



产品制造时,产品的形状位置和尺寸公差检验是一道重要的工序。形状位置和尺寸公差的准确程度,对制造机械设备来说,不仅会影响到组装或工地总装的可能性,而且还会由于连接的问题等因素而影响使用的经济性、安全性和使用寿命。为此在制造产品的过程中,必须遵守工艺规程,并对各道工序的重要部位,进行质量管理,控制不符合形状位置和尺寸公差标准的产品,不应将不合格流向下道工序。待产品装配完工后,还要进行全面的最终形状位置与尺寸公差的检测。
几何尺寸检验,贯穿在从零件下料开始直到加工成形和部件组装完成的整个过程。对各个环节的检验是保证产品形状位置和尺寸公差合格的必要条件。机械产品的种类繁多,形状位置和尺寸公差在制造中的要求各有不同。因此,检验的内容、要求和手段也各不相同。下面仅对一些主要产品作分析。
1.钢结构的检验
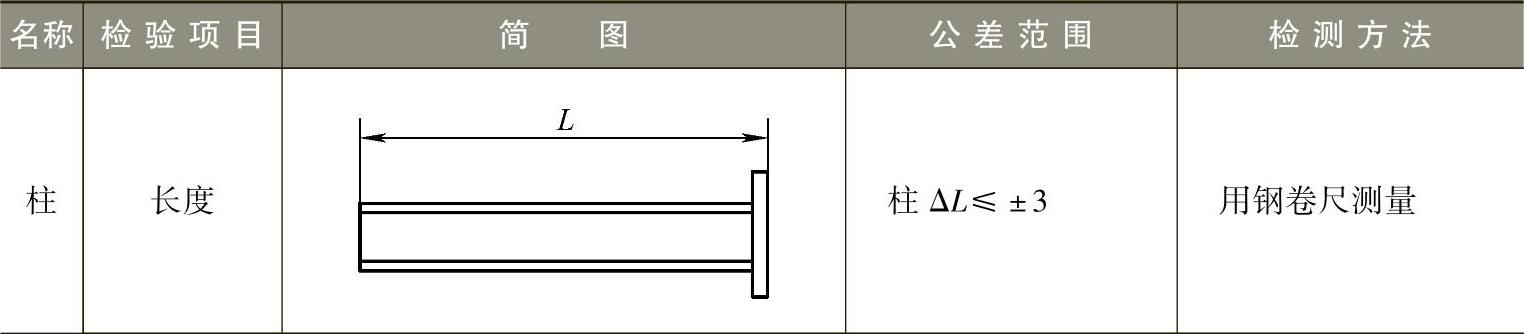
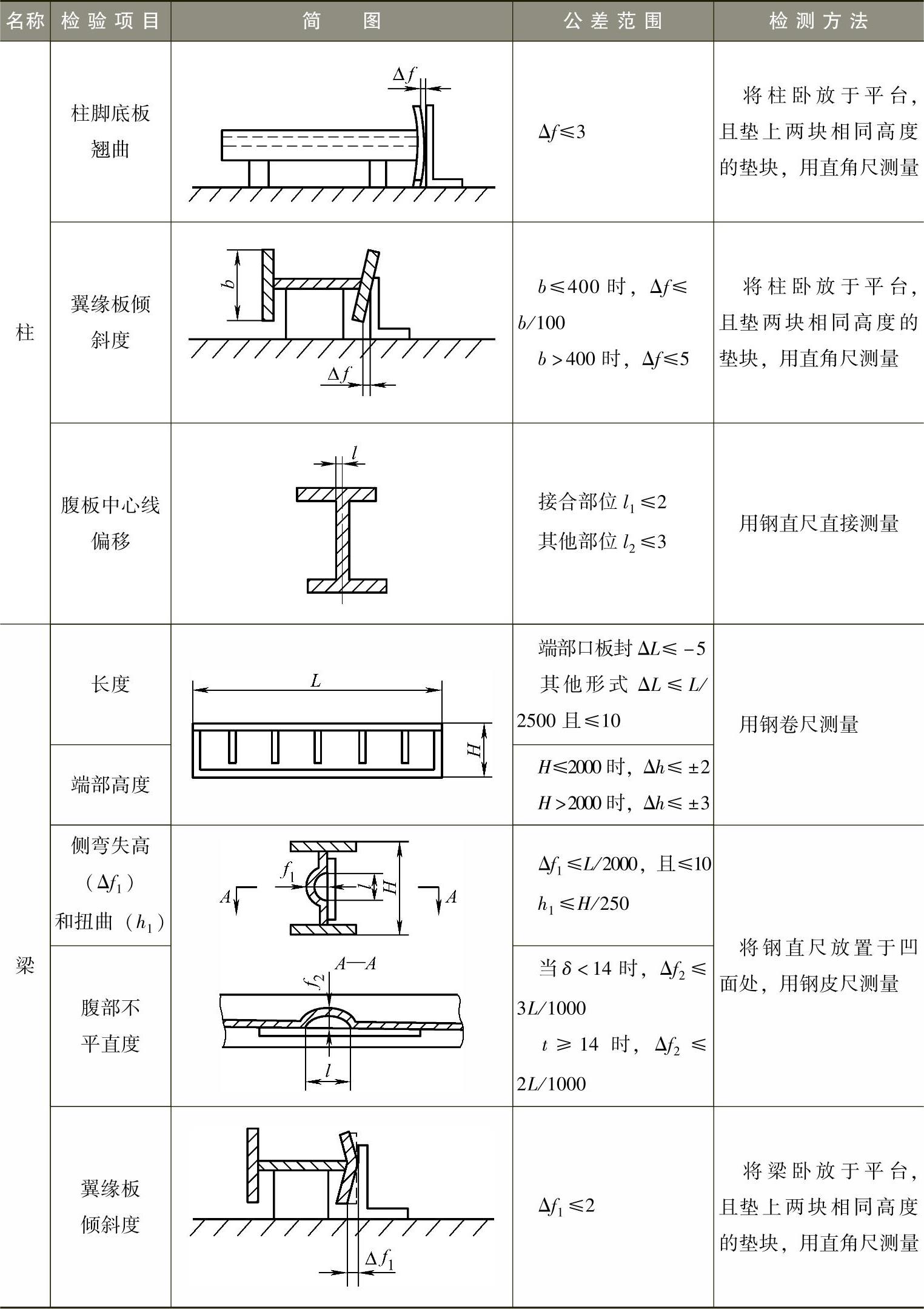
钢结构构件主要部件是柱与梁的检验,表8-11为钢柱、梁质量标准及检验方法。
表8-11 钢柱、梁质量标准及检验方法 (单位:mm)
(续)
2.产品的最终检验
产品的最终检验,包括产品相互连接尺寸的检验和特性尺寸检验两个内容。
1)钢结构的连接尺寸检验,一般是指柱的底脚螺栓孔对底板中心轴线的偏差,如图8-42所示,e≤1.5mm。柱底面到牛腿支承面距离的偏差是一般柱底面到牛腿距L1≤10mm时,ΔL≤±5mm,L1>10mm时,ΔL≤±8mm。
2)容器连接尺寸的检验一般是指法兰螺栓孔、支承座等。(https://www.xing528.com)
