



1.分次铣削与多刀组合
如图3⁃17a所示,需要铣削工件的两个内表面。铣削工件上几个有相互尺寸和位置要求的表面时,因采用分次铣削的加工方法,常会出现因找正误差大而不能保证加工质量的现象。
改进后的结构如图3⁃17b所示,采用多刀组合的方法,这样既可以保证加工质量又可以提高生产率。这种方法尤其适用于成批大量生产中。
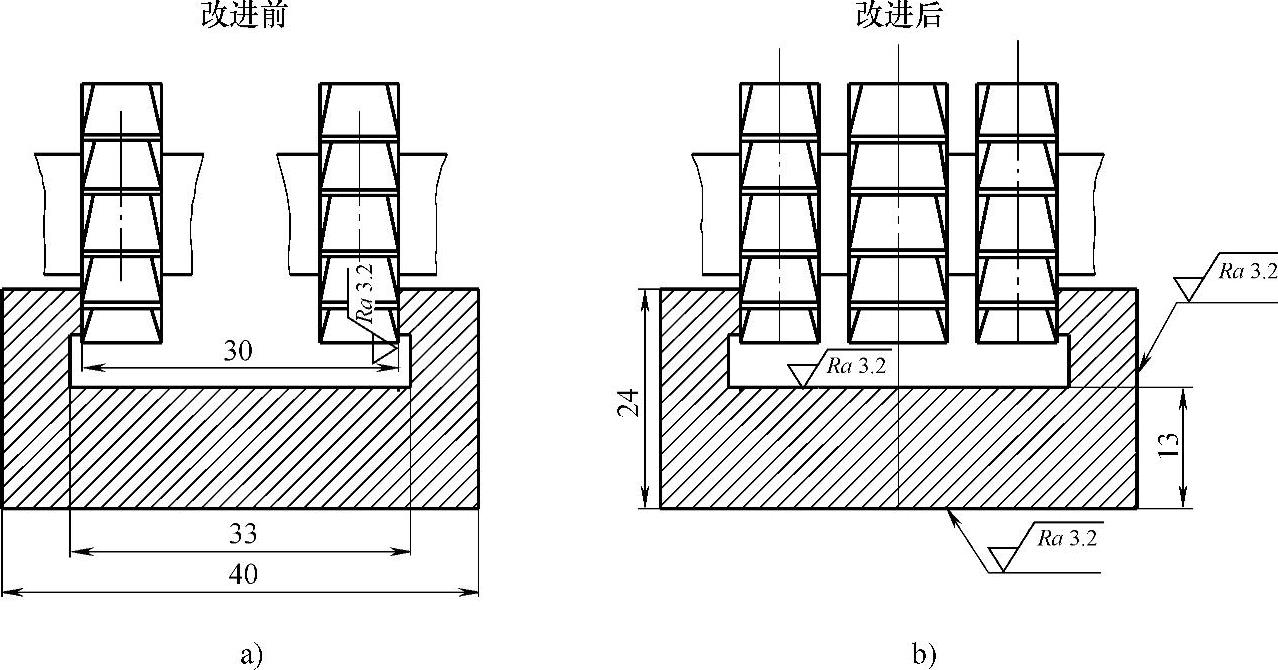
图3⁃17 采用多刀组合的结构(1)
如图3⁃18a所示,需要铣削工件的两个外表面。采用分次铣削的加工方法,会因找正误差大而不能保证加工质量。
改进后的结构图3⁃18b所示,此时采用多刀组合的方法,这样既可以保证加工质量又可以提高生产率。
