



1.零件带有方向性时的装配
有方向性的零件应采用适应方向要求的结构。
图10⁃8a中零件1和2通过螺纹相连接,零件1是一个带有方向性的零件,要求零件上的孔方向向下。当用螺纹连接时,拧紧需要预紧力,所以很难保证在拧紧时零件1上的孔方向是向下的。若改为图10⁃8b所示结构,将零件1上的孔做成通孔,然后用螺母和垫片固定住零件1,这样就可以方便地调整零件1上孔的方位。

图10⁃8 有方向性的零件结构
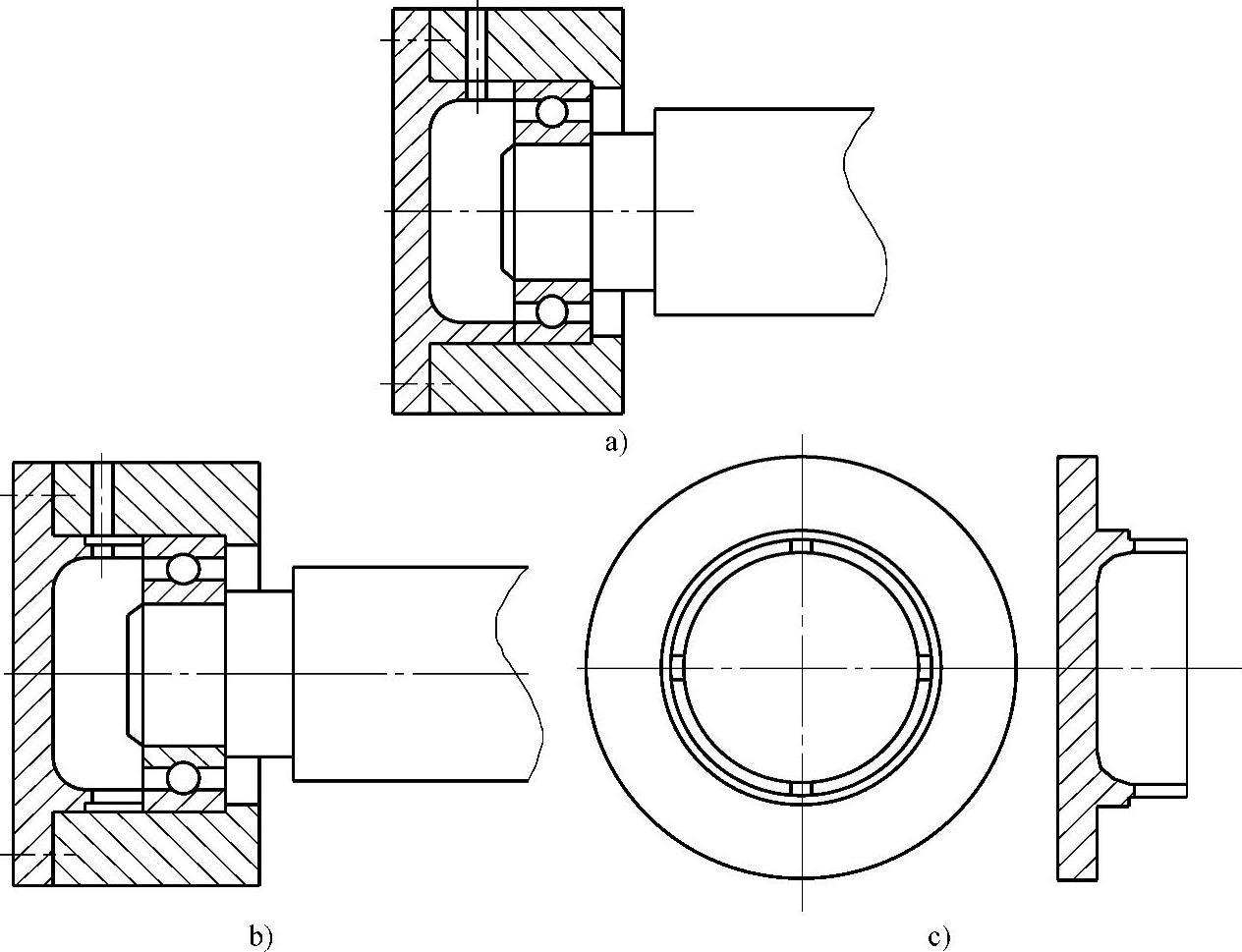
图10⁃9 轴承端部的装配结构
2.轴承端部的装配
如图10⁃9a所示,轴承座和轴承盖上的油孔直径较小,油孔很难对正,因此不能保证油孔的畅通,装配起来也不方便。若改为图10⁃9b所示结构,在轴承盖上做出环形槽,这样油孔就容易对正,装配也方便。端盖油孔的形状可设计为图10⁃9c所示结构。
3.轴的设计要方便装配
图10⁃10a所示,转塔车床加速行程轴的一端紧固于装在机身上的箱体内,另一端紧固在施板上的操纵箱内。装配时由于轴较长,不但切削加工量大而且装配很不方便。若改成图10⁃10b所示结构,将加速行程轴分拆成两段,一段为较长的带螺纹光轴,另一端为较短的阶梯轴,中间用联轴器连接,箱体成为单独装配单元,可缩短装配周期。此外,将一根长轴改成两根短轴,切削加工也较方便。

图10⁃10 方便装配的轴结构
