



1.退刀槽尺寸应尽量保持一致
为了减少换刀次数,提高轴类零件的加工效率,在设计轴结构的时候,经常把轴上一些相似的地方设计成相同的尺寸,例如将退刀槽设计成相同的宽度,即同根轴上的退刀槽宽度一致。
如图11⁃44a所示,退刀槽尺寸不一致。将其改为图11⁃44b所示结构,使退刀槽尺寸一致,便于一次性加工而不用换刀具。
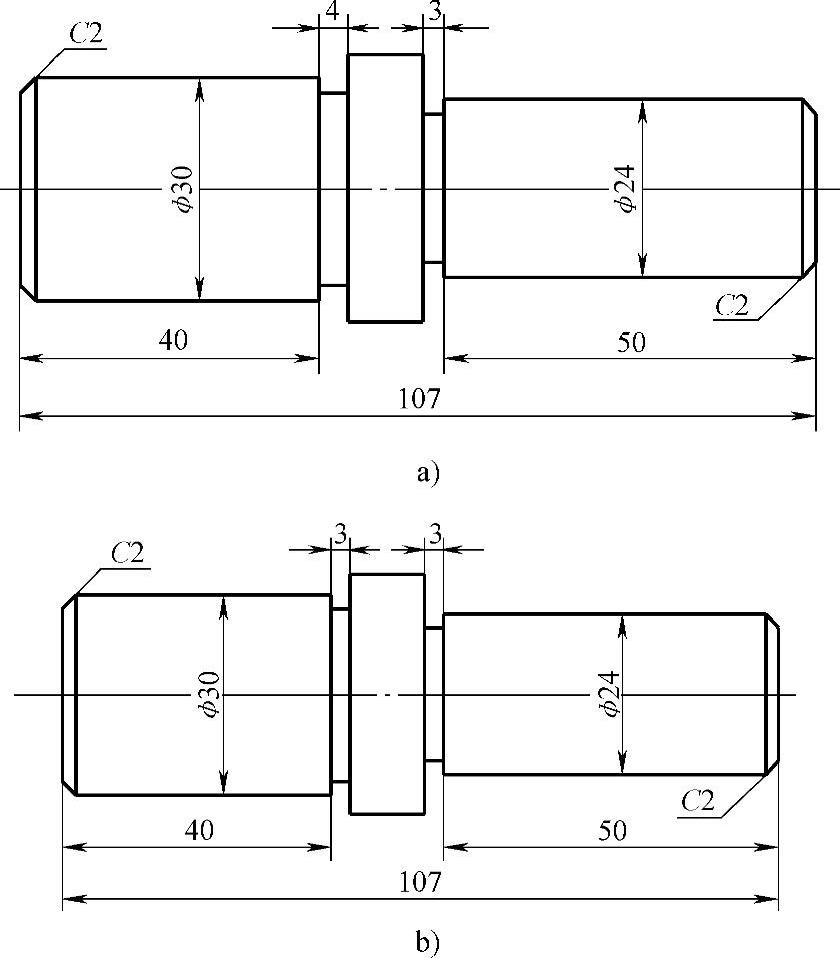
图11⁃44 退刀槽尺寸应尽量保持一致的结构(1)
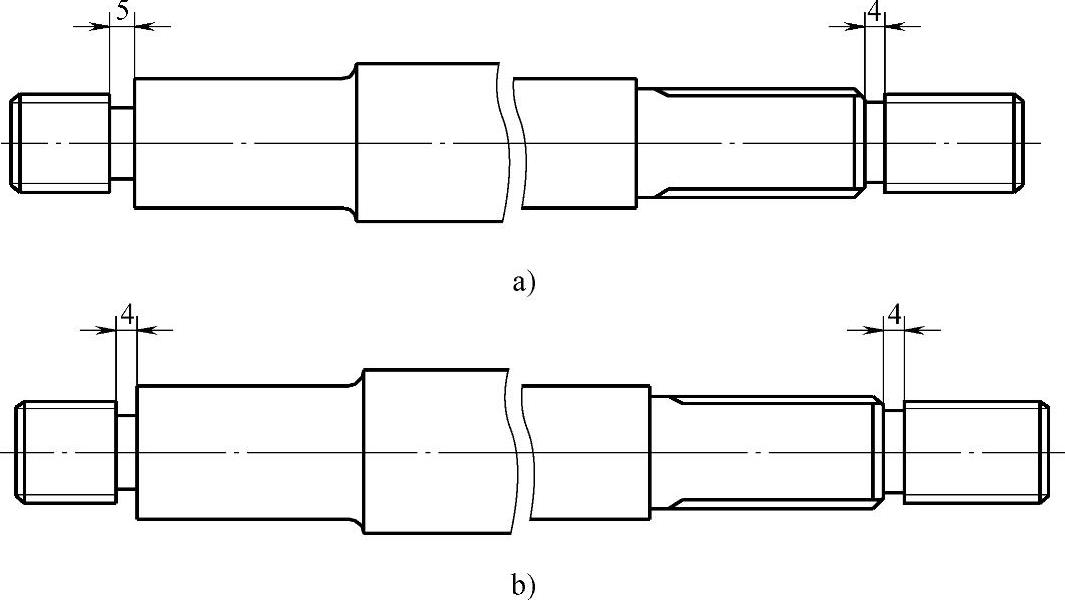
图11⁃45 退刀槽尺寸应尽量保持一致的结构(2)
