



1.筒体工件拼装胎的制作
筒体的对接技术要求主要有两点:对接后筒体的直线度;两节对接环缝的错边值。
小直径筒体工件对接,可以利用平台槽、V形架或平直的槽钢来进行装配。当筒节工件较大时,可制作专用筒形工件拼装胎来进行装配。筒节工件拼装胎使用示意图,如图5-29a所示。
自制筒形工件拼装胎,如图5-29b所示。支承底板根据实际情况确定,T形槽的设置是为了使两辊轴间距可调,以适用不同直径的筒形工件。轴辊用刚度较好的无缝钢管制作,两端配以轴头。长度较长时,可以考虑在轴辊中部下边设置可随动的轴承支承,以克服由于筒形工件较重而使辊轴产生弯曲。使用时,筒体的转动可以人工推动或用撬杠撬动。
当筒节对接时,某一筒节直径有偏差,需要调整滑边量时,可在轴辊上加垫解决。
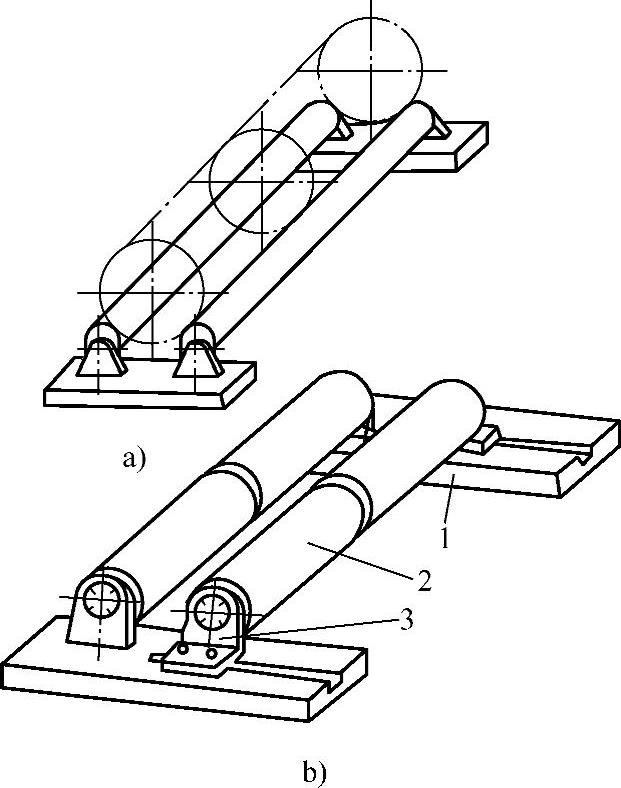
图5-29 自制筒形工件拼装胎
1—支承底板 2—辊轴 3—轴承
2.屋架胎的制作
桁架结构的装配胎大部分是根据桁架的形状、尺寸制作的。成批生产的屋架,可采用屋架胎进行装配,如图5-30所示。
其主要步骤如下:
1)将屋架的实际尺寸和形状画在装配平台上,并把安装胎模板的位置确定好。
2)制作胎模板。胎模板的形式可以按图5-30所示A―A剖面。在胎模板上装有卡兰压紧器。胎模板上的切口要求准确,高度要一致。
3)安装胎模板。胎模板的安装要依据装配平台上画的屋架线。安装后要拉线进行位置检查,符合施工图样要求后才能进行屋架装配。
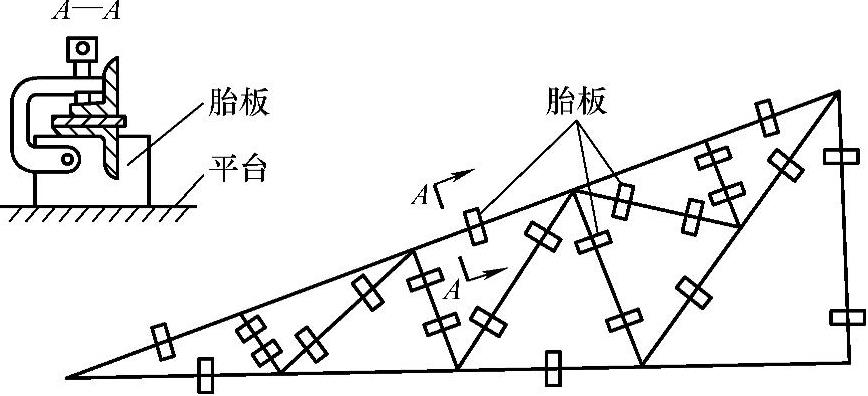
图5-30 屋架装配胎
3.罐顶胎的制作
图5-31所示为弧形罐顶结构。它由许多钢板和加强肋组合而成。胎架制作步骤如下:(https://www.xing528.com)
(1)确定胎模板的位置和数量 胎模板的位置和数量的选择要结合罐顶结构的特点,胎模板应设在加强筋的位置上,如图5-32所示。而环缝位置应在模板之处如图5-33所示,这样可将钢板牢牢地固定在模板上,减少焊缝处的变形。

