



铆接可分为冷铆、热铆和拉铆三种方式,在铆接前应在钢板上先如工出铆钉孔,铆钉孔的大小应根据铆接方式确定。
冷铆时,铆钉直径一般不超过13mm,手工冷铆一般适用于直径小于8mm铆钉的铆接,铆接铆钉时,正常的压缩空气压力,一般小于表7-1中所列的数值。
表7-1 压缩空气压力与铆钉直径的关系

拉铆时,钉孔直径应比铆钉直径大0.1mm左右,过大会影响连接强度,应根据心棒的直径选定铆钉枪头的孔径,并调整导管位置螺母松紧,使心棒能自由插入导管的拉夹中,其内孔与心棒选用间隙配合,然后将铆钉穿入钉孔中,套上风动拉铆枪,按动扳钮,将心棒拉断,拉铆即告完成。拉铆可铆接复杂的构件和容器,但拉铆必须应用特制的抽芯铝铆钉,因此仅用于轻载构件的连接。
热铆是将铆钉加热到高温再铆接的方法,若用铆钉枪铆接,铆钉的加热温度一般为1000~1100℃;用铆接机铆接时,铆钉的加热范围为650~670℃。除铆钉加热外,热铆的操作过程基本与冷铆相同,但在穿铆钉前应注意去除铆钉表面的氧化皮,穿钉要迅速,铆接要快,争取铆钉在较高温度下完成铆接工作。
热铆时,由于铆钉受力膨胀变粗,且钉杆易于镦粗,为了穿钉方便,通常铆钉孔直径比铆钉直径大5%~10%。铆钉孔加工时,应先钻孔,留1~2mm的余量,待装配后,用铰刀加工到要求的孔径。
铆接变形有钉头偏移或钉杆歪斜,钉头局部未与工件表面贴合,板料接合面有缝隙,钉头形成凸斗及磕伤板料,钉杆在孔内弯曲,钉头有裂纹,钉头周围有过大的帽缘和钉头有伤痕等。
1)铆钉头偏移或钉杆歪斜,如图7-5所示。
2)铆钉头局部未与板件表面贴合,如图7-6所示。
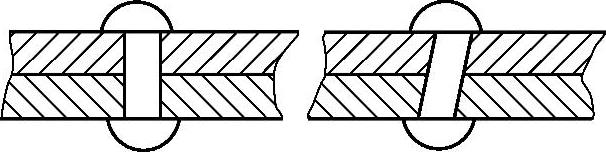
图7-5 铆钉头偏移或钉杆歪斜
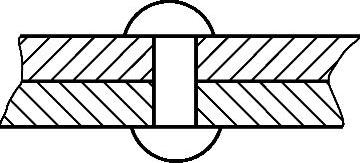
图7-6 铆钉头局部未与板件表面贴合
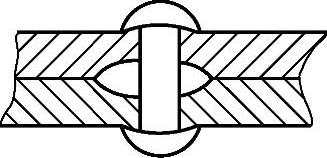
3)板料接合面之间有缝隙,如图7-7所示。
4)铆钉头形成凸斗及磕伤板料,如图7-8所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-7 板料接合面之间有缝隙
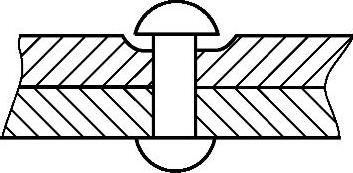
图7-8 铆钉头形成凸斗及磕伤板料
5)铆钉杆在钉孔内弯曲,如图7-9所示。
6)铆钉头有裂纹,如图7-10所示。
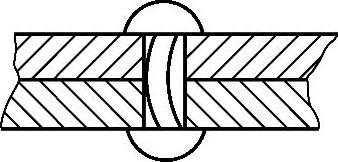
图7-9 铆钉杆在钉孔内弯曲
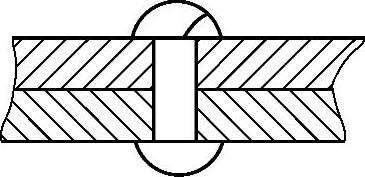
图7-10 铆钉头有裂纹
7)铆钉头周围有过大的帽缘,如图7-11所示。
8)铆钉头有伤痕,如图7-12所示。
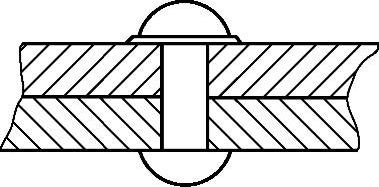
图7-11 铆钉头周围有过大的帽缘
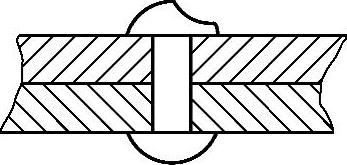
图7-12 铆钉头有伤痕
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。