



一、锅筒的装配工件图如图所示(见图5-36)
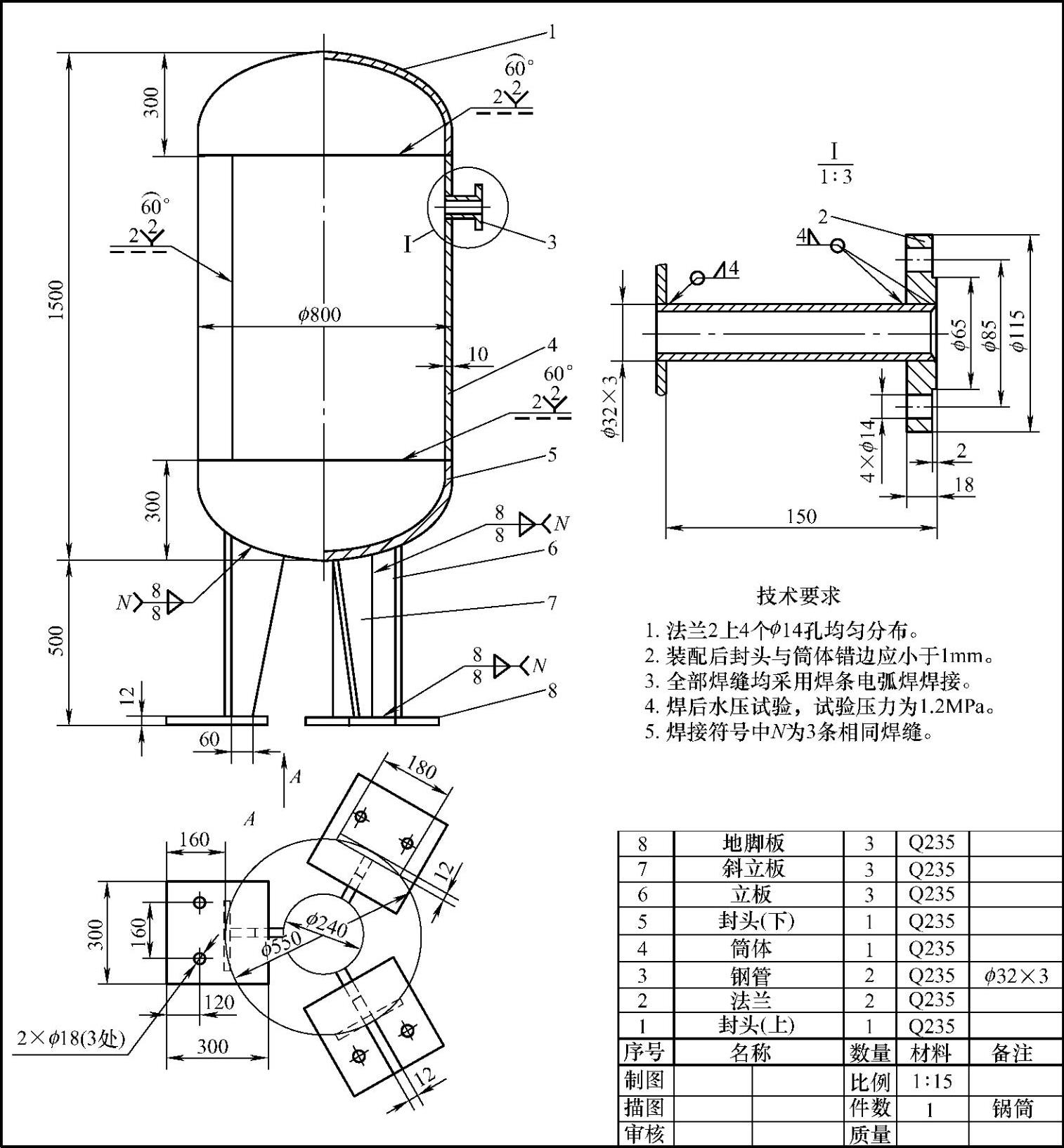
图5-36 锅筒装配工件图
1)识读工件图样,进行简单的工艺分析。本工件为压缩空气储锅筒,由筒体和封头等零件组合装焊而成。锅筒属于压力容器,装配、焊接的技术要求较高。严格控制筒体与封头对接环缝的间隙及确保筒体与封头的同轴度,是主要的装配工艺要求。
为了便于焊接和焊接变形的矫正,本工件应采取先部件装焊,再整体总装的装配方法。部件划分如下:
法兰2和钢管3组成部件A(2件);立板6、斜立板7和地脚板8组成部件B(3件);封头(上)1、筒体4和封头(下)5组成部件C。
2)准备装配夹具,其中应有数量较多的楔条夹具。
3)准备装焊滚轮架,以规格较大的槽钢或工字钢代替滚轮架亦可。
三、装配步骤与方法
1.装配部件A
按图样要求装配法兰2、钢管3,使两者保持垂直,然后以定位焊固定,进行焊接。