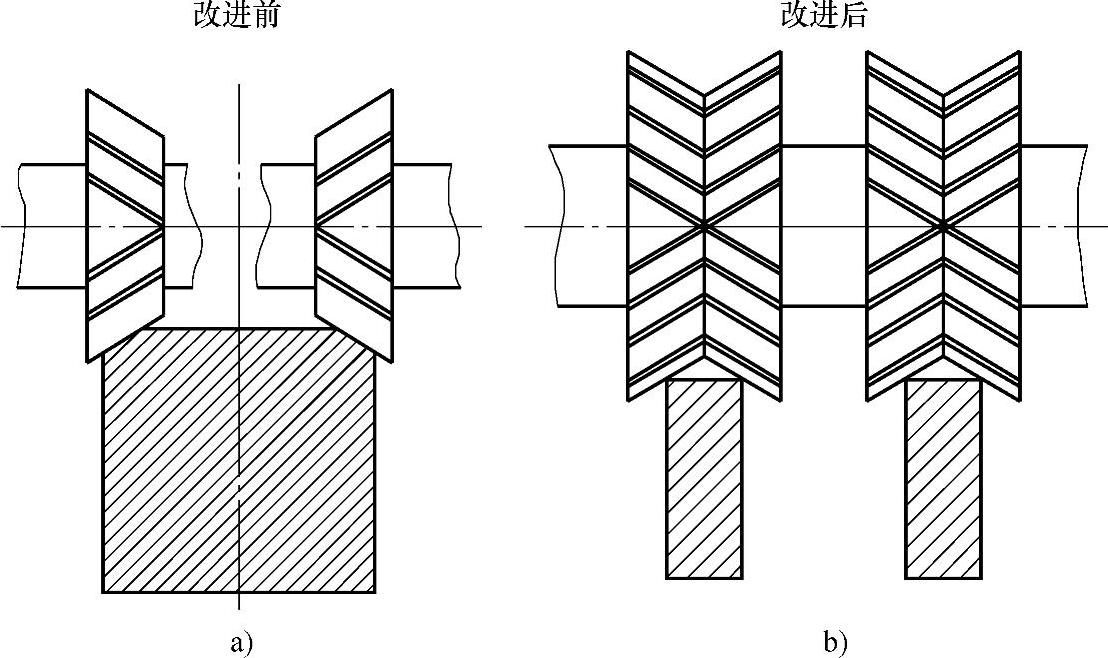
图3⁃18 采用多刀组合的结构(2)
2.按照刀具尺寸标注
如图3⁃19a所示,用组合铣刀铣削阶梯孔。用组合铣刀铣削该工件时,铣削时所应保证的尺寸应该是工件最上端的孔深和第二个孔深。但若按照图3⁃19a所标注尺寸进行铣削加工时,则无法得到应保证的孔深。
改进后的结构如图3⁃19b所示,其尺寸是按照组合铣刀的尺寸来确定的,这时可以得到所要保证的孔的尺寸深度和加工精度。
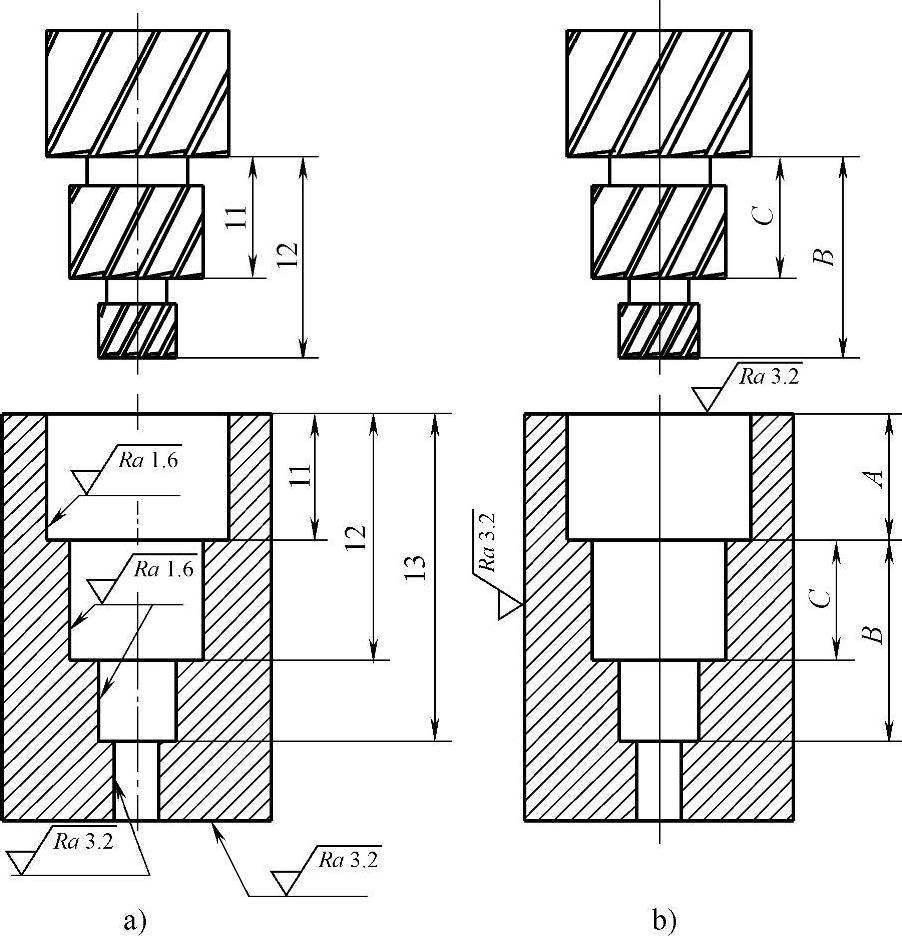
