



利用CAM模块下相应的加工方式进行加工时,首先要对加工刀具进行设置。用户可以直接调用系统刀具库中的刀具;也可以修改刀具库中的刀具产生需要的刀具形式;还可以自己定义新的刀具,并将其保存起来。
1.从刀具库选择刀具
当用户选择了加工类型和图形之后,系统会弹出相应类型的加工对话框。例如,在“2D刀具路经—外形参数”对话框左侧的类别参数列表中选择“刀具”选项,出现刀具设置窗口,如图2-13所示。
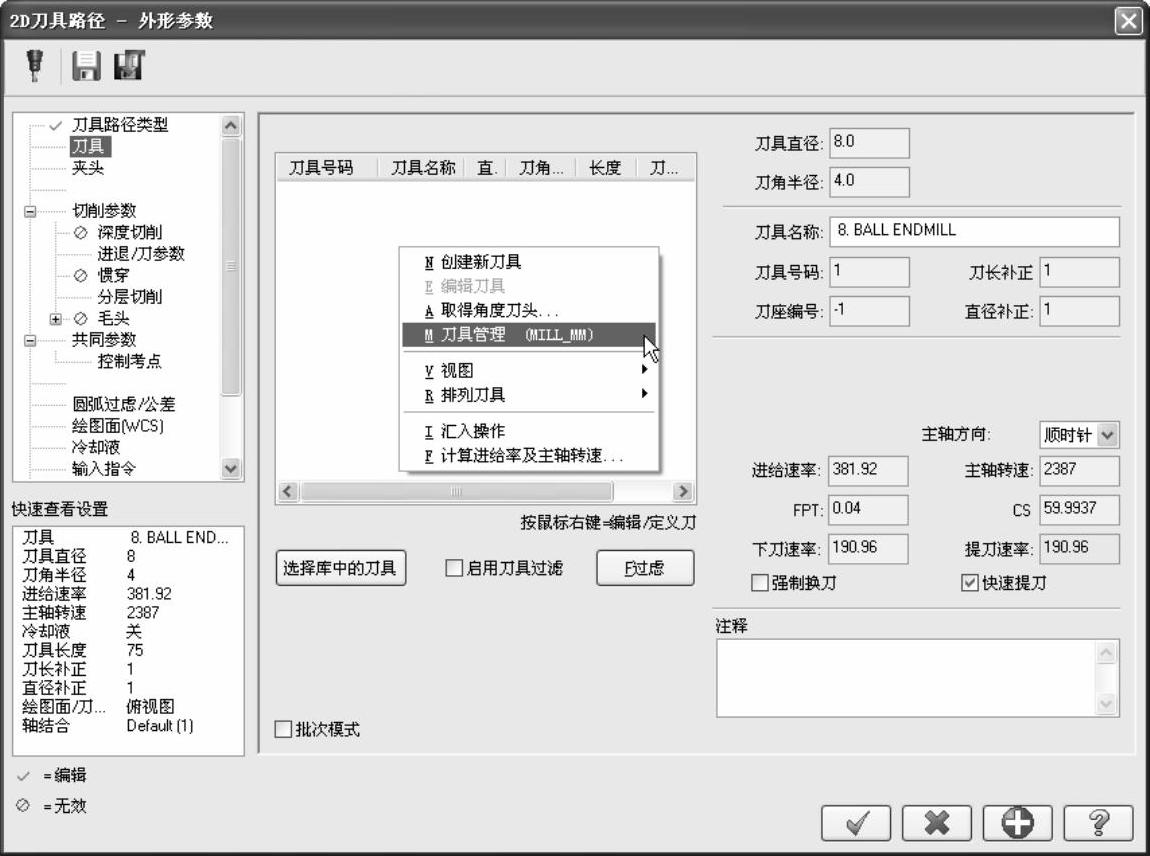
图2-13 “刀具”选项卡
在该对话框的空白处单击鼠标右键,在弹出的快捷菜单中选择“刀具管理”命令,弹出“刀具管理”对话框,从中选择需要的刀具即可,如图2-14所示。
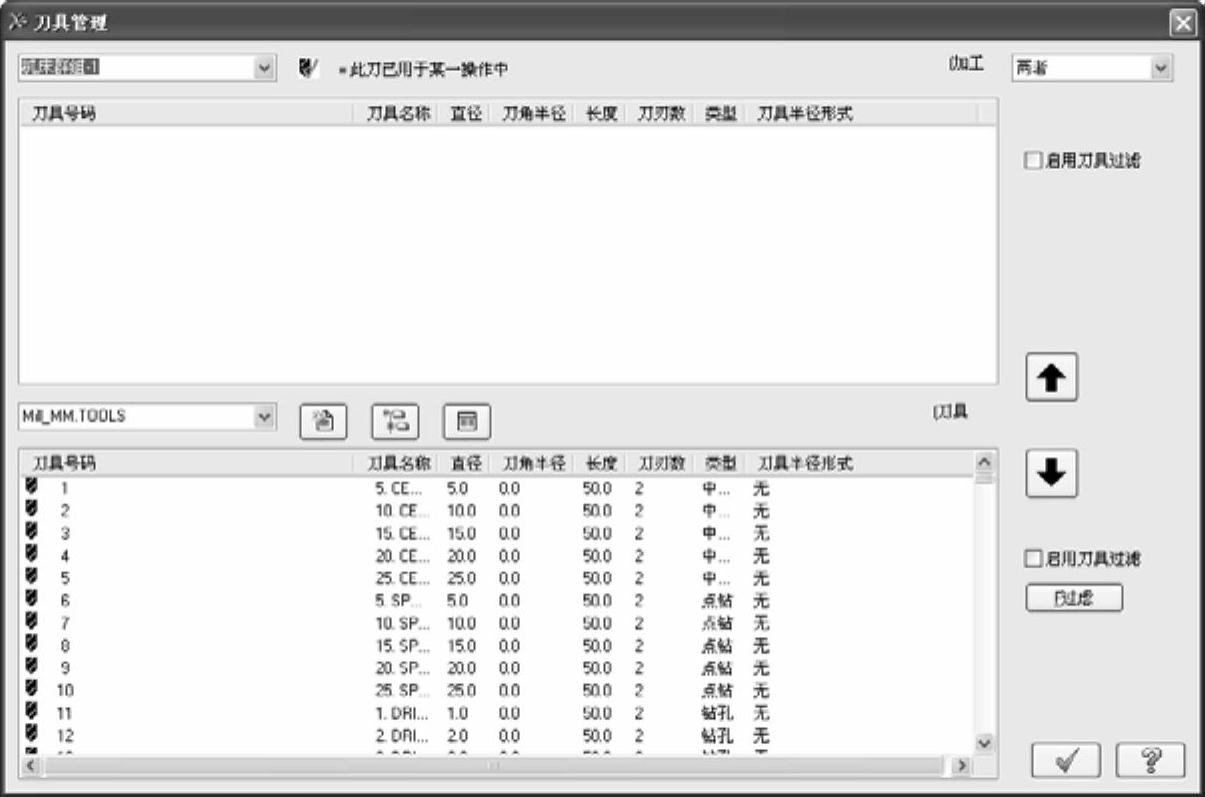
图2-14 “刀具管理”对话框
2.修改刀具库刀具
从刀具库选择的加工刀具,其刀具参数采用的是系统给定的参数,用户也可以对相应参数进行修改来得到所需要的刀具。
如图2-15所示,在已有的刀具上单击鼠标右键,在弹出的下拉菜单中选择“编辑刀具”命令,系统弹出图2-16所示对话框,用户可以编辑所需要的刀具类型和参数。
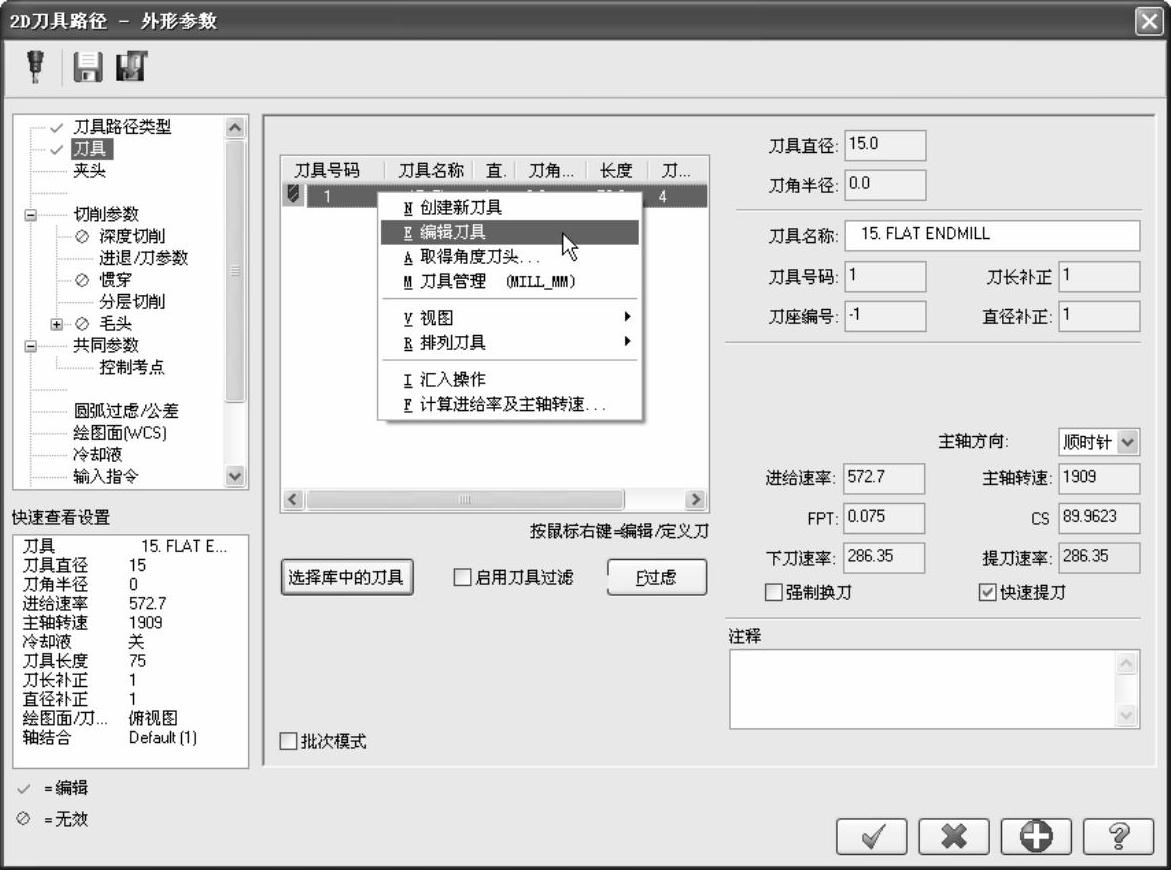
