



1.尽量避免焊缝相交
焊缝交接处发热和变形大,应尽量避免焊缝相交的焊接结构。
如图8⁃17a所示结构,焊缝交接处发热和变形大,强度低。若改为图8⁃17b所示结构,则可避免焊缝交接,焊接时发热和变形互相影响较少,对强度的削减小。
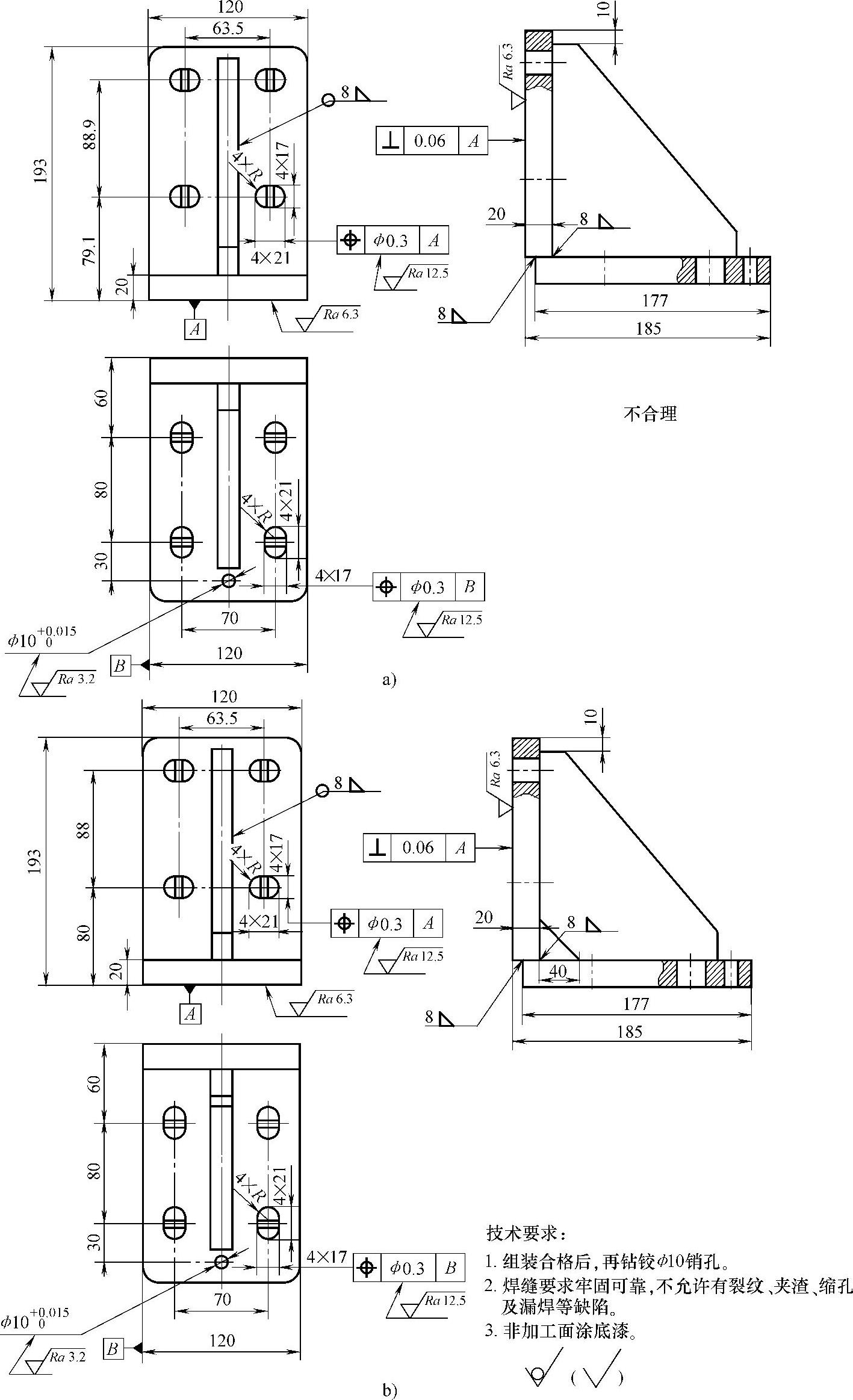
图8⁃17 避免焊缝相交的焊接结构
2.焊接与对接
图8⁃18a所示为圆环与圆棒对接,对接处没有过渡,对焊接夹具有特殊要求,焊接不方便。