图3⁃19 符合组合铣刀尺寸的结构
3.改进结构便于使用标准铣刀
如图3⁃20a、b和c所示,由于工件的结构形状均与标准铣刀不相适应,从而加大了加工难度,增加了机床和工装调整的工作量。
改为如图3⁃20d或图3⁃20e所示的结构后,便于标准铣刀的加工,减少了生产准备的工作量。
4.铣削直角沟槽应注意选刀
铣削加工直角沟槽时,若没有合适宽度的铣刀供选用,可以考虑使用宽度小于槽宽的锯片铣刀进行加工。应注意选用铣刀的宽度,若选用宽度超过槽宽一半的锯片铣刀,则应分两次进给加工。(https://www.xing528.com)
如图3⁃21a所示,在第二次进给加工时,铣刀的刚性变差,锯片铣刀会产生变形,致使铣削加工精度受到影响,甚至损坏。
当在加工工件的数量不多的情况下,可改为选用宽度小于槽一半的锯片铣刀,如图3⁃21b所示,分三次进给加工完成直角沟槽,这样就不会产生上述弊病。
5.采用往返铣削可保护刀具
键槽的铣削加工方法通常有两种,在深度上一次铣削完成及分层铣削完成。在通用铣床上一般是一次铣成,而分层铣成则大都是在键槽铣床上进行的。
如图3⁃22a所示,键槽深度一次铣削完成。这种加工方法对铣刀较为不利,因为铣刀在使用过程中变钝时,切削刃上的磨损长度约等于键槽的深度。若用铣刀刃磨圆柱面内表面时,则铣刀直径会被磨小,而不能再用于精加工,而把端面一段磨去,则又很不经济。