如图11⁃45a所示,退刀槽宽度一个是4mm,一个是5mm,这样在加工中就得更换一次刀,使加工工时延长,减小了加工效率。若改为图11⁃45b所示结构,将轴上的两个退刀槽宽度都设计成4mm,则可避免换刀的麻烦,提高加工效率。
2.保证退刀槽深度
退刀槽是在加工螺纹或者键槽时,使加工刀具在加工表面加工出合格螺纹或者键槽的保证。因为加工到末尾时刀具不能迅速离开加工表面,所以需设置让出刀具的退刀槽。一般在加工螺纹前,都要先加工出退刀槽。
如图11⁃46a所示,退刀槽深度不够,在加工螺纹末尾的时候,刀具不能迅速地脱离加工表面,会将退刀槽加工出浅螺纹,使轴在这个部位出现应力集中,降低整个轴的使用性能。改为图11⁃46b所示结构,将退刀槽加深,能让刀具顺利地脱离加工表面,同时也可以减少轴表面的应力集中,提高轴的整体性能。
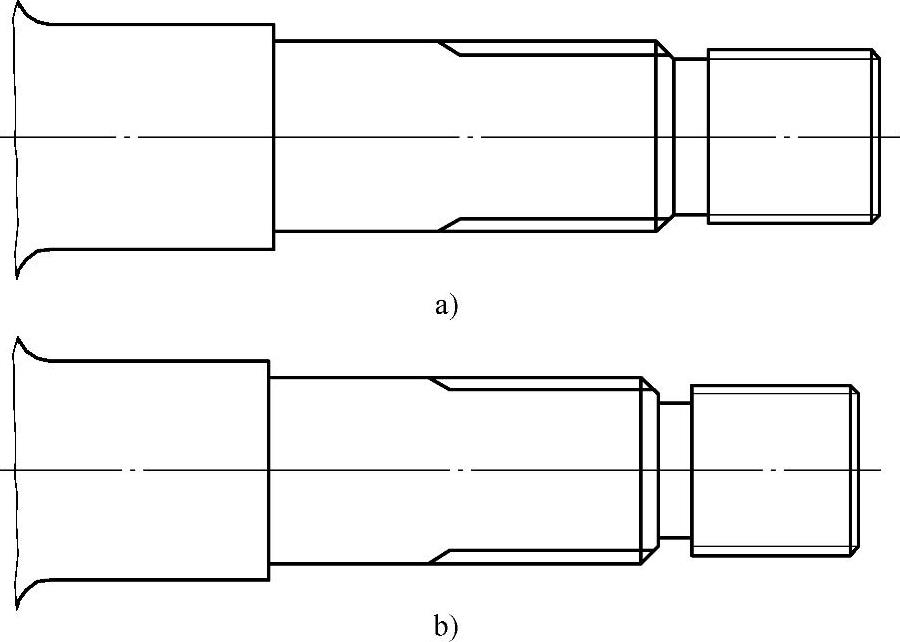
图11⁃46 合理设计退刀槽的结构
3.靠近轴肩处应留出砂轮越程槽
靠近轴肩的磨削表面或螺纹处应留有砂轮越程槽或螺尾退刀槽,以便于加工。如图11⁃47a所示,靠近轴肩的磨削表面处未留出砂轮越程槽,不易保证磨削精度。应将其改为图11⁃47b所示结构,留出砂轮越程槽,这样便于加工,并能保证磨削精度。
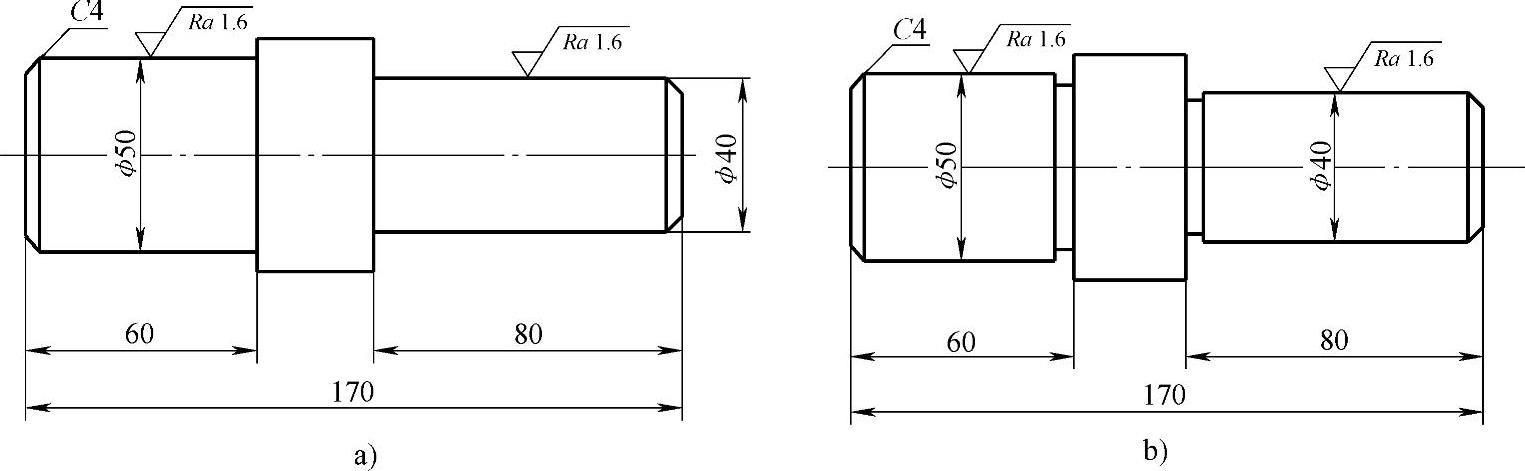
图11⁃47 留出砂轮越程槽的结构
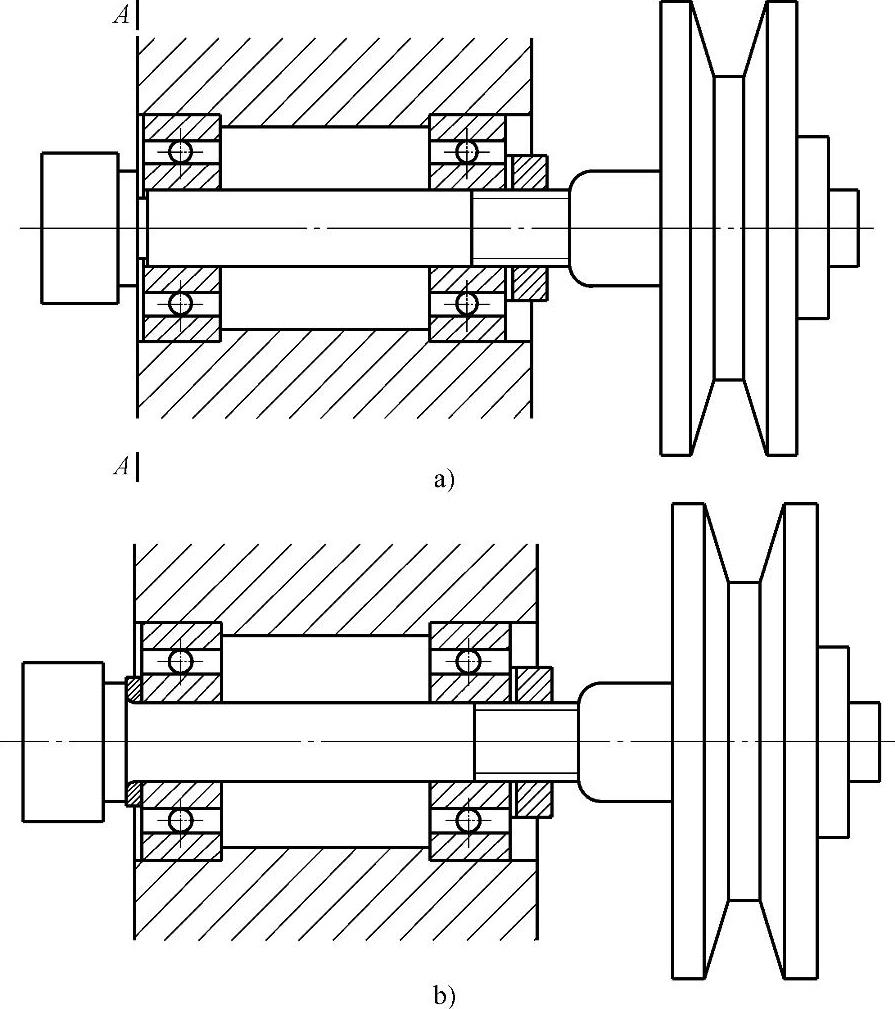
4.避免齿轮在砂轮越程槽处断裂