若将其改为图8⁃18b所示结构,即将圆环加工出一个过渡矩形棒,其可以直接与圆棒对接,而不需要辅助焊接夹具,焊接方便、经济。
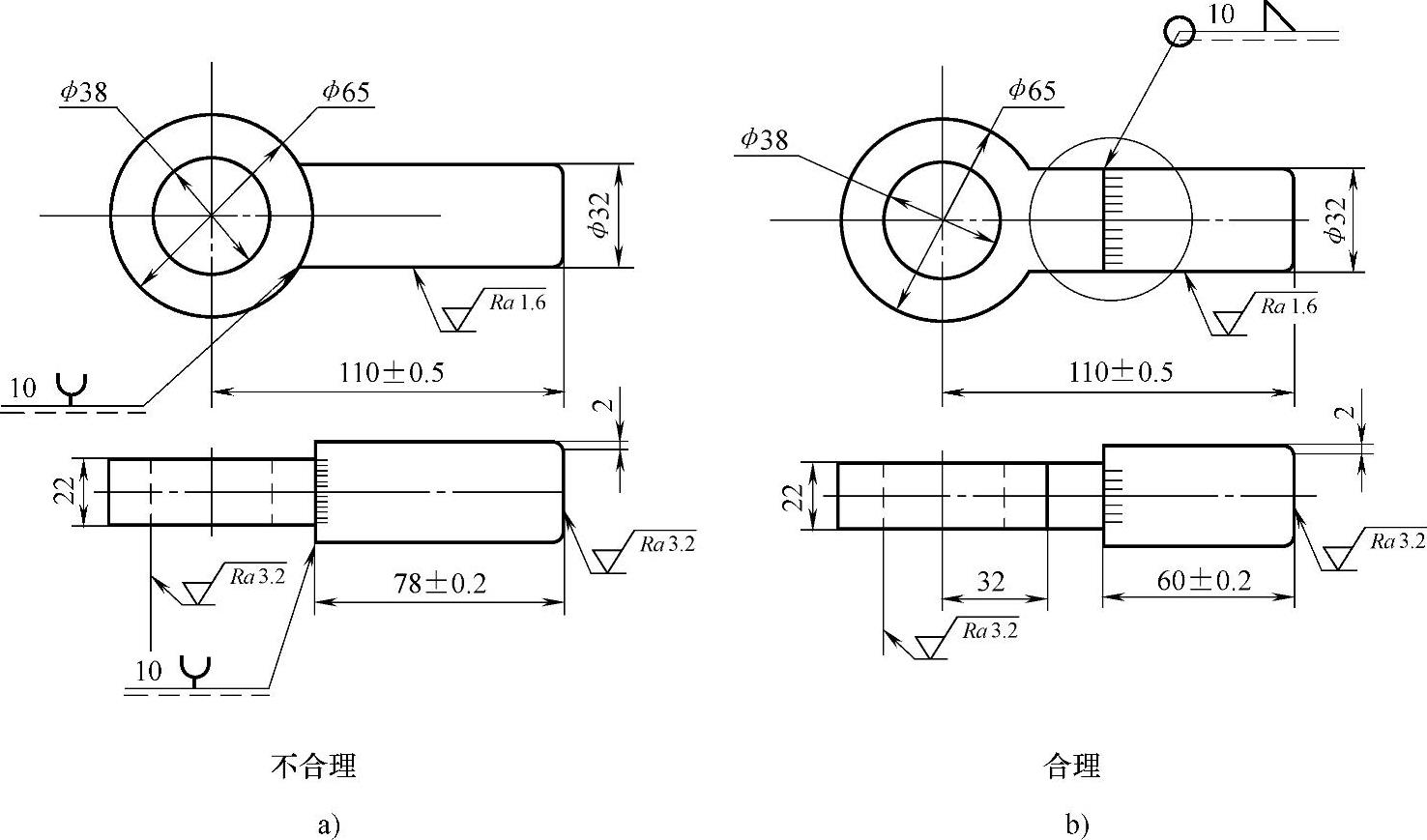
图8⁃18 圆环与圆棒的对接结构
图8⁃19a所示为实心棒与圆管对接,应将实心棒加工成与圆管相同的形式。改为图8⁃19b所示结构,则有利于焊接定位与施焊。
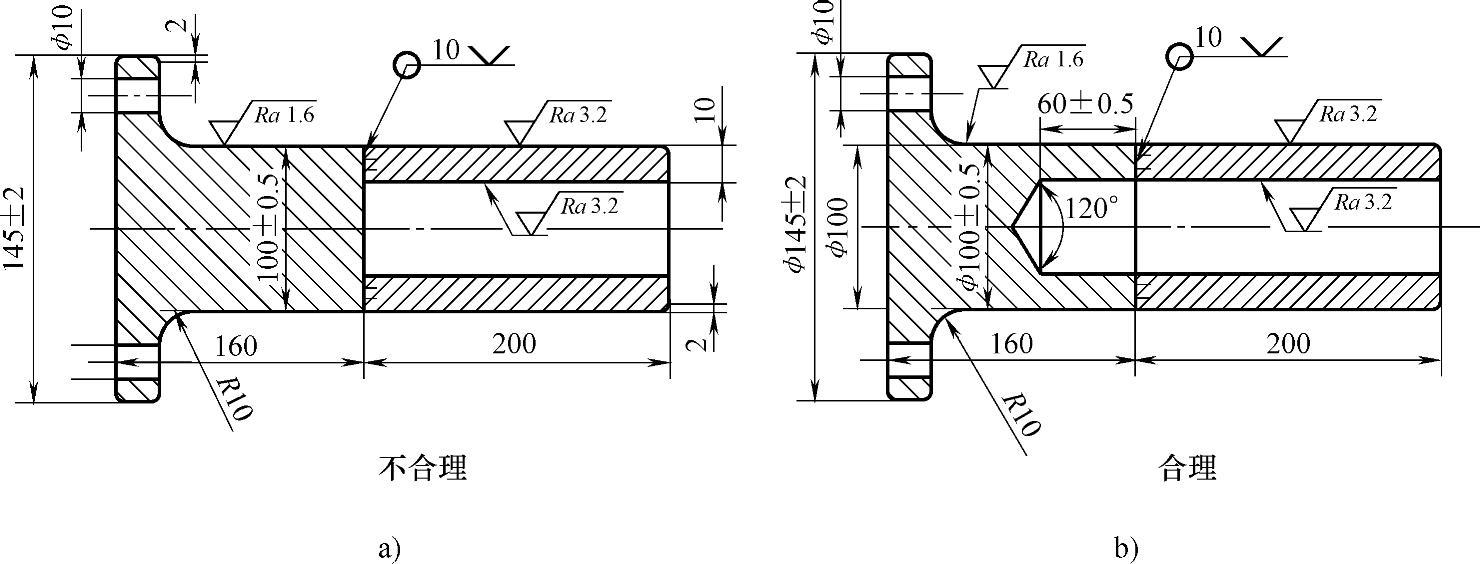
图8⁃19 实心棒与圆管的对接结构
3.机械压力下的横梁腹板焊接结构设计