1—箱体 2—操纵箱 3—带螺纹的光轴 4—较短的阶梯轴 5—联轴器 6—六角床加速行程轴
装配时应避免轴的接触面过长。图10⁃11a所示为轴、轴承、轴套相配合的结构。结构中轴的装配接触面过长,由于轴和轴承是过盈配合,所以当轴装入轴承和轴套时会很困难,并且容易损坏轴的表面。若改为图10⁃11b所示结构,在轴上加工出空刀槽,这样减少了配合面长度,有易于提高配合精度,装配起来也较方便。
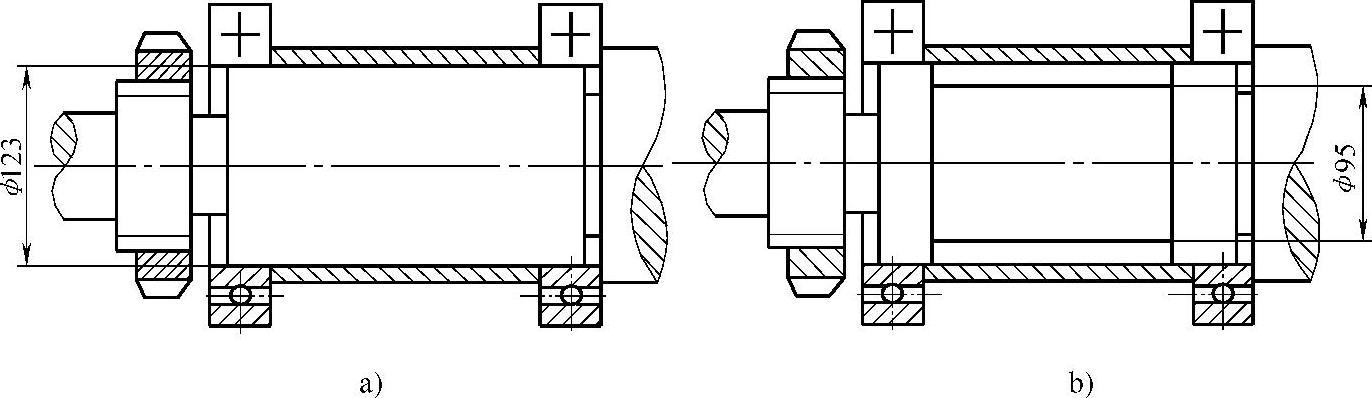
图10⁃11 轴、轴承、轴套相配合的结构
4.定位销的装配
除特殊需要外,装配时形成的密封腔应有排气通道。
如图10⁃12a所示,不通的销孔难于加工,装配时因密封腔内有空气也不易装配、不便取出,而且会在不通孔内造成真空度,使销更不易取出。若改为图10⁃12b所示结构,定位销孔改为通孔,解决了装配困难问题。
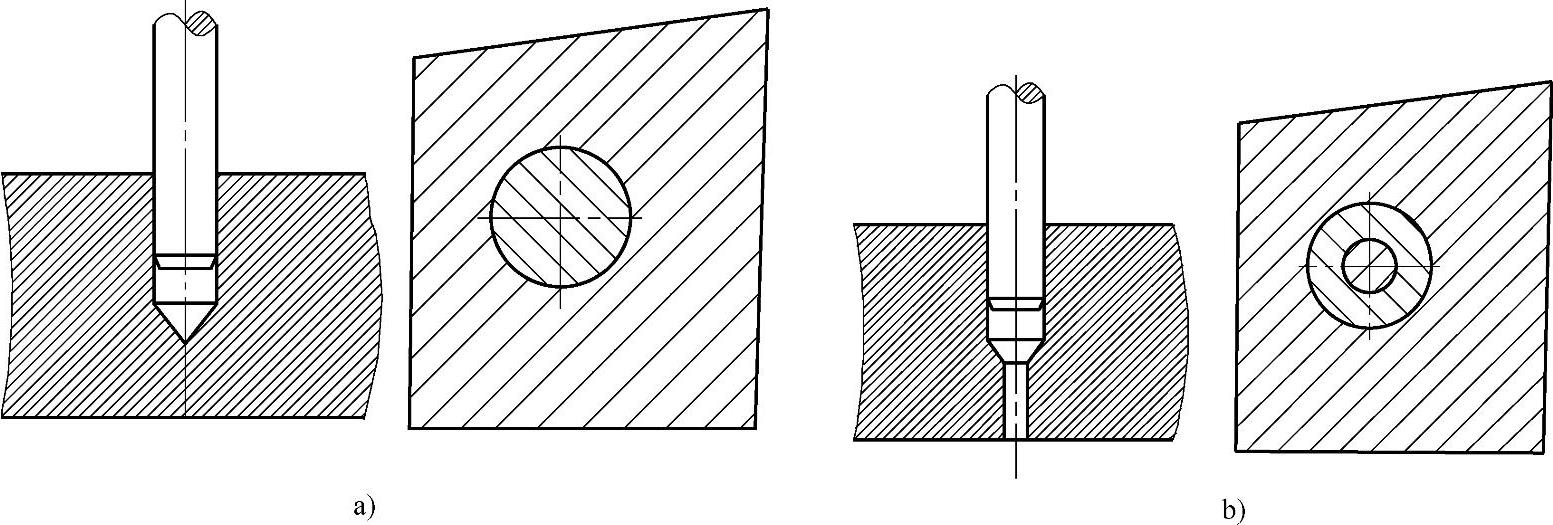
图10⁃12 定位销的装配
5.设计装配部件时应考虑分组装配的可能性
如图10⁃13a所示,深沟球轴承的孔径D选得比齿轮的外径d小,所以需要先在箱体内装配齿轮,然后再装配右轴承。这样的装配很麻烦,应该考虑分组装配,并且右端轴的套筒过高,也不便于轴承的拆卸。若改为如图10⁃13b所示结构,深沟球轴承的孔径D选的比齿轮的外径d大,可以预先将轴和右轴承作为一个整体安装上去,装配较方便。