齿轮轴的一端由V带传动,中间用一对轴承支撑,右端用圆螺母锁紧定位。为了使轴肩处便于磨削加工,设计了砂轮越程槽,如图11⁃48a所示。砂轮越程槽处引起应力集中,在工作过程中,轴经过反复、对称循环的弯曲应力作用将形成疲劳裂纹,在A—A断面处断裂,并有明显的疲劳裂纹痕迹。将其改为图11⁃48b所示结构,取消砂轮越程槽,增设挡环,加大齿轮轴肩处的圆弧半径,使挡环内孔倒角与轴肩圆弧相适应,从而减小应力集中。
 (https://www.xing528.com)
(https://www.xing528.com)
图11⁃48 避免砂轮越程槽引起应力集中的结构
5.砂轮越程槽相关问题
砂轮越程槽的作用和退刀槽的作用类似,砂轮在磨削完加工表面后,不能迅速地离开加工表面,为了不磨削到其他的表面,设置砂轮越程槽以让出砂轮。
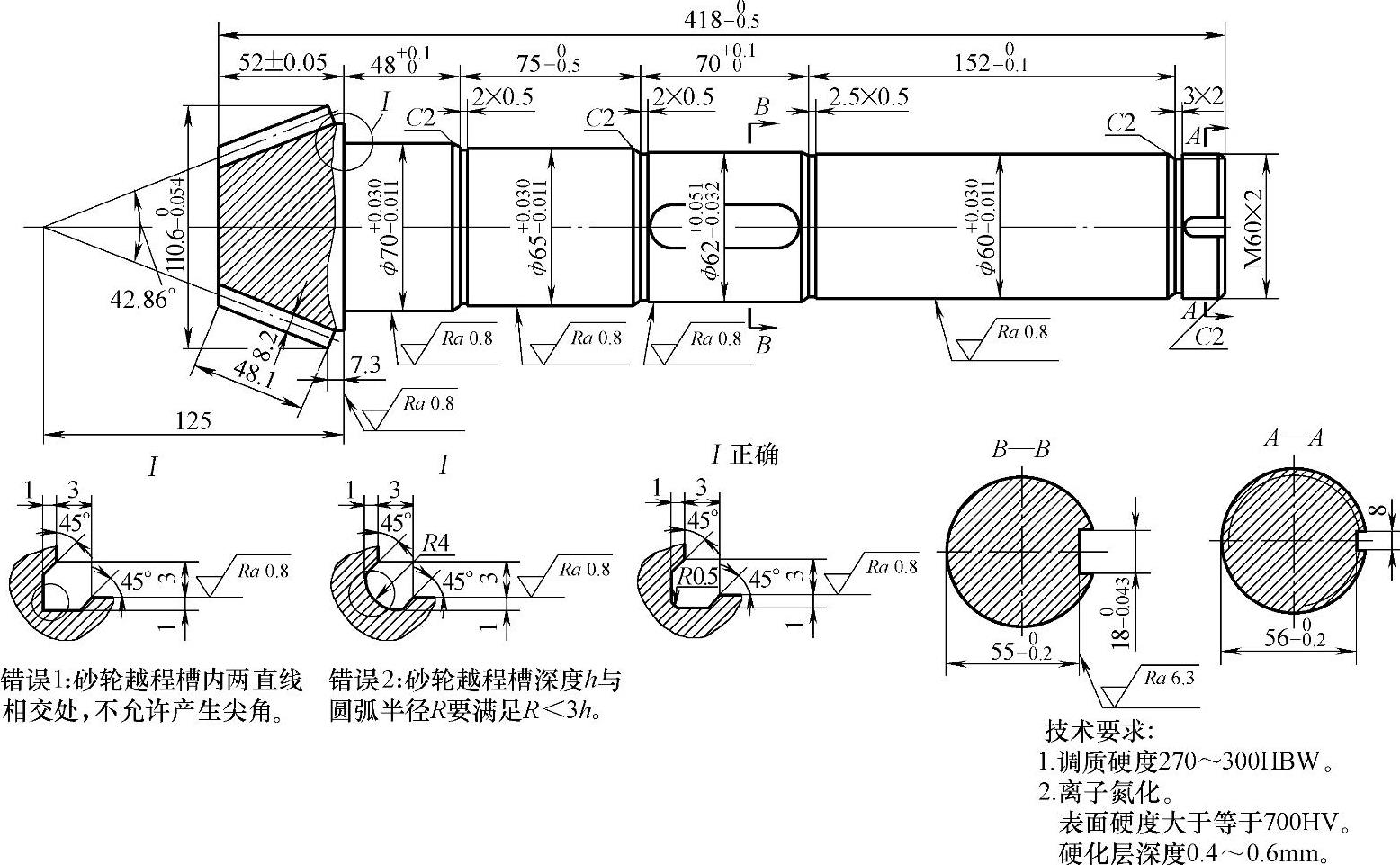
图11⁃49 合理设置砂轮越程槽的结构
如图11⁃49所示,砂轮越程槽内两直线相交处,不允许产生尖角。砂轮越程槽内两直线相交处可倒圆(砂轮越程槽内深度h与圆弧半径R要满足R<3h)。
图11⁃50a所示为交换齿轮架轴零件图,其中ϕ25的圆柱面需要磨削加工,但没有设计砂轮越程槽;左右两段螺纹精度不一致,不利于用同一把刀具一次加工完成,需要更换刀具,增加了换刀时间,降低了劳动生产率。改为图11⁃50b所示结构,即添加砂轮越程槽,可使砂轮“避空”;改变螺纹精度使两螺纹的精度要求一致,则使用一把刀具即可完成两个螺纹的加工,省去了换刀时间,提高了劳动生产率。
