



为了使锻件能顺利出模,模膛侧壁面与分模面不能垂直,应附加一定的斜度,即模锻斜度。模锻斜度也是模锻件最重要、最基本的结构要素之一。以下针对模膛内侧与分模面能否垂直、同一锻件的内模斜度与外模斜度比较关系以及能否出现多模锻斜度等问题进行分析。
1.模膛内侧壁面不能与分模面垂直
如图6⁃6a所示,模膛内侧壁面与分模面垂直。模膛内侧壁面与分模面垂直的模膛,锻件成形后不容易从模膛中取出。为了使锻件能顺利出模,应附加一定的斜度,即模锻斜度,即改为图6⁃6b所示结构,改进后也在一定程度上防止了锻件被拉伤。
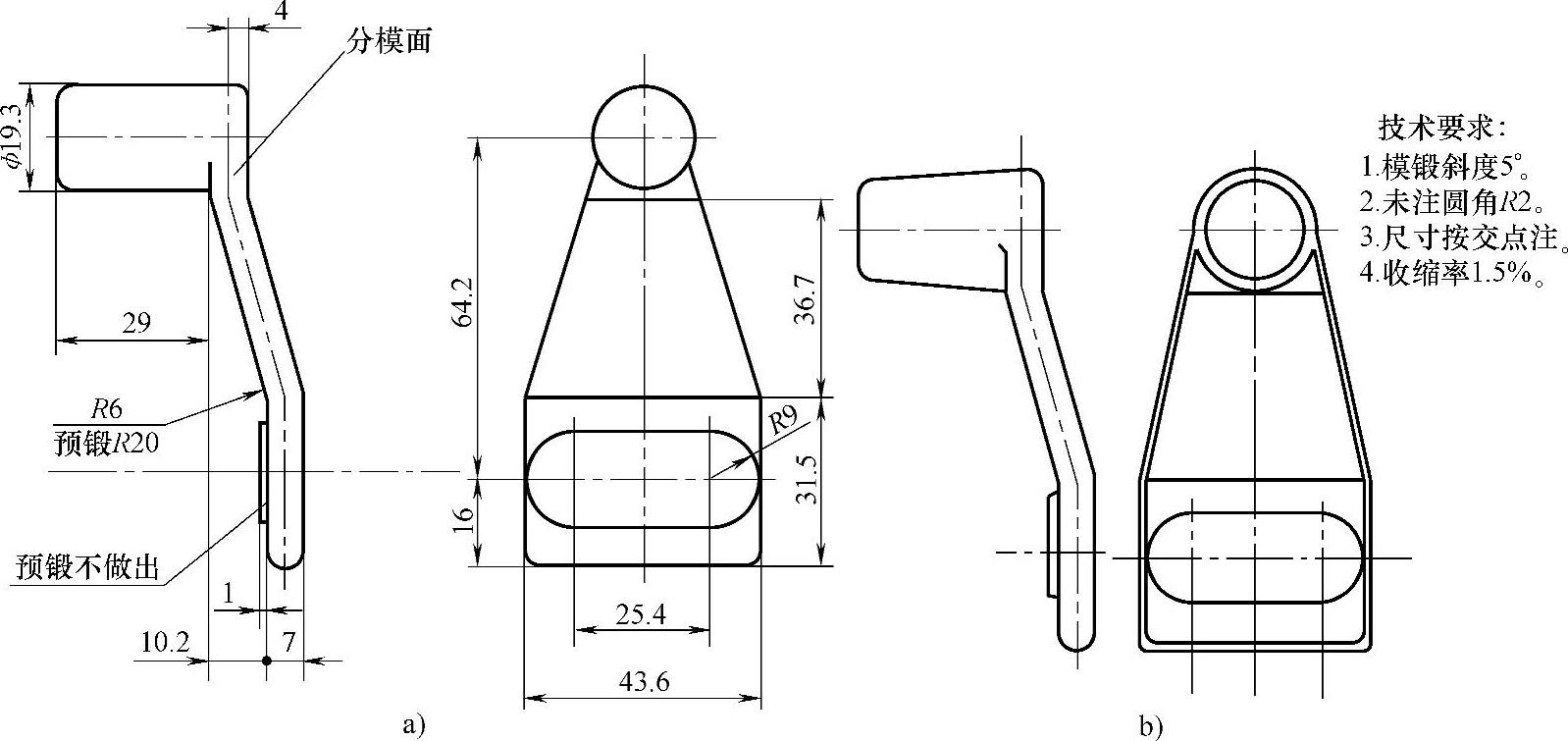
图6⁃6 模锻斜度的分析
2.同一锻件的内模斜度不应比外模斜度小
由于锻件终锻成形后,温度继续下降,外模锻斜度上的金属由于冷缩而有助于锻件出模,内模锻斜度上的金属因冷缩反而将模膛的突起部分夹得更紧,阻碍锻件出模。所以,同一锻件的内模斜度不应比外模斜度小。
如图6⁃7a所示,在同一锻件上内模锻斜度小于外模锻斜度,起模时夹紧力很大,容易擦伤锻件的表面。若改为图6⁃7b所示结构,使内模锻斜度大于外模锻斜度,则便于锻件的出模,有利于提高锻件质量和生产过程的稳定性。