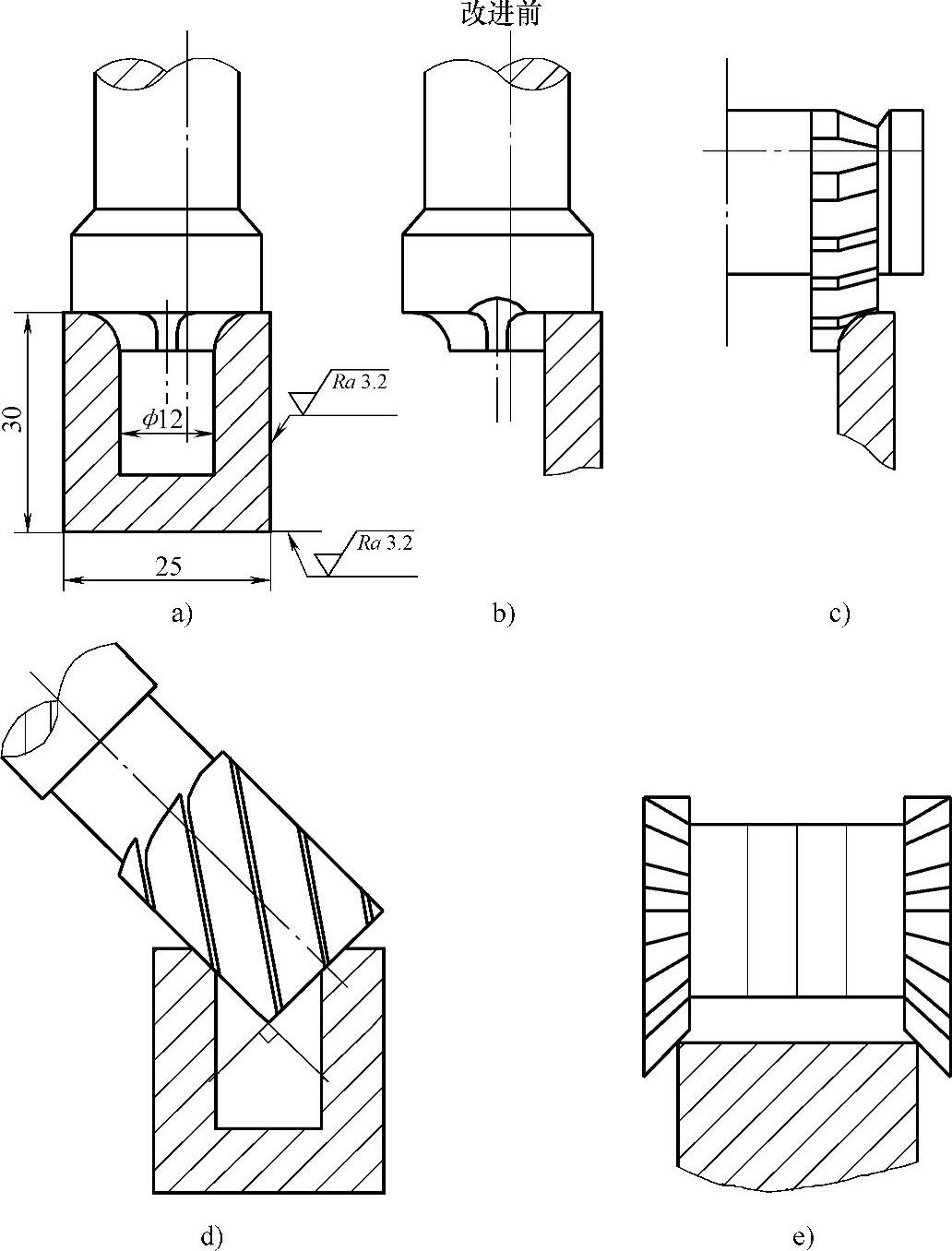
图3⁃20 便于使用标准铣刀的结构
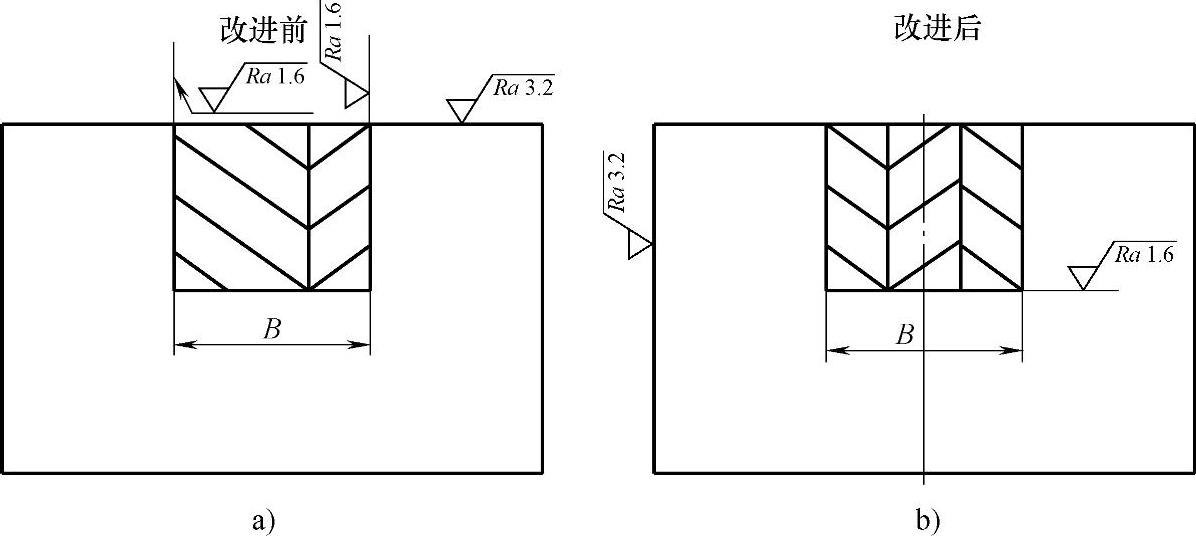
图3⁃21 铣削直角沟槽的结构
改进后的结构如图3⁃22b所示,可分层完成键槽的铣削。每次铣削的深度只有非常小的一层,并以较大的进给量进行往返铣削。在键槽铣床上铣削时,每次的铣削层深度和往复进给都是自动进行的,一直铣削到预定键槽深度为止。这种加工方法的优点是铣刀用钝后,只需刃磨铣刀的端面即可,铣刀的直径不受影响,铣削加工时也不会产生让刀现象。但在通用铣床上进行这种铣削时,操作很不方便,生产效率较低。