6.几个表面配合时避免同时入孔装配
装配过程中常常存在先后装入两个或是多个装配面的情况,这时就需要将这两个或几个装配面做一个较好的协调,尽量避免同时装入,可以用前一个面的装配作为后一个面的引导段。
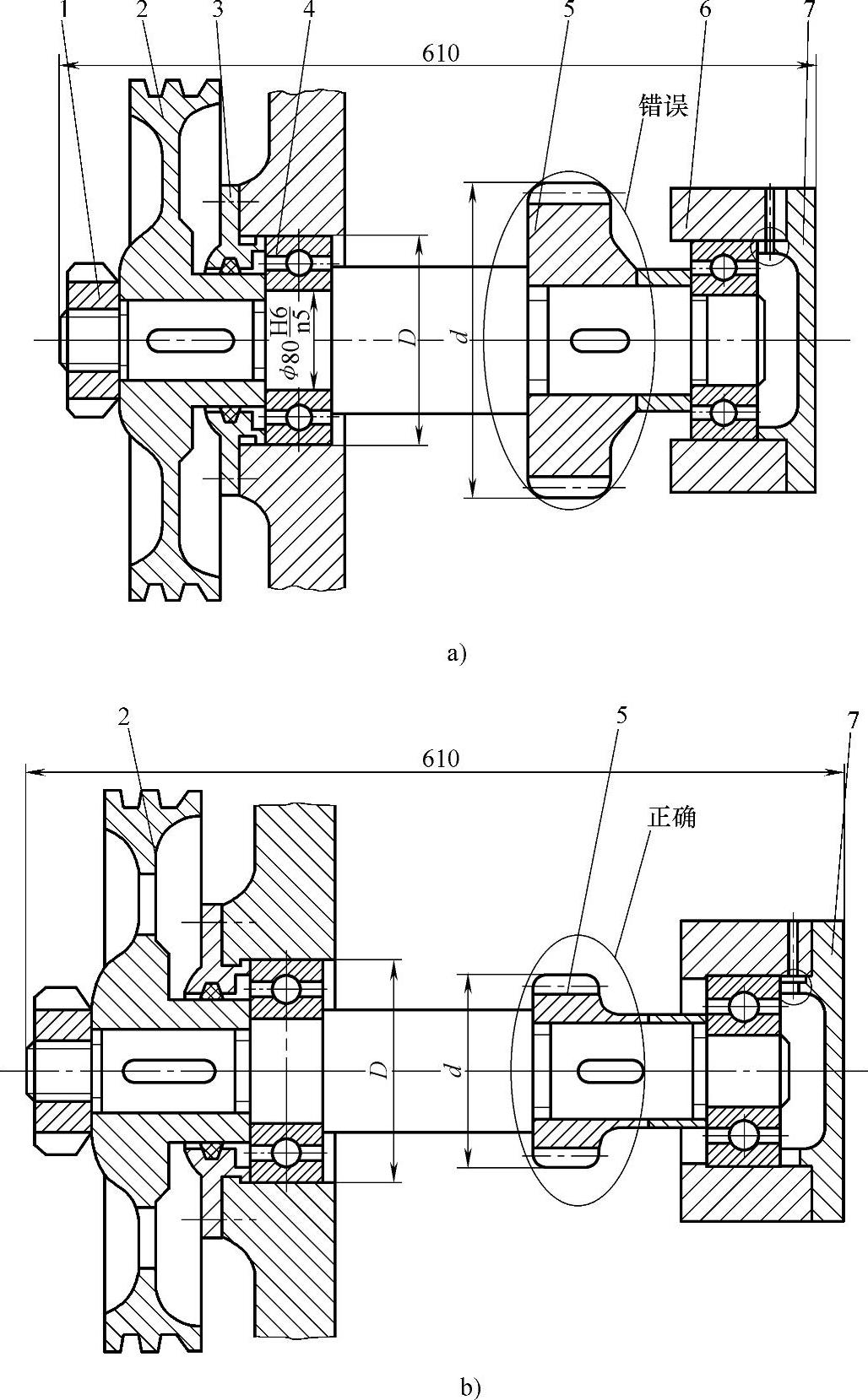
图10⁃13 分组装配的结构
1—圆螺母 2—带轮 3—轴承盖1 4—深沟球轴承 5—齿轮 6—箱体 7—轴承盖2
如图10⁃14a所示,箱体和套杯有三个装配基面,其中两个装配基面同时进入孔中与孔装配,但是这样对孔和轴的精度要求比较高,并且在装配过程中两个装配基面会互相影响,而导致装配不便。改为图10⁃14b所示的形式,让两个装配基面分先后进入装配孔,这样装配工艺性较好。
如图10⁃15a所示,两个表面同时装配,由于a=b,两配合面同时进入,装配较困难。若改为图10⁃15b所示结构,使b<a,这样前段先进入装配,后段后进入装配,前一段作为后一段装配的引导部分,装配工艺性较好。
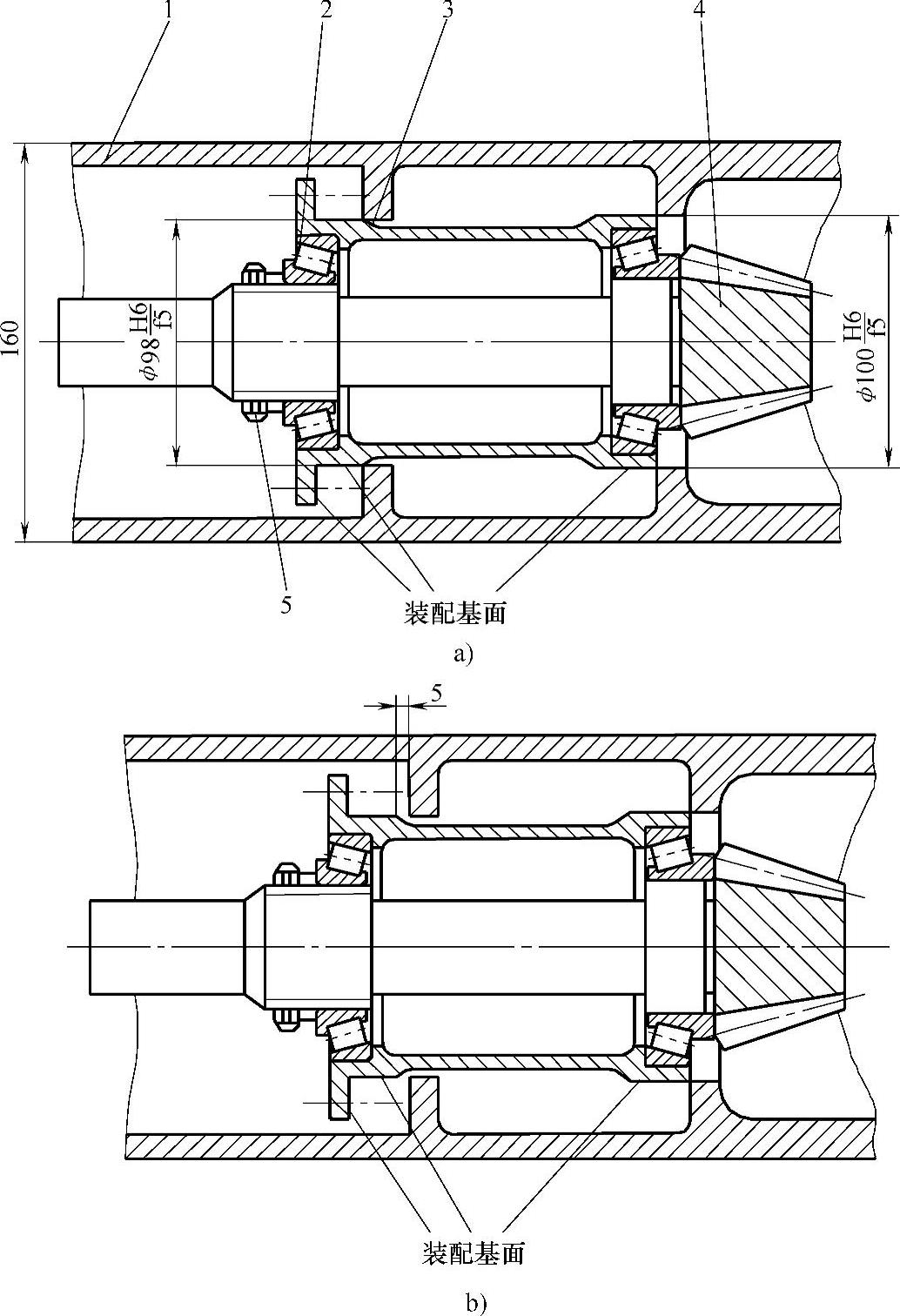
图10⁃14 两个表面配合时避免同时入孔装配的结构
1—箱体 2—圆锥滚子轴承 3—套杯 4—锥齿轮 5—圆螺母
