



1.焊接件结构尽量简单
焊接件的结构设计不应模仿铸件,致使简单问题复杂化。
如图8⁃5a所示焊接件,按照铸件结构形式设计,其采用圆周焊接,结构复杂,焊接加工不方便。将其改为图8⁃5b所示结构,在保证使用功能前提下,采用矩形结构设计,采用角焊缝焊接,结构简单,施焊方便。
2.焊接结构对强度的影响
如图8⁃6a所示卷筒,其焊接件的结构设计中没有考虑到钢绳水平分力的作用,导致焊接强度不够,应在端板外侧加放射状肋板。可以将其改为图8⁃6b所示结构,改进后的结构具有以下两个特点:①考虑到了钢绳的水平分力作用;②在两轮毂之间增加圆钢管,既增加了刚性,又有利于轮毂的定位与加工。
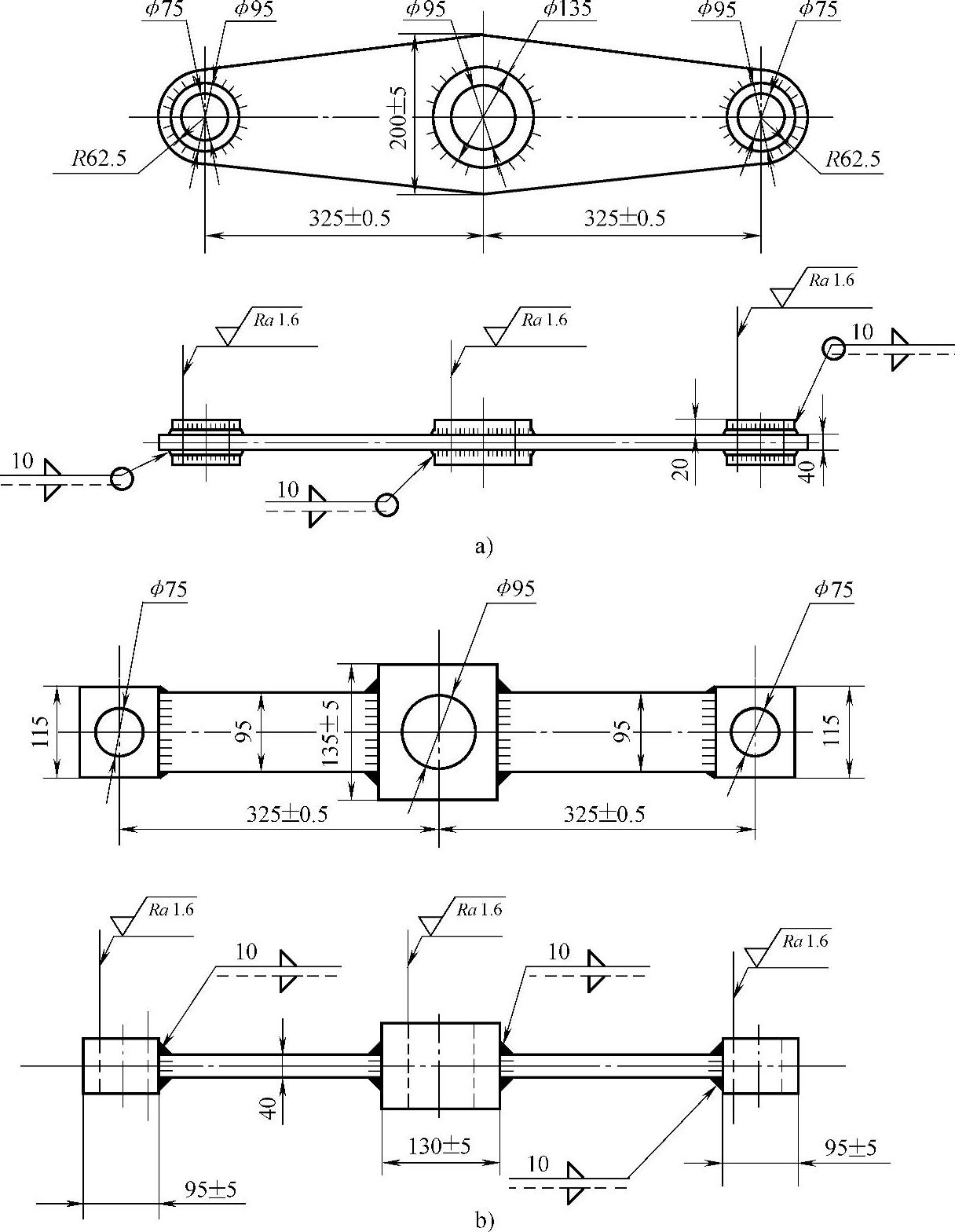
图8⁃5 焊接件的结构
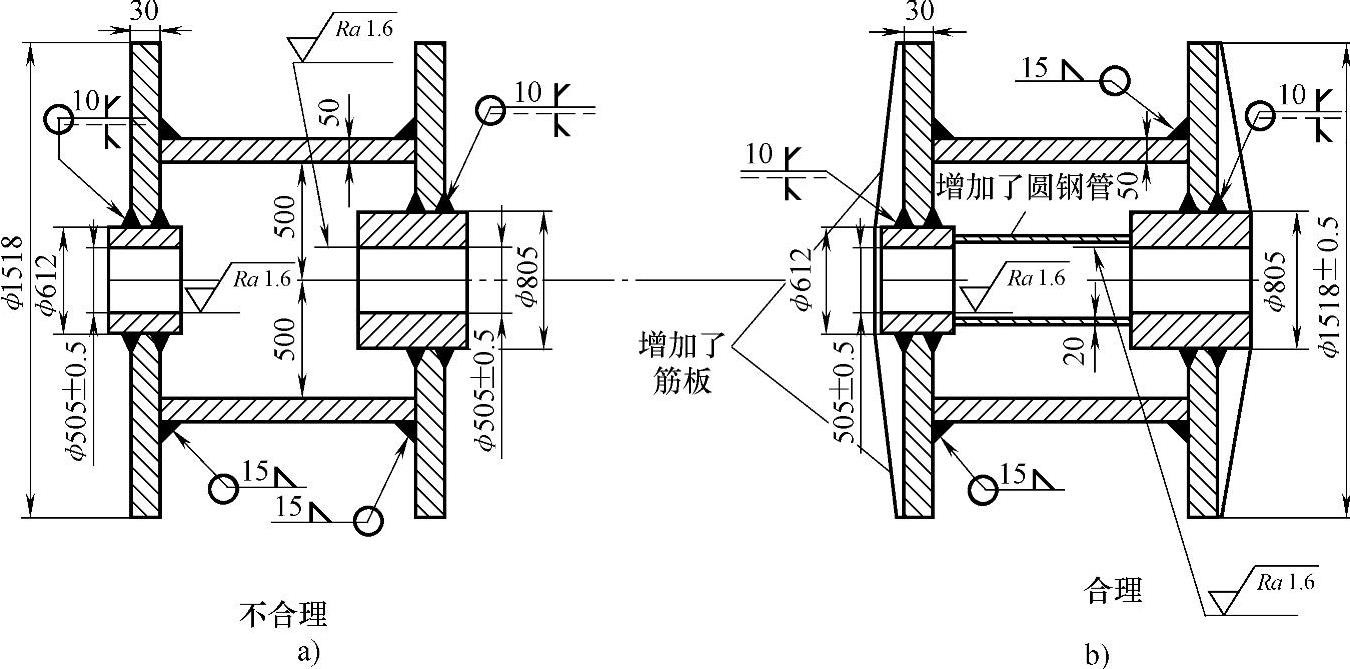
图8⁃6 卷筒的结构
3.防止变形的焊接结构设计
如图8⁃7a所示焊接箱体,该结构存在如下两个问题:①该焊接结构的焊接处承受拉伸应力,应力较大时容易使焊缝断裂;②焊接封闭箱体时散热困难。