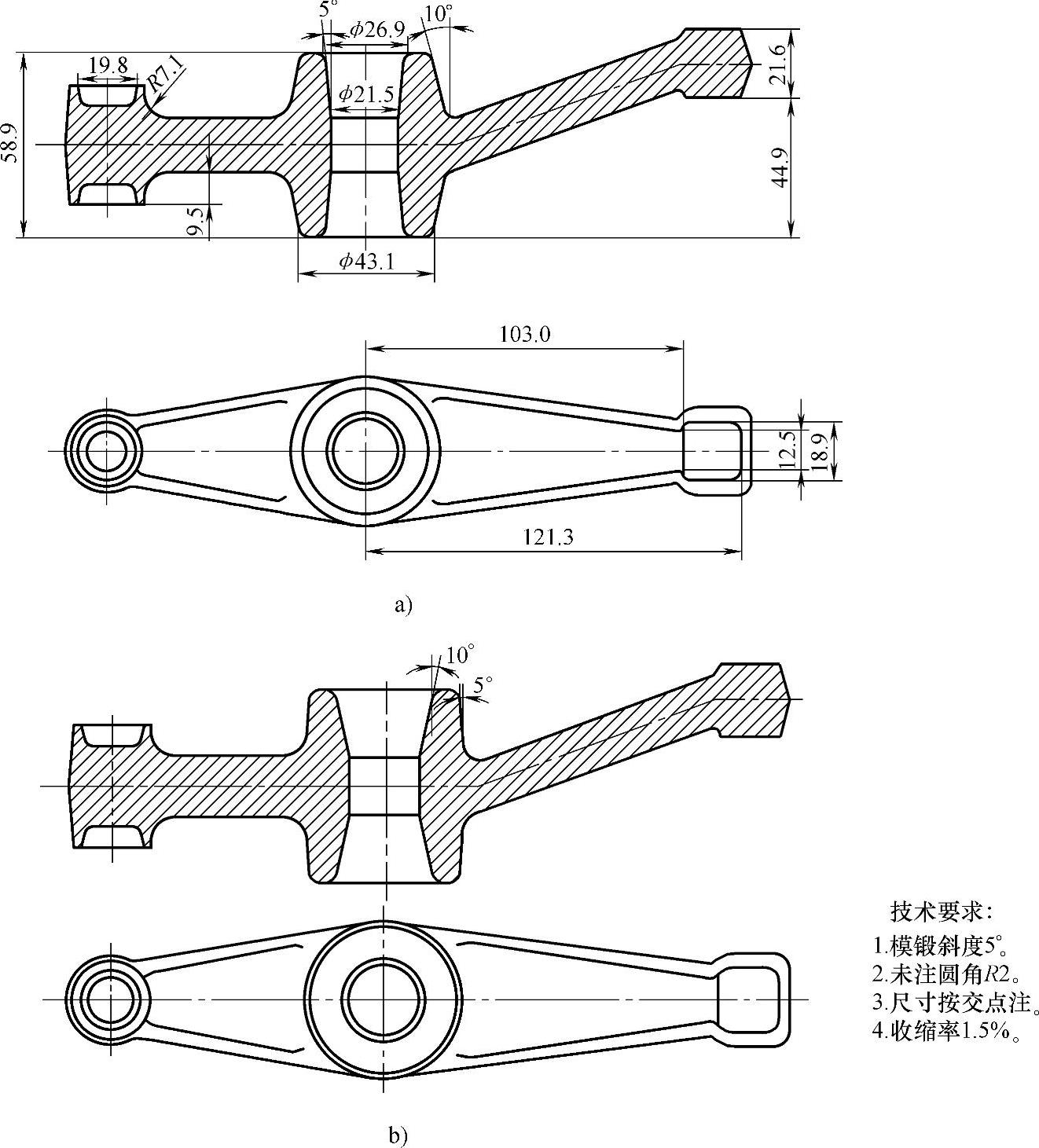
图6⁃7 模锻斜度的分析
3.同一锻件上不宜出现多种模锻斜度
如图6⁃8a所示,同一锻件有多种模锻斜度,会使铣削加工变得繁琐,不经济。若改为图6⁃8b所示结构,其内外模锻斜度各只有一种,并且与指形齿轮标准铣刀的规格相一致,如3°、5°、7°、10°、12°等,则便于加工,省时省力又经济,有利于提高锻件质量和生产过程的稳定性。(https://www.xing528.com)