图2-15 选择编辑刀具命令

图2-16 “类型”选项卡
“定义刀具-机床群组-1”对话框有三个选项卡,分别是“类型”、“平底刀”和“参数”。下面分别介绍各个选项卡中的相关参数。
(1)“类型”选项卡
单击“定义刀具-机床群组-1”对话框中的“类型”选项卡,如图2-16所示,用户可根据需要选择合适的刀具类型,系统默认的刀具类型为“平底刀”。
注意:
在加工中常用的刀具主要有平底刀、圆鼻刀和球刀。平底刀对底部为平面的工件进行加工。虽然平底刀的有效切削面积大,但它无过渡圆角。球刀对复杂自由曲面进行粗、精加工,如小型模具、型面粗加工,大小型面的精加工等。圆鼻刀对比较平坦的大型自由曲面的零件进行粗加工,或对底部为平面但在转角处有过渡圆角的零部件进行粗、精加工。
(2)“平底刀”选项卡
选择了刀具类型后,系统将自动打开该类型刀具的选项卡。如选择“平底刀”,则打开“平底刀”选项卡,如图2-17所示。该选项卡用于定义刀具和夹头的结构尺寸参数及刀具加工方式。
不同类型刀具的选项卡内容有所不同,但其主要参数都是一样的,下面以“平底刀”为例来说明刀具几何参数的含义。
1)直径:设置刀具切削部分的直径。
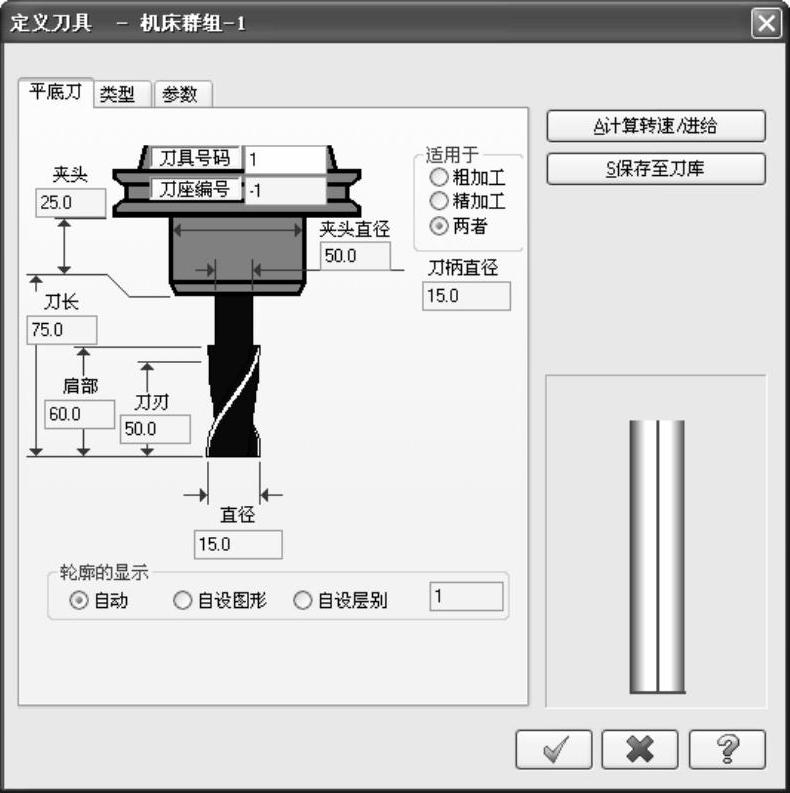
图2-17 “平底刀”选项卡