若改为图8⁃7b所示结构,则具有:①将焊接结构改为横向,拉伸应力较小,结构工作可靠;②设计散热孔,防止焊接过热影响箱体变形。
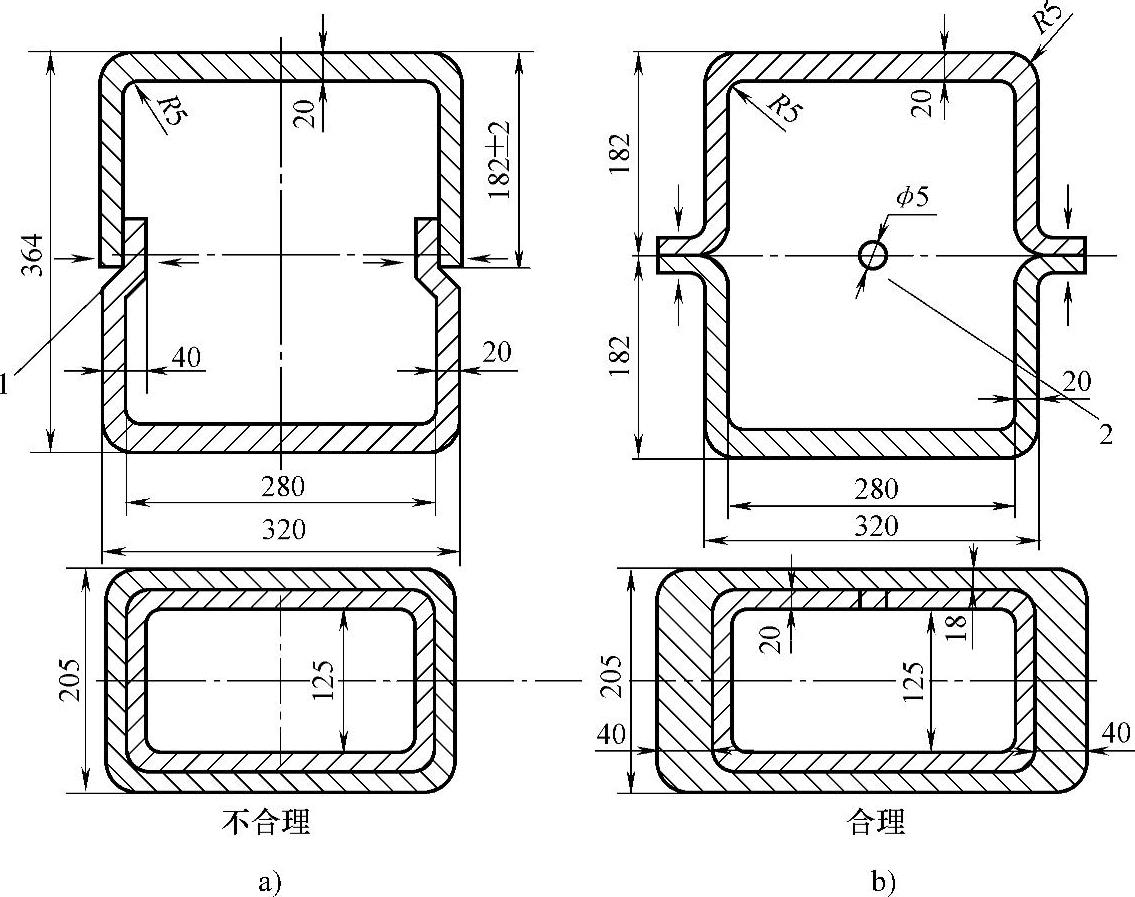
图8⁃7 焊接箱体的结构
4.坡口、加强筋处结构设计
图8⁃8a所示,“1”处坡口无法定位,而且筋板需特意加工坡口,操作复杂,使简单问题复杂化;“2”处加强筋端部锐角影响施焊,并且对筋板的作用也产生一定的削减;“3”处仅采用几处定位焊焊接,拨叉轴套焊接不稳定,从而影响工作件的连接。