



图2⁃1所示结构的右端面与外圆表面均需精车。设计为图2⁃1a所示结构时,当车右端面时需夹紧上下表面,夹紧力过大则保证不了精度;夹紧力小,易造成定位不准确,使工件不易达到技术要求。
改进后的结构如图2⁃1b所示,增加了供卡盘装夹的台阶,以便一次夹紧完成外圆和右端面的加工,而且便于定位夹紧,可以满足定位要求。
图2⁃2所示为需要车削右端面的结构。其错误点在图2⁃2a中已标出,由于夹紧部位是斜面,夹紧面积太小,当切削力加大时工件容易脱落,夹得过紧则容易造成工件的损坏,给夹紧定位带来麻烦。改进后的结构如图2⁃2b或图2⁃2c所示。
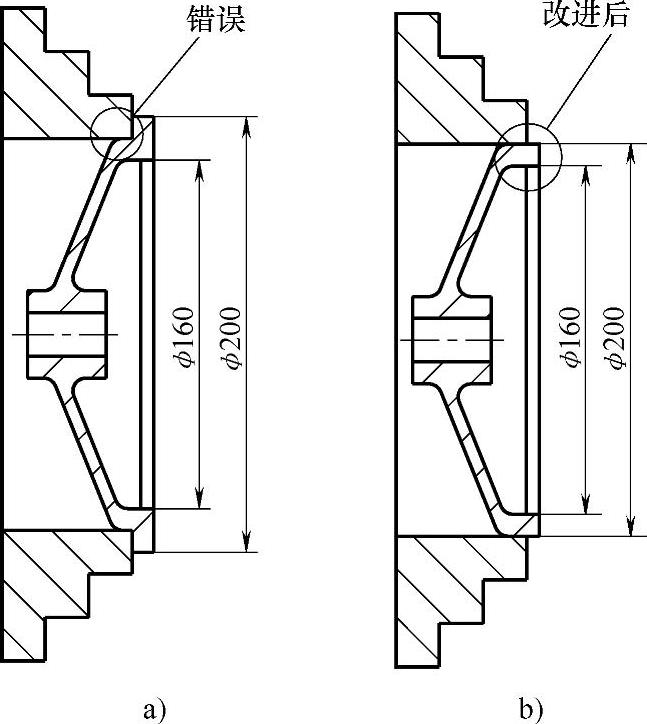
图2⁃1 方便定位的结构
与图2⁃2a相比,图2⁃2b增大了夹紧面积,去除了对零件影响不大的部位,使夹紧可行,同时便于定位。
图2⁃2c的中心圆柱不是向内伸长而是向外伸长的,这样可提供装夹位置,便于夹紧。
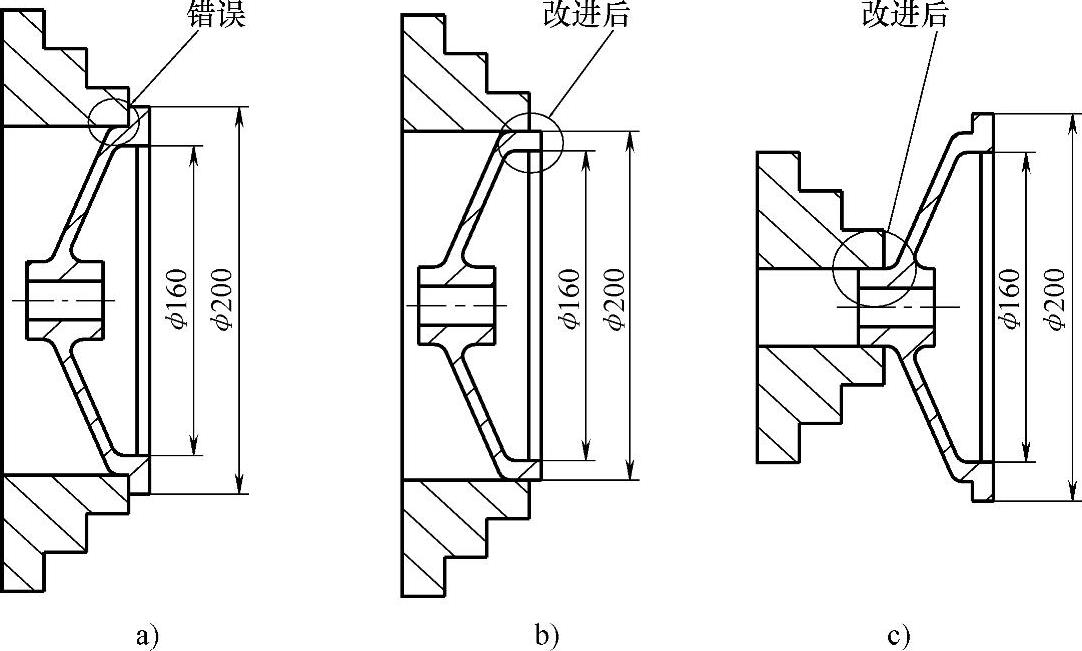
图2⁃2 增大夹紧面积的结构
斜面在加工时存在弊端,但如果改变斜面会影响工件的正常使用时,我们则要考虑另外的解决办法,如增加工艺凸台。工艺凸台是为了加工方便而特制的,它可以使一些带斜面的工件夹紧方便,便于定位,减少工件装夹次数。