2)刀刃:设置刀具有效切削刃的长度。
3)肩部:用于设置刀具从刀尖到切削刃的长度。
4)刀长:设置刀具从刀尖到夹头底端的长度。
5)直径:设置刀具的刀柄直径。
6)夹头:设置夹头的长度。
7)夹头直径:设置夹头的直径。
8)刀具号码:系统自动按照创建的顺序给出刀具编号,用户也可自行设置编号。
9)刀座编号:系统自动按照创建的顺序给出刀座编号,用户也可自行设置编号。
10)适用于:用来设置该刀具的使用场合。设置为“粗切”时,只能用于粗加工;设置为“精加工”时,只能用于精加工;设置为“两者”时,在粗、精加工中都可以使用。
11)轮廓的显示:用于设置刀具的外形,系统在对话框的右下角图形预览窗口中显示出设置的刀具类型,包括以下三个选项:
①自动:刀具外形为用户选择刀具类型的默认外形。
②自设图形:可调用外部的MCX文件中绘制的刀具外形。
③自设层别:可调用当前文件中在指定图层上绘制的刀具外形。
(3)“参数”选项卡
在“定义刀具-机床群组-1”对话框中选择“参数”选项卡,就可以设置刀具进给率、刀具材料和冷却方式等参数,如图2-18所示。
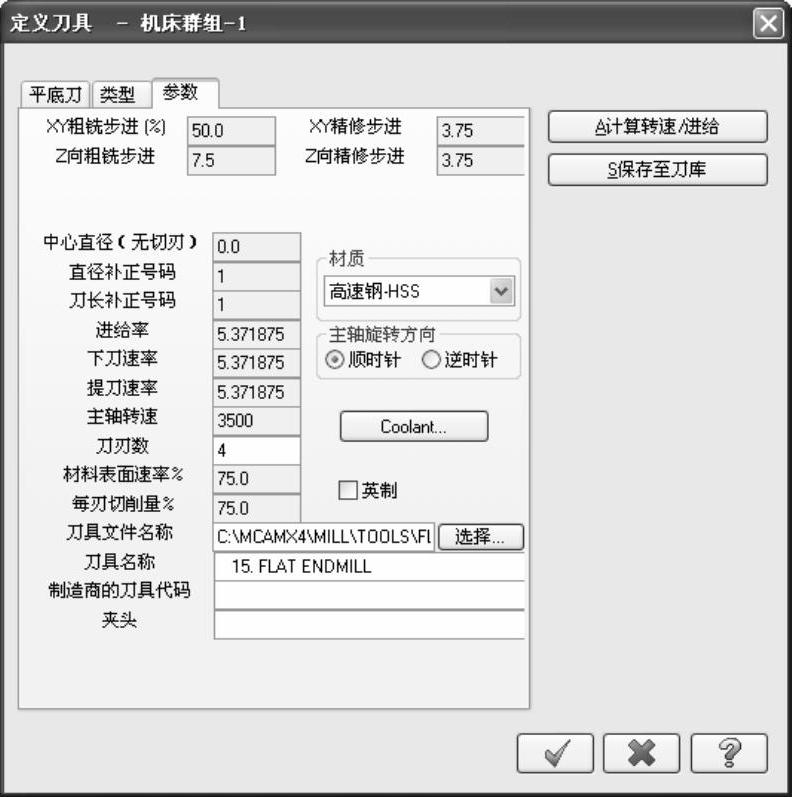
图2-18 “参数”选项卡
“参数”选项卡中主要参数含义如下:
