



1.变形后的矫正方法
工件装配焊接以后,虽然采取了种种控制措施来防止或减少变形,往往还是难以完全避免变形的产生。当变形量超出允许范围时,就必须进行矫正,使之符合质量要求。矫正的实质是让变形的工件产生相反的新的变形,以抵消工件焊接后受热产生的变形。
常用的矫正方法有机械矫正和火焰矫正两大类。
(1) 形结构件的矫正 如图6-2所示为立板偏向一边的Ⅱ形钢制结构件,因焊缝集中在构件中性轴的一侧,焊接后构件焊缝收缩产生旁弯变形。矫正时,在上、下侧板的凸部选择若干个位置,同时采用三角形加热,即可矫正
形结构件的矫正 如图6-2所示为立板偏向一边的Ⅱ形钢制结构件,因焊缝集中在构件中性轴的一侧,焊接后构件焊缝收缩产生旁弯变形。矫正时,在上、下侧板的凸部选择若干个位置,同时采用三角形加热,即可矫正 形结构件的旁弯,其火焰矫正示意图如图6-2所示。
形结构件的旁弯,其火焰矫正示意图如图6-2所示。
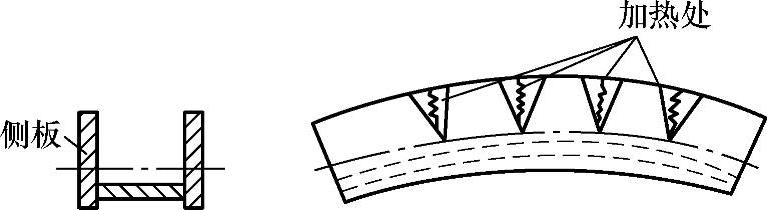
图6-2 形钢制结构件的火焰矫正示意图
形钢制结构件的火焰矫正示意图
(2)箱形梁的矫正 箱形梁焊接不当常会出现角变形、上拱和旁弯等变形。矫正时,可先矫正角变形,再矫正上拱变形,最后矫正旁弯,若施加外力则更好。矫正箱形梁的加热位置和加热形状如图6-3所示。
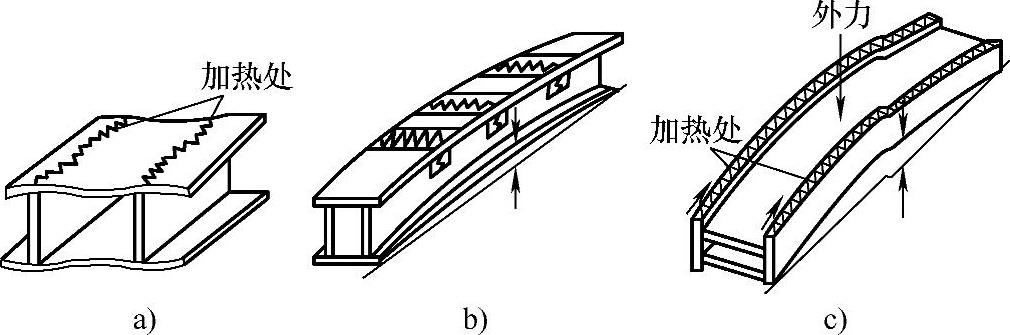
图6-3 矫正箱形梁的加热位置和加热形状
a)角变形 b)上拱 c)旁弯
如图6-4所示为箱形梁焊接后产生扭曲的矫正示意图。
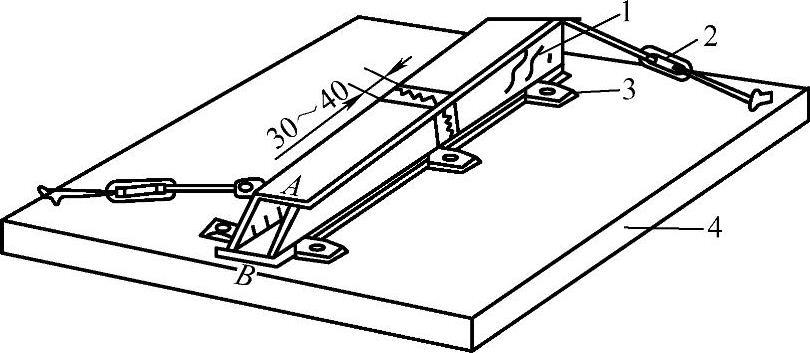
图6-4 箱形梁扭曲的矫正示意
1—加热线 2—拉紧螺栓 3—E板螺栓 4—平台