可以将其改为图8⁃8b所示结构,这样一来,“1”处可以直接进行角焊接,操作方便,而且不用加工坡口;“2”处将加强筋端部锐角切去,可以提高加强筋焊接效率及强度;“3”处采用全周焊接,焊接稳定性好,轻度好。
5.链轮外锥套的焊接结构设计
如图8⁃9a所示链轮,其中“1”处无焊接定位结构,从而无法准确焊接;“2”处I形坡口适合于薄板之间的焊接形式,在此不适合。若改为图8⁃9b所示结构,则“1”处有良好的焊接定位结构,便于施焊;“2”处选择角焊缝,焊接结构牢固、强度好,有利于结构件的稳定性能。
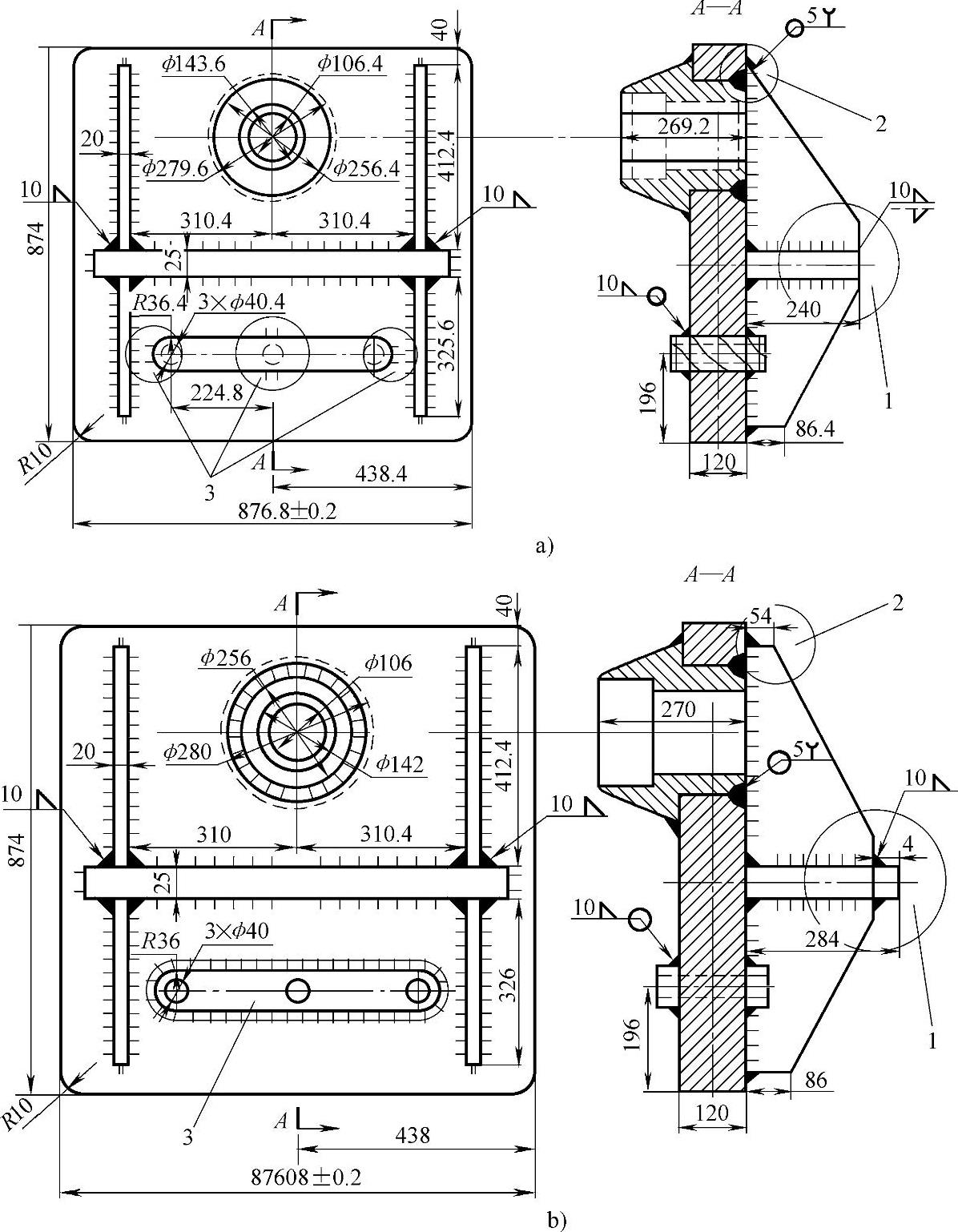