1)XY粗铣步进(%):设置在粗加工时,刀具在XY方向上的吃刀量,该值等于刀具直径乘以粗加工的进给量。
2)XY精修步进:设置在精加工时,刀具在XY方向上的吃刀量,该值等于刀具直径乘以精加工的进给量。
3)Z向粗铣步进:设置在粗加工时,刀具在Z方向上的吃刀量,该值等于刀具直径乘以粗加工的进给量。
4)Z向精修步进:设置在精加工时,刀具在Z方向上的吃刀量,该值等于刀具直径乘以精加工的进给量。
5)中心直径(无切刃):设置刀具所需的中心孔直径,通常用于设置攻丝、镗孔时的底孔直径。(https://www.xing528.com)
6)直径补正号码:刀具半径补偿号,此号为使用G41、G42语句在机床控制器补偿时,设置在数控机床中的刀具半径补偿器号码。
7)刀长补正号码:刀具长度补偿号,在机床控制器补偿时,设置在数控机床中的刀具长度补偿器号码。
8)进给率:设置刀具在XY平面的进给速度。
9)下刀速率:设置刀具快速接近工件的速度。
10)提刀速率:设置切削加工完后刀具快速退回速度。
11)主轴转速:设置刀具的切削速度。
12)刀刃数:设置刀具的切削刃数。
13)材料表面速率%:设置根据系统参数所预设的建议平面切削速度的百分比。
14)每刃切削量%:设置根据系统参数所预设的进给量的百分比。
15)刀具文件名称:设置刀具文件的名称。
16)刀具名称:设置刀具名称。
