性最好,可采用任何一种齿形加工方法加工轮齿。双联或三联等多齿圈齿轮,当其轮缘间的轴向距离较小时,小齿圈齿形加工方法的选择则会受到限制。如果小齿圈精度较高,需要精滚齿加工,且轴向距离在设计上又不允许加大时,可将多齿圈齿轮做成单齿圈齿轮的组合结构,以改善其加工的工艺性。
齿轮应按照使用时的工作条件选用合适的材料制造。齿轮材料的选择对齿轮的加工性能和使用寿命有直接的影响。齿轮承受交变载荷,工作处于复杂应力状态时,其材料应具有良好的综合力学性能,因此常选用45钢或40Cr钢锻件毛坯,并进行调质处理,而很少直接用圆钢做毛坯。对于受力不大,主要用来传递运动的齿轮,也可以采用铸件、非铁金属件和非金属毛坯。
加工一个齿轮大致要经过如下工序,毛坯热处理、齿坯加工、齿形加工、齿端加工、热处理、精基准修正,以及齿形精加工等。概括起来可分为四个主要阶段,齿坯加工阶段、齿形加工阶段、热处理阶段和齿形精加工阶段。齿轮的加工工艺路线可归纳为:毛坯制造→毛坯热处理→齿坯加工→齿形加工→热处理→齿坯主要表面精加工→齿形精加工。软齿面齿轮可省去热处理以后部分工序。对于淬硬齿轮,预切齿轮前各工序的任务是改善材料的组织,提高可加工性,去除大部分余量,形成齿形加工基准,预切齿形后的加工内容是淬硬,修复加工基准,完成齿坯和齿形精加工。
齿轮传动的主要用途是传递任意两轴之间的运动和动力,改变运动方式,改变转速。齿轮传动应具有传动平稳、准确、无冲击、无振动等特点,这需要在齿轮传动机构设计时,合理选择齿轮传动形式,正确计算齿轮几何尺寸,并合理进行结构设计。
齿轮有如下常见结构:
(1)齿轮轴 如果从齿根到键槽底部的距离x≤2.5m(m为齿轮模数)时,将齿轮与轴制成一体,称为齿轮轴,如图12⁃43所示。齿轮轴的刚性大,但轴和齿轮用同一种材料,可能造成材料浪费或不便于加工。故当距离x≥2.5m时,应将齿轮与轴分开制造。
(2)实体式齿轮 当齿顶圆直径da≤200mm时,可采用实体式结构,如图12⁃44所示,此种齿轮常采用锻钢制造。
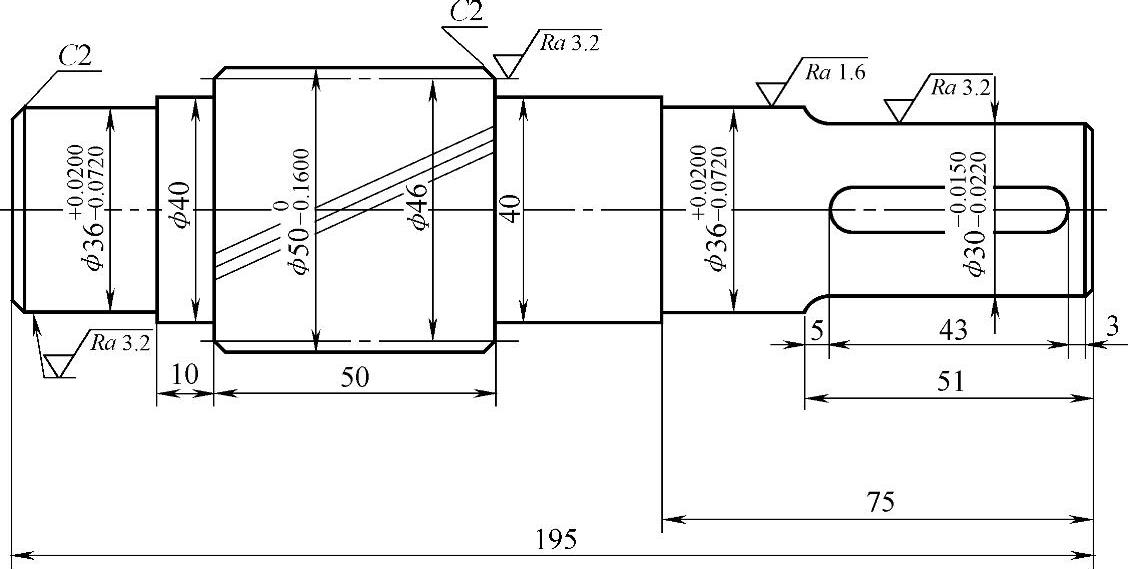
图12⁃43 齿轮轴
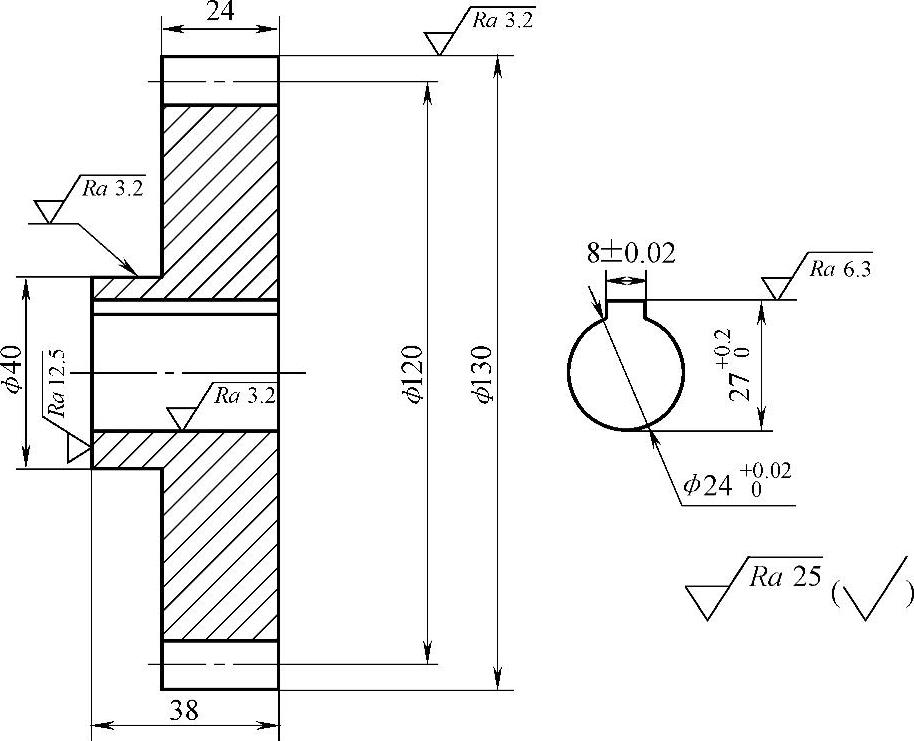
图12⁃44 实体式齿轮
(3)辐板式齿轮 当齿顶圆直径da=200~500mm时,可采用辐板式结构,如图12⁃45所示,此种齿轮常用锻钢制造,也可用铸造毛坯。