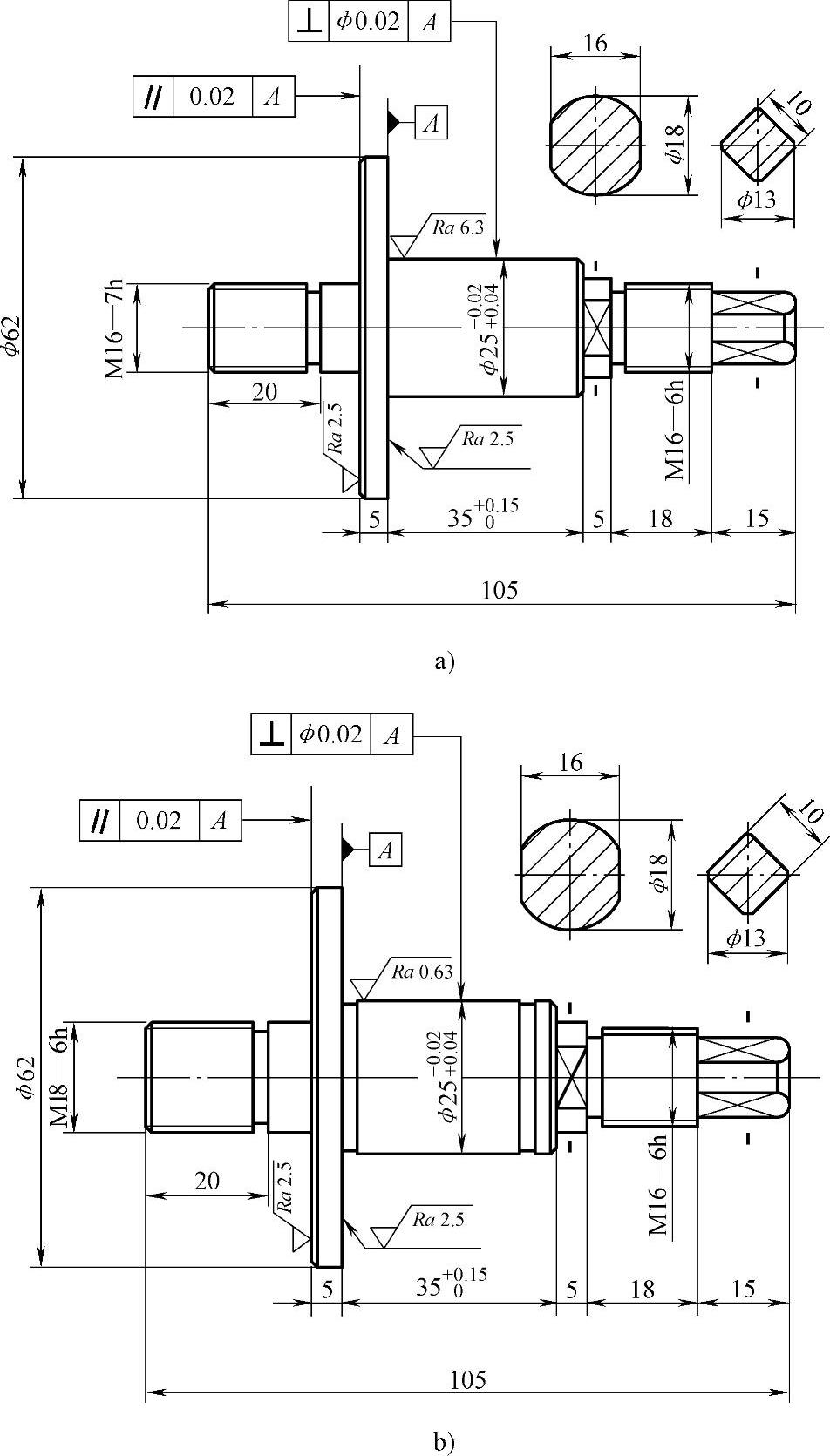
图11⁃50 添加砂轮越程槽和使两螺纹精度要求一致的结构
为了便于退出刀具,必须预先切制出退刀槽。如图11⁃51a所示,加工螺纹的地方没有留有退刀槽,这样不利于刀具的退出。可将其改为图11⁃51b所示结构,即在加工螺纹的地方预先切制出退刀槽。

图11⁃51 加工螺纹处设置退刀槽的结构
如图11⁃52a所示,锥形轴段需要用砂轮打磨,以达到相应的表面粗糙度要求,但没设计砂轮越程槽,在加工到末尾时会磨削到锥形轴段左边安装轴承的轴段。改进后的结构如图11⁃52b所示,在锥形轴段与安装轴承的轴段接合处设计了砂轮越程槽,能很好地保证砂轮在加工完离开加工表面时碰不到安装轴承的轴段。