为了不影响工件的正常使用,一些凸台在加工后还要去除。
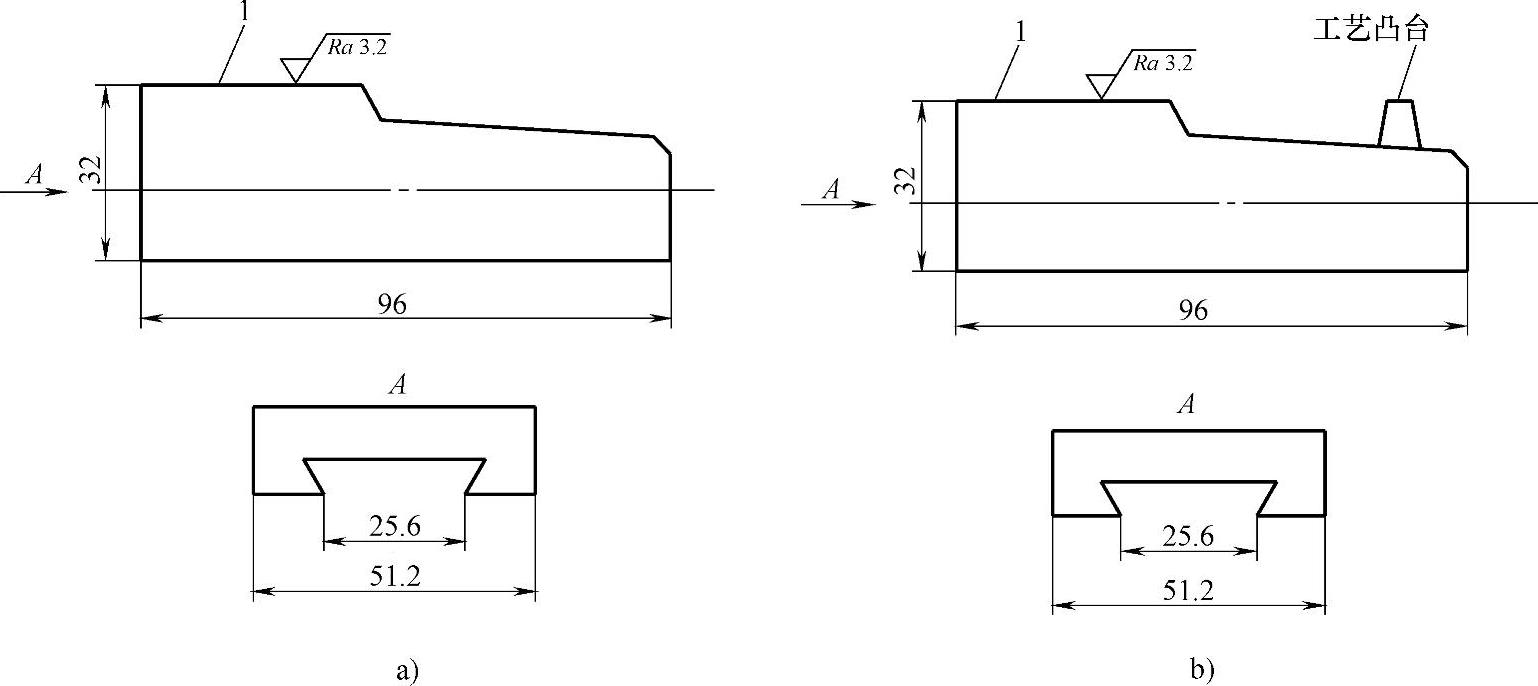
如图2⁃3a所示结构,车削底面时夹紧就成了问题。因为车底平面时容易出现倾斜,不易车平。
改进后的结构如图2⁃3b所示,增设了工艺凸台。这样车削底平面时,夹紧凸台与右端面即可实现,当加工结束后,再把凸台铣去。
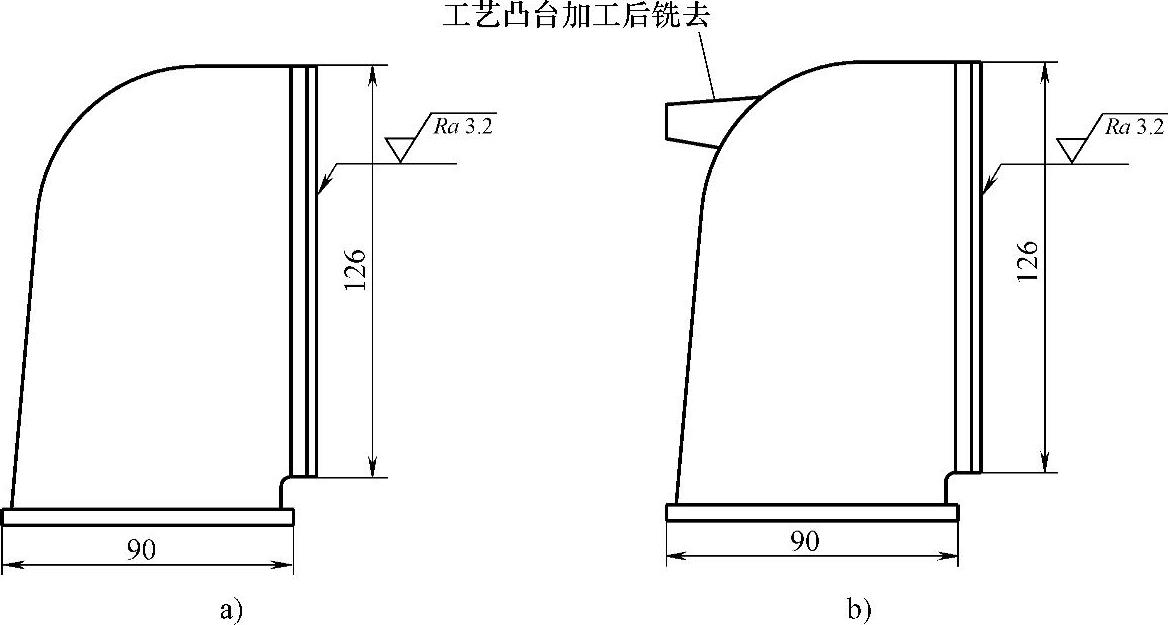
图2⁃3 增设工艺凸台的结构(1)
