



一、剪切工件图(见图3-53)
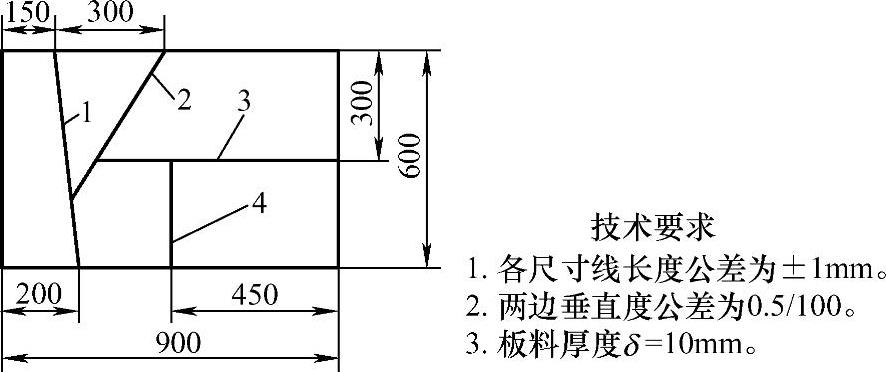
图3-53 剪切工件图
二、剪切工艺特点分析
1)工件有多条剪切线,在龙门式斜口剪床进行剪切时,其剪切顺序必须符合“每次剪切都能把板料分成两块”的原则。如图3-53所示工件的剪切顺序,可按剪切线序号进行剪切。
2)因板料面积较大,剪切时不能一人操作,可安排三人配合作业。这时,应由本人指挥,使动作协调一致。
3)本工件确定采用龙门式斜口剪床剪切。
4)在龙门式斜口剪床上剪切工件,有多种工件对线定位方法,可灵活运用。
①第一条剪切线,以直接目测对正法或灯影对正法剪切。
②第二条剪切线,以角挡板对正法剪切。
③第三条剪切线,以后挡板对正法剪切。
④第四条剪切线,以前挡板对正法剪切。
三、剪切步骤与方法
1.准备
根据剪切材料的性质、厚度,检查并调整剪刃的间隙。剪刃必须锋利,并应根据下料板厚调整好剪刃间隙,其值见表3-9。
表3-9 剪切参数的选择

2.检查调整
检查调整好剪刃间隙后,开动空车运转,确认设备工作状态良好,方可上料。上料前,应将板料表面清理干净,并检查剪切线是否清晰无误。
3.剪切线1
将板料置于剪床床面上,推入剪口,目测剪切线两端,使其对正下剪刀刃口(见图3-54)。然后,操作者双手撤离剪口至压料板之外,按下或用脚踩下开关,剪断板料。另外,也可利用灯影线进行对线,即在上、下剪刃的正上方,设置两个光源,利用灯光在板面上形成明暗分界线,调整钢板,使划线恰好与明、暗分界线重合,即表示刃口与剪切线对齐(见图3-55)。
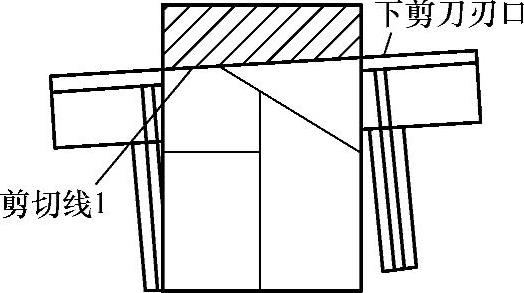
图3-54 直接目测对正剪切
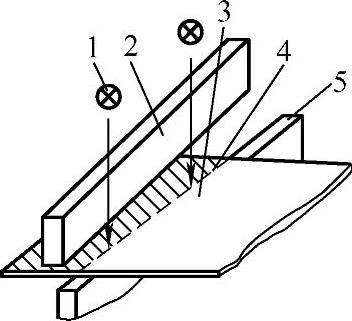
图3-55 利用灯影线对正剪切线(https://www.xing528.com)
1—光源 2—上剪刃 3—钢板 4—灯影线 5—下剪刃
4.剪切线2
调整、固定好角定位挡板,并以挡板为定位基准,将板料在剪床上放好,沿剪切线2剪断板料(见图3-56)。
5.剪切线3
以后挡板定位剪切线3时,后挡板的位置可通过以下两种方法确定:
1)钢直尺直接测量使上下剪口至后挡板面的距离,等于欲剪下部分板料的宽度尺寸。后挡板固定后要复检,以确保定位准确。
2)样板定位法把与欲剪材料等宽的样板置于下剪刀刃口与后挡板之间,以确定后挡板位置。后挡板位置确定后,即可以其定位,剪断剪切线3(见图3-57)。
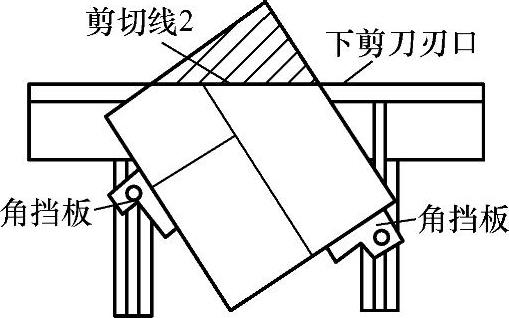
图3-56 角挡板定位剪切
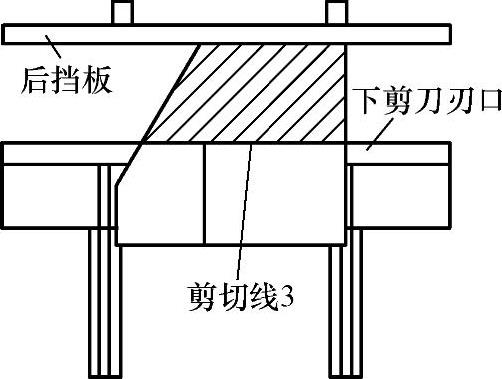
图3-57 后挡板定位剪切
6.剪切线4
以前挡板定位剪切线4时,确定前挡板位置的方法与确定后挡板位置的方法相同。前挡板定位剪切的情形如图3-58所示。
四、质量检查
1)测量剪切工件各部分尺寸,应符合图样要求。
2)检查板料剪断面质量。
五、安全与注意事项
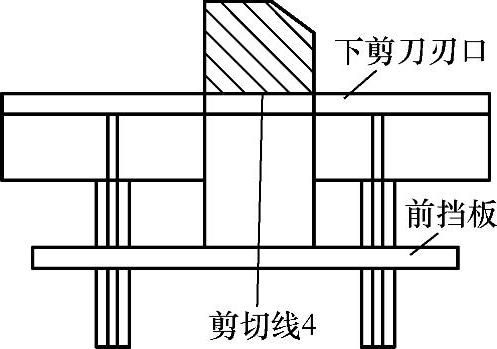
图3-58 前挡板定位剪切
1)开动剪床前,对剪床各部分要认真检查,并加注润滑油。启动开关后,应检查操纵装置及剪床运转状态是否良好,确认正常后,方可使用。
2)剪切作业中,精力要集中。多人操作时,剪切开关要由专人操纵,严禁把手伸入剪口。
3)不得剪切过硬或经淬火的材料。
4)剪切前,应清理一切妨碍工作的杂物。剪床床面上不得摆放工具、量具及其他物品。工作完成后,剪切工件要摆放整齐,并清理好工作现场。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。