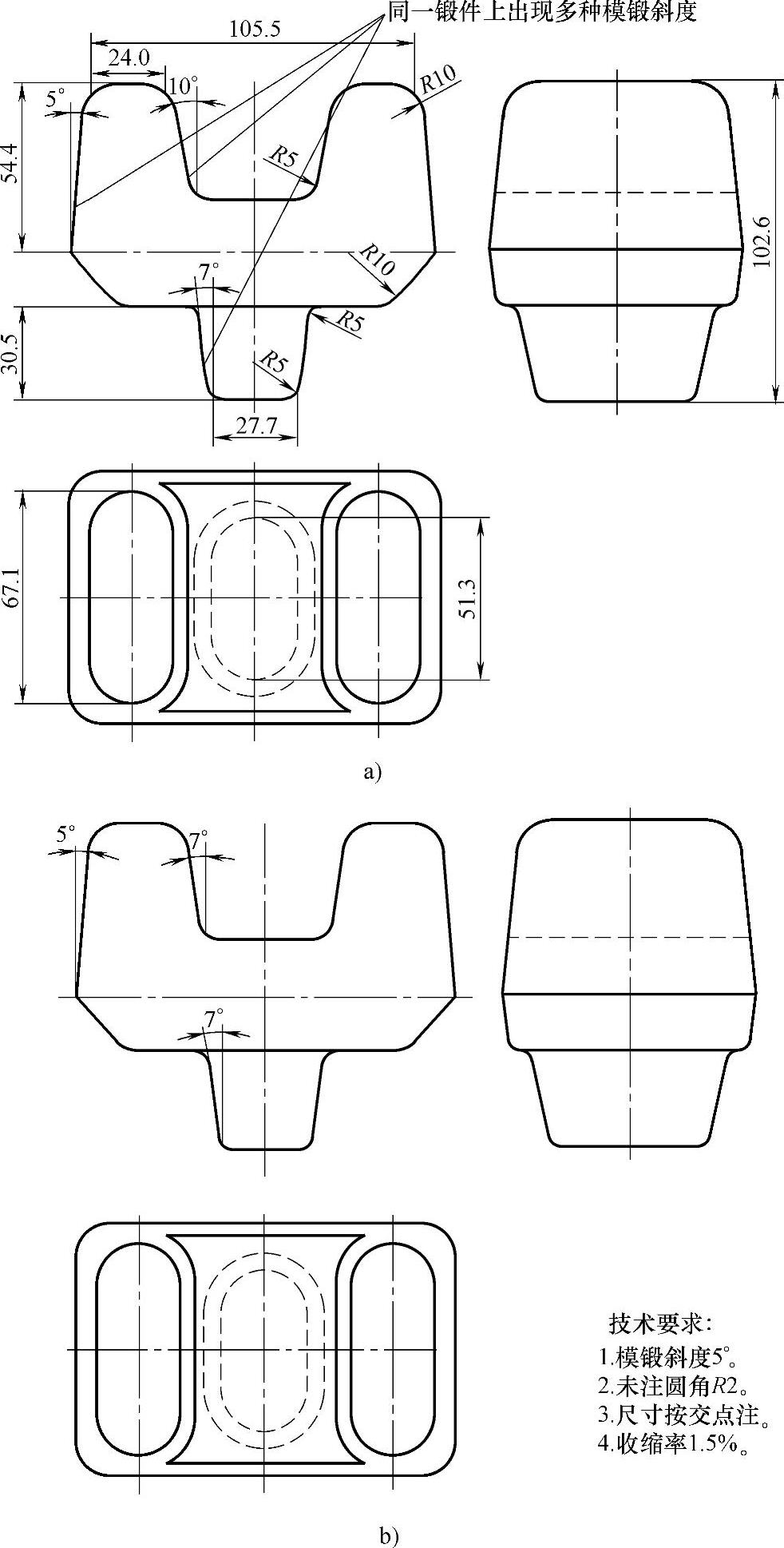
图6⁃8 模锻斜度的纠错分析
4.分模面两侧的模锻斜度不能相互错开
如图6⁃9a所示,分模面两侧的模锻斜度相互错开,使得模膛有尖角,容易造成应力集中,产生微裂纹使模膛破损。若改为图6⁃9b所示结构,则便于上下模膛的加工和检验等工作。
在分模面两侧可采用不同的模锻斜度或其他措施,但分模面应互相衔接。
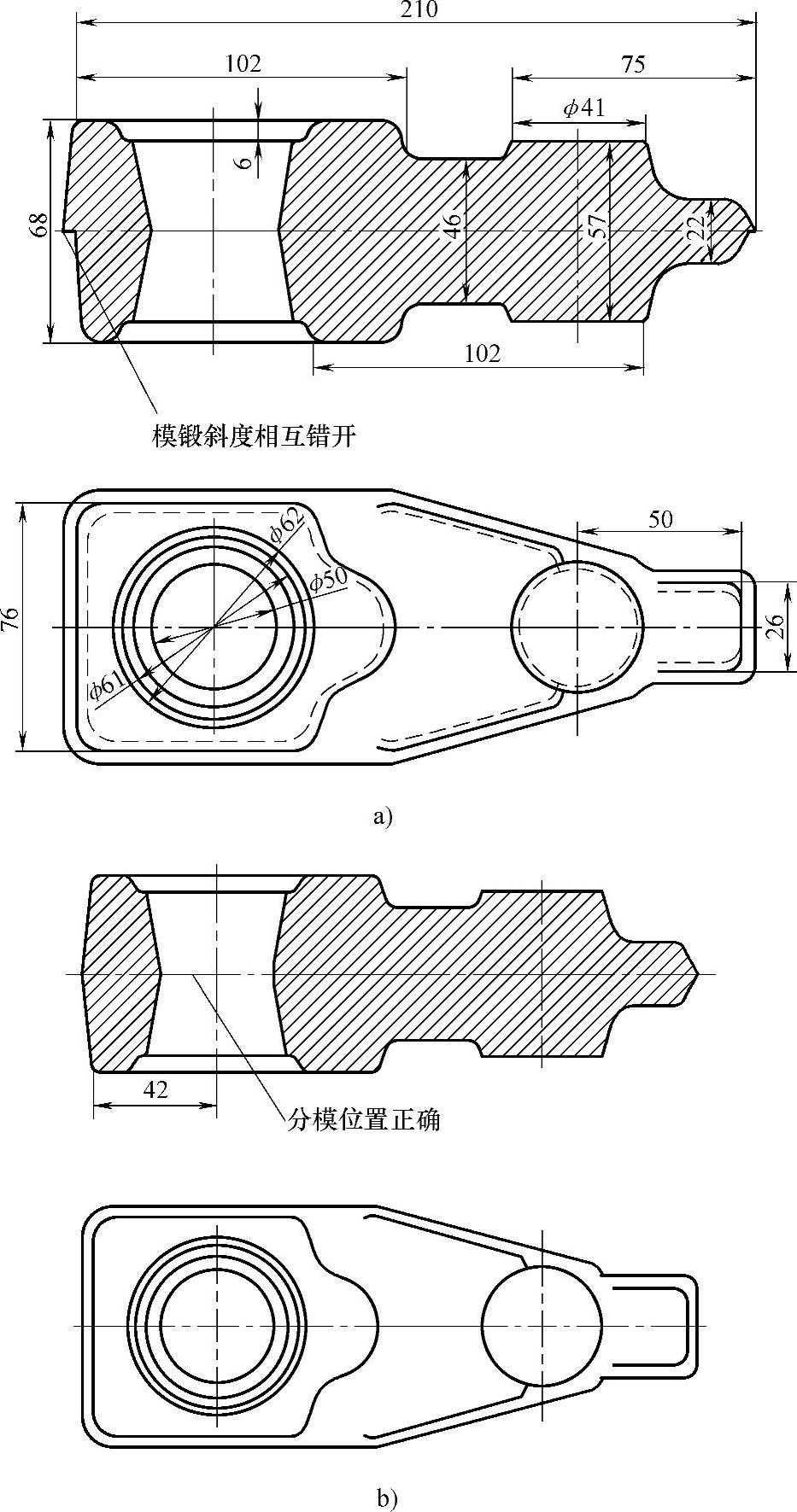
