



数控机床程序的输入,除了基本的键盘输入外,数控系统还提供了CF卡插槽和RS232C传输接口,可方便地将计算机编写的程序快速准确地传入数控系统。实际加工中,这两种方式应用广泛。数控车削、铣削系统的程序传输基本相同,这里以数控车削系统为例介绍数控程序传输。下一节以数控铣削系统为例介绍DNC加工。
1.程序传输的前期准备
存储卡传输(又称CF卡传输)程序与RS232C接口传输程序的前期准备条件不同。
存储卡程序传输就是将计算机上的数控程序通过CF卡和PCMCIA转接卡传送给CNC系统。因此,必须准备一张CF卡及其PCMCIA转接卡,其与机床的接口位于显示器左侧的CF卡插槽,另外必须准备一个读卡器,用于CF卡与PC(USB接口)进行程序与数据的交换,如图4-33a所示。

图4-33 程序传输的硬件条件
a)CF卡传输 b)RS232C接口通信传输
RS232C接口程序传输是指PC与数控系统之间基于数据传输线的程序传输,因此,必须准备一根传输线和一台PC,如图4-33b所示。另外,在PC侧还必须有一款传输软件,这里以Mastercam软件自带的通信功能为例进行介绍。
2.数控程序传输与通信的参数设置
(1)CF卡程序传输参数设置 主要是数控系统的设置,必须将I/O通道设置为“4”。I/O通道是由参数No.0020设置,但由于其经常使用,系统将其做到了图4-31所示的设定画面中,图4-34是FANUC 0i Mate-TC系统的设定画面。
(2)RS232C接口程序传输参数的设定 包括机床侧与PC侧参数设置。
1)机床侧参数的设置。要求I/O通道设置为“1”,且机床侧与PC侧传输软件的传输速率——波特率必须相等,这里假设设置为4800,其设置步骤为:
①打开程序锁保护开关。
②按下功能键SYSTEM,进入参数设置画面。
③按两次继续菜单键 ,找到出现[ALL IO]软键的画面。
,找到出现[ALL IO]软键的画面。
④按下[ALL IO]软键,出现读入/传出(参数)设置画面,参数设置如图4-35所示。
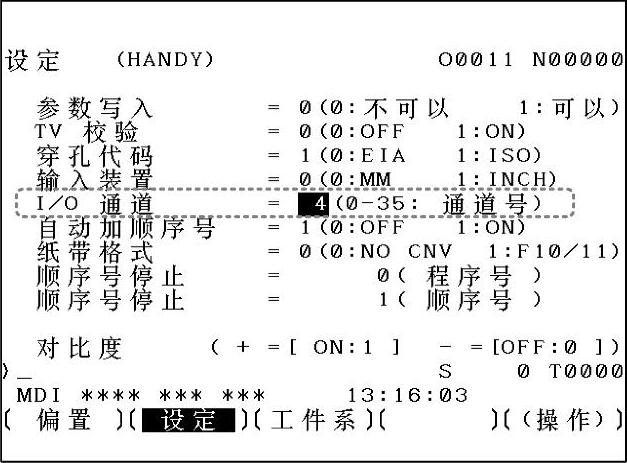
图4-34 CF卡传输通道设置
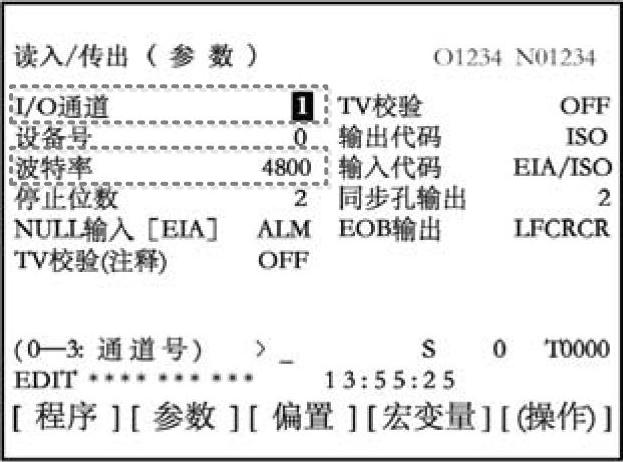
图4-35 RS232C机床侧参数设置
2)PC侧参数的设置。不同的传输软键设置画面有所不同,但设置的参数基本相同,具体如下:
①数据传输格式:选“ASCII”。
②端口:其设置应与计算机上的物理端口相对应,如COM1。