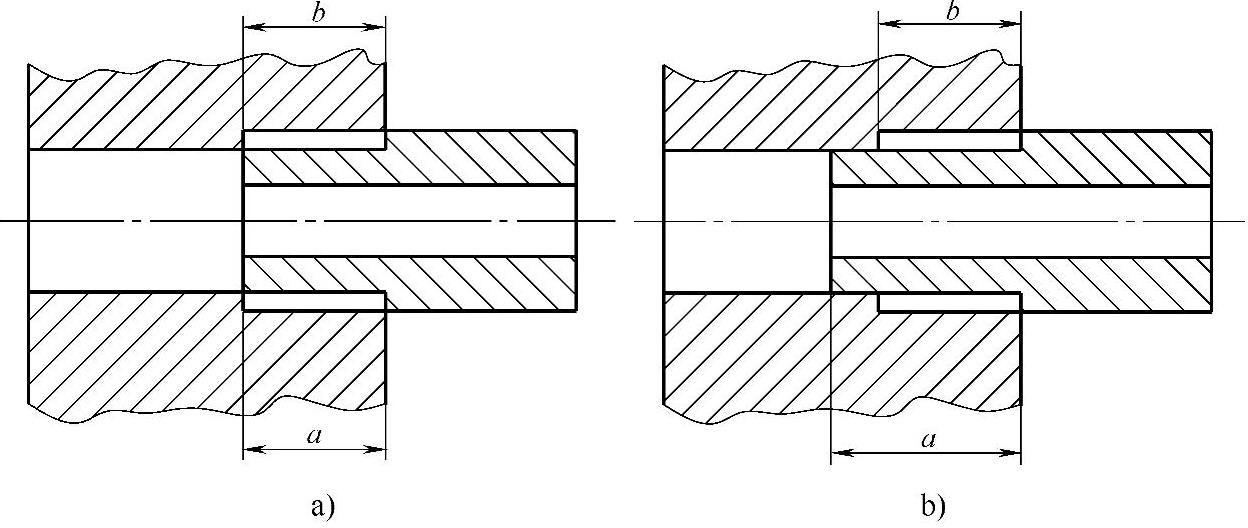
图10⁃15 两个表面配合时带有引导部分的结构
如图10⁃16a所示,零件带有螺栓孔,装配时难以观察到其配合的情况,难以对准装入。若改为图10⁃16b所示结构,设计一个引导锥形头和锥形孔,使装入螺纹孔中时有引导部分,安装方便,装配工艺性好。
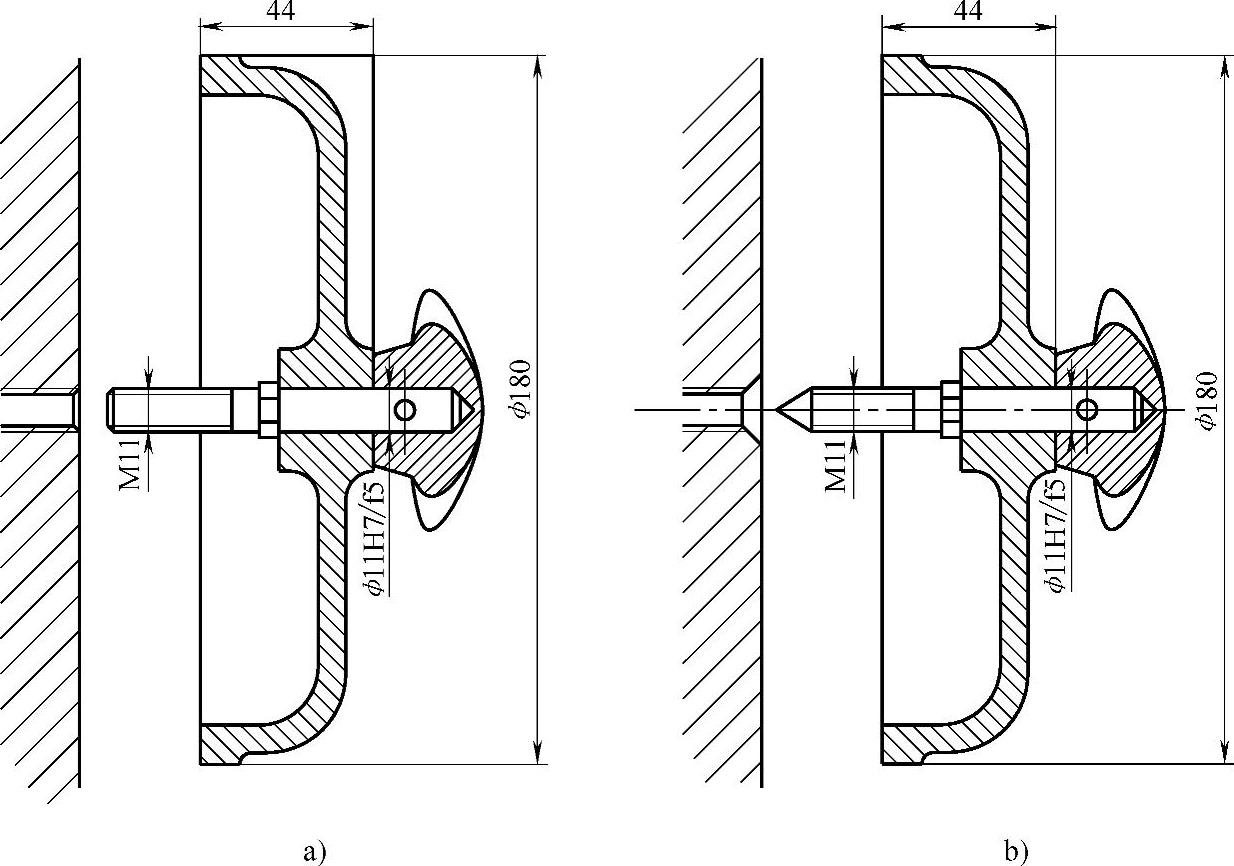
图10⁃16 带有引导锥形头、锥形孔的装配结构
如图10⁃17a所示,在同一轴线上两个相同直径的孔为过盈配合,压入的轴为等径轴。若此轴压入第一个孔时有些歪斜或表面损伤,则压入第二个孔时将十分困难。若改为图10⁃17b所示结构,两孔直径不同,而且不同时压入,用第一个孔的轴作引导,再装入第二个孔的轴,装配工艺性比较合理。

图10⁃17 过盈配合两孔的结构
7.两零件间尽量不产生复杂装配
如图10⁃18a所示,轴和其他零件配合,为了使轴和连接件之间不产生相对运动用销钉连接,装配复杂且连接效果不好。可将其改为图10⁃18b所示结构,为了使轴和连接件之间不产生相对运动,将轴的连接端加工出滚花,与另一零件成过盈配合,装配效果好。

图10⁃18 尽量不产生复杂装配的结构
8.以适当的结构确保两个相似零件的装配尺寸