图8⁃8 坡口、加强筋的结构
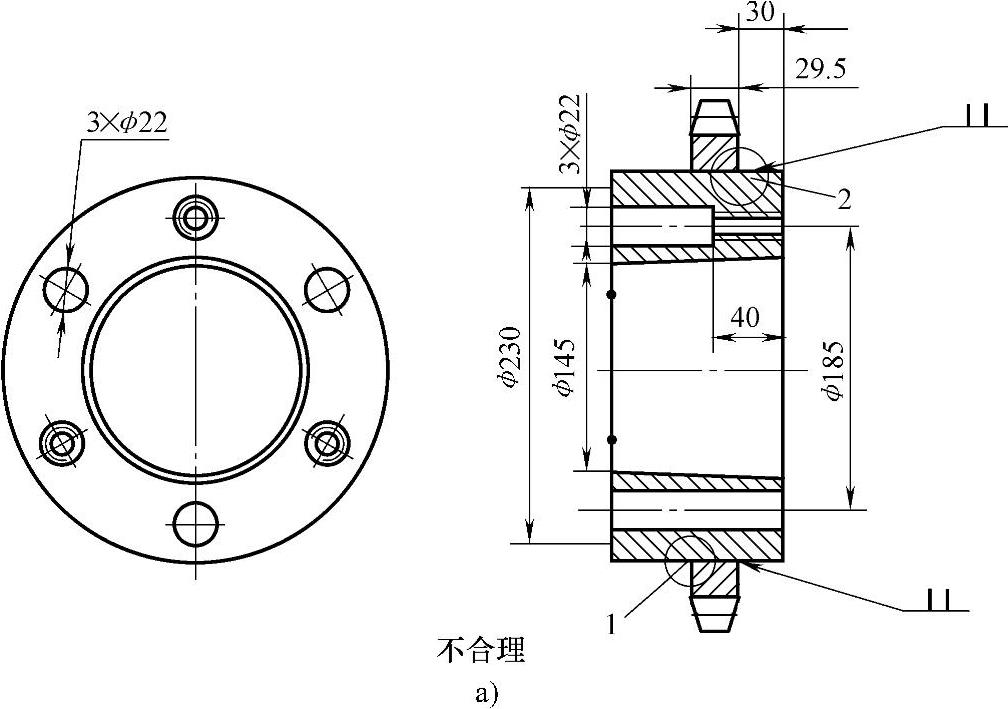
图8⁃9 链轮的结构(https://www.xing528.com)
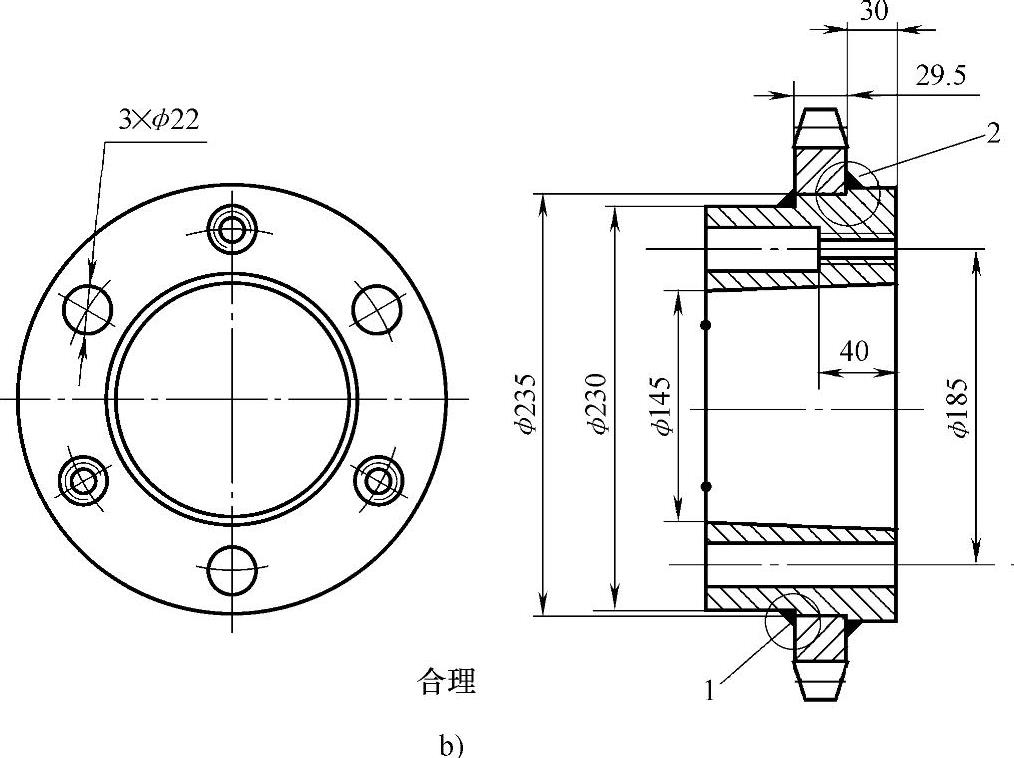
图8⁃9 链轮的结构(续)
6.密闭容器焊接结构设计
在设计密闭容器的焊接结构时,应考虑螺孔的位置,使液体不易流出。
如图8⁃10a所示密闭容器,若采用这种结构,液体易从螺孔流出。