



数控机床是按数控程序自动运行的,一旦程序有误,可能出现意想不到的后果,为此,数控机床亦提供了程序检查与调试的功能,这是程序编制至应用之前最后也是最有效的环节,不得忽视。机床上程序检查与调试的功能主要有以下几种:
1.锁住运行
机床锁住运行时,数控系统停止向伺服电动机输出脉冲,各进给轴停止运动,但系统依然正常执行程序并进行指令分配,绝对坐标和相对坐标等均得到更新,操作者可以通过观察屏幕上的位置坐标变化等来检查指令编制是否正确。机床锁住运行主要用于检查数控程序和指令格式等,所以又称语法检查。
(1)机床锁住运行的操作步骤
1)在编辑方式下调出待运行的程序。
2)按下自动方式按键,按键指示灯亮,自动方式有效。按功能键PROG切换至合适的程序显示画面。
3)按下机床操作面板上的机床锁住按键,按键指示灯亮,机床锁住运行有效。
4)按下机床操作面板上的循环起动按钮,机床处于锁住运行状态起动并运行加工程序。运行结束后,光标返回程序头。
(2)机床锁住运行应用技巧
1)机床锁住运行时,可按功能键PROG在程序与程序检查画面之间切换,如图4-9所示。前者主要显示程序执行的顺序,后者还显示坐标值和模态指令的变化等。
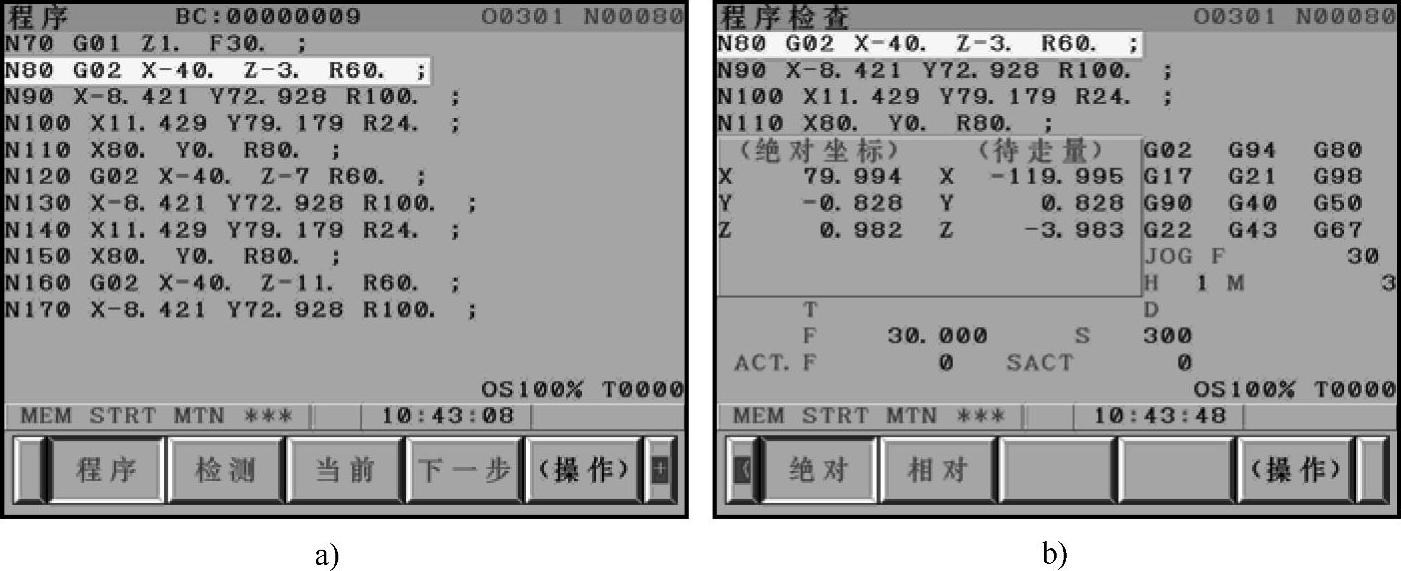
图4-9 程序与程序检查画面
a)程序画面 b)程序检查画面
2)锁住运行后,禁止直接空运行和自动执行数控程序,否则可能出现意外故障。锁住运行后,系统显示和计算的坐标位置与实际位置不相符,因此,锁住运行后必须执行一次返回坐标参考点操作,重新建立机床坐标系。
3)机床锁住运行是否锁住全部轴(有的机床仅锁住Z轴)与机床厂家的设计有关,具体以机床说明书为准。
4)机床锁住运行时,M、S和T指令被执行,因此主轴一般是旋转的。
5)机床锁住运行是自动工作方式下的一种运行模式,故仍可执行机床自动运行时的相关操作,如常常切换至图形显示画面检查刀具轨迹。
2.空运行
机床空运行与锁住运行相比增加了刀具移动轨迹验证功能。机床空运行时各坐标轴按程序控制的轨迹快速移动,其移动速度由参数设定,相当于G00的移动速度,不受程序中F指令的控制。空运行是数控程序锁住运行检查之后进一步的程序检查方法。
(1)机床空运行的操作步骤
1)在编辑方式下调出待运行的数控程序。
2)按下自动方式按键,按键指示灯点亮,自动方式有效。按功能键PROG切换至合适的程序显示画面。
3)按下机床操作面板上的机床空运行按键,按键指示灯点亮,空运行有效。
4)按下机床操作面板上的循环起动按钮启动加工程序,机床进入空运行状态。
注意:空运行与锁住运行操作差异主要在第3)步。
(2)机床空运行应用技巧与禁忌
1)机床空运行仍属于自动工作方式下的一种运行模式,故程序执行时各操作画面的切换与锁住运行相同,如常常切换至坐标显示画面观察坐标值的变化。
2)空运行的运动速度由参数No.1410设定,一般远大于切削进给速度。空运行速度仍可由进给速度倍率调节旋钮修调。因此,空运行检查程序运动轨迹的时间比实际切削时间短得多。
3)空运行模式禁止刀具与工件接触进行切削,因此,空运行时一般不安装工件,或将工件坐标系适当提高,避免刀具与工件接触。
4)空运行期间,进给倍率等调节仍然有效,因此,进给倍率在一定程度上可以控制程序执行的速度,便于观察。
5)机床可同时执行锁住运行与空运行。
3.单段运行
单段运行是单程序段运行的简称,指每按下一次循环起动按钮,CNC系统只执行一个程序段,然后机床停止。必须再一次按下循环起动按钮,才能执行下一个程序段。单段运行时,刀具移动速度受程序中指定的F指令控制,因此可进行切削加工。通过单段运行程序,操作者可最大限度地掌控程序的自动执行过程,常用于程序的初次试切加工过程。
