



1.高速旋转的紧固螺栓不要伸出
图10⁃36a所示为高速旋转体,连接螺栓的头与螺母伸出,既影响安全也容易造成其他不良后果。若将其改为图10⁃36b所示结构,使连接螺栓的头与螺母等沉入,这样可以很好地消除不安全因素,使外观结构简洁。
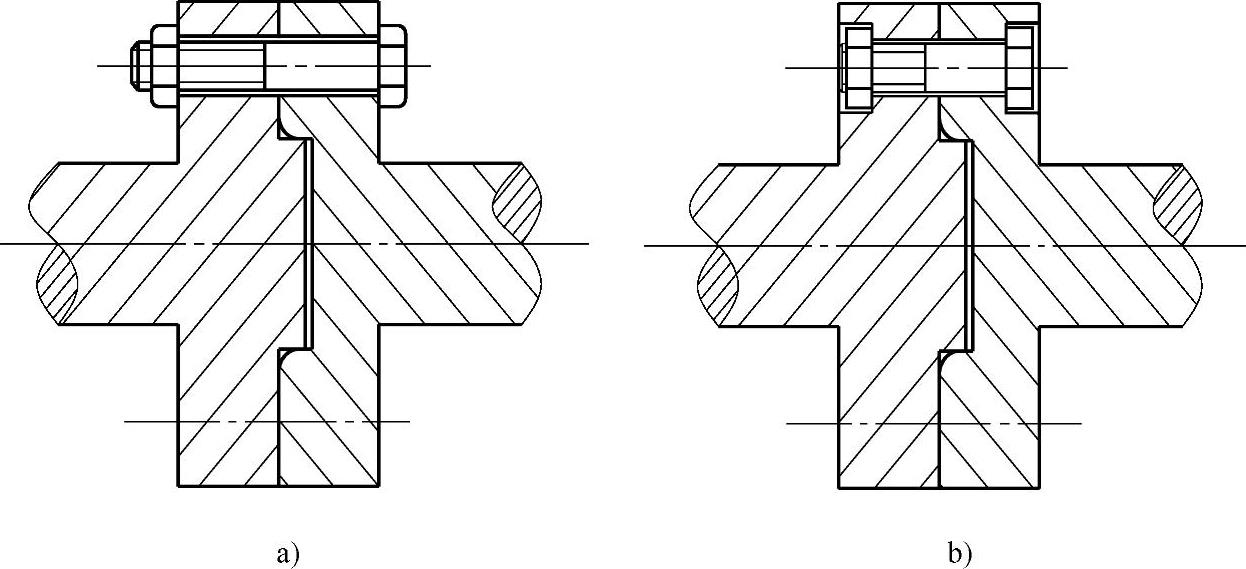
图10⁃36 高速旋转体的螺栓结构(1)
图10⁃37a所示为齿轮联轴器结构。由于联轴器是一个高速旋转的结构,所以紧固螺栓头部和螺母露在外面是不对的,这样既影响安全也容易造成不良后果。若改为图10⁃37b所示结构,将螺栓沉入联轴器内部,这样就能安全的工作了。
2.高强度螺栓应连接可靠