可将其改为图8⁃10b所示结构,通过改变结构,将螺孔所在的零件直接焊接,容器密闭性好,不存在溶液从螺孔流出的现象。
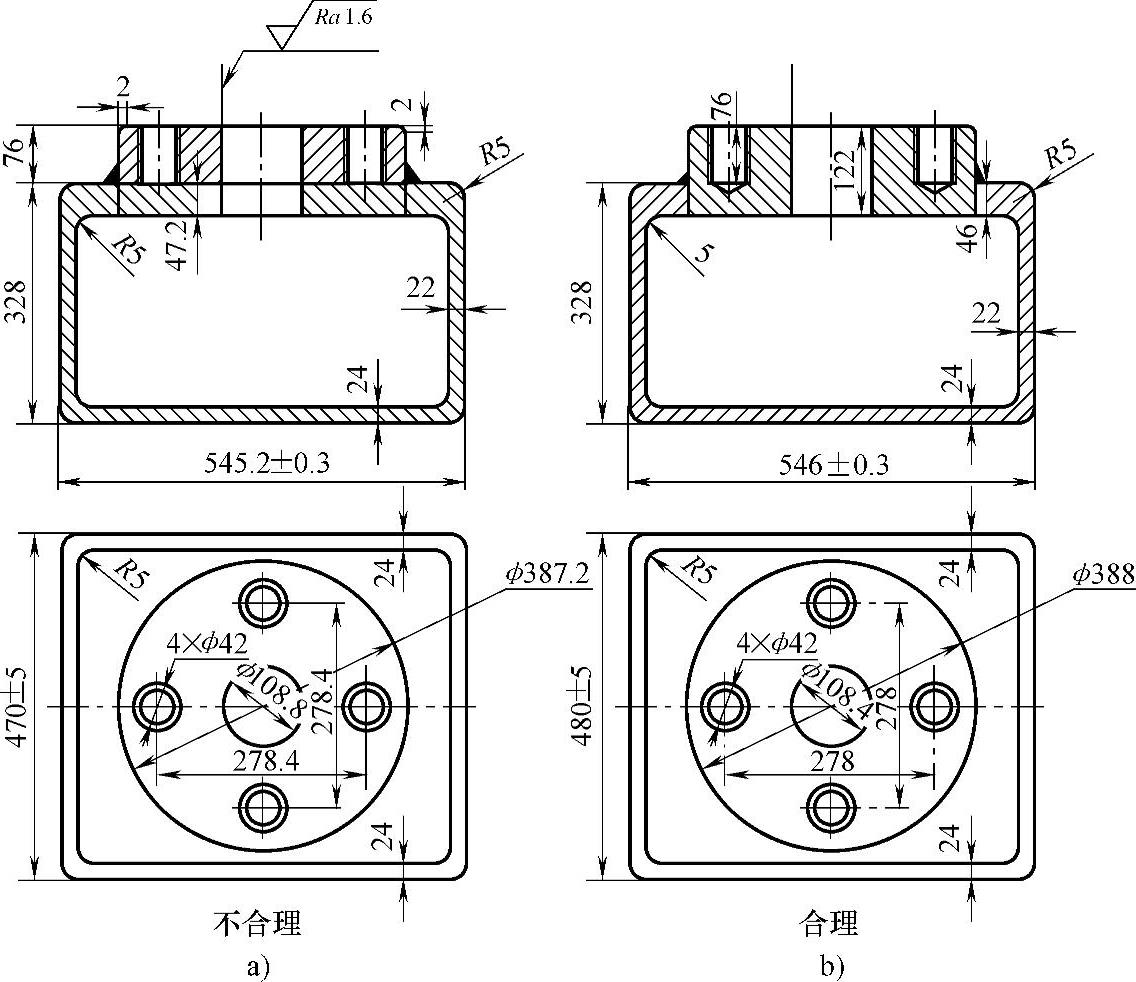
图8⁃10 密闭容器的焊接结构
7.重要拉杆接头的焊接结构设计
图8⁃11a、b所示为游艺机的拉杆部件及局部剖视图。实际工作环境下,由于游艺机旋转时产生很大的离心力,而且载荷常常不平衡,使焊缝受变载荷作用,若此处焊缝强度不够,易造成焊缝疲劳开裂。将其相应改为图8⁃11c、d所示结构,即改成圆钢与接头螺纹连接后再焊接,如此减轻了焊缝承受的载荷;或接头尾部加工一圆柱插入钢管内,与钢管塞焊。