③奇偶效验位(同位检查):FANUC数控系统只支持EVEN(偶)或NONE(无)。
④数据位:FANUC数控系统只支持7位。
⑤停止位:FANUC数控系统只支持2或1。
⑥传输协议:选择“软件”或“无”。
⑦波特率:选择“4800”,其与数控系统侧必须相等。
图4-36所示为Mastercam软件自带的通信功能设置画面。启动Mastercam软件,单击传输按钮 ,即可弹出“传输”对话框,按图4-36所示设置。
,即可弹出“传输”对话框,按图4-36所示设置。
3.数控程序的CF卡程序传输
(1)CF卡程序传输操作步骤 传输前,将待传输的程序存入存储卡中,操作中主要画面见图4-37,操作步骤如下:

图4-36 PC侧参数设置

图4-37 CF卡程序传输简图
1)打开程序锁保护开关,按下编辑和PROG键,进入程序画面。
2)按下继续菜单键 ,找到具有[卡]软键的画面
,找到具有[卡]软键的画面
3)按下[卡]软键,进入目录(存储卡)程序画面,找到待传输的文件(如图中0001 O0100),记住程序编号。(https://www.xing528.com)
4)按下[操作]软键,进入目录(存储卡)操作画面(下部出现[F读取]等软键)。
5)按下[F读取]软键,进入传输文件号与程序名设定画面(下部出现[F设定]软键)。
6)在输入缓冲区键入存储卡上的文件编号(如图中的0001号),按下[F设定]软键,完成读取文件的设定。
7)在输入缓冲区键入新存储的文件名(图中假设为O0358),可以与卡上的文件不同,但不能与CNC系统上现有的文件名重名。按下[O设定]软键,完成存储程序名的设定。
8)按下[执行]软键,开始程序传输输入。传输时,画面右下角出现短暂的闪烁的“LSK”表示传输准备好,很快转为闪烁的“输入”字样,表示正在传输,传输结束后,闪烁的“输入”字样消失。
9)按功能键PROG进入程序画面,可以看到刚传输输入的程序O0358为当前程序。
10)按[列表]软键进入程序目录画面,可检索到新传入的程序O0358。
(2)CF卡程序传输技巧与禁忌
1)与MDI键盘创建程序不同,传输的程序和后续DNC加工的程序格式必须完整,即必须包括程序开始和结束符“%”。
2)同创建程序一样,程序传输之前必须将程序锁保护开关打开。
3)尽量做到机床关机状态下插拔CF卡,因为插拔瞬间的冲击电流易损坏CF卡或系统电路。
4)确保I/O通道设置为4(即CNC的0020号参数设为4)。
5)CF卡插入方向不能出错,且用力要适当,拔出时不要摇晃,否则可能导致插槽断针。
6)CF卡若要格式化应选FAT格式。
