



1.坐标位置显示画面的操作
(1)数控铣床的位置显示画面 图4-16所示为FANUC 0i MC铣削系统坐标位置显示画面。
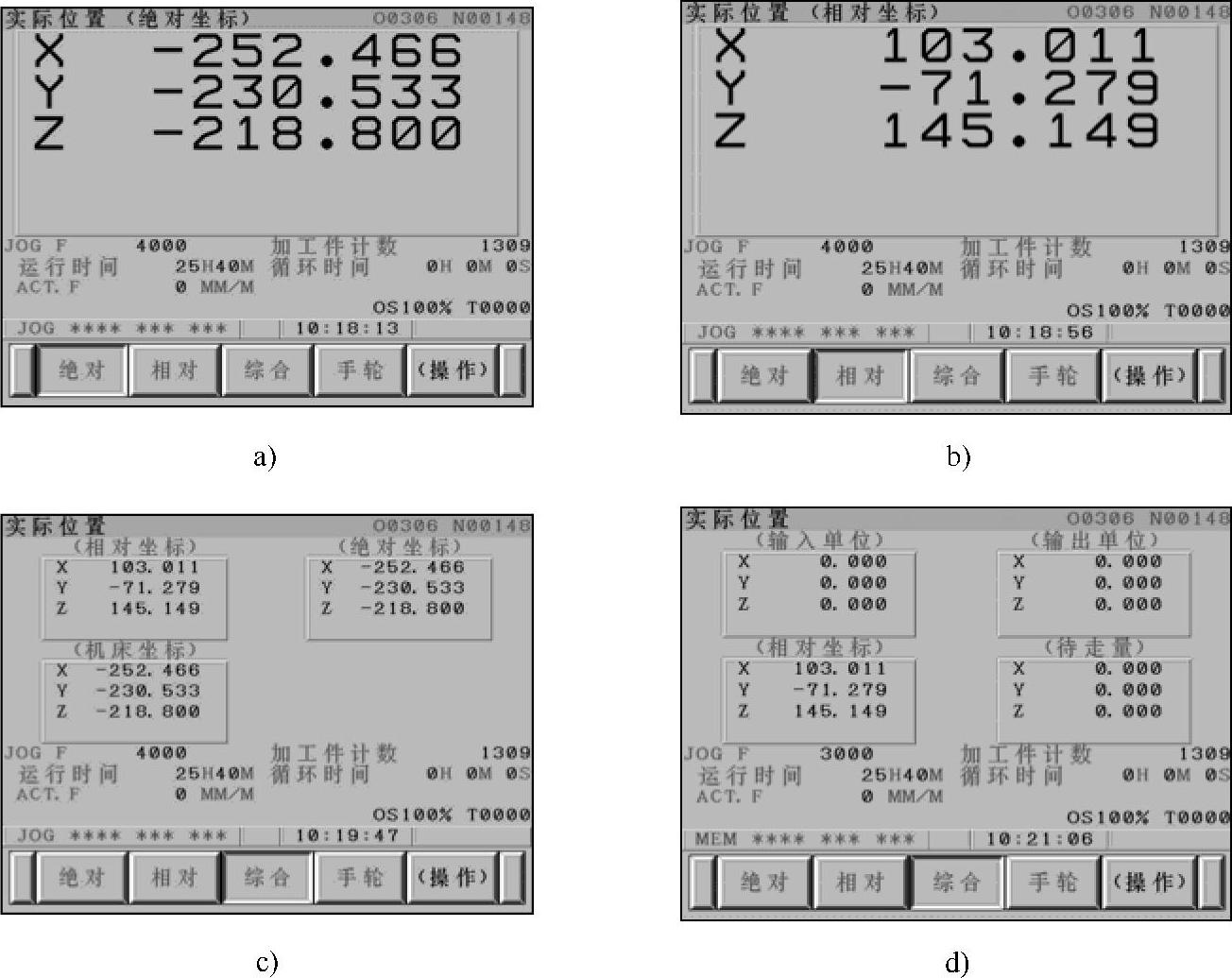
图4-16 FANUC 0i MC铣削系统位置坐标显示画面
a)绝对坐标显示 b)相对坐标显示 c)综合坐标显示 d)自动方式下综合坐标显示
(2)数控车床的位置显示画面 图4-17所示为FANUC 0i TC车削系统坐标自动工作方式下的位置显示画面,若在手动工作方式下,图c画面中没有“待走量”一项。
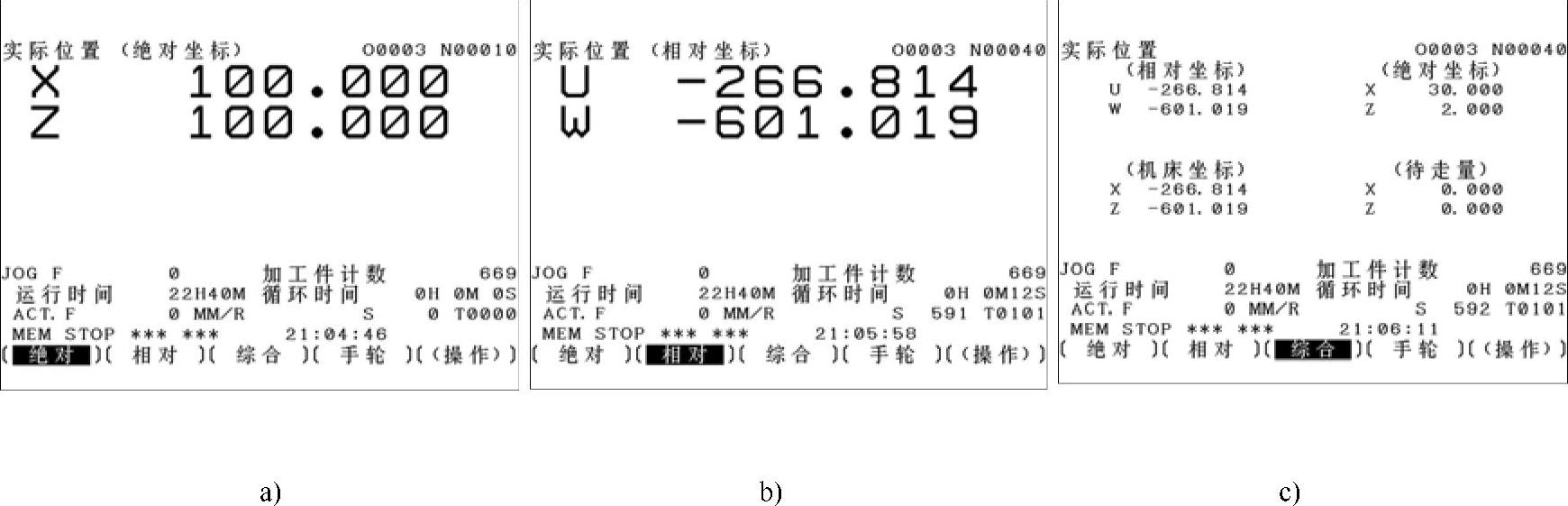
图4-17 FANUC 0i TC车削系统位置显示画面
a)绝对坐标显示 b)相对坐标显示 c)自动方式下的综合坐标显示
(3)坐标位置画面的进入与操作技巧
1)绝对坐标位置显示画面是数控机床开机默认的显示画面。
2)按下MDI面板上的功能键POS可进入坐标位置显示画面。
3)按下部相应的软键[绝对]、[相对]和[综合]可进入相应的坐标位置显示画面。
4)连续按功能键POS可在绝对、相对和综合坐标位置画面之间进行切换。(https://www.xing528.com)
5)自动方式下的综合坐标画面多一项“待走量”,且程序执行时所有坐标显示值是不断变化的。
2.各坐标位置的含义
(1)各坐标位置的含义
绝对坐标:刀位点当前位置相对于工件坐标系的坐标值。
相对坐标:刀位点当前位置相对于某预置的相对坐标原点的坐标值。
机床坐标:刀位点当前位置相对于机床参考点的坐标值。
(2)坐标位置显示画面的应用技巧与禁忌
1)坐标位置显示画面下部,还显示有实际进给速度(ACT.F)和主轴转速(S)等信息。
2)绝对坐标值随工件坐标系的设置而变化。未建立工件坐标系前显示的是机床坐标值。
3)相对坐标不等于增量坐标。相对坐标原点可由操作者任意指定,可用于设定工件坐标系指令(G50或G92)的对刀操作,以及多刀加工非标准刀与标准刀相对偏置的测量与输入。
4)机床坐标系一般情况下均为负值。其坐标值与工件坐标系的设置无关。
5)执行返回机床参考点操作之前,无法建立机床坐标系,因此坐标显示不确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。