图2⁃4a所示结构的斜面不便于夹紧。车削面1时夹具夹在位置2,当车削面2时夹具应夹在位置1,需要两次装夹。
改进后的结构中增设了工艺凸台,如图2⁃4b所示。当加工面1时夹在工艺凸台上,不用再次装夹便可完成面2的车削,提高了效率。如果不影响到工件的正常使用,加工后凸台可不用去除。
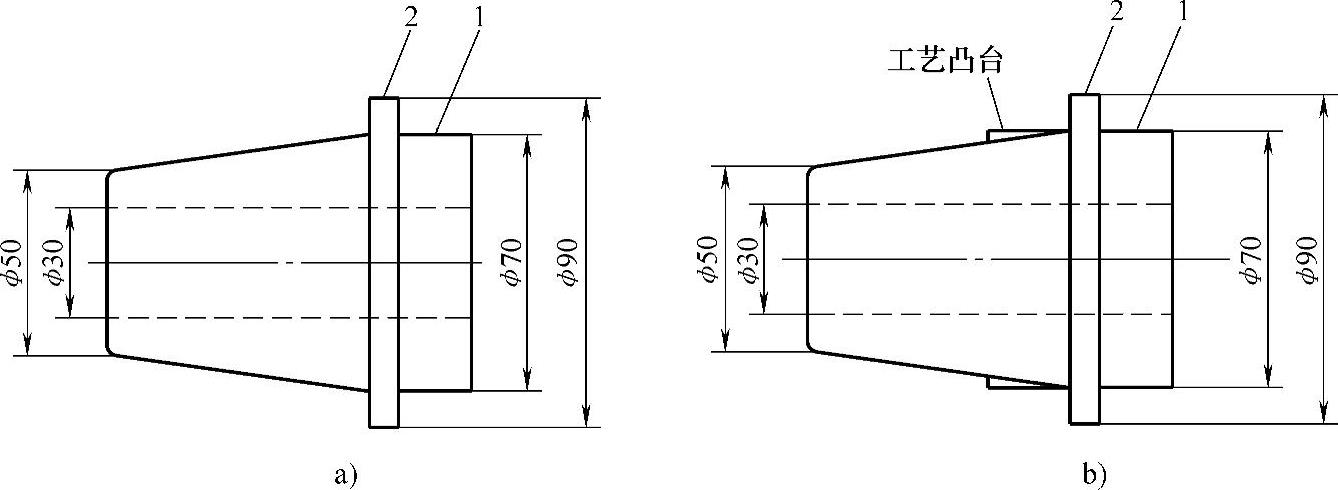
图2⁃4 增设工艺凸台的结构(2)
图2⁃5a中面1需要精车,需要夹紧两侧车削。
图2⁃5b中增设了工艺凸台,当加工面1时夹在工艺凸台上,同时可以加工左端面,即可减少装夹次数。