4.数控程序的RS232C通信程序传输
(1)RS232C通信程序传输
1)机床侧参数的设置,包括接好传输线、设置好传输参数等,如图4-35所示。
2)数控系统做好接收程序的准备,如确保程序保护开关被打开,其余操作步骤如下:
①按编辑和PROG键,进入程序画面,按下[列表]软键,查询系统中现有程序名。
②按下[操作]软键,按继续菜单键 ,找到有[读入]软键的画面。
,找到有[读入]软键的画面。
③键入新程序名(不允许与系统中程序重名),按下[读入]软键,软键发生变化。
④按下[执行]软键,画面右下角出现闪烁的“LSK”,表示数控机床侧已经做好了接收程序的准备,如图4-38所示。PC侧开始传送程序时,闪烁的“LSK”转为“输入”字样,闪烁的“输入”字样结束,表示程序接收完毕。
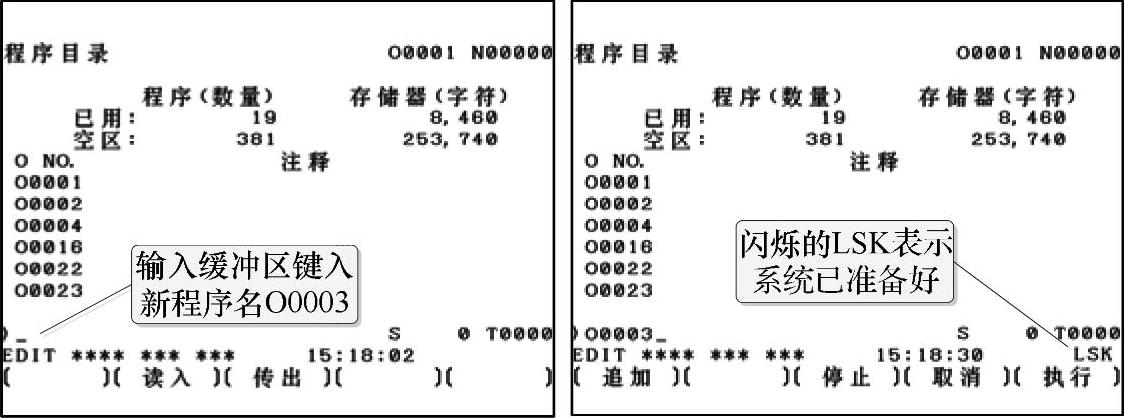
图4-38 RS232C程序传输机床侧操作
3)PC侧发送数控程序。以Mastercam自带的传输软件为例,操作步骤如下:
①启动Mastercam软键,单击传输按钮 ,弹出“传输”对话框,按图4-36所示设置传输参数后单击“发送”按钮,弹出“打开”对话框,如图4-39所示。
,弹出“传输”对话框,按图4-36所示设置传输参数后单击“发送”按钮,弹出“打开”对话框,如图4-39所示。
②查找到所需传输的程序(假设为O3030),单击“确定”按钮,弹出DOS风格的传输画面,开始传输,程序传输期间,画面上可以看到所传输的程序不断翻滚上移。传输完成后,提示单击<Enter>键结束。
(2)RS232C通信程序传输技巧与禁忌
1)程序格式必须完整,即包括程序开始和结束符“%”。
2)RS232C通信传输程序,PC侧必须要有合适的传输软件,如CIMCOEdit、WINPCIN、NCSentry和V24等,读者可选择适合自己的软件。
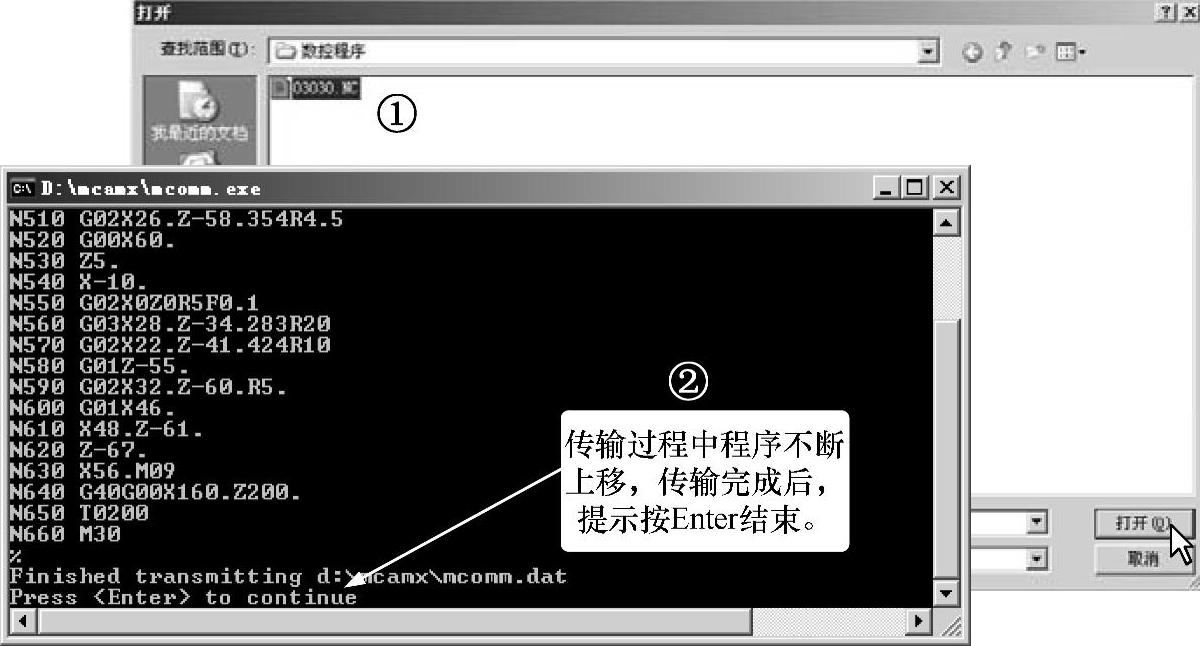
图4-39 RS232C程序传输PC侧操作
3)尽量做到机床关机状态下插接RS232传输线,因插拔瞬间的冲击电流,易损坏系统电路。
4)PC尽可能用机床侧的电源供电,这样可保证数控系统与PC等电位,有利于保护系统电路。
5)确保I/O通道设置为1(即CNC的No.0020号参数设为1)。
6)PC侧开始传送程序时,图4-38中闪烁的“LSK”转为“输入”字样,闪烁的“输入”字样结束,表示程序传送/接收完毕。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。