图8⁃20a所示为机械压力下的横梁腹板焊接结构。主梁的两块腹板是主要承载构件,但被端梁的腹板隔断,因此降低了主梁腹板的承载能力;立柱孔的位置靠近主梁腹板,也削减了部件的承载能力。将其改为图8⁃20b所示结构,主梁的两块腹板贯通整个横梁,腹板承载性能好;立柱孔的位置靠近主梁腹板,减少了对部件承载能力的削减。
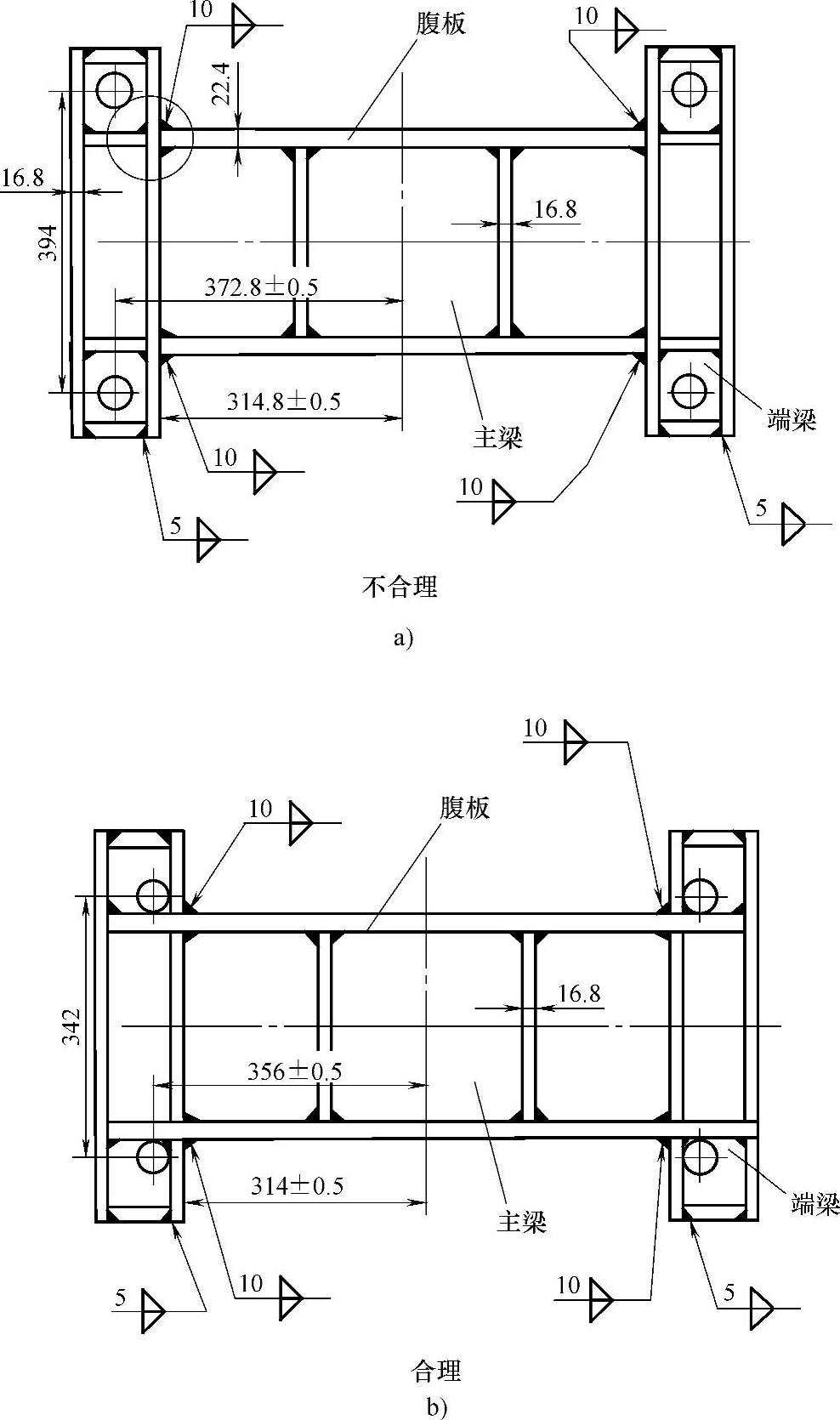
图8⁃20 横梁腹板的焊接结构
4.避免在箱体折弯处焊接