图8⁃11 拉杆部件的结构
8.避免焊接裂纹的产生
图8⁃12a所示为汽轮机转子,锻制的圆环套在轴上,采用角焊缝。因为材料是合金钢,而且很厚,焊接时预热有困难,易产生裂纹。改为图8⁃12b所示结构,开缓和槽后,局部预热易于进行,焊接时可避免产生裂纹。
9.折弯板焊接件应注意折弯处留有圆滑过渡和缓冲结构
如图8⁃13a所示,“1”处采用直角折弯,没有圆滑过渡,板的刚性差;“2”处上板在侧拉应力的作用下,在端头焊接处容易产生裂纹,使抗拉强度降低。将其改为图8⁃13b所示结构,“1”处的拐角采用较大半径的圆滑过渡,应力集中小,强度高;“2”处的结构对侧面拉应力有缓冲作用,可以提高板材的抗拉强度。
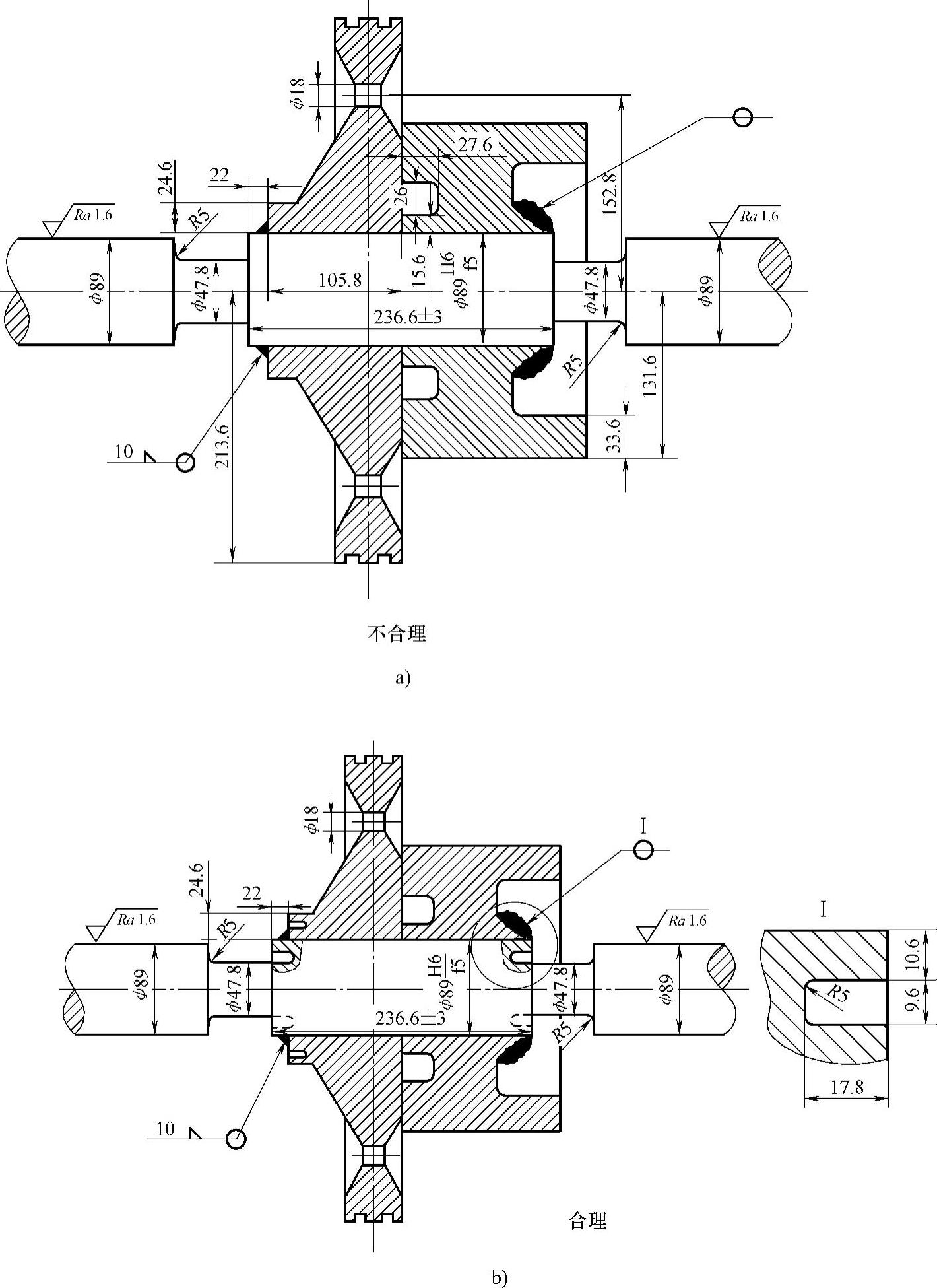
图8⁃12 汽轮机转子的结构
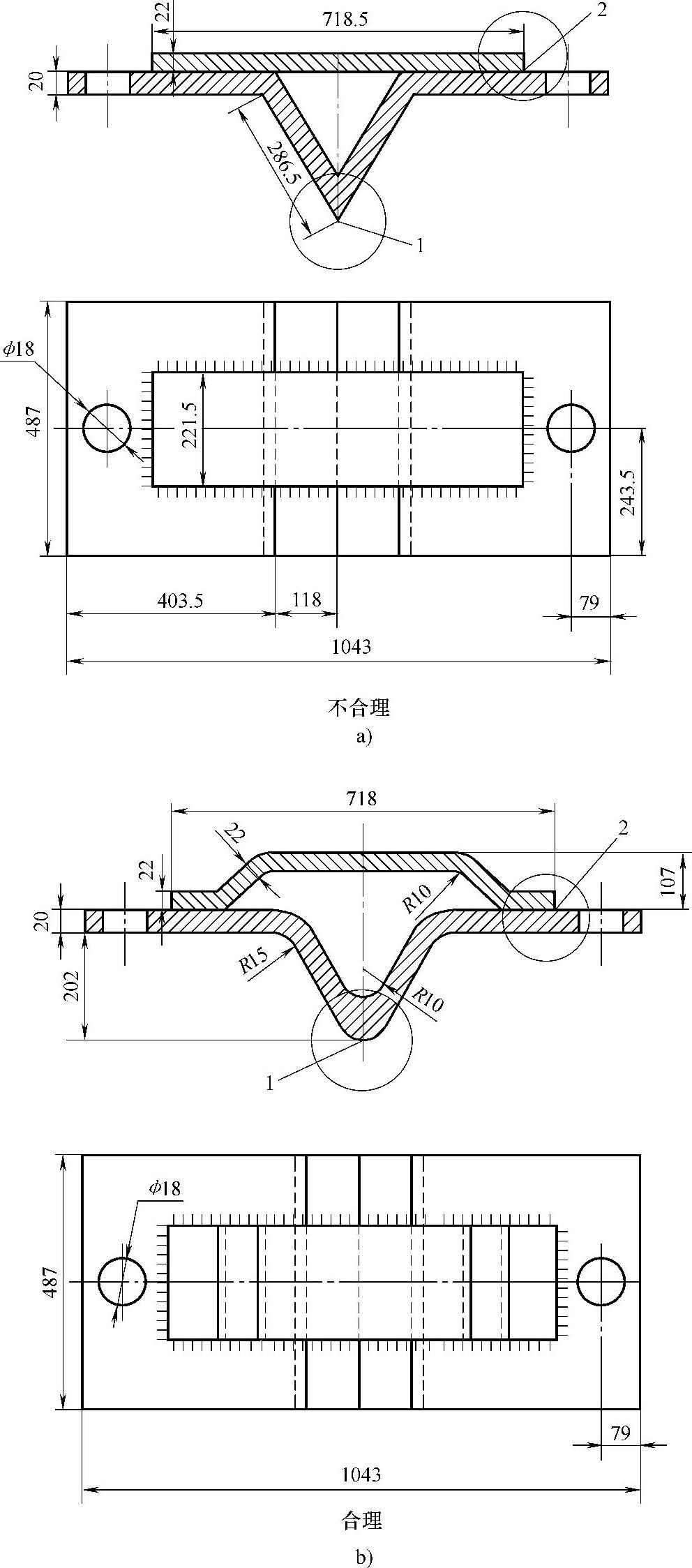
图8⁃13 折弯板的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。