(4)轮辐式齿轮 当齿顶圆直径da>500mm时可采用轮辐式结构,常用铸钢或铸铁制造。
齿轮的结构与切削加工关系密切,在设计时应注意以下几点:(https://www.xing528.com)
1)用插齿法加工的双联或多联齿轮,应留有退刀槽。
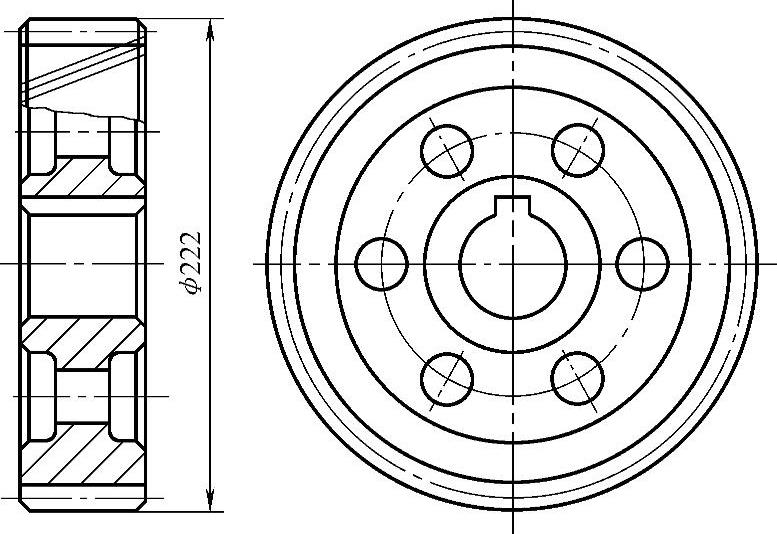
图12⁃45 辐板式齿轮
2)用滚齿法加工双联或者多联齿轮,大小齿轮端面之间的距离应足够大,以避免碰刀。
3)对于双边支撑的连轴锥齿轮,应避免加工时刀具与支撑轴颈产生干涉。
4)对于尺寸较大的盘形齿轮,端面设计凹槽可节约用料,减少切削加工量。
5)齿轮结构应有利于多件安装加工。
2.锻造齿轮的结构工艺性
锻造齿轮的结构就其外形而言虽各有不同,但是可概括为两种,一种为轴齿轮,另一种为带孔的盘状齿轮。因此,齿轮的结构工艺性首先要满足轴类零件和盘套类零件的结构工艺性要求。
(1)自由锻齿轮的结构工艺性 自由锻采用简单、通用的工具,且锻件的形状和尺寸精度很大程度上取决于锻工的技术水平,所以锻件的形状不能复杂。因此,自由锻齿轮多为实体式齿轮和形状比较简单的齿轮轴。当齿顶圆直径小于200mm时,常采用实体式结构;当齿根圆直径与轴的直径相差不多时,常采用齿轮轴结构。圆锥体的锻件锻造时需要专门的工具,锻造比较困难,所以锥齿轮和锥齿轮轴不宜采用自由锻。
自由锻齿轮多为小齿轮或者小批量生产的齿轮。自由锻齿轮由于成形性较差,加工余量和工艺余块较大,锻件内的流线常常被切断,所以齿轮性能不是很好。
(2)模锻齿轮的结构工艺性 大批量生产的齿轮或者齿顶圆直径在200~500mm之间的齿轮,多采用模锻成形。模锻齿轮的形状可以设计得较复杂,如双联、三联的实体齿轮或齿轮轴。
3.铸造齿轮的结构工艺性
当齿轮圆直径大于400mm时,常采用铸造成形方法生产齿坯。铸造齿轮可以设计成辐板式或者轮辐式结构。设计成辐板式结构时,辐板上的孔一般同时铸出,不必进行再加工。
铸件应尽量避免有过大的水平面。大的水平面不利于金属的填充,易产生浇不足等缺陷;同时平面型腔的上表面由于受液体金属长时间烘烤,易产生夹砂;此外,大的水平面也不利于气体和非金属夹杂物的排除。所以直径较小的齿轮(齿顶圆直径小于500mm),可采用平辐板式结构,但是,当直径大于500mm时,则应将辐板设计成倾斜的结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。