图8⁃21a所示为一焊接箱体,“1”处焊缝布置在折弯处,受力较大,焊接时操作要求较高;“2”处机械加工后焊缝会被切掉一部分,降低了焊接强度。将其改为图8⁃21b所示结构后,“1”处焊缝避开了折弯处,对焊接操作要求低;“2”处不需要对焊缝进行机械加工,不影响焊接强度。
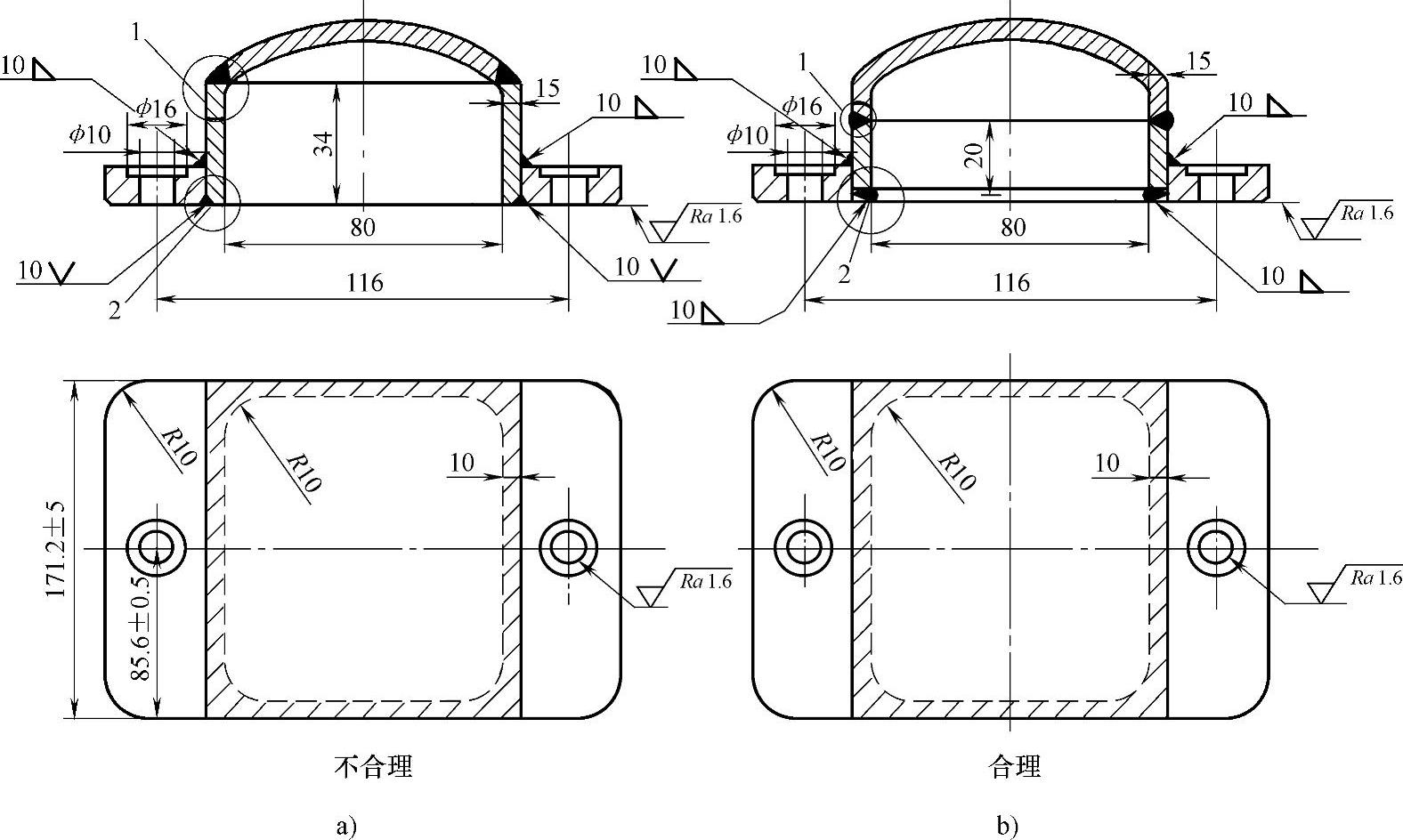
图8⁃21 焊接箱体的结构
5.受机械压力的齿轮组件焊接结构设计
图8⁃22a所示为受机械压力的中间齿轮,“1”处采用角焊缝,轮毂在受径向力和轴向力的时候容易产生应力集中,影响结构的稳定性与使用寿命。