17)制造商的刀具代码:设置制造者的刀具代码。
18)夹头:输入要显示的夹头信息。夹头是指机床上夹紧刀具的附件。
19)材质:材质列表框中列出了六种刀具材料:高速钢HSS、硬质合金、涂层硬质合金、陶瓷、碳化硼和用户自定义。
20)主轴旋转方向:用于设置主轴的旋转方向,包括“顺时针”和“逆时针”两个选项。
21) :单击“Coolant…”按钮,弹出“Coolant…”对话框,如图2-19所示。用户可根据需要设置相应的冷却方式,选择“Flood”为“On”,则使用液体冷却;选择“Mist”为“On”,则使用喷雾冷却;选择“Thru-tool”为“On”,则使用刀具内部方式冷却;如果以上所有选项均为“Off”,则不使用冷却。
:单击“Coolant…”按钮,弹出“Coolant…”对话框,如图2-19所示。用户可根据需要设置相应的冷却方式,选择“Flood”为“On”,则使用液体冷却;选择“Mist”为“On”,则使用喷雾冷却;选择“Thru-tool”为“On”,则使用刀具内部方式冷却;如果以上所有选项均为“Off”,则不使用冷却。
22)英制:选择刀具参数的单位,包括公制和英制两种,一般选择公制。

图2-19 “Coolant…”对话框
