



利用模具对板料施加压力,使它弯曲成一定角度或一定形状的加工工艺称为压弯,压弯除自由压弯变形外,其他压弯成形基本上取决于模具的形状和尺寸,因而模具的优劣将直接影响到压弯的质量。
1.压弯模
压弯模的结构形式很多,随弯曲件的形状、压弯数量和所用的压弯设备而定,一般采用单工序的简单压弯模。
(1)单角压弯模 图4-6a所示为简单的单角压弯模的外形。压弯模工作部分的主要技术参数包括凹模、凸模的圆角半径,凹模的深度及模具的宽度等。
凸模的圆角半径R凸等于弯曲零件内壁的圆角半径,但不能小于材料的最小弯曲半径,否则压弯件易出现弯裂现象。
凹模的圆角半径R凹板料的厚度而定,R凹过小,压弯时所需的压弯力将增大,而且材料变形进入凹模时摩擦增加,表面易擦伤或出现裂痕,所以R凹不能小于3mm;如果R凹过大,虽压弯时摩擦力、压弯力相应减小,但凹模的直边长度减小,压弯质量将下降。
凹模的深度由材料厚度和弯曲件边长而定,不能过小,否则材料两端的自由部分太多,压弯后回弹大而且不能平直;但也不能过大,否则会使模具的尺寸增大,压弯时还增加了凸模的工作行程。
单角压弯模的底部为防止氧化皮等杂质的堆积而影响压弯件质量,要留有空隙,一般在模具的底部开槽或制成较小半径的圆角。
(2)双角压弯模 如图4-6b所示为双角压弯模,用于压制槽形工件,压弯时板料在凸模作用下两侧发生弯曲,并进入凹模成形。模具的主要技术参数包括凹模、凸模的圆角半径,凹模的深度,凸凹之间的间隙及模具的宽度等。
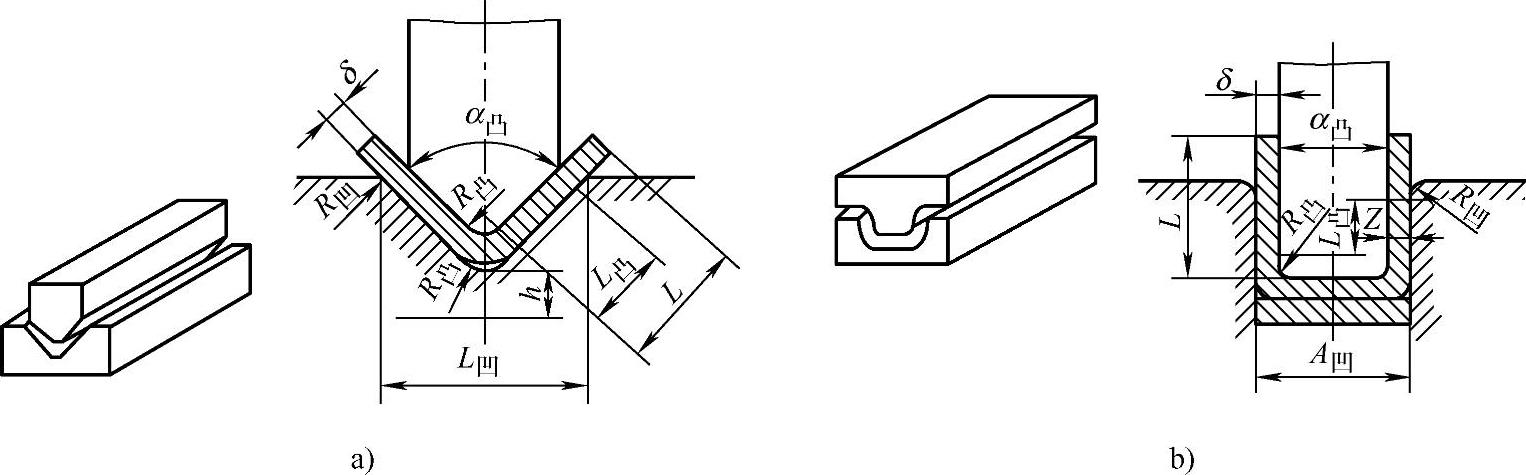
图4-6 压弯模
a)单角压弯模 b)双角压弯模
凸模两侧的圆角半径R凸等于弯曲零件内壁的圆角半径,由于压弯时工件的圆角部分受到弯曲力矩和模具的摩擦拉应力的双重作用,外侧的拉应力很大,因而弯曲半径不能过小,更不能小于材料的最小弯曲半径,否则工件的外侧容易出现拉裂现象。
凹模的圆角半径R凹随板料的厚度而定,与单角压弯模的圆角半径R凹相比,双角压弯模可取得略大些,这样便于压弯时板料进入凹模,以减小摩擦力和压弯力,防止工件表面擦伤,提高压弯件的质量。
凹模的深度取决于压弯件的技术要求、弯边长度和材料的厚度,如果弯边长度不长或要求平直时,则凹模深度应大于零件的高度;如果弯边的长度较长,对平直度要求不高,通常模具深度取弯边长度的1/3~1/2。
凸、凹模之间的间隙是压弯模的重要工艺参数,将直接影响到压弯件的形状、尺寸、表面质量等,如果间隙过大,虽然压弯力较小,但压弯后回弹量较大,将影响到压弯件的形状和尺寸;如果间隙过小,则压弯力和摩擦力增加,使材料变薄,表面质量下降。凸、凹模之间的单边间隙Z可通过下式计算:
Z=δ+Δ+cδ(https://www.xing528.com)
式中 Z——凸、凹模的单边间隙(mm);
δ——材料厚度(mm);
Δ——材料厚度的上偏差(mm);
c——间隙系数(一般取0.05~0.20)。
(3)自由压弯模 自由压弯时,材料的弯曲半径主要取决于压弯力和下模的开口宽度,因而自由压弯模通常为一定范围内通用模具。如图4-7所示为自由压弯模的外形,该模具的上、下模均由圆钢和钢板构成,下模两圆钢的间距由板料的厚度和压弯半径而定。如果板料的厚度较厚,弯曲的半径较大,则下模两圆钢的间距应取得较大;反之,间距应小些。
2.压弯模安装和调整
压弯模的结构形式较多,安装时应根据其不同结构特点,采用相应的安装方法。虽然模具的结构形式和安装方法有所不相同,但其安装的步骤基本相似。
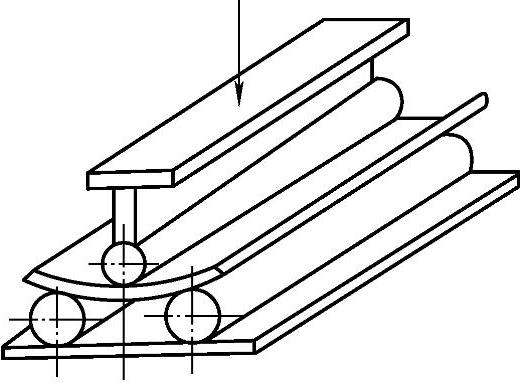
图4-7 自由压弯模
(1)一般安装步骤
1)根据压弯模的结构特点,找出其压力中心(如果模具结构为对称分布,其压力中心在中心线上),安装时尽可能让模具的压力中心与压力机滑块的中心重合,或让其偏离值最小。
2)调整压力机的闭合高度,安装上模并固定,然后下移上模与下模闭合,并留出间隙,初步固定下模。
3)进行试压,根据试压工件的形状、尺寸和表面质量等调整模具,最终使压弯件各项指标达到相关的技术要求。
(2)单角压弯模的安装 除批量生产外,通常使用的单角压弯模一般无导向装置,安装时调整好压力机的闭合高度,根据对称原理找出上模的压力中心,使之对准压力机的滑块中心,并予以固定。而后放下上模与下模合模,用垫板留出间隙,防止上模顶撞或咬住下模而损坏模具,然后进行试压调整。通常,先留出较大的间隙,而后逐步调整、减小,直至压弯工件达到规定的技术要求。
(3)双角压弯模的安装 对有导向机构的压弯模,由于上模和下模的位置全由导向机构决定,因而安装和调整比较简单,只需调整压力机的闭合高度,使之与模具的开闭合行程相符。然后对准模具与压力机的压力中心,装上压模再进行试压,并予以调整。
对于无导向机构的模具,除调整压力机闭合高度、对准压力中心安装上模外,在安装下模时需用垫片衬出间隙再定位,然后进行试压。根据压弯件的形状和尺寸,调整上下模的间隙、合模行程、卸料、顶料、压边力等。其底部间隙调整与单角模具相似,也是先取较大值(材料厚度的1~1.2倍),然后再逐步减小,最终使整个压弯工件符合技术要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。