如图10⁃19a所示,两个相似零件的装配,零件的凸出部分易于进入另一零件的孔中,造成装配困难。若改为图10⁃19b所示结构,则可避免零件的凸出部分易于进入另一零件的孔中,且零件的凸出部分直径大于孔径,不影响装配。(https://www.xing528.com)
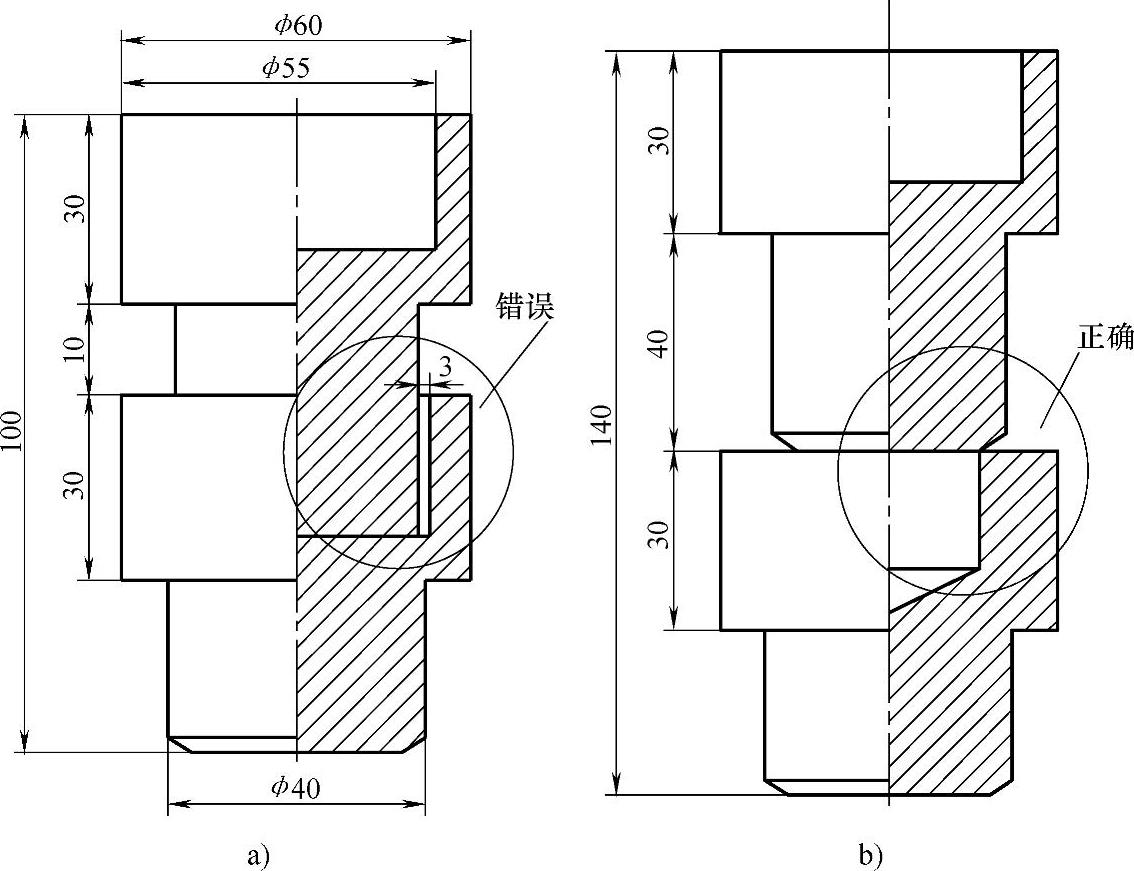
图10⁃19 两个相似零件装配的结构
9.使机械手尽量装配简便结构
现代化的装配方式可以提高装配的效率。目前,装配方式逐渐由传统的手工装配向自动装配过渡,如机械手装配方式。
图10⁃20a所示为一组合装配简图,用螺栓连接装配精度不高,效率较低。可改为图10⁃20b所示结构,采取卡扣或内部锁定结构。
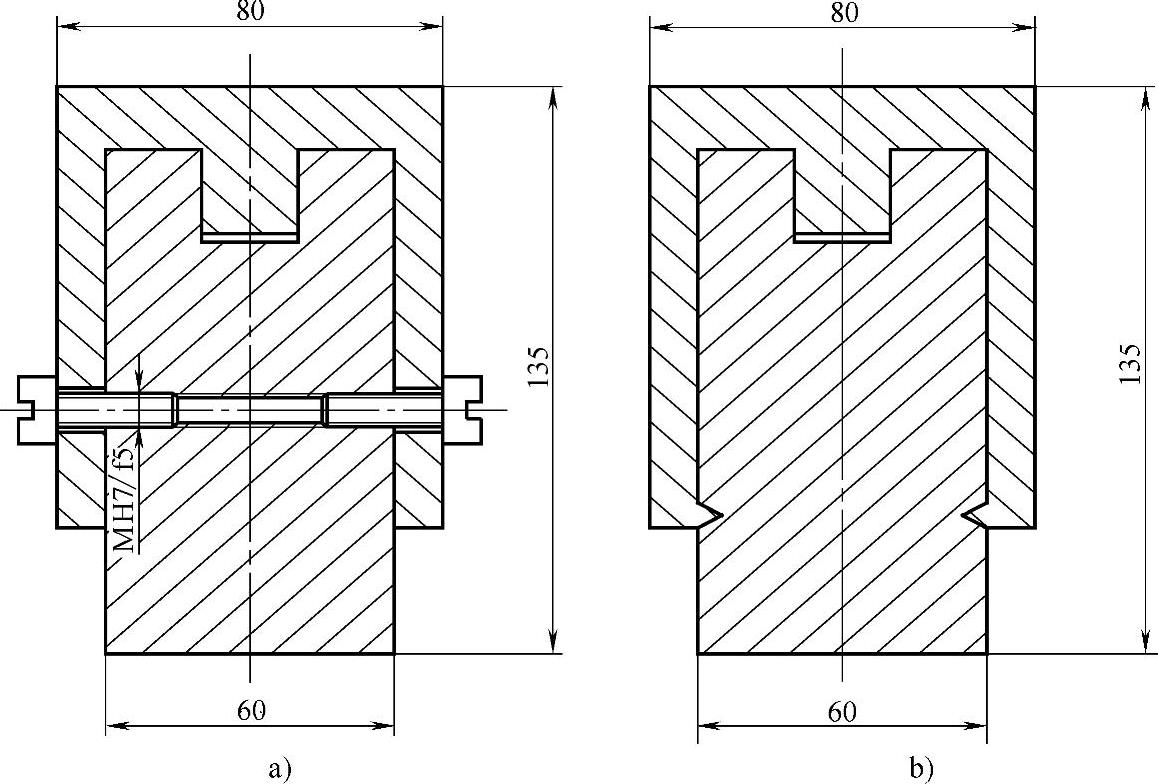
图10⁃20 机械手安装零件时采用的卡扣结构
为了便于机械手装配,应尽量避免采用螺栓连接。对于用机械手装配的零件,若采用止口定位螺钉固紧的结构则不便于安装;当采用卡扣或内部锁定结构时,一经压入便牢固连接,装配效果好。
10.圆角结构便于装配
如图10⁃21a所示,右端的装配端没有倒圆角,装配起来较困难。若改为图10⁃21b所示结构,设计圆角,则装配较容易。

图10⁃21 易于装配的结构
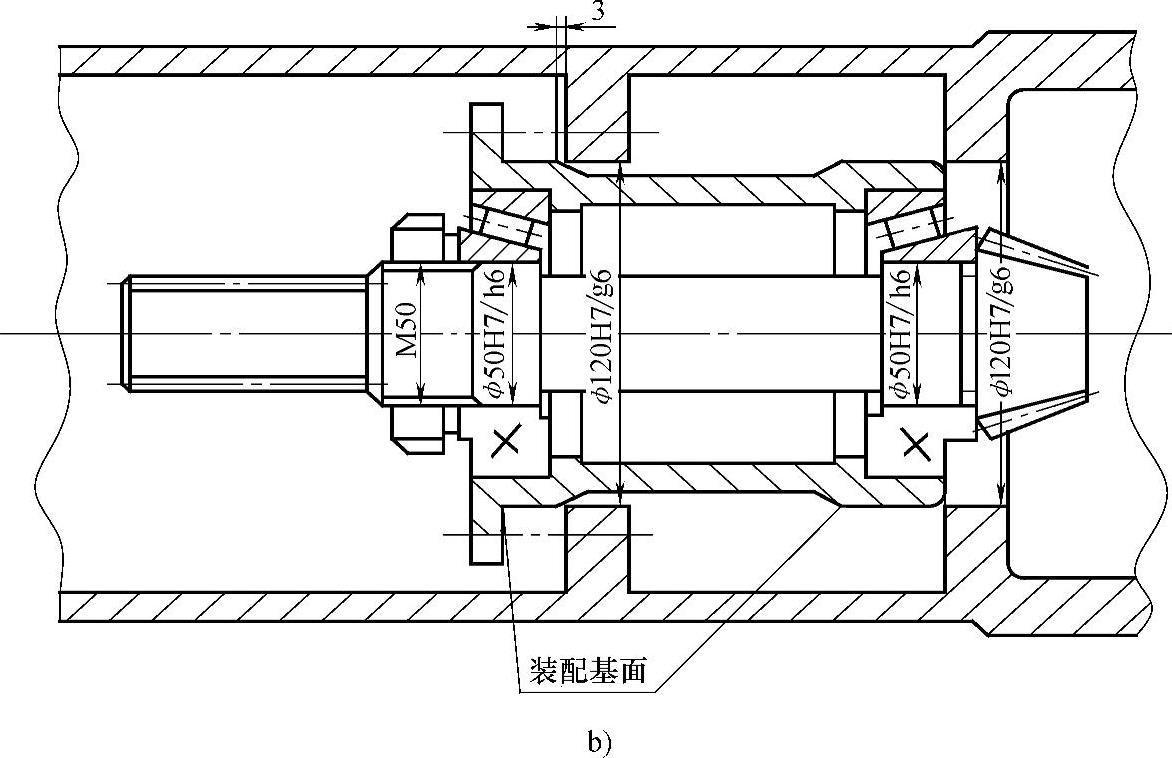
图10⁃21 易于装配的结构(续)
11.避免装配时的应力集中