如图10⁃38a所示,高强度螺栓连接时由高强度螺栓、螺母各一个,以及高强度垫圈各两个所组成,但图示连接件不全,只有一个垫圈,容易造成连接体表面挤压损坏。可改为图10⁃38b所示结构,按标准规定安装,避免造成连接体表面的挤压损坏。
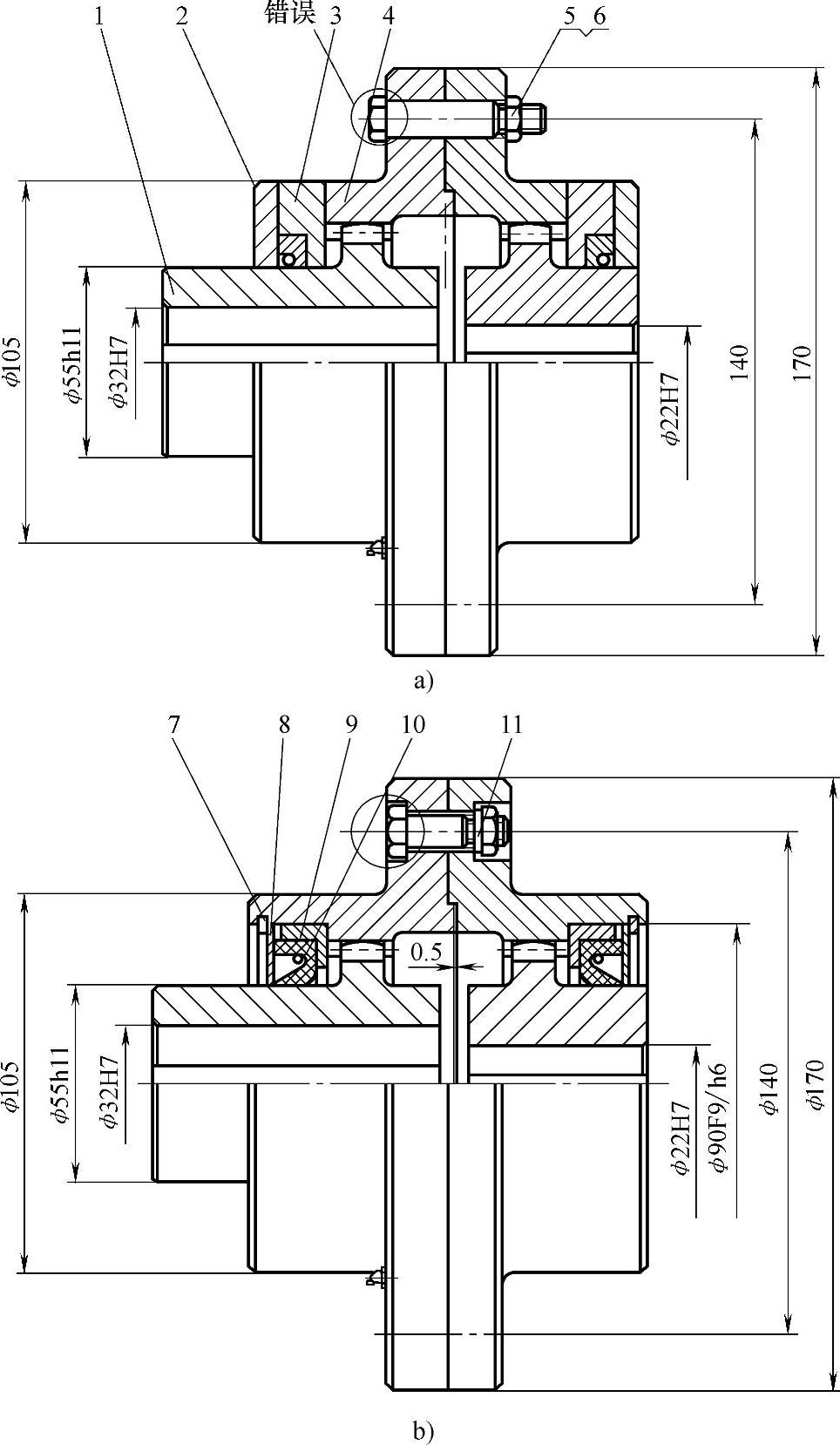
图10⁃37 高速旋转体的螺栓结构(2)
1—外齿内套 2—端盖 3—挡环 4—内齿套 5—螺栓 6—螺母 7—弹性挡圈 8—压板 9—挡圈 10—密封圈 11—弹簧垫圈
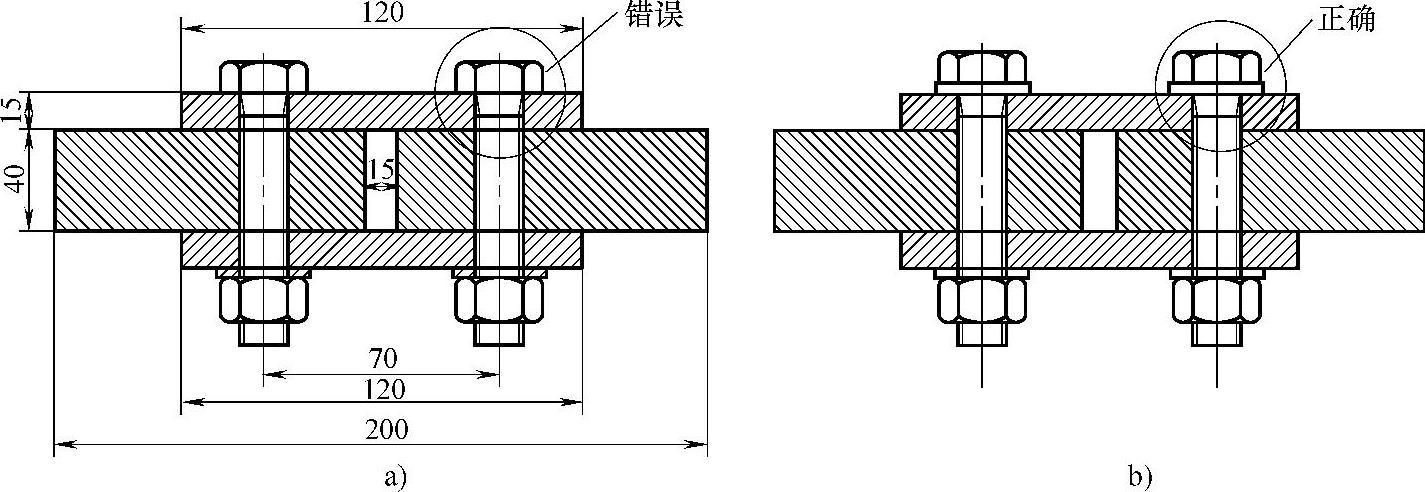
图10⁃38 高强度螺栓连接的结构
3.螺栓连接应紧固
如图10⁃39a所示,螺栓通过螺纹连接零件1和零件2,由于零件1和零件2都有螺纹且与螺栓相配合,在轴向方向上没有定位,所以很难将零件1和零件2压紧。