图2⁃6a所示为一薄壁零件,需要精车。由于零件结构单薄,夹紧两侧车削时容易损坏工件,无法用压板夹紧工件。
将其改进为图2⁃6b所示结构时,由于增加了夹紧孔,装夹的问题便可以解决了,吊运也很方便。另外增加了夹紧孔后,也相应增加了图中的突出部分的结构,此结构主要用于工件的装夹。
图2⁃7a所示为圆锥表面需要精车的零件。夹紧部位是斜面,夹紧很难实现;否则会损坏零件,影响加工精度。
 (https://www.xing528.com)
(https://www.xing528.com)
图2⁃5 增设工艺凸台的结构(3)
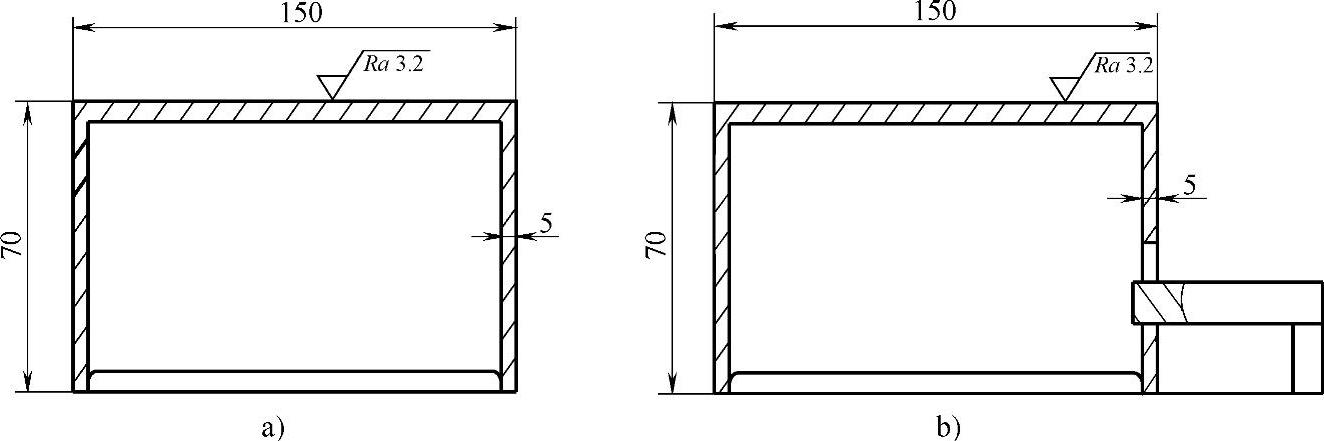
