



顺序执行以上四种运行模式,是机床上程序检查的基本步骤。程序检查与调试时,以下几项功能有助于程序检查与程序优化。
1.刀具轨迹的图形显示
数控机床一般均提供图形仿真功能,帮助操作者图形化地分析程序运动轨迹。不同数控系统操作步骤略有差异,以下以前述的数控铣削与数控车削系统分别叙述。
(1)FANUC 0i MC铣削系统图形仿真 操作步骤如下:
1)按下编辑方式键,按下功能键PROG,调出待加工的数控程序。
2)按下自动方式键,按下机床锁住键,使机床处于锁住状态下运行程序。
3)按下功能键CSTM/GR,进入图形参数显示画面。必要时可对绘图参数进行设置。
4)按下[图形]软键,显示绘图画面和绘图坐标系。
5)按下循环起动键,启动程序执行,并开始动态绘制刀具轨迹。图4-10为图3-106所示凸轮槽加工轨迹仿真画面。
6)图形仿真结束后,按下[(操作)]软键,下部软键变化,出现[擦除]软键。
7)按下[擦除]软键,可以看到所绘制的刀具轨迹消失,可重新图形仿真。
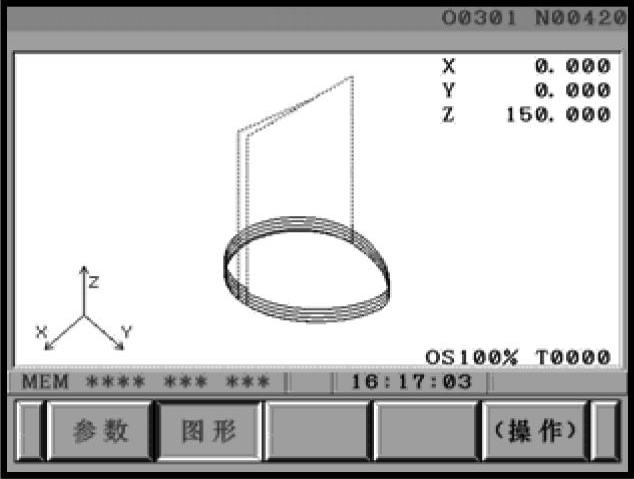
图4-10 FANUC 0i MC铣削系统轨迹仿真画面
(2)FANUC 0i MC铣削系统图形仿真技巧与禁忌
1)刀具轨迹的图形仿真在机床锁住运行、空运行、单段运行与自动运行方式下均有效,但一般在机床锁住方式下进行较为保险。
2)轨迹仿真中,图形仿真过程与程序执行过程是同步的,右上角的坐标值随着图形的绘制不断变化直至停止。
3)图4-10左下角所示坐标表示图形显示的观察角度,可根据需要在第3)步的显示画面中修改,如二维加工程序常选择XY平面坐标系。
4)仿真期间,可旋转进给倍率调节旋钮控制刀路轨迹的动态仿真进程速度。
(3)FANUC 0i Mate-TC车削系统图形仿真 操作步骤如下:
1)按下编辑方式键,按下功能键PROG,调出待加工的数控程序。
2)按下自动方式键,按下锁住键,使机床处于锁住状态下运行程序。
3)按下功能键CSTM/GR,进入图形参数显示画面。必要时可对绘图参数进行设置。
4)按下[图形]软键,显示绘图画面和绘图坐标系。
5)按下[执行]软键,可以看到画面右下角出现了“画图”字样,并且画面上按加工轨迹逐渐绘制图形,右上角的坐标值随着图形的绘制不断变化。
6)图形绘制完成后“画图”字样消失,右上角的坐标值停止变化。图4-11所示为FANUC 0i Mate-TC车削系统图形仿真画面。
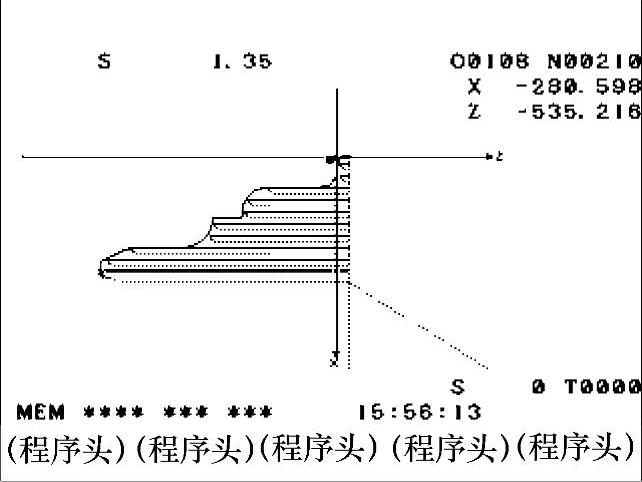
图4-11 FANUC 0i Mate-TC车削系统轨迹仿真画面(https://www.xing528.com)
仿真画面下部几个软键的说明:
1)[执行]软键:按下后系统开始绘制刀具运动轨迹。
2)[停止]软键:可以使正在绘制的刀具运动轨迹暂时停止。
3)[继续]软键:使暂时停止绘制的刀具运动轨迹继续执行下去。
4)[程序头]软键:使暂时停止绘制的刀具运动轨迹从头开始绘制。
5)[擦除]软键:清除已绘制的刀具运动轨迹。
(4)FANUC 0i Mate-TC车削系统图形仿真技巧与禁忌
1)刀具轨迹的图形仿真一般在机床锁住方式下进行。
2)轨迹仿真中,图形仿真过程与程序执行过程是同步的,右上角的坐标值随着图形的绘制不断变化直至停止。
3)图形显示区域可以用夹点的方式进行调整,注意这一点与FANUC 0 i MC铣削系统不同。
4)刀路轨迹的绘制速度同样可用进给倍率调节旋钮进行调节。