图10⁃22a所示为滚动轴承与轴配合。轴承安装不产生干涉的条件是轴承的圆角半径必须要大于轴的圆角半径,以保证轴承的安装精度和工作质量。但一般轴承圆角半径比较小,所以要相应减小轴部圆角半径,但应力集中会增大。若改为图10⁃22b所示结构,在轴肩圆角位置处安装间隔环(局部视图如图10⁃22b中放大图B),这样就解决了应力集中问题。
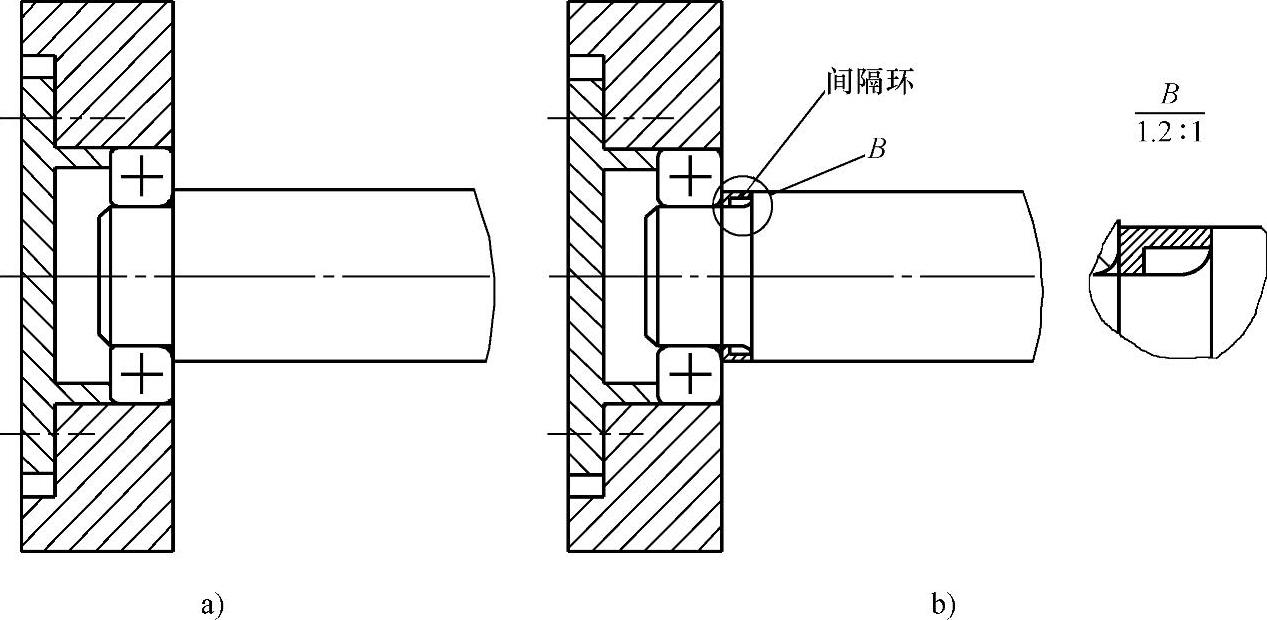
图10⁃22 避免装配时产生应力集中的结构
零件装配时若两端不在同一水平面上,装配后会产生弯曲应力,影响装配体的整体工作性能。
如图10⁃23a所示,若两个零件高度不等,使压板歪斜时,在拉杆中易引起弯曲应力。螺栓受弯曲应力作用时,强度将受到严重削弱。若改为图10⁃23b所示结构,在压板下放一个球面垫圈,压板端部设计为球面,可以避免产生弯曲应力。

图10⁃23 避免产生弯曲应力的结构
两个或几个零件装配后,还需要调整它们之间的工作位置,这就要求在装配过程中给调整留有一定的空间,以此来保证装配调整的可靠性。

图10⁃24 需要调整锥齿轮相对位置的结构
如图10⁃24a所示,在需要调整零件相对位置的部分,应该设置调整补偿环,以补偿尺寸链误差,便于装配。比如锥齿轮的啮合位置要通过反复的修配支撑面进行调整,可以将其改为图10⁃24b所示结构,靠修磨调整垫尺寸a和b来保证啮合精度,这样更方便合理。