将其改为图8⁃22b所示结构,“1”处开双V坡口,可降低应力集中,提高焊接强度。(https://www.xing528.com)
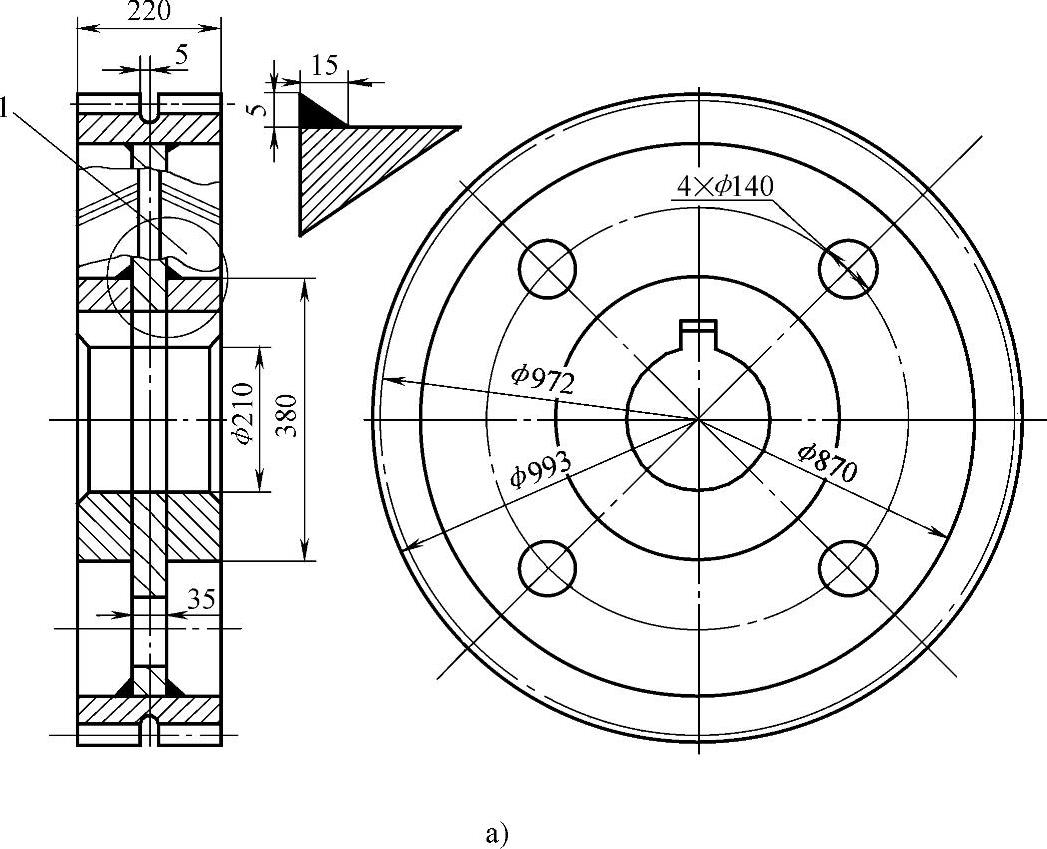
图8⁃22 齿轮组件的焊接结构
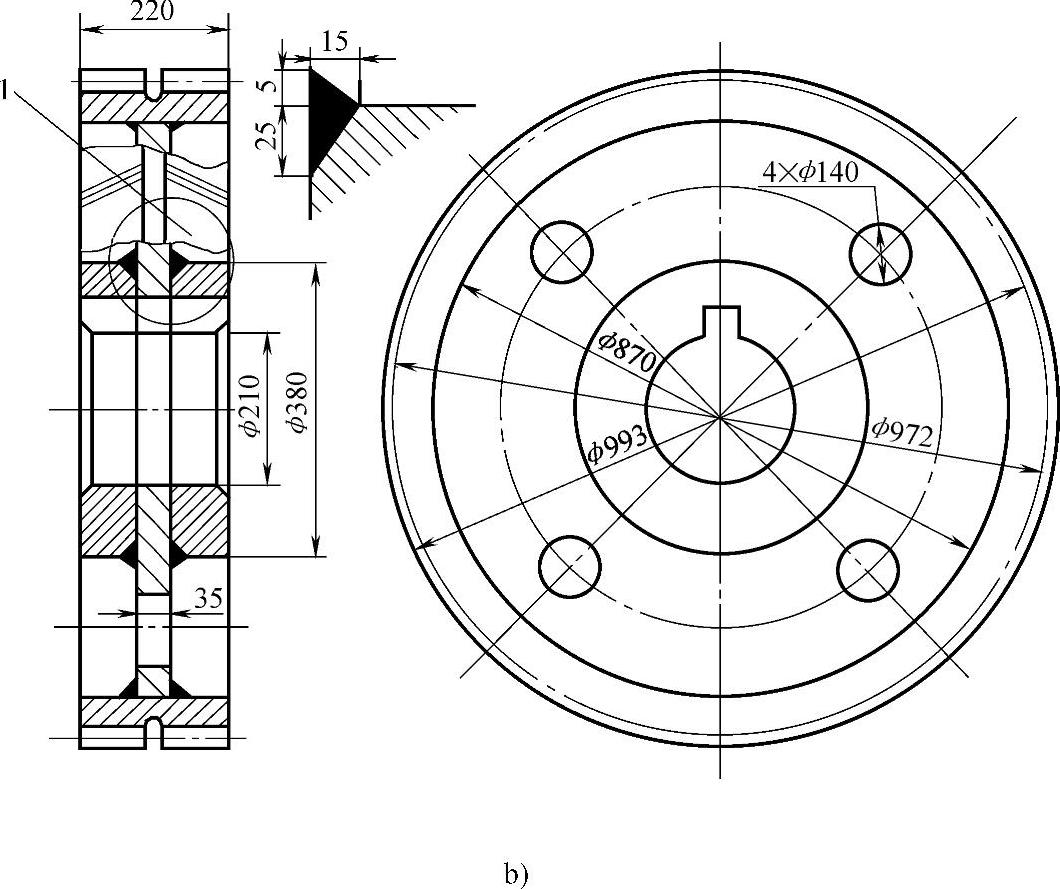
图8⁃22 齿轮组件的焊接结构(续)
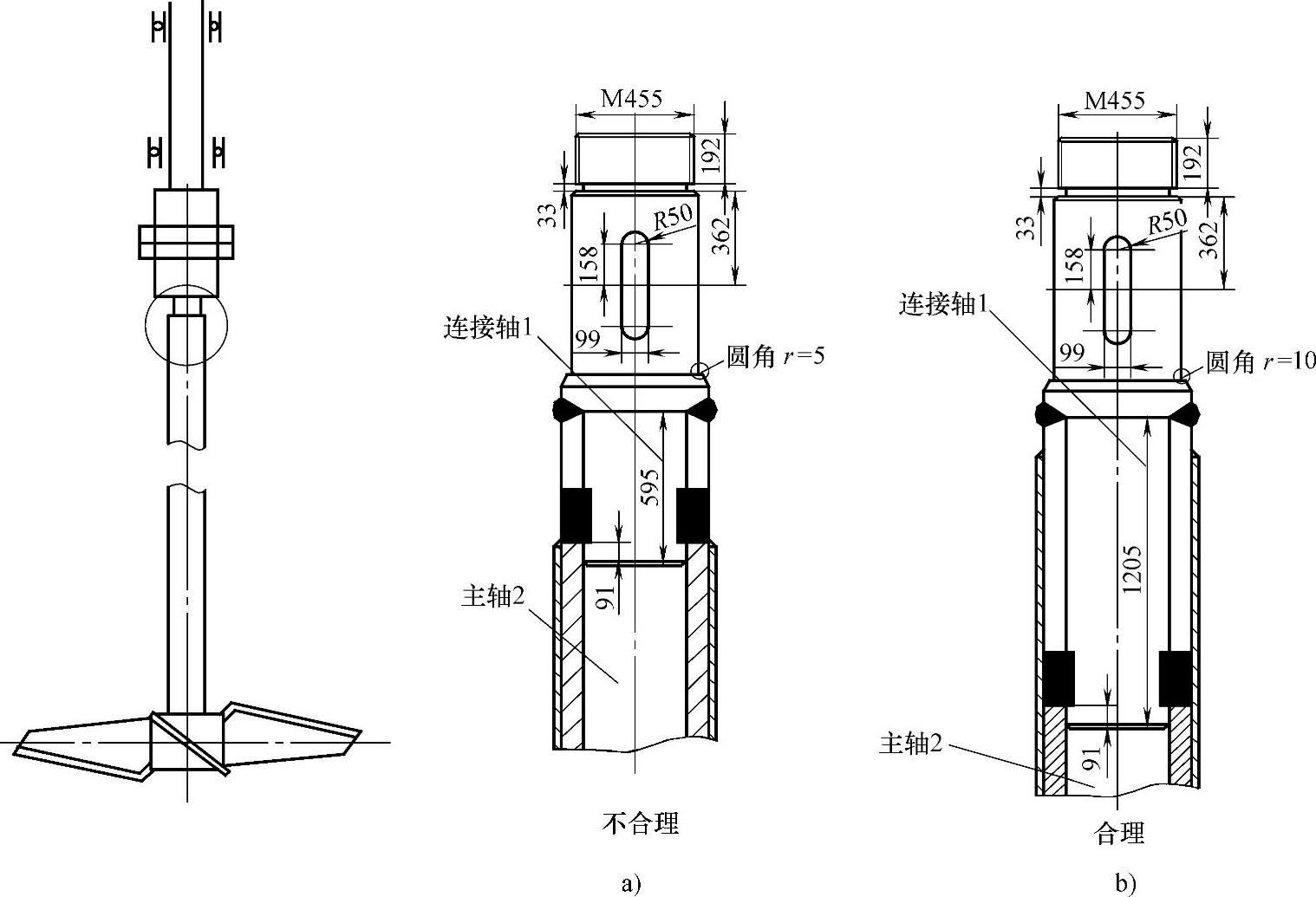
图8⁃23 立式机械搅拌器主轴的结构
6.合理确定运动部件的焊接位置