2.装配部件B
先在斜立板7上划出立板6的位置线,将两者按线装配定位,矫正好垂直度,定位焊固定(见图5-37a、b)。然后,在地脚板8上划出立板6、斜立板7的位置线,再按线定位,矫正好立板6与地脚板8的垂直线,定位焊固定,成为部件B(见图5-37c)。
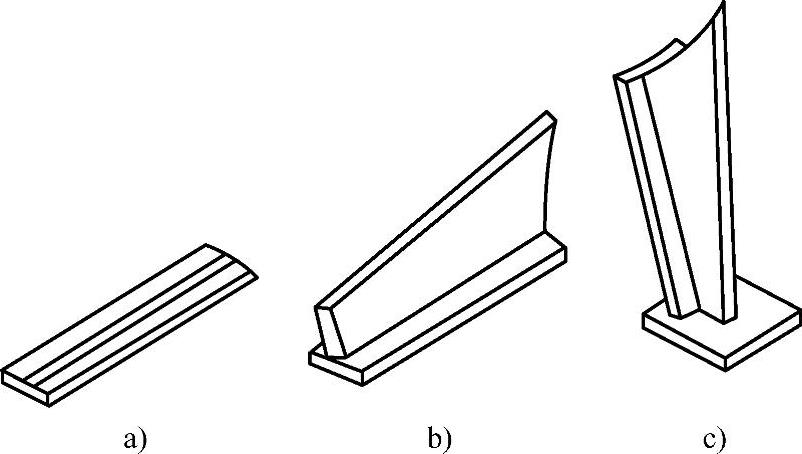
图5-37 锅筒部件B的装配
3.装配部件C
将筒体4卧放在滚轮架上,装配封头1、5和筒体4。由于封头刚度大,不易产生变形,故装配中应以封头为基准,进行环缝对接,达到两者错边小于1mm的技术要求。局部错边过大处,要用楔条夹具予以调整。部件C的上述装配过程,如图5-38所示。部件C装配后,按图样要求将部件A装配在部件C上。然后,在滚轮架上完成环缝接。(https://www.xing528.com)
4.总装