若改为图10⁃39b所示结构,将零件1的螺纹孔加工成没有螺纹的通孔,并且让零件1的孔的尺寸略大于螺栓直径,螺栓与零件2用螺纹连接,通过螺栓头部将零件1压紧,这样就使两连接件连接紧固了。
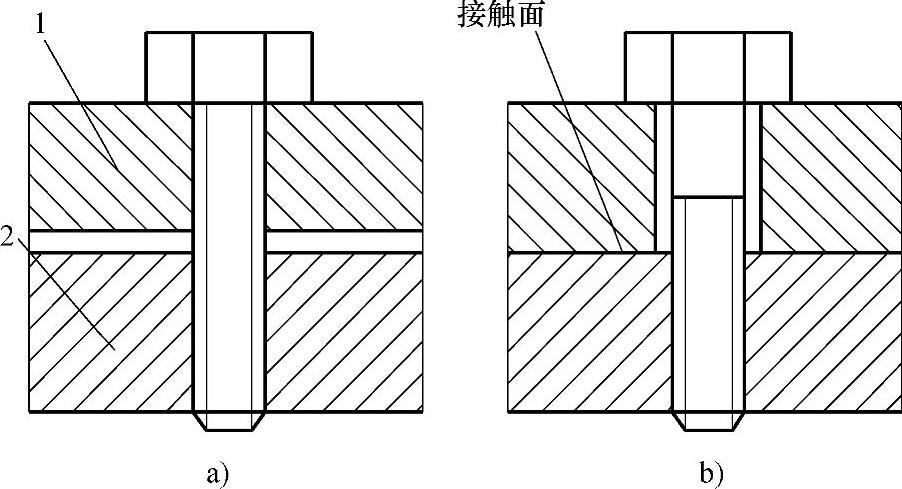
图10⁃39 螺栓连接紧固的结构(https://www.xing528.com)
4.螺纹加工、拧紧、旋合长度等对装配的影响
螺纹连接件在装配时,存在着螺纹孔加工的难易程度、拧紧、旋合长度等问题。
如图10⁃40a所示,螺纹连接装配时的螺纹旋合长度应合适,在底板或法兰非常厚的情况下,全厚攻螺纹加工困难,也无此必要。将其改为图10⁃40b所示结构,不仅减少了底板或法兰攻螺纹的加工深度和难度,同时加强了底板或法兰与要连接部件的结合强度,装配工艺性较好。