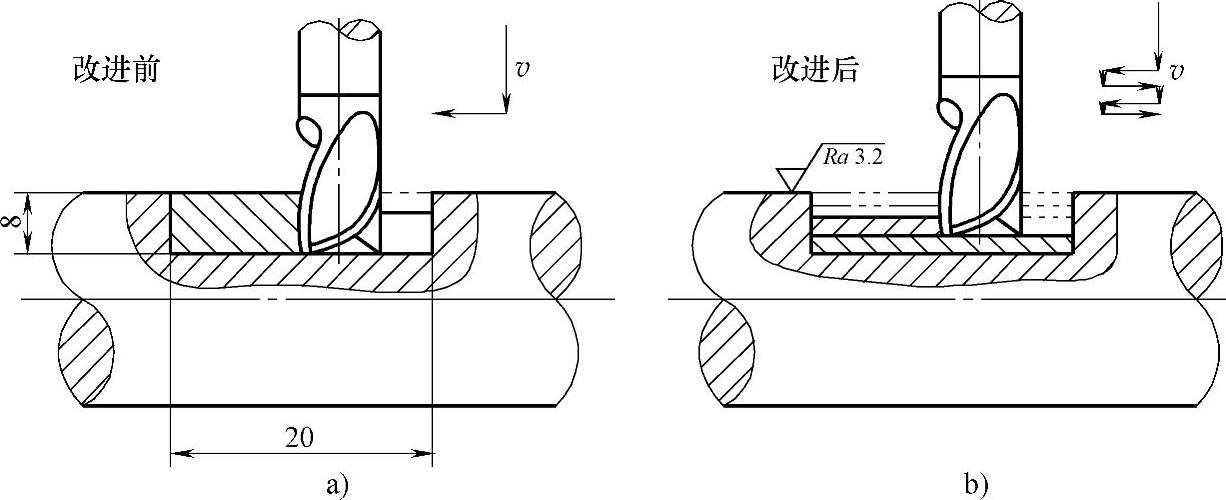
图3⁃22 分层铣削的设计
6.避免铣削干涉
如图3⁃23a所示,在铣削该工件时,其工件上的退刀长度L小于铣刀的半径D/2,从而在铣削时对工件上的非铣削部分造成铣削干涉,破坏了加工质量。
若将其改为如图3⁃23b所示的结构,工件的退刀长度L被延长到大于铣刀的半径D/2,此时就不会再发生铣削干涉的情况,从而提高了工件的加工质量。
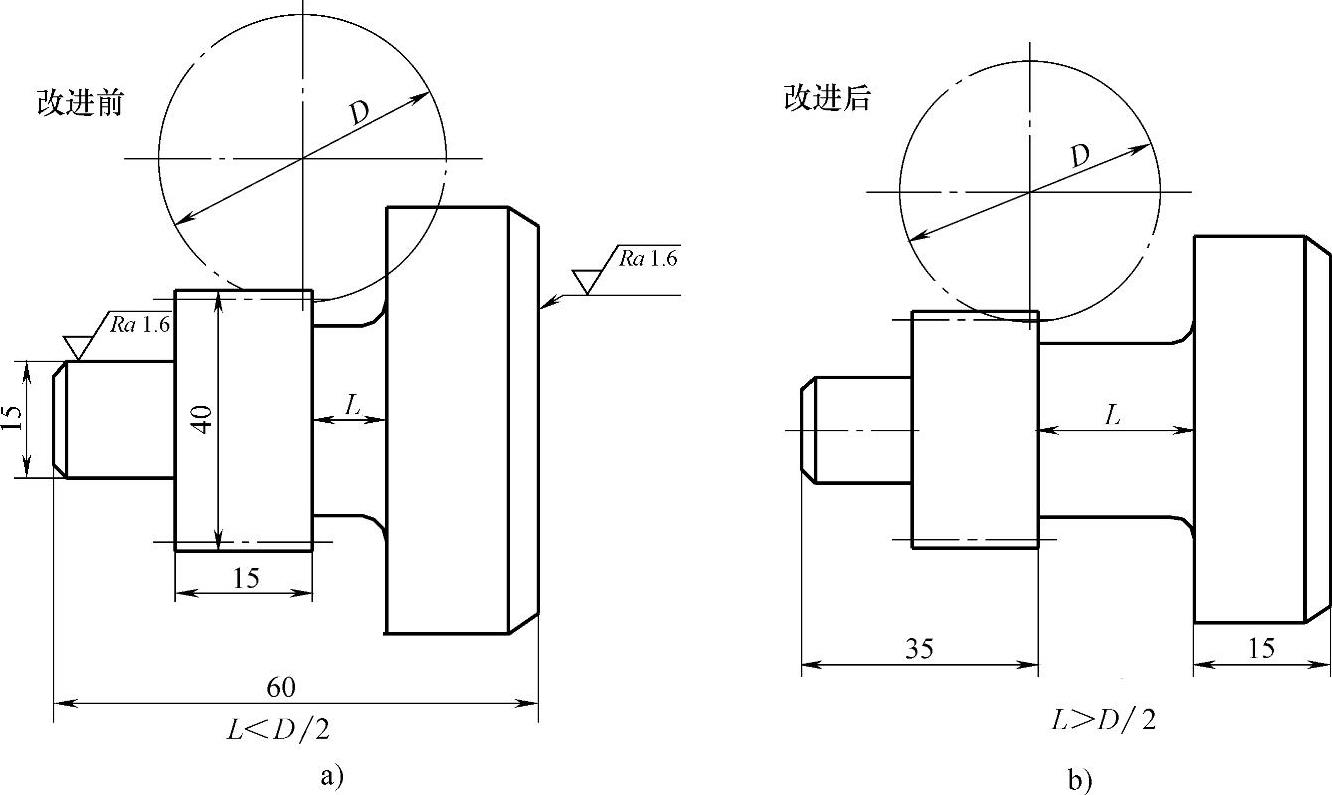
图3⁃23 避免铣削干涉的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。