在装配平台上按图样给定的位置、尺寸固定部件B,再吊起部件C(含部件A)置于部件B上。然后,以封头5曲面轮廓为基准,修正部件B上部接合线,并调整筒侧与基准面(平台面)的垂直度和接管方向,矫正后定位焊接,完成锅筒总装(见图5-39)。
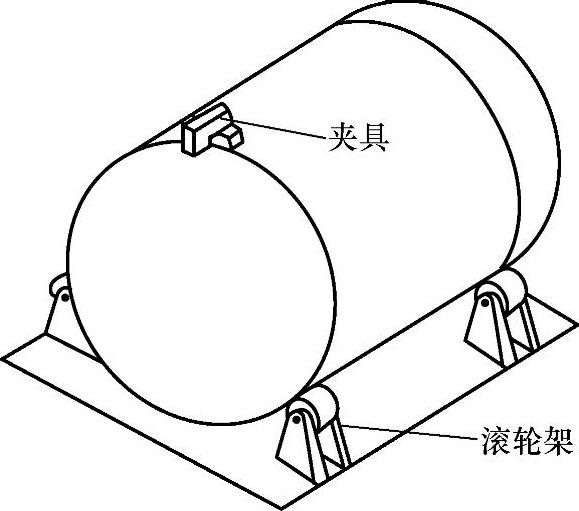
图5-38 部件C的装配
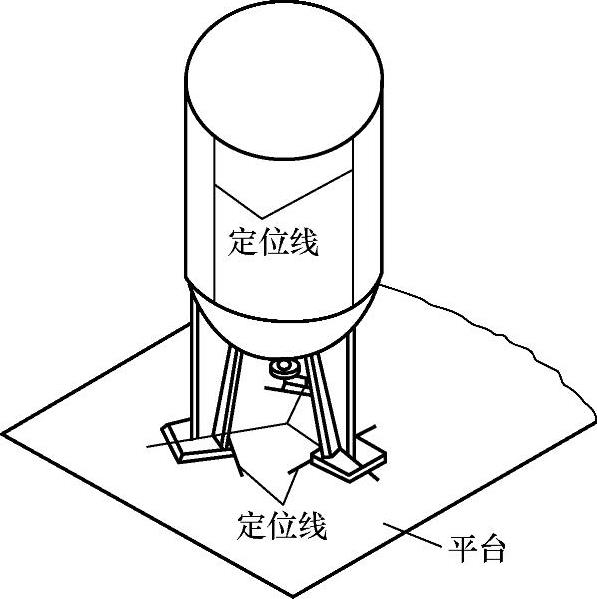
图5-39 锅筒总装配
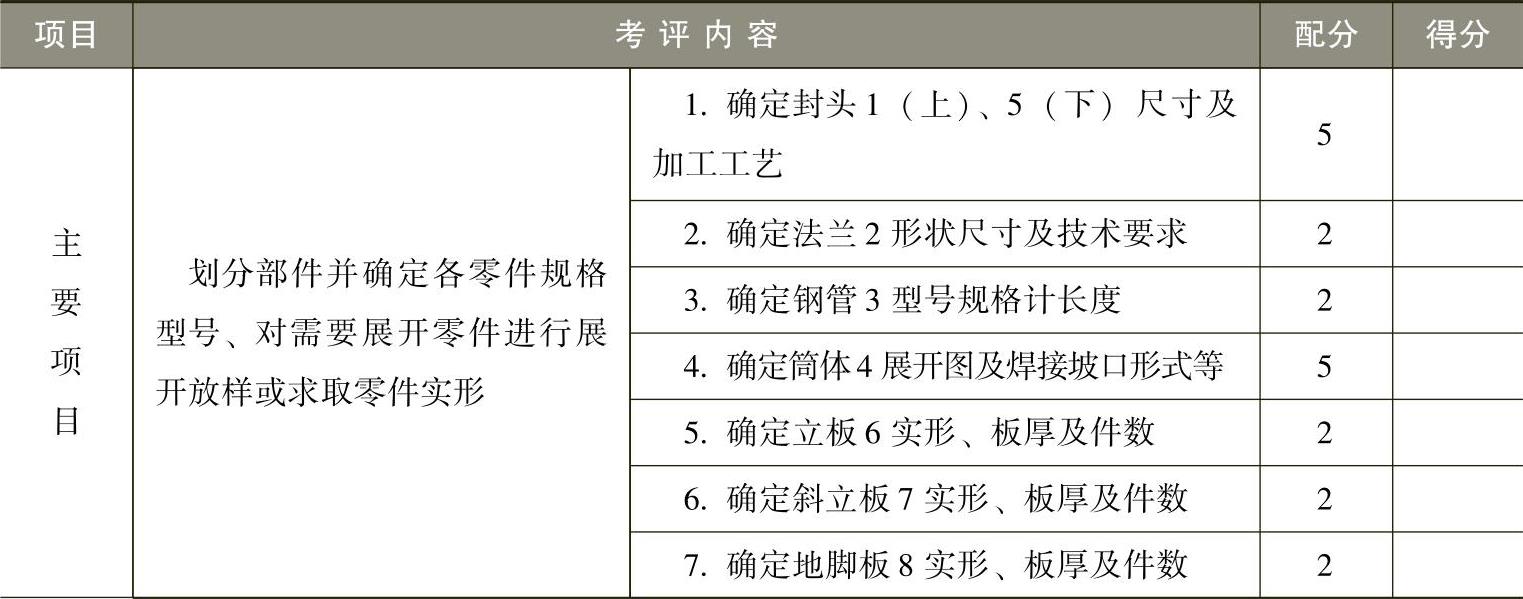
四、评分标准
评分标准见表5-1。
表5-1 考核评分标准表
(续)

五、装配质量检验
1)检验锅筒筒体与地脚板平面的垂直度。
2)检验三个地脚板的平面度、位置、尺寸。
3)检验接管方向和尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。