图2⁃6 薄壁零件的夹紧
如果将其结构改为如图2⁃7b所示,将夹紧部分的斜面改为圆柱面,这样便易于夹紧,定位可靠。
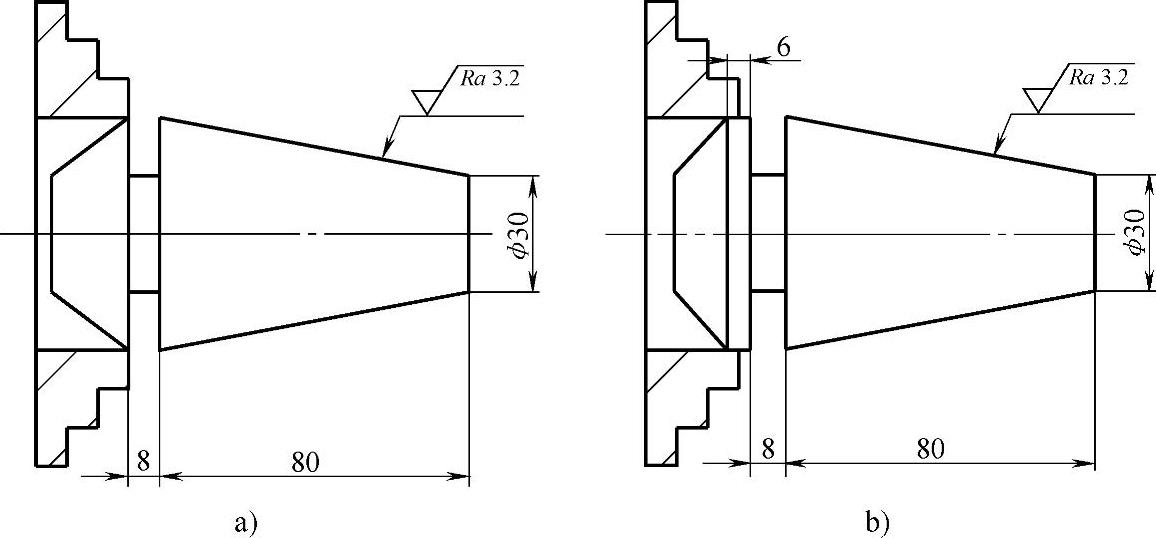
图2⁃7 夹紧部位为斜面的结构
图2⁃8a所示为一椭圆柱形结构零件。椭圆柱形的夹紧很难实现,影响加工精度。
将其改为图2⁃8b所示结构,即将椭圆柱面改为半圆柱面与平面的组合,这样易于夹紧,定位可靠。
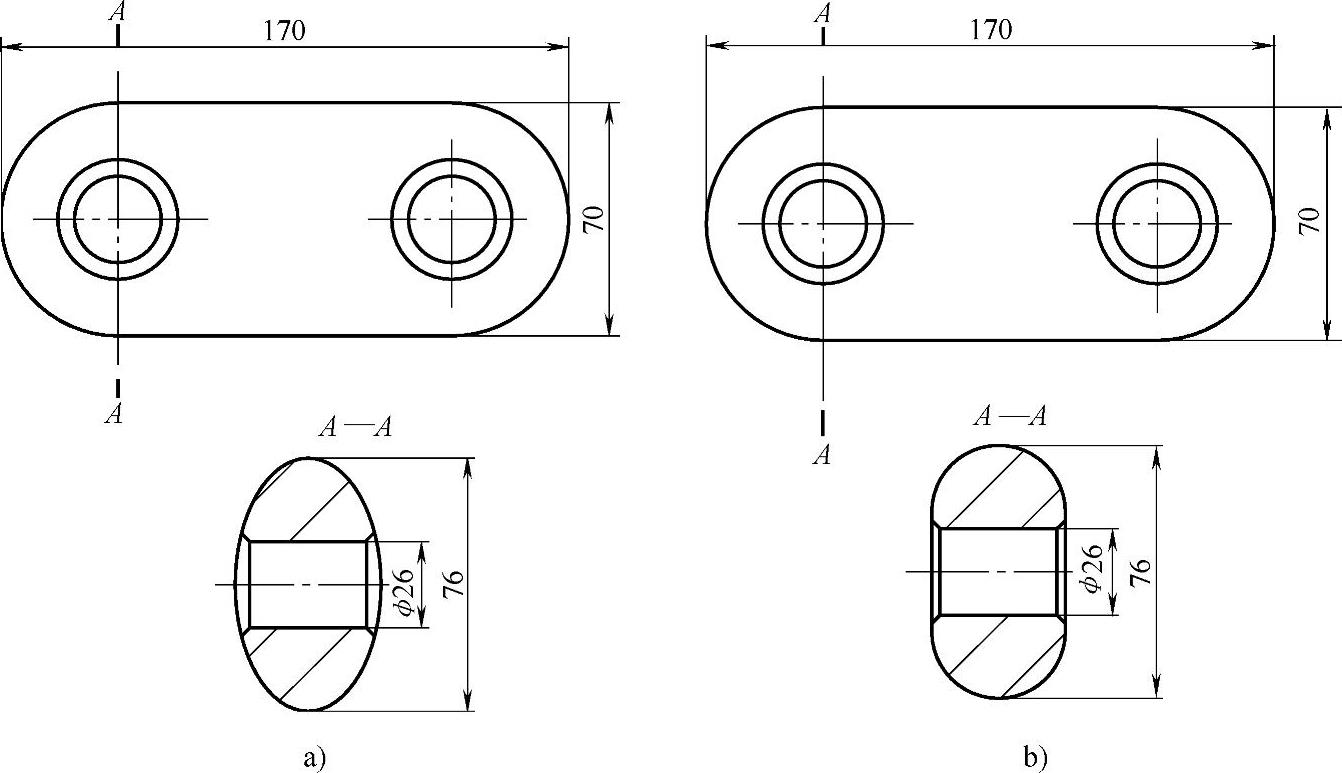
图2⁃8 椭圆柱形结构