图6⁃9 模锻斜度的分析
5.头部较大的轴类锻件不宜直线分模
如图6⁃10a所示,头部较大的长轴类锻件,采用直线分模,不利于整个锻件完整成形。为了保证尖角充满成形,应以折线分模,将其改为图6⁃10b所示结构,使上下模的模膛深度大致相等,并可减少损耗在斜度敷料上的金属。
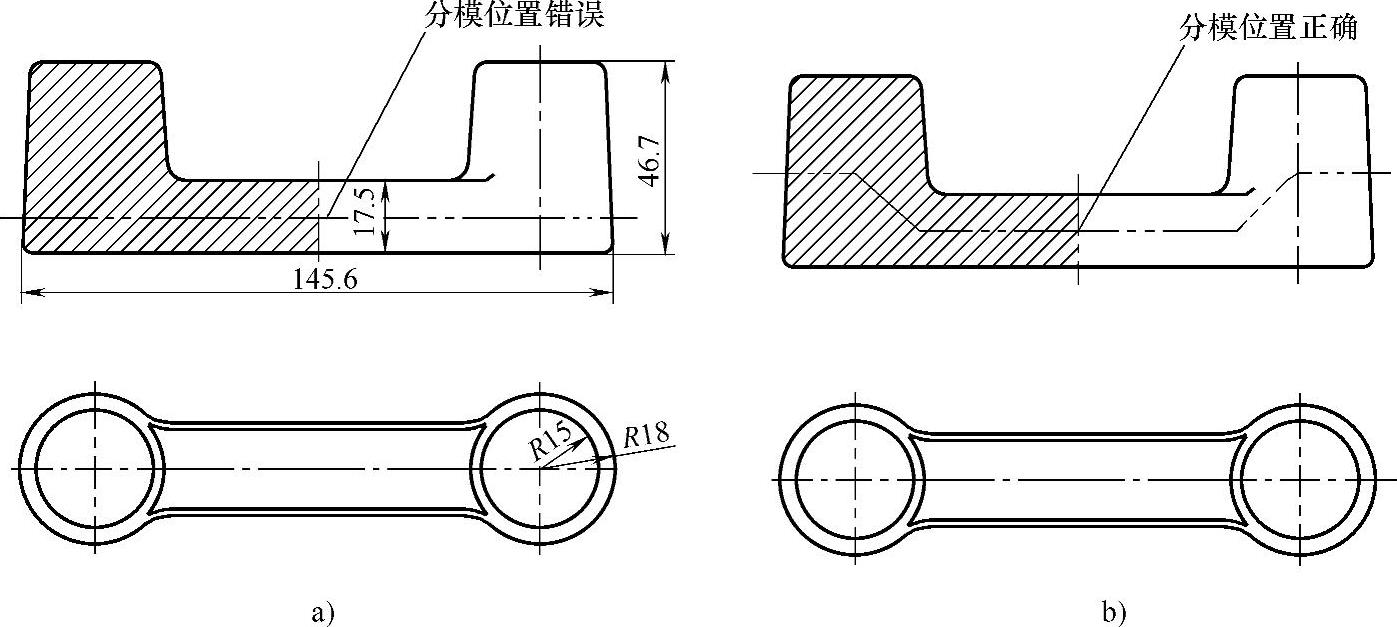
图6⁃10 头部较大的轴类锻件分模位置分析
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。