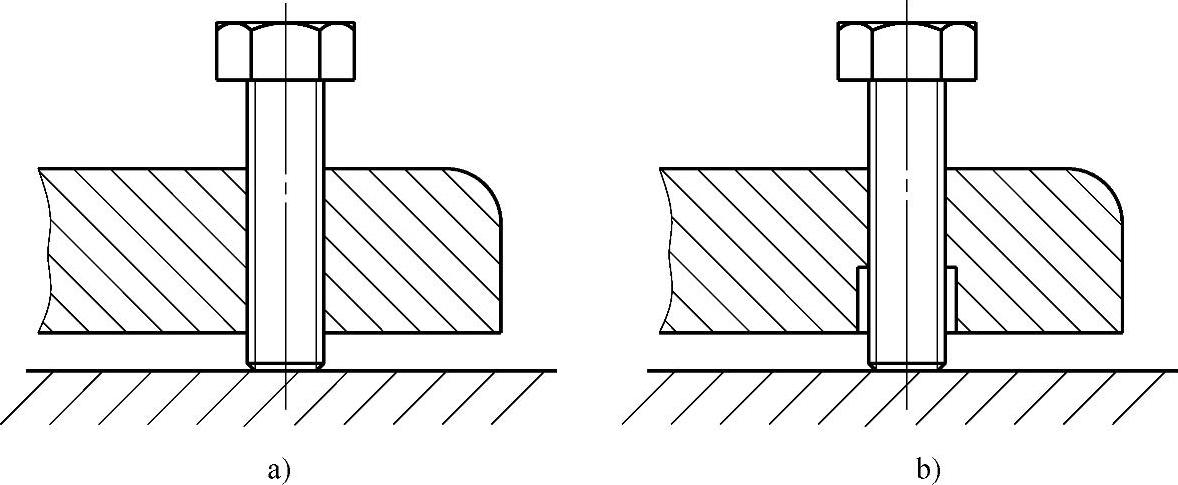
图10⁃40 螺纹装配的结构
使用滚压加工的双头螺柱应注意连接工艺性。
图10⁃41a所示为滚压加工的双头螺柱,其直径d大于螺纹底径,螺纹孔深度过大会使螺栓拧不紧或损坏孔口部分螺纹。若改为图10⁃41b或图10⁃41c所示结构,控制螺栓上的螺纹长度及螺孔深度或在螺孔口锪孔,以保证螺栓能拧紧。
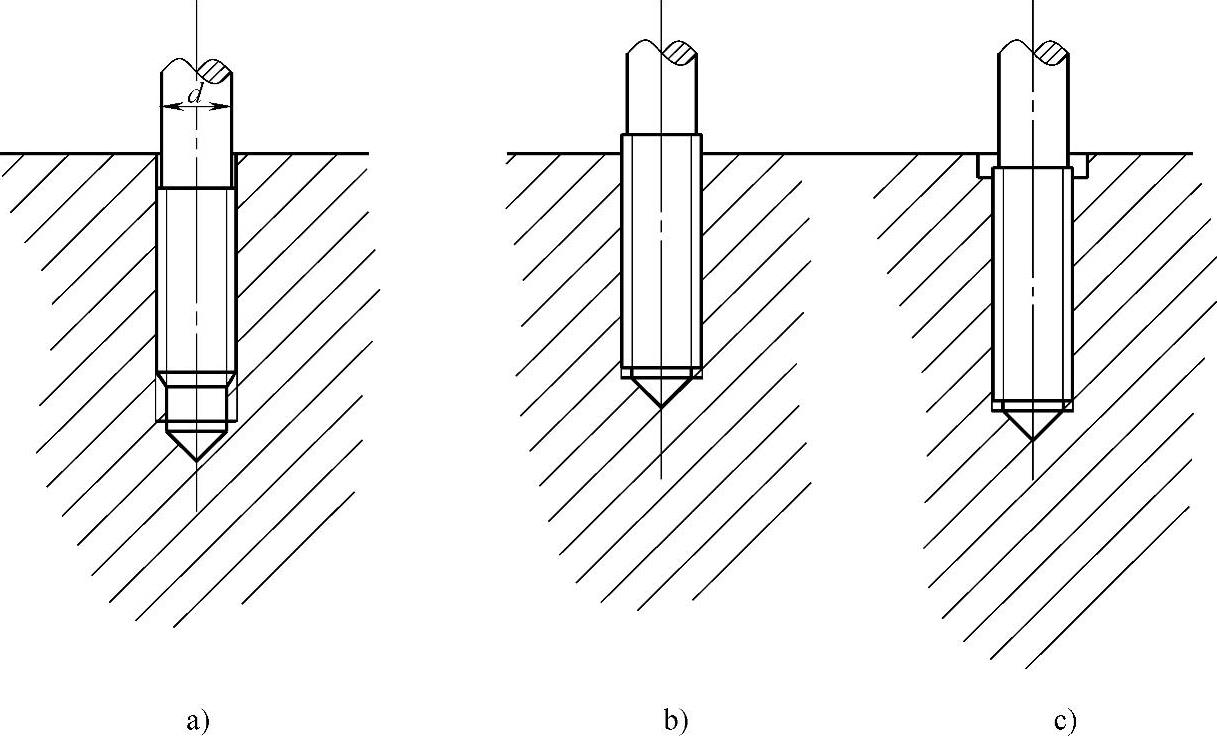
图10-41 滚压加工双头螺柱的结构
如图10⁃42a所示,沉头螺钉的止动效果不好。使用多个沉头螺钉时无法使所有螺钉头部的锥面保持良好的结合,连接件间的位移会造成螺钉的松动。若改为图10⁃42b所示结构,可以有效地避免螺钉松动情况的发生。