如图10⁃25a所示结构,通过修配丝杠支承与机体的结合面来调整丝杠支承与螺母的同轴度。此法比较麻烦,反复工作量比较大,装配工艺性不好。如将其改为图10⁃25b所示结构,用调整垫片调整两者的同轴度,在装配时更精确、方便,工艺性也较好。
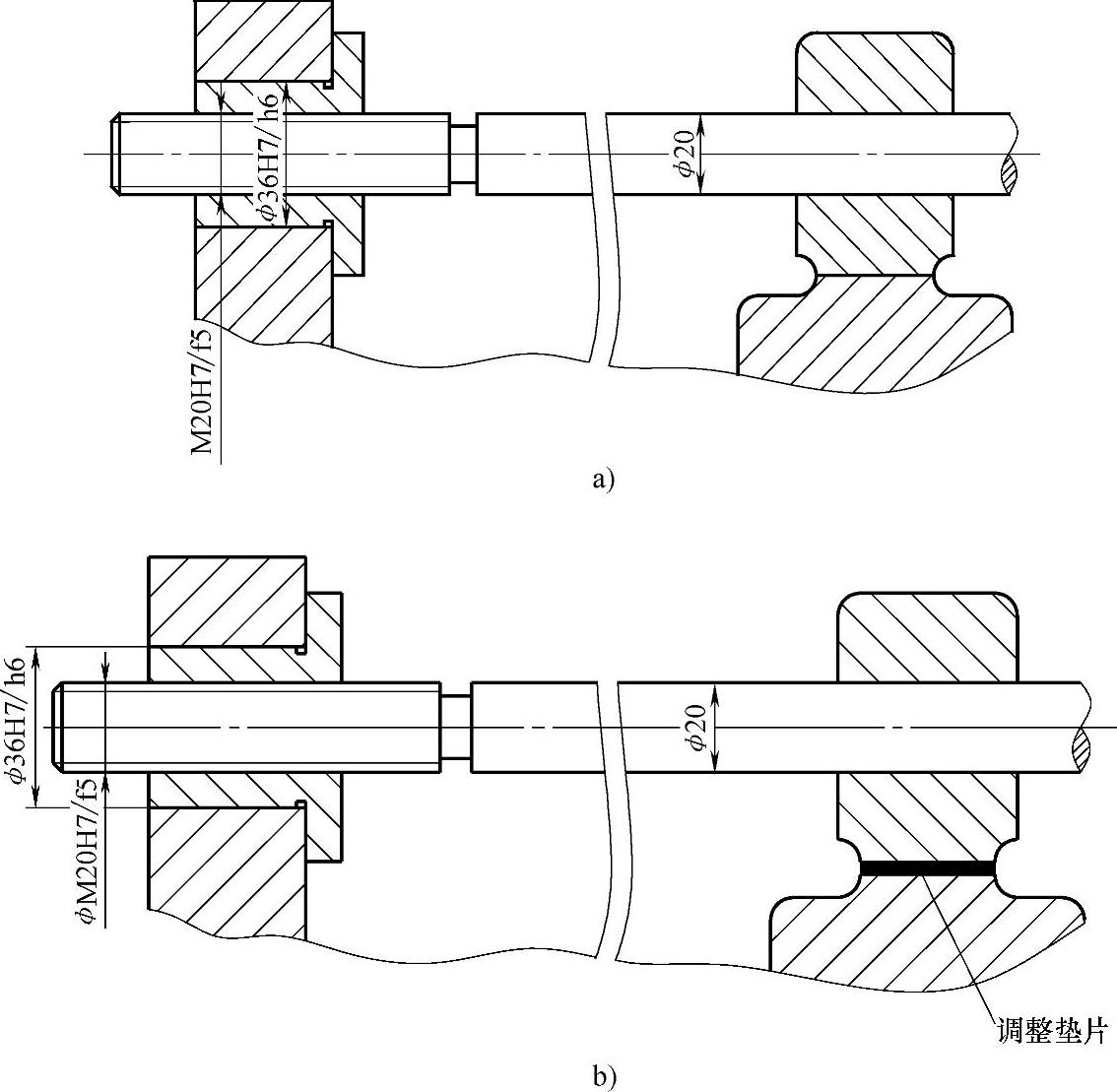
图10⁃25 需要调整零件同轴度的结构
在满足精度要求的情况下选用调整螺钉要比调整垫片更为方便、合理。
如图10⁃26所示,调整补偿零件相对位置时应考虑测量的方便,如采用调整垫片在测量某些零部件时是不方便的。在精度要求不太高的部位采用调整螺钉代替调整垫片,可省去修磨调整垫片及孔端面的工作,且改用螺钉后也便于对部分零部件的测量。
12.成组装配单元
齿轮箱装配时,为了方便安装、拆卸和维修,常将一部分零件组成一个装配的单元。
如图10⁃27a所示,装配时直接将齿轮装配在箱体上,这样不仅装配不方便,拆卸也很麻烦。带轮传递给齿轮的载荷再由齿轮传递给轴,但轴只有一个支撑点,工作稳定性不好。改为图10⁃27b所示结构,将齿轮组组成为一个单独的齿轮箱,便于分别装配及维修,提高了装配效率及装配工艺性。另外,轴有了两个支撑点,使工作稳定、可靠。
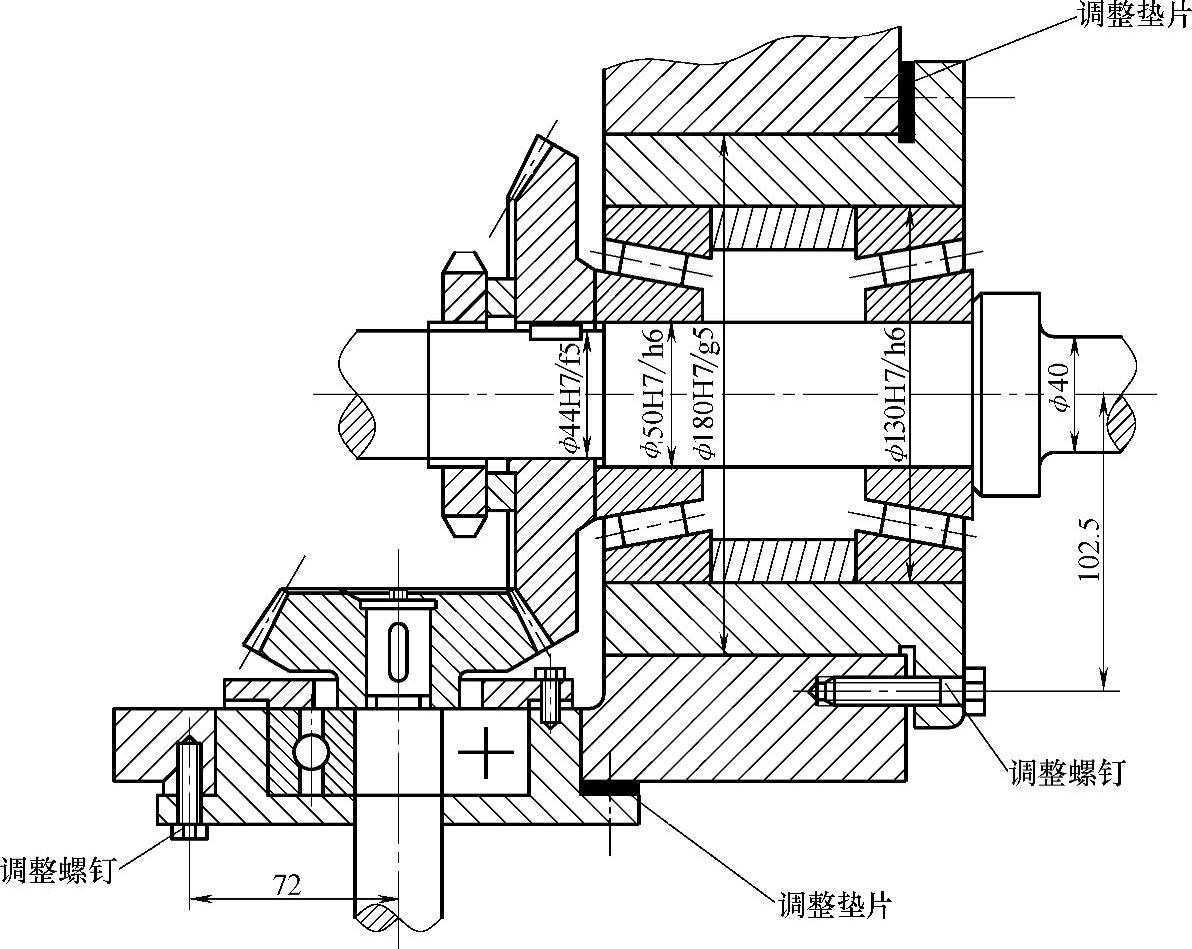