①接管法兰。法兰的螺栓孔应与壳体主轴线或铅垂线跨中布置。有特殊要求时,应在图样上注明。如图8-43所示。法兰面应垂直于接管或圆筒的主轴中心线。接管法兰应保证法兰面的水平或垂直(有特殊要求的应按图样规定),其偏差均不得超过法兰外径的1%(法兰外径小于100mm时,按100mm计算),且不大于3mm。
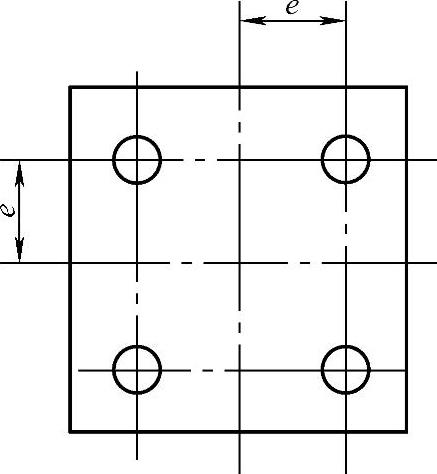
图8-42 底脚螺栓孔对底板中心轴线的偏差
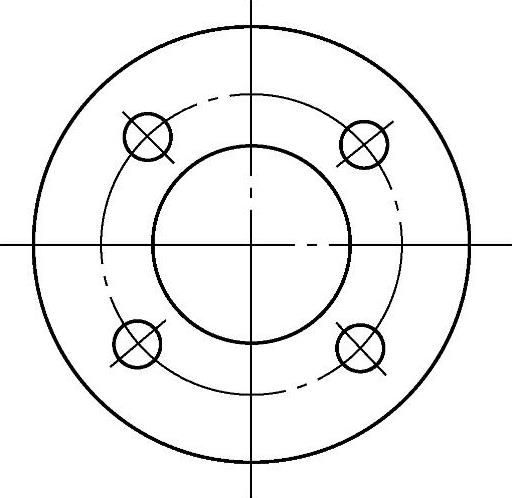
图8-43 法兰螺栓孔
②支承座位置。由于支承座位置是直接与基础连接的。如果与基础偏移大,一方面会影响容器的就位。另一方面还会影响连接管路的尺寸限制乃至受阻。所以对支承座位置尺寸的检验,同时还应对接管与支承座位置的相对尺寸检验。直立容器的底座圈、底板上地脚螺栓孔应跨中均布,中心圆直径偏差、相邻两孔弦长偏差和任意两孔弦长偏差均不大于2mm。
3)特征尺寸的检验。特征尺寸主要是指影响强度、安全性和使用性的尺寸。最终检验时,应对容器的直度、圆度进行检验。
产品的使用性能是指影响容积和传热方面的尺寸。如容积的检测可由周长和轴向测量值计算所得。也可用通水试验的水量测定,以及一些传动设备的传动机构测定。
3.产品附件的检验
产品的附件检验包括容器的水位指示器、容器的压力超负荷的安全阀等在紧急情况下,能否排放等一系列的检测。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。