图11⁃52 锥形轴段与安装轴承的轴段接合处设置砂轮越程槽
安装轴承的轴段,需要很光滑的配合表面,为了降低其表面粗糙度值,需要精磨的加工工序,所以需要设置砂轮越程槽。
如图11⁃53a所示,轴的两端是安装长轴承的配合表面,需要精磨加工,而与之相连的是螺纹轴段,所以在加工时必须设置合适宽度的砂轮越程槽。改进后结构如图11⁃53b所示,轴的两端设计了砂轮越程槽,使磨削加工更有精度保证,优化了整个轴的结构设计。
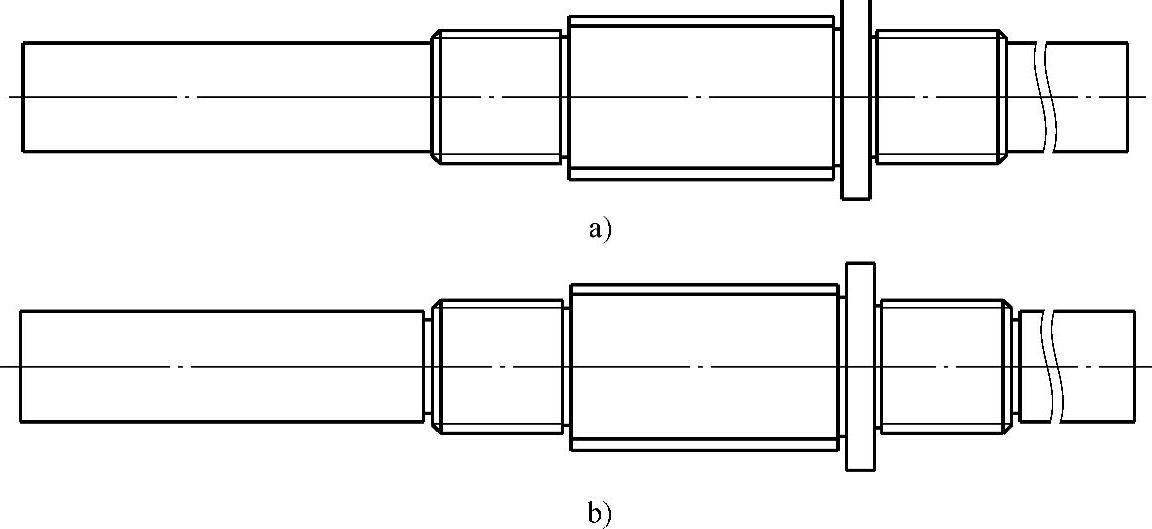
图11⁃53 精磨加工处须设置合适宽度的砂轮越程槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。