图8⁃23a所示为立式机械搅拌器主轴。实际工作环境中,投入使用一段时间后会发生主轴断裂事故,断轴部位除两根因为明显腐蚀而在主轴中部断裂外,其余几乎全部发生在主轴与连接轴的焊接处。其故障原因有焊接问题和轴肩处圆角半径过小而应力集中较大等原因。若将其改为图8⁃23b所示结构,即加长连接轴1并减少主轴2的长度,使对接焊缝下移,处于防腐蚀衬套内。对焊缝进行热处理和机加工,并加大圆角半径r。从而解决断轴问题。
7.焊缝位置对剪切、拉伸的影响
图8⁃24a所示为丝杠座组件结构,由焊缝承担剪切和拉伸的全部载荷,容易造成焊缝断裂或出现裂纹,从而影响焊接结构的稳定性。可将其改为图8⁃24b所示结构,设计成台阶结构承担剪切和拉伸的全部载荷,从而增强焊接结构承受载荷的能力。
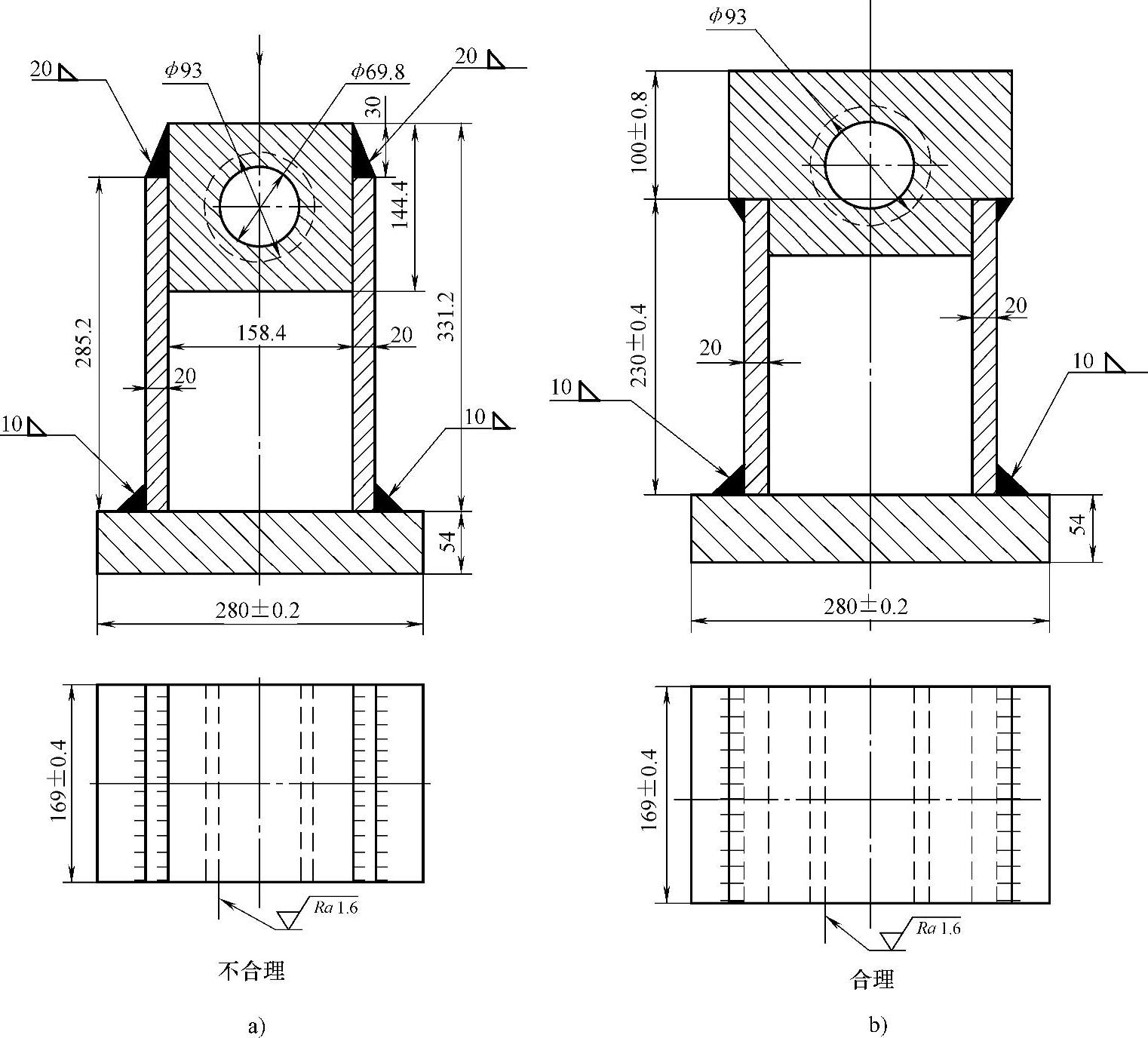
图8⁃24 丝杠座组件的结构
8.避免应力集中对焊接位置的影响
图8⁃25a所示为液压机底座组件结构,“1”处的下平板被竖板隔断,在P处有较大的应力集中,且有层状撕裂可能,结构不合理。将其改为图8⁃25b所示结构后,“1”处的下平板未被隔断,在P处应力集中小,结构合理。