图10⁃26 需要调整零件相对位置的结构
如图10⁃28a所示,由于轴承孔直径85mm选得比齿轮外径95mm小,所以必须在箱体内装配齿轮,然后再装配右边轴承。又因为带轮轮辐是整体无孔的,所以需要先装配左边端盖后才能装配带轮。因此,在设计装配件时,要考虑到它们分组装配的可能性。在装配轴承时还应考虑对其的拆卸方便性,如右端轴的套筒过高,不便于轴承的拆卸。
如将其改为图10⁃28b所示结构,轴承孔直径85mm大于齿轮外径80mm,便于装配。可把预先装配在一起的轴和轴承作为整体安装上去,并且为了拧紧左边轴承盖的螺钉,在带轮轮辐上开了一些孔。轴承跟轴套装配时,为了便于轴承的拆卸,轴套的外径应低于轴承内圈的外径。
13.具有内外锥度的零件装配
如图10⁃29a所示,两个零件装配,并且两个零件具有相同的内外锥度表面,容易互相“卡死”,既影响整体的装配也不易拆卸。改为图10⁃29b所示结构,调整两个零件的内外锥度及结构,使锥度不相等,则不会出现“卡死”现象,拆装方便。
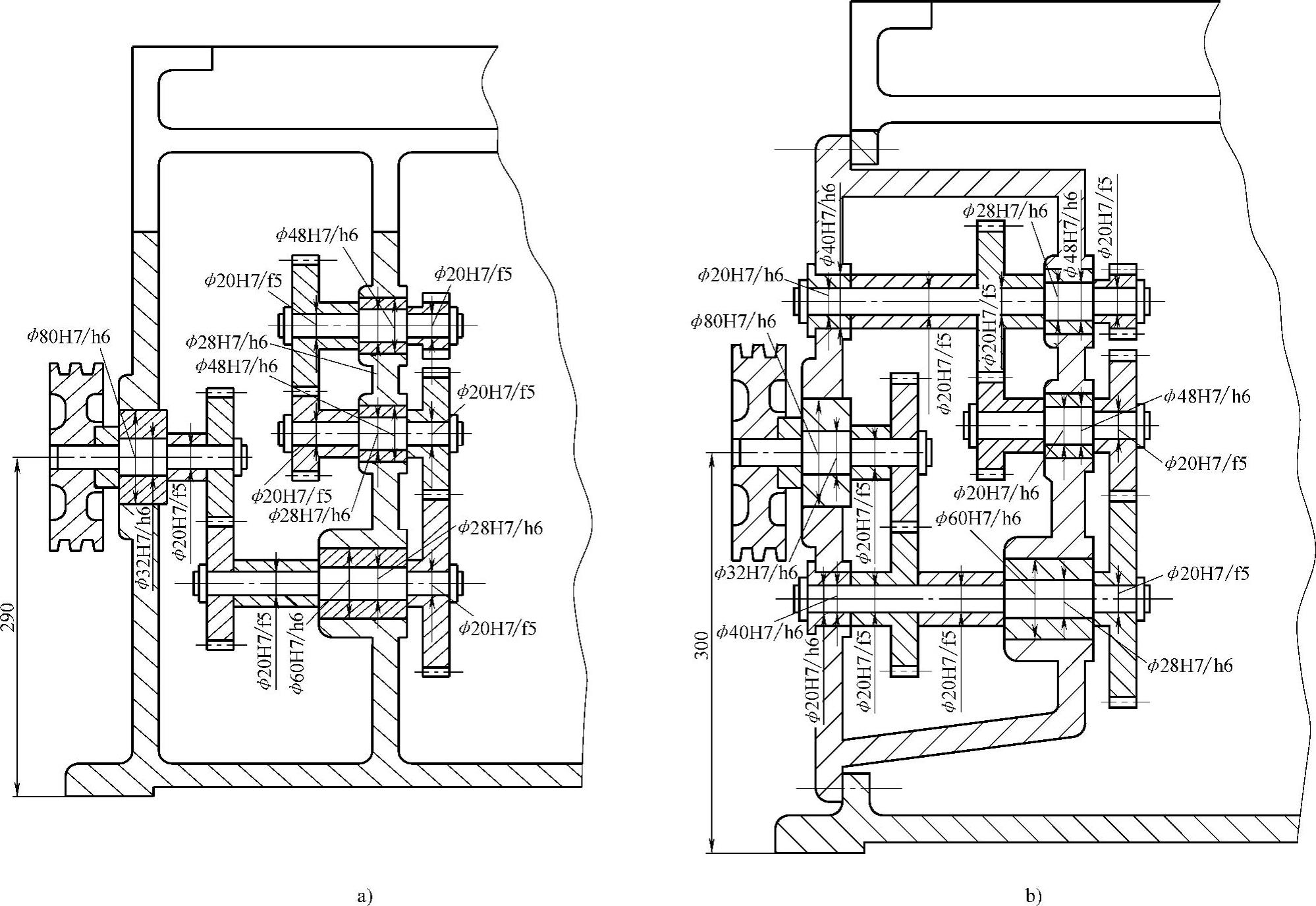
图10⁃27 齿轮组作为单独齿轮箱的结构(1)

图10⁃28 齿轮组作为单独齿轮箱的结构(2)

图10⁃29 具有内外锥度零件装配的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。