5)由上面叙述可见,同样是FANUC 0i系统,车削与铣削系统的操作方式略有不同。因此,必须以所使用数控系统的操作说明书为准。
2.主轴速度与进给速度的倍率修调
数控机床的主轴速度与进给速度可以方便地用机床操作面板上的速度倍率修调旋钮或按键在一定范围内进行调整。这部分控制操作方式是由机床厂家设计的,故不同的机床其修调方式与范围不同。以下分别以图4-3和图4-4所示的机床操作面板为例进行介绍。
(1)CKA6150型数控车床的主轴与进给速度倍率修调由图4-2所示的画面可见,该机床主轴速度、进给速度和快速运动速度倍率修调是分开设计的。进给速度倍率修调为旋钮式的,调节范围为0%~150%(对手动移动速度也有效);快速运动速度倍率修调为按键式的,分四挡调节(图中F0、25%、50%和100%四个按键),100%挡倍率速度等于G00的移动速度,由参数No.1420设定,25%和50%挡可对100%挡的速度倍率修调,F0的速度为固定的,由参数No.1421设定,一般远小于G00的速度;主轴速度倍率修调也为按键式的(图中主轴减小、主轴100%和主轴增加三个按键),主轴100%按键对应程序中S指令指定的速度,每按一次主轴增加或主轴减小按键,主轴速度增加或减少10%,主轴速度倍率调节范围为50%~120%。
(2)XKA714型数控铣床的主轴与进给速度倍率修调 由图4-3所示的画面可见,该机床主轴速度、进给速度和快速运动速度倍率修调均为旋钮式,其中进给速度和快速移动速度倍率修调设计为同一旋钮操控。其主轴速度倍率修调范围为50%~120%,切削进给倍率修调范围为0%~120%(对手动进给移动速度也有效),快速进给修调倍率仍然为F0、25%、50%和100%四挡。
(3)主轴速度与进给速度的倍率修调应用技巧与禁忌
1)速度倍率修调为数控程序编制中相应指令值的选择提供了一个思考空间。
2)注意主轴速度修调倍率一般为50%~120%,向下修调范围略大,因此,编程时主轴速度可以取得略大。
3)进给速度修调倍率为0%~120%(XKA714)和0%~150%(CKA6150)连续可调,总体表现为向下调整范围很大,因此,编程时进给速度可以取得偏大一点。
4)第2)、3)点的调节范围变化规律为程序调试提供了一个较大的试切调整空间,特别是向下调整的范围大于向上调整的范围,使得其取值表现为偏大的特点,若向上调节范围大,则取值偏大的程度也可以高一点(如CKA6150数控车床)。正是这样一种变化规律,使得我们平时看到的数控程序,其主轴速度与进给速度值一般取得较大。
5)速度修调为程序的调试与加工过程中的修正提供了一个非常便捷的方法,操作数控机床时多注意研习一下其应用场合。如程序调试或运行的初期,常常用较低的进给速度切削;在连续切削时,依据加工情况,逐渐调大进给量并稳定加工,必要时可根据加工情况随时修调。
3.程序暂停与选择性暂停
辅助指令中有两个指令可以控制程序运行过程中的暂停,即M00和M01。这两个指令涉及循环起动和选择停按键。这两个指令除用于程序编制外,程序调试时也是可以用到的,如希望程序运行至某处停下来(或有条件地停下来)可临时插入M00(或M01);若希望再执行一次前述的程序段,不必全部运行完程序,仅需按下RESET键即可跳出程序运行状态。
4.程序段跳过
程序段跳过符号“/”与跳选(或程序段跳跃、跳步等)按键合作,可实现某程序段的跳过功能。程序调试时,可用该功能将已编制验证合格的程序段临时跳过,待全部程序调试通过后,再将不需要的跳过符号“/”删除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。