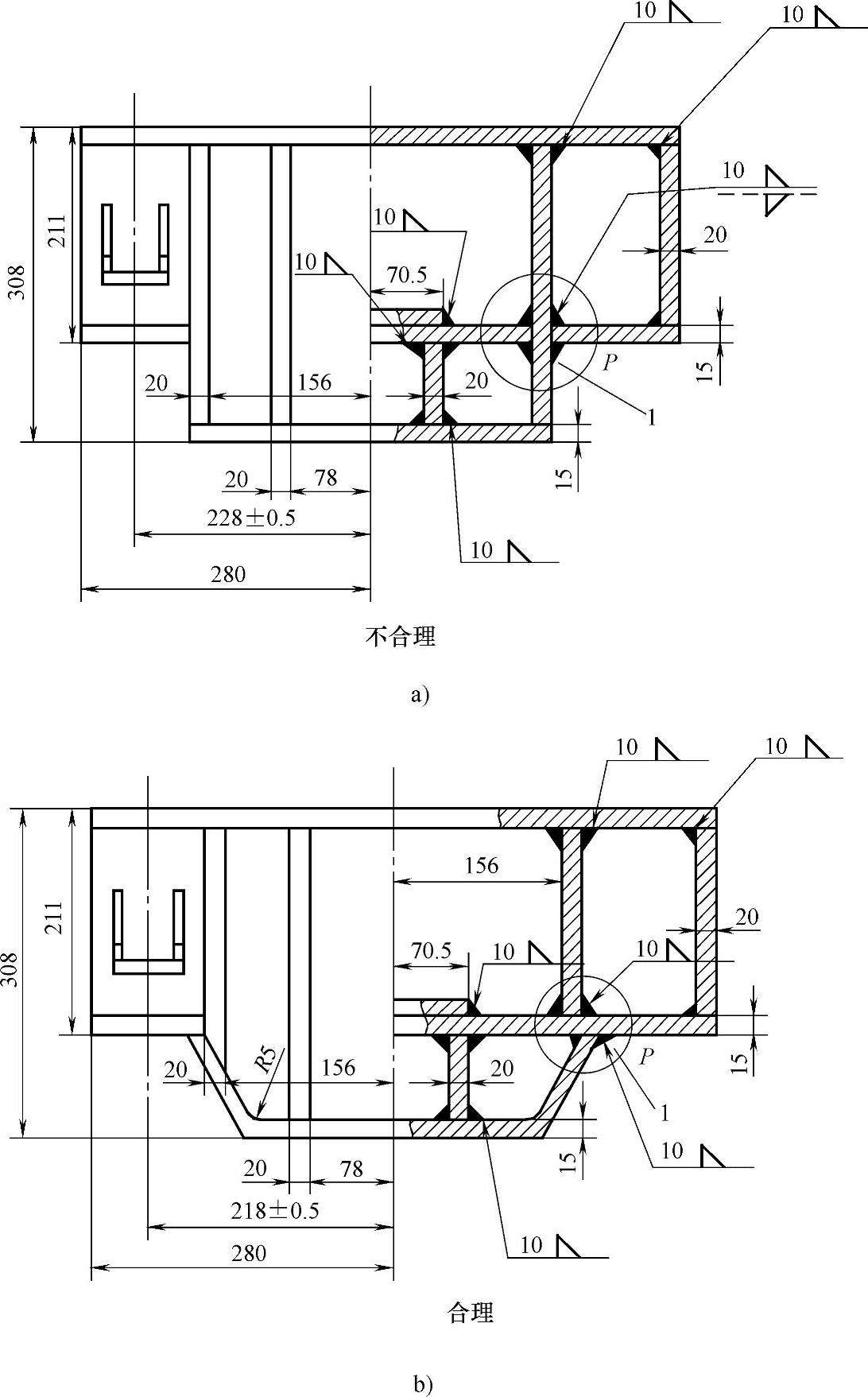
图8⁃25 液压机底座组件的结构
9.角焊缝与对接焊缝比较
图8⁃26a所示为空气压缩机组件结构,采用角焊缝连接,应力集中大,容易导致疲劳破坏,产生裂纹。可以将其改为图8⁃26b所示结构,即改成对接焊缝,应力集中小,不易产生疲劳破坏,使用寿命长。

图8⁃26 空气压缩机组件的焊接结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。