23)计算转速/进给:单击“计算转速/进给”按钮,系统会自动计算出刀具的切削速度,并将计算结果显示于刀具参数对话框中。
24)保存至刀库:单击“保存至刀库”按钮,将新创建的刀具及其参数保存到资料库中。
3.自定义新刀具
用户还可以根据需要来定义新的刀具。如图2-20所示,在刀具栏空白区域单击鼠标右键,在弹出的快捷菜单中选择“创建新刀具”命令,此时系统弹出“定义刀具-机床群组-1”对话框,如图2-17所示。
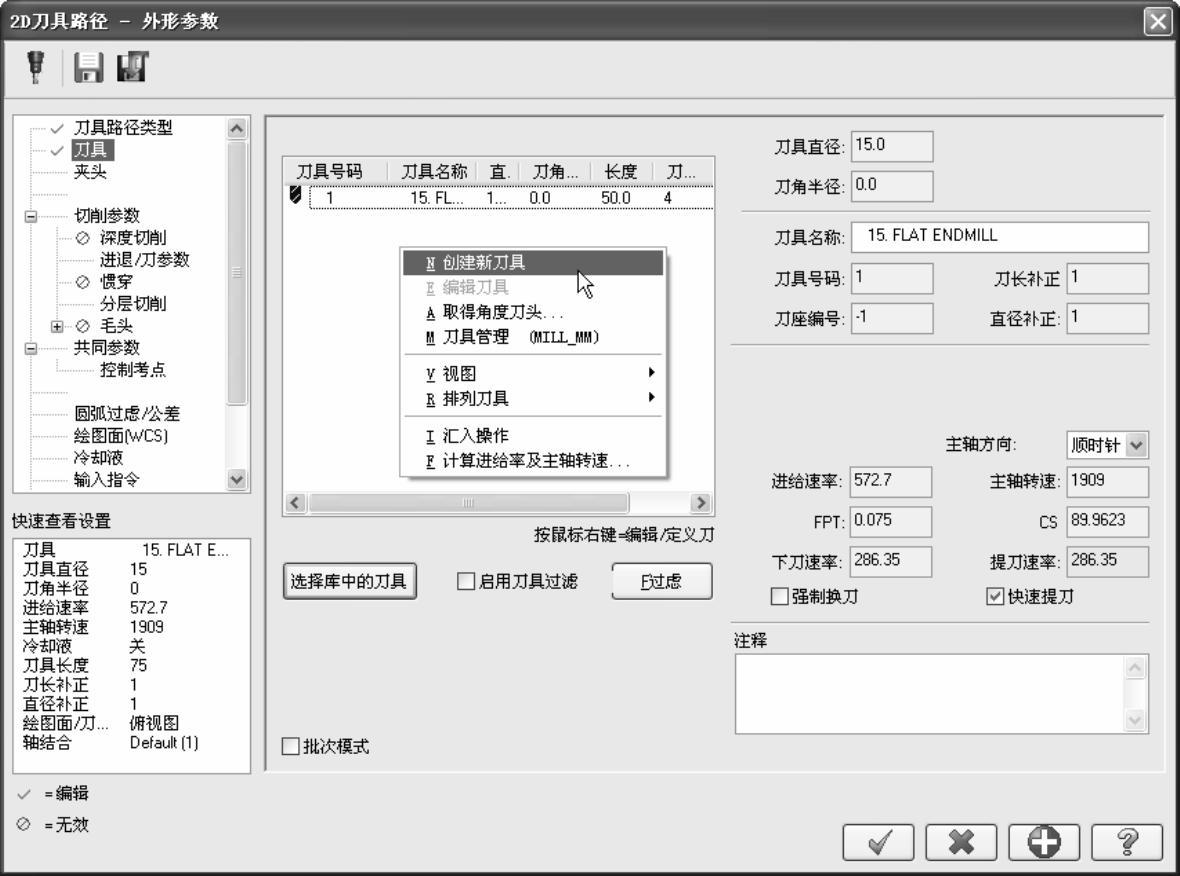
图2-20 “创建新刀具”命令
4.设置刀具加工参数
产生刀具后,返回“2D刀具路径-外形参数”对话框,用户可设置刀具加工参数,如图2-21所示。
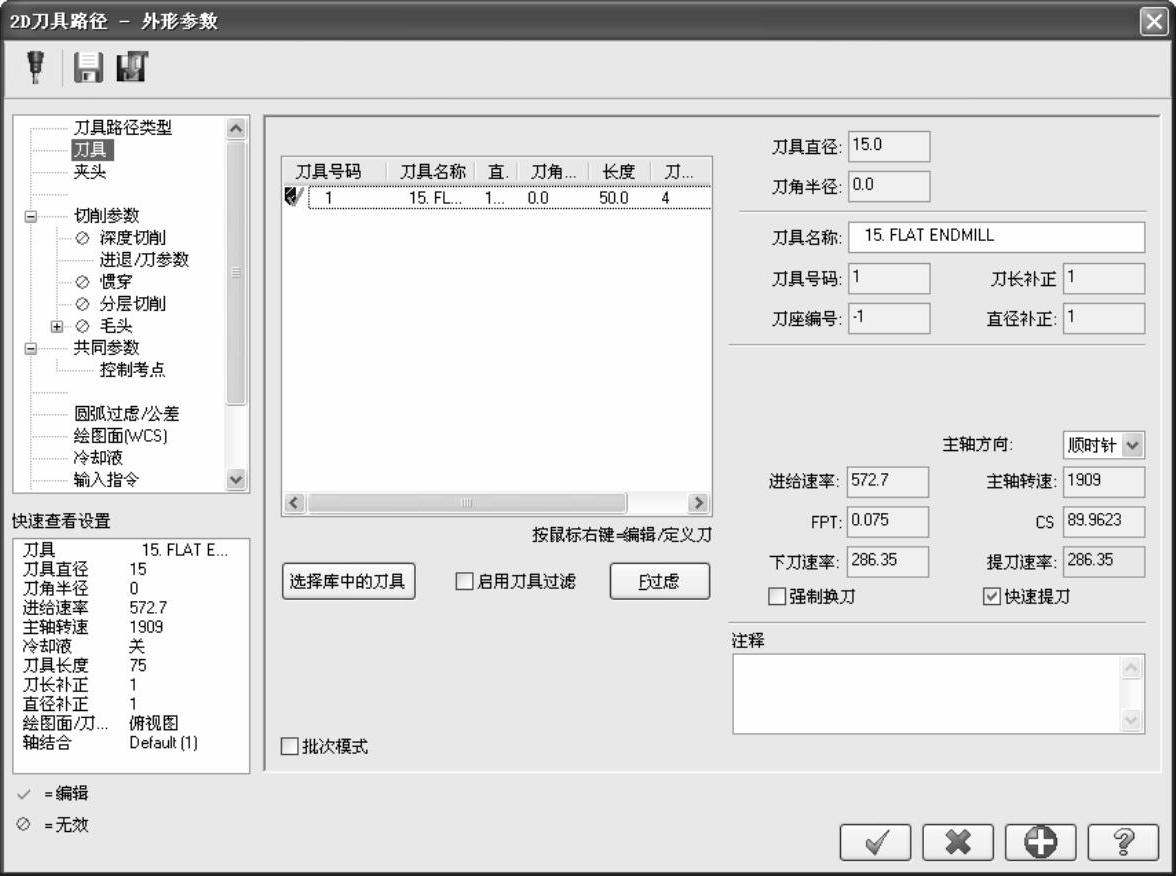
图2-21 设置刀具加工参数
刀具加工参数是加工刀具路径的共同参数,也是数控加工的重要参数。无论采用何种方法生成刀具路径,在指定加工区域后,都需要定义加工刀具的参数,这些参数会直接影响到后处理程序,下面以“平底刀”为例进行介绍。
1)刀具直径:显示刀具直径。粗加工时,根据工件结构和特点选择直径较大的刀具,提高加工效率;精加工时,根据轮廓最小圆角,选择小于圆角的刀具,提高加工质量。
2)刀角半径:显示刀具的圆角半径。设置球刀或圆鼻刀的刀角半径时,要根据轮廓周边的过渡圆角来定,以免发生过切。
