



焊接内部缺陷有裂纹、气孔、夹渣、未焊透与未熔合等。
1.裂纹
裂纹产生的原因有工件刚度过大,焊件有淬硬倾向,焊材选用不当,焊条受潮,焊件坡口有杂物等。裂纹是在焊接应力及其他致脆因素共同作用下,焊接接头中局部区域的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
裂纹产生于焊缝或母材中,如图7-1所示,其中裂纹4、5、6为热影响区纵裂纹。
裂纹是最严重的缺陷,它使焊件截面减小,造成应力集中,尤其在动载荷作用下,即使微小的裂纹也容易扩展成宏观裂纹造成结构破坏,产生严重事故。
2.气孔
气孔是由于焊条受潮、电弧过长、工件有污物而造成的。气孔包括缩孔。气孔是熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。气孔可能是单个存在的球形、条形和虫形体,也可能是链状或孔群状的形体,如图7-2所示。气孔的存在减少了焊缝工作截面的致密性,在某些结构的焊缝中允许存在少量的气孔。

图7-1 裂纹(裂纹及可能出现的部位和分类)
a)裂纹部位 b)热影响区
1—焊缝纵裂纹 2—焊缝横裂纹 3—热影响区横裂纹 4—焊道下裂纹 5—焊趾裂纹 6—焊根裂纹 7—剪切墙 8—平台
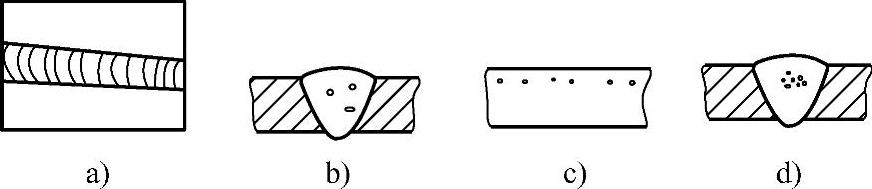
图7-2 焊缝中的气孔示意图(https://www.xing528.com)
a)外部气孔 b)内部气孔 c)连续气孔 d)密集气孔
3.夹渣
夹渣是由于焊接过程中熔渣清理不干净、焊接电流太小、焊速过大等造成的。当熔化金属凝固时,熔渣来不及自熔池中浮出而残留在焊缝金属中就会形成夹渣,具体原因有电弧保护及熔池金属保护不好,焊件边缘有油污、铁锈,多层焊时前道焊缝未清理干净等。
夹渣会降低焊缝强度,对于某些结构,在保证焊缝强度和致密性的条件下,也允许存在尺寸不大的夹渣,如图7-3所示。
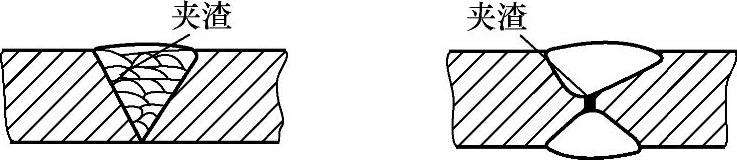
图7-3 夹渣
4.未焊透与未熔合
未焊透与未熔合是由焊接过程中焊接电流过小、焊缝过大、坡口角度过小、钝边太厚、间隙过小、焊条直径过大、焊条角度不正确、电弧偏移等因素造成的,如图7-4所示。

图7-4 未焊透与未熔合
a)未焊透 b)未熔合
未焊透是指焊接时接头的根部未完全熔透,未熔合是指焊料与金属未能熔合。未焊透与未熔合均会使接头强度减弱,容易引起裂纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。