图5-31 罐顶结构

图5-32 胎模板平面位置图
(2)胎膜的制作 罐顶大型罐顶胎模的制作可按下列步骤进行制作:
1)将顶盖的侧示图画在平台上。在这个实样下取一条基线,这线就是胎模的基线,并平行于顶盖平面。胎模的高度应该是以在胎底架下施工方便为原则。
2)在平台的基线上,确定胎模的位置。将钢板放在找出的位置上,依照实样的弧度和基线截割模板的上下两端,如图5-34所示。然后编上号码,以备安装。在模板上应画出检验线,并平行于基线,此线可供安装时检查模板的水平情况。
对于较小的罐体,模板可以制成整块的,直接在平台上组立,用样板截割线型即可。制造胎模合拢胎时必须考虑加工留量,不但能符合图样形状并应保证其尺寸留量要求。
3)胎模的安装。在装配平台上将罐顶盖的平面图画出,以便找出胎模板的安装位置。模板应按确定的位置进行安装,并垂直于平台。另外,可用水平管检查模板上的水平标志线是否在同一平面上。对于较高的模板要焊上支撑梁,使胎架有足够的强度,不至于发生变形。最后进行铺板、找正、拼接,在顶盖板上画出加强肋安装线,进行加强肋的装配。如图5-35所示。

图5-33 油罐盖板固定在模板上
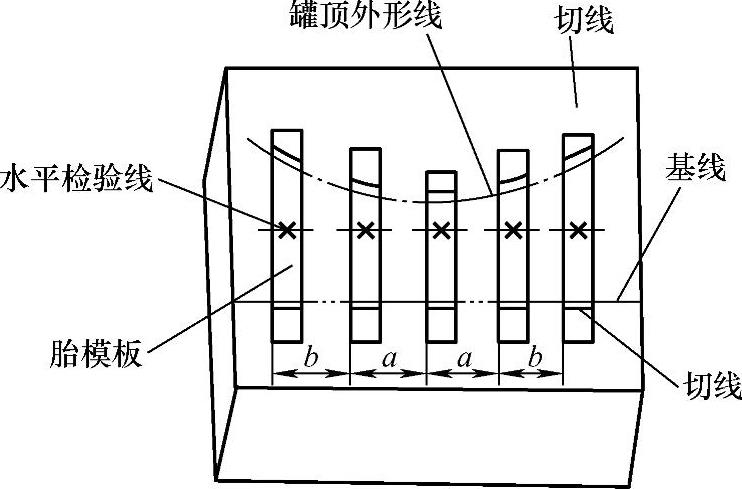
图5-34 模板的截取
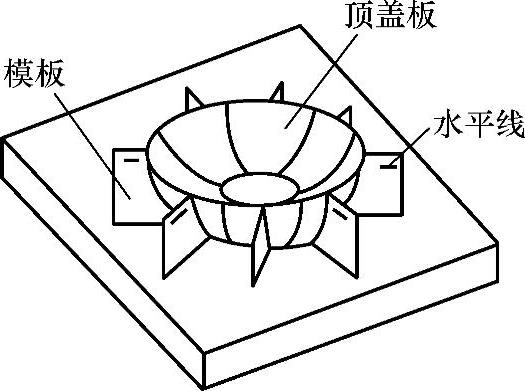
图5-35 顶盖装配
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。