3)刀具名称:显示所选刀具的名称。
4)刀具号码:设置刀号。
5)刀座编号:设置刀头号。
6)刀长补正:设置刀具长度补偿号。
7)直径补正:设置刀具直径补偿号。
8)主轴方向:选择机床主轴的旋转方向。
9)进给速率:刀具在XY轴方向的进给速率,如果是钻削,则为Z方向上的进给速率。
10)主轴转速:设置主轴转速,通常根据刀具的直径大小、刀具材料和工件材料等情况来确定。
11)下刀速率:设置刀具在Z轴方向的进给速率。刀具在工件外下刀可选取偏大值,但一般选择进给速率的2/3(300~1000mm/min)。
12)提刀速率:刀具向上提刀退离工件表面的进给速率,一般设定为2000~5000mm/min。
13)强制换刀:选中该复选框,在连续的加工操作中使用相同的加工刀具时,系统在NCI文件中以代码1002代替1000。
14)快速提刀:选择此复选框时,加工完毕后系统以机床的最快速度退刀;未选择此复选框时,加工完毕后系统以设置的退刀速率退刀。
15)注释:输入刀具路径注释,以方便将来NC程序的阅读。
16)选择库中的刀具:选择刀具库。
17)启用刀具过滤:用于过滤显示刀具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。