箱形梁刚度较高,矫正时必须施加外力协助,先把箱形梁放在平台4上,并用压板螺栓3压紧,然后在箱形梁中部上翼板处进行加热,加热宽度为30~40mm,加热温度和速度的大小可根据扭曲程度而定。变形较大,加热温度高些,可采用2~3把焊炬同时加热矫正。若扭曲很大,可在中部腹板处同样加热,加热后应立即调节拉紧螺栓。
若尚有扭曲,则可在A、B两端的腹板处加热。A端在左板加热,B端在右板加热,加热线1倾斜约40°角。在加热后拧紧螺栓。冷却后若尚有扭曲,可再重复一次,但加热位置应与前一次的加热位置错开。(https://www.xing528.com)
(3)圆筒体的矫正 圆筒体焊接后,在拼焊缝处常会产生内凹和外凸等缺陷,一般采用火焰矫正和使用卷板机矫正。
如图6-5为火焰矫正筒体纵变形的示意图。
在纵缝处进行线状加热,宽度为8~20mm,温度为600℃左右,并在筒内用螺杆或千斤顶向外顶压,经两次线状加热后基本上能矫正筒体的内凹变形。
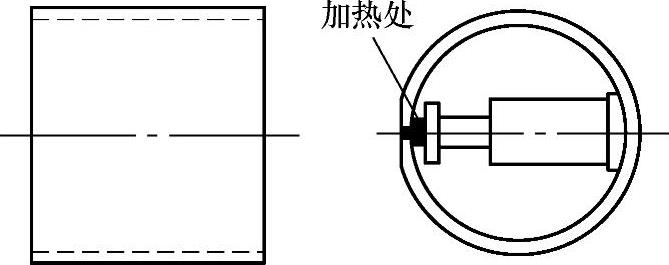
图6-5 火焰矫正筒体纵缝内凹变形的示意图
厚壁筒体焊接后,常会产生局部圆弧过大、过小或椭圆等缺陷。矫正时先将筒体竖直放在平台上,下面垫上木块,用圆弧板找出过大、过小处。然后分别在筒体内、外壁沿纵缝进行线状加热,加热后自行冷却,一次不行可进行多次,直至达到技术要求为止。图6-6为厚壁筒体的火焰矫正示意图。
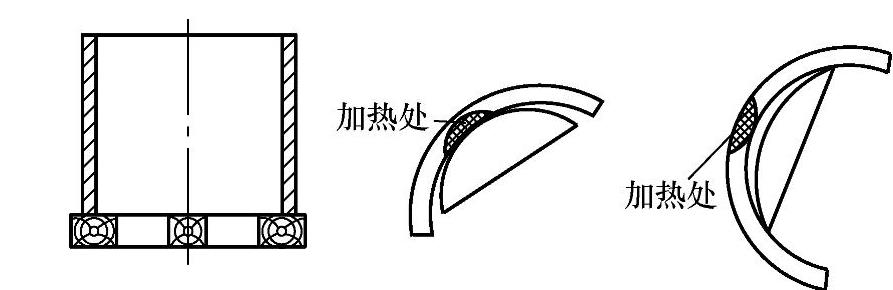
图6-6 厚壁筒体的火焰矫正示意图
2.减少矫正工作量的途径
由于矫正是一个费时、费力又要求技术性较高的工作,所以,选择好减少矫正工作量的途径是很必要的。
1)尽量使用橡皮成形代替手工成形,同时提高橡皮成形的单位压力。
2)可采用新的淬火液减小淬火的变形量。
3)推广采用一步成形法,即在新淬火状态下成形,减少矫正工作量。
4)采用空气锤等相关机械来辅助矫正变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。