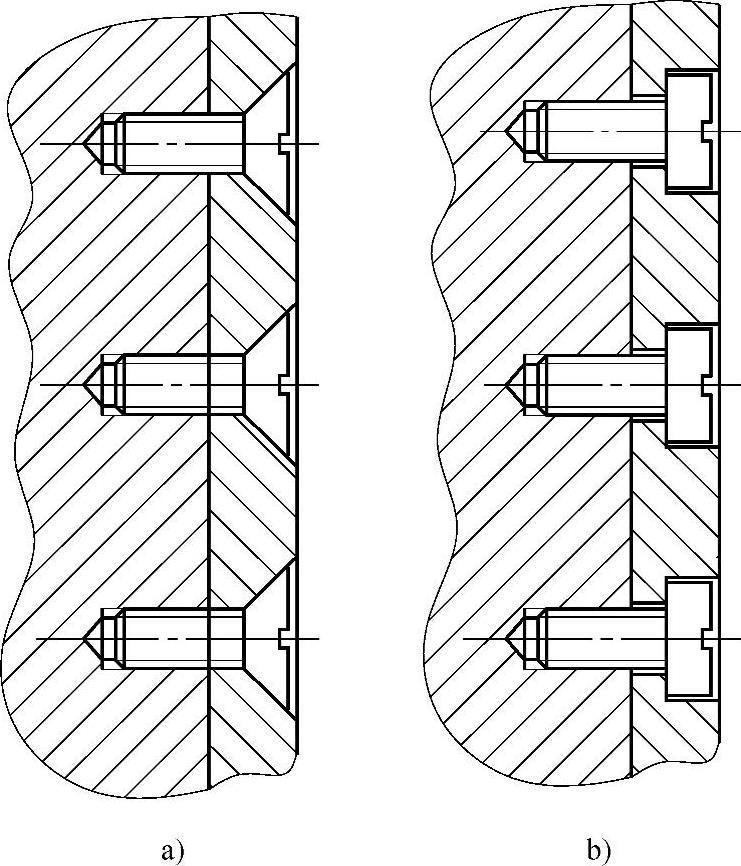
图10⁃42 沉头螺钉止动的结构
如图10⁃43a所示,在推拉杆上直接用螺纹连接的零件,由于受往复推拉载荷的作用,螺纹部分很容易产生晃动,严重影响推拉杆的正常工作。一般,不允许采用图10⁃43a所示的仅有螺纹连接的结构。若改为图10⁃43b所示结构,除螺纹连接外,再用一螺母将其锁紧,才能保证工作的可靠性。
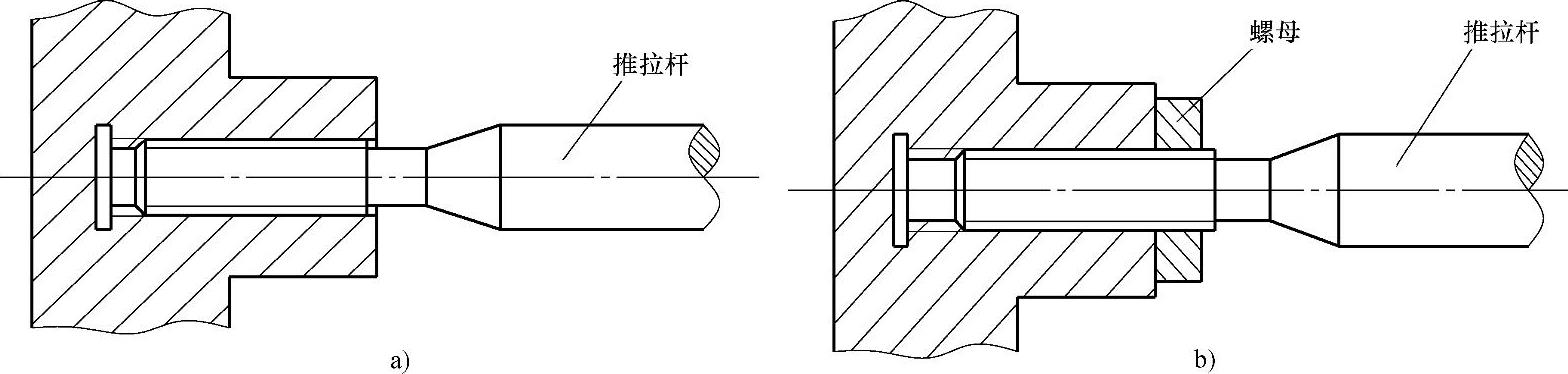
图10⁃43 推拉杆上螺纹连接的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。