图2⁃9a所示为一个杠杆结构。a、b、c不在同一平面上,加工时要分别定位,这样不易保证精度,且不易夹紧。
改进后的结构如图2⁃9b所示,将a、b、c处于同一平面上,定位方便,而且增加了两个工艺凸台g、h,使夹紧变得容易;当e、f孔钻通时凸台g、h自然脱落,满足零件使用要求。
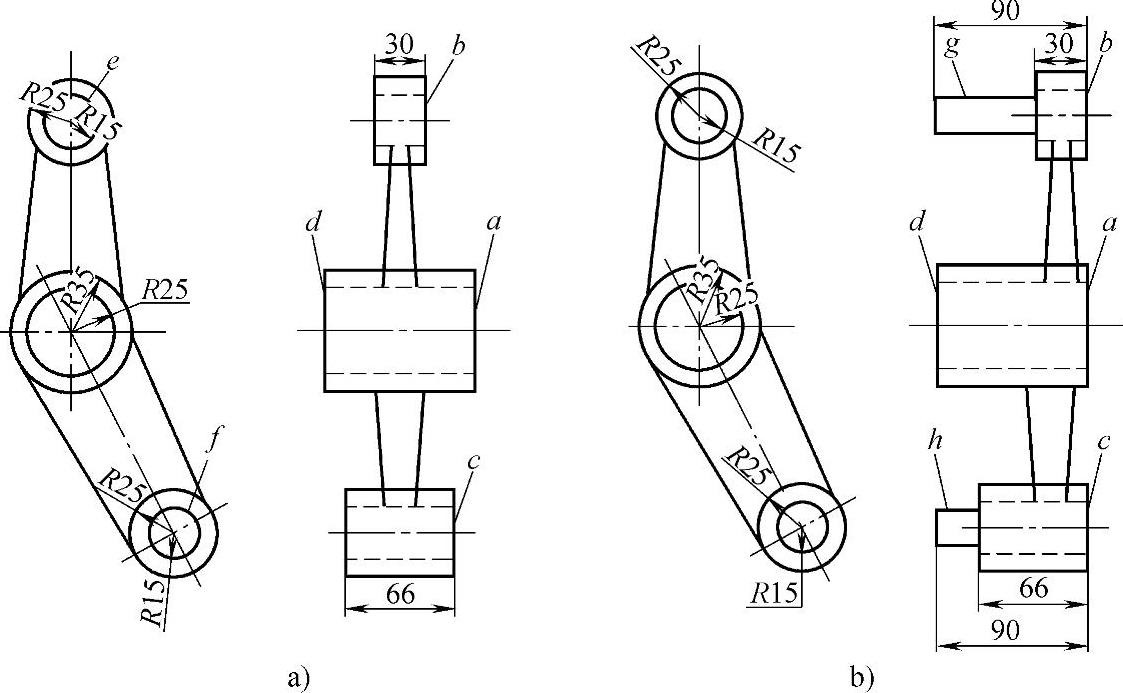
图2⁃9 杠杆结构
图2⁃10a所示为一段带有内螺纹的轴。图2⁃10a所示的右端结构虽然已设计了供顶尖装夹的60°坡口,但在加工过程中易损坏与60°坡口衔接处的螺纹。
改进后的结构如图2⁃10b所示,在坡口处留有退刀槽,这样不至于破坏螺纹。
