



1.胀接前的备料和准备工作
胀接前的备料和准备工作是十分重要的,胀接前首先要对胀接的管子进行加工成形(如矫直、弯管等),然后编号,对管板也要进行编号和清理、抛光工作,胀管前还必须对管子管端进行退火处理及抛光打磨加工,同时要选择好相适应的胀管机和胀管器,并准备好扁形楔铁(定位用,可用焊接头加工后代替)、始胀和终胀的样板及锤子等辅助工具。
2.制定初胀和复胀的工艺步骤
初胀时,尽量选择对称合理、变形小的胀接步骤。对于对称结构,必须同时进行胀接,并以对称中心管排为定位基准,两端对称胀接,防止渐次胀接出现的挠曲变形和几何形状失准。
3.制定胀接后的致密性检测和气压试验工作
在初胀和复胀及整个装配工序完成之后,必须制定与之相适应的水压试验,并要达到一定的压力要求,一般水压为工作压力的1.5倍左右。气压试验时,则需通过把胀接结构内的水加热至所需温度,来观察蒸汽压力的稳定性,并将其压力保持一定的时间,同时观察连接处是否漏气、漏水。若压力太高而漏气、漏水时,可适当放掉一些蒸汽,然后在规定的压力下,继续查看是否有漏气、漏水现象。
4.胀接质量的检验(https://www.xing528.com)
(1)胀接质量分析 胀接质量的好坏将直接关系到产品的质量,因此,要了解胀接可能产生的缺陷及产生的原因,预先采取措施,尽量避免产生缺陷。
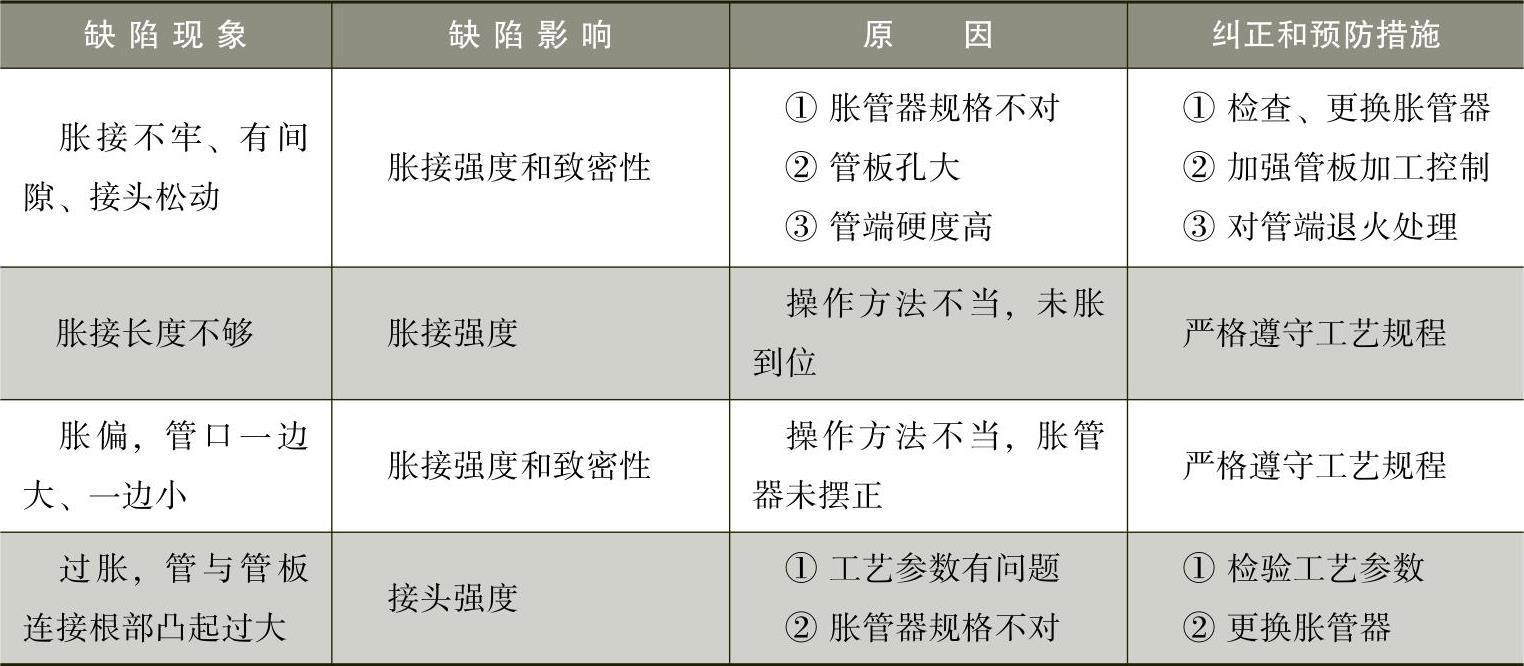
胀接缺陷有多种,胀接质量上的表现就是连接强度不够或接头致密性不好。而影响胀接质量的因素很多,如管子与管板孔之间的间隙、胀接面的粗糙度、胀管方法、胀管器及胀紧力的大小等。表7-2列出了一些影响胀接质量的因素及其可能造成的缺陷和纠正预防措施。
为了避免产生缺陷而影响胀接质量,在正式胀接前,应试胀几个接头进行验证,无误后方可进行正式胀接。
表7-2 胀接可能产生的缺陷、影响、原因及纠正预防措施
(2)胀接质量的检验内容 主要有胀接接头是否严密和胀接接头是否过胀两个方面。若胀接接头太松不严密,则水压试验时就会出现漏水、漏气现象。卸掉压力和降温后,根据所做的记号,对漏水、漏气的管子、管板继续复胀,直到胀紧为止。检查时,如果胀接接头过胀,则管子和管板的连接处的内表面会产生起皮、粗糙(不光滑)和压痕等现象,这样会影响管子和管板的工作寿命。一般应对此类管子进行拆除和更换,并再次通过水压和气压试验来复验更换后的管子是否漏水、漏气。有时这种水压和气压试验要进行2~3次,直到管子不再漏气、漏水为止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。