



圆锥斜交圆柱工件图如图2-91所示。
一、内容
主管与支管分块展开下料并成形,最后总装。
二、操作前准备
1.工具
锤子、錾子、划针、划规、样冲、卷尺、锉刀、砂轮机等,电动工具自备。
2.备料
Q235A钢板,δ=1.5mm;油毛毡。
3.设备
焊机、型台
三、操作要求
1)手工下料,手工成形,成形后只允许锉刀手工修磨。
2)主管结合线为最左端素线,支管分两块下料成形,接合缝只允许定位点焊。
3)不得换料重做,否则每块扣10分。
四、评分标准
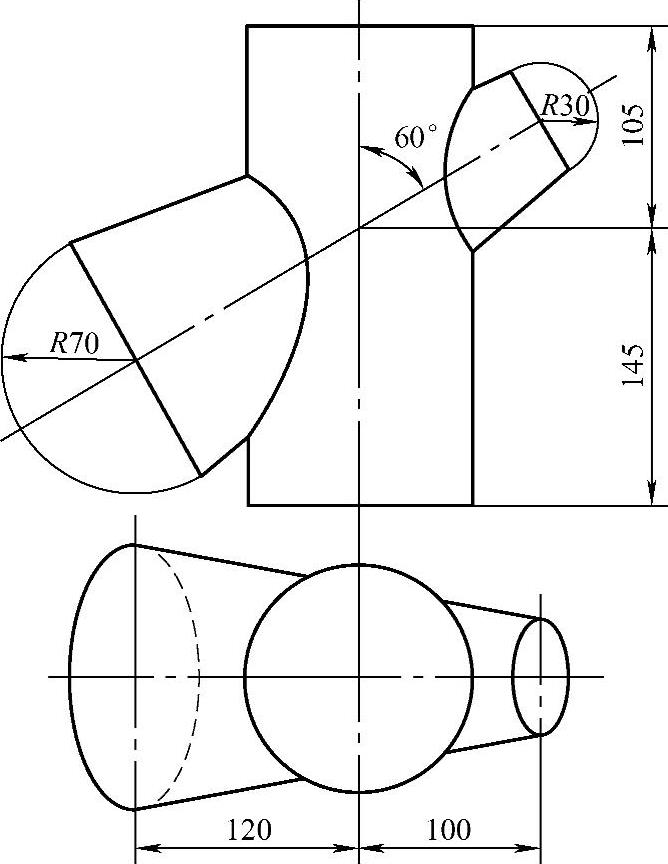
图2-91 圆锥斜交圆柱工件图
评分标准见表2-1。
表2-1 考核评分标准表

五、操作工艺
1.熟悉图样、工艺,认真阅读技术要求及考核要求
通过审读图样,本构件结构较为复杂,尺寸精度要求较高,需手工完成,技术要求明确构件材质为1.5mm厚的Q235钢,工艺性好,便于成形和焊接。无弯形设备,手工一次成形难度较大,所以按照工件的结构将其分为三部分,即大小两个斜交的圆锥部分和开孔的圆柱部分。用钢板单独放样下料、成形、焊接后组对修配,进行装配连接。
2.放样(https://www.xing528.com)
(1)线形放样
1)确定线形放样基准,圆柱以中心线、直径为基准,下端口轮廓线以长度、高度为基准。圆锥管分别以中心线、直径为基准,轴线交点为长度方向基准。
2)按要求做出构件基本轮廓线形。构件形状对称,为节省工时可只画出工件一半线形。
3)基本轮廓线尺寸要进行板厚处理。
(2)结构放样
1)确定弯形后的接口方向与位置,连接位置确定在单侧,弯形后装配成一体,板较薄,焊缝不需要开坡口。
2)制作上下口卡形样板,并注明内径尺寸。
(3)展开放样
1)组成构件的几何体较为简单,为圆锥管和圆柱管组合而成,圆锥管用放射线法展开,圆柱管用平行线法展开,注意展开精度。
2)展开得到构件1/2号料样板,用剪刀剪切多余边料,锉刀修整边缘毛刺,用钢卷尺测量上下口展开弧长是否标准(πd/2)。
3.号料与下料
根据得到的样板在1.5mm钢板上号出三块坯料,注意上下口特殊点要用样冲打出标记。手工錾切下料,锉削至符合尺寸要求。
4.成形装配
1)在型台上手工成形,将锥面上下口圆弧部分进行相同等分,画出弯曲线,使每条弯曲线与型台轴线平行,木锤敲击伸出部位;或用两圆钢成一定锥度固定于平台上,将划好线的坯料放置在圆钢上,沿板料弯曲线均匀锤击成形,锤击顺序是先槽头,后弯曲中间,弯形过程中随时用卡形样板检查弧度以免过卷或欠卷。成形接口定位焊,装配完成后用卡形样板检查上下口圆度,整形至符合标准。
2)将圆柱管坯料表面等分平行线,按平行线在胎具(圆钢或槽钢)上进行弯曲成形,先弯曲两端,再弯曲中间部分,并经常检查弯曲弧度是否符合要求(可轻微过弯以便于修整),成形后接口定位焊,矫正圆度和成形均匀度。整形至符合标准。
3)按照尺寸要求对工件进行试装配,对相贯部分的配合面进行修锉,至配合缝隙及整体尺寸达到要求。
4)将构件各部分装配,配合面接口定位焊。检查各部位尺寸,矫正焊接及装配产生的变形,修整外形尺寸,去毛刺,锐边倒钝。
5.清理检查交件
加工完毕检查工号等填写是否标准,清理场地后交件。
六、注意事项
1)放样时合理安排图形位置。
2)号料时要注意划线方法,避免误差出现。錾切下料应根据个人操作水平留出适当加工余量。
3)成形过程中应注意表面素线应与型台轴线平行,避免错口、错边等缺陷产生,平面与曲面交界处应无明显棱线,成形后外表面应平整光滑无明显锤痕。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。