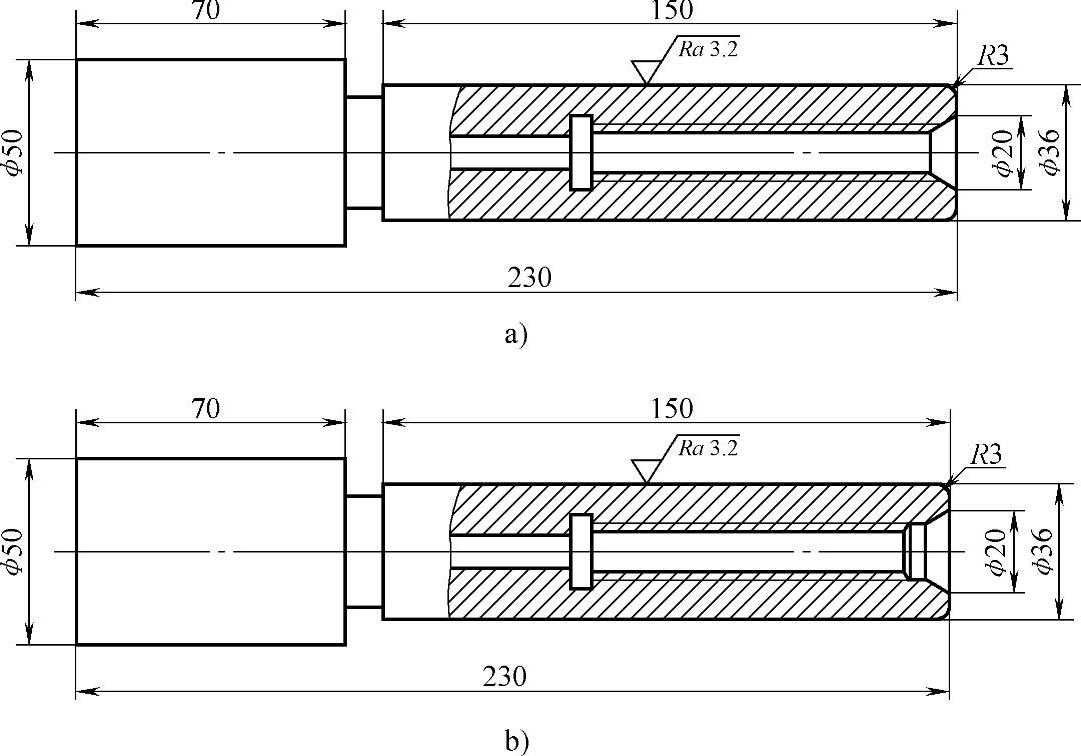
图2⁃10 带有内螺纹的轴
图2⁃11a所示的结构需要车削ϕ120的外圆及端面,B处为一圆弧面不能将工件夹牢,夹A处时一般卡爪伸出的长度不够。
图2⁃11b与图2⁃11a的区别在于把B处改为C处,C处为圆柱面,便于卡爪夹紧工件。
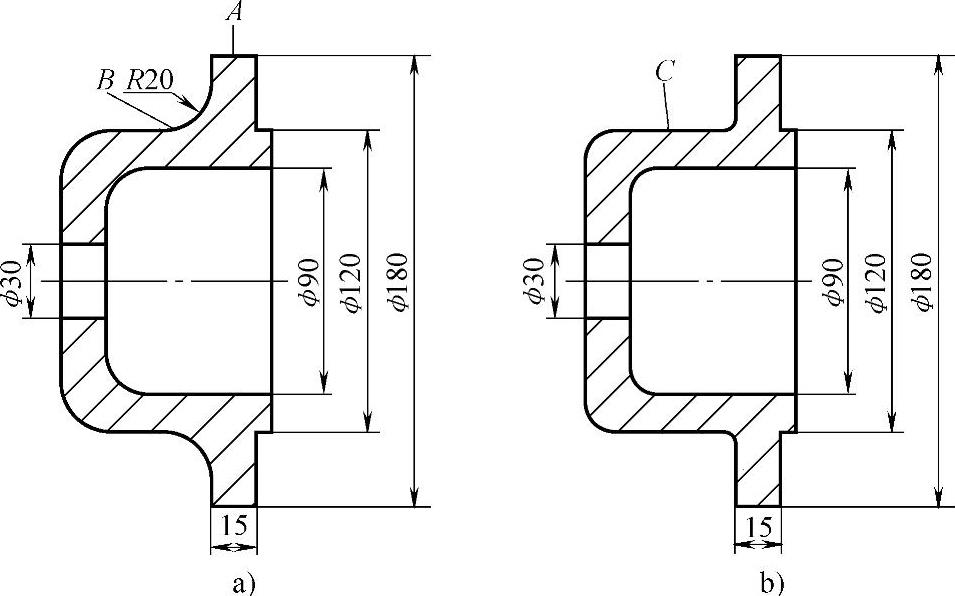
图2⁃11 方便卡爪夹紧的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。