(1)机床单段运行的操作步骤
1)在编辑方式下调出待运行的程序。
2)按下自动方式按键,按键指示灯点亮,自动方式有效。
3)按下机床操作面板上的机床单段按键,按键指示灯点亮,单段方式有效。
4)按下机床操作面板上的循环起动按键,程序将单段执行,程序段执行完后机床会自动停止等待。(https://www.xing528.com)
5)重复第4)步,继续单段执行程序。
(2)单段运行应用技巧与禁忌
1)单段运行程序时,移动速度受F指令控制,故可用于工件切削加工,主要用于首件试切检查程序。
2)单段运行的移动速度仍然受进给倍率调节开关控制,因此,配合进给倍率修调,可更好地控制程序执行时的运动速度。
3)单段运行期间,释放单段控制按键,可方便地转至自动运行模式,进入连续执行程序的加工状态。因此,即使是合格的程序运行时,也常在前面几段执行单段运行模式,确认工件坐标系等正确后再转入自动连续执行模式进行加工。
4)机床执行锁住运行与空运行时,亦可单段执行程序。
4.自动运行
自动运行包含两个概念:首先,自动运行是数控机床工作方式之一,前述的锁住运行、空运行和单段运行均属于自动工作方式中的一种运行方式;其次,自动运行常指数控机床连续运行进行加工的运行模式,连续运行加工的模式包括存储器运行(执行数控系统内存中的程序)、DNC运行(执行系统外部存储介质上的程序,如存储卡或PC等),甚至MDI(MDI全称为手动数据输入,笔者认为应该属于手动操作运行机床的一种方式)运行,但实际中常将存储器运行简称为自动运行。
以存储器运行为例,其可在自动工作方式下直接调用程序运行,也可在编辑方式下调出加工程序然后转为自动工作方式运行程序。
(1)自动工作方式下直接调用运行 操作步骤如下:
1)按下自动工作方式按键。
2)按下功能键PROG,进入程序画面,默认显示最近一次使用的程序。
3)在输入缓冲区键入程序名O××××。
4)按下光标移动键 或[O检索]软键,即可调出待加工程序。
或[O检索]软键,即可调出待加工程序。
5)按机床操作面板上循环起动按键,按键指示灯点亮,自动运行启动,程序执行时光标不断滚动,显示正在执行的程序段。
6)程序自动运行结束后,光标返回程序头,循环起动按键指示灯熄灭。
应用技巧与禁忌:
1)执行第2)步时,必须确保所调用的程序在数控系统中存在。
2)第2)步进入的画面,可按功能键PROG在程序检查画面或程序画面之间进行切换。
3)第3)步键入的程序名必须是“字母O+数字”模式,数字前零可省略。
4)程序自动运行期间,可对操作画面进行切换,包括坐标位置画面、图形显示画面和偏置/设定画面等。
5)自动运行期间,光标不断滚动,显示当前正在执行的程序段。
6)程序自动运行期间,禁止执行手动操作工作台的移动(包括手轮操作)。
7)自动运行期间,可进行主轴倍率和进给倍率调节。可随时按下循环停止键暂时停止程序运行,可随时按下RESET键或急停键终止程序执行。
8)自动运行期间,可进行其他程序的后台编辑。
(2)编辑方式调出程序后运行 自动方式下运行程序的前提是所运行的程序必须存在于数控系统的存储器中,若不确定,则必须在编辑方式下查找并调出程序,然后转入自动工作方式执行程序。实际中这种方式应用更加广泛。
编辑方式调出程序后运行 操作步骤如下所述:
1)按下编辑工作方式按键。
2)按下功能键PROG,进入程序画面。
3)按下[列表]软键,切换到程序目录画面,查阅并确定程序的存在与否。
4)在输入缓冲区键入程序名O××××,下部软键会发生变化,出现[O搜索]软键。
5)按下光标移动键 或[O检索]软键,调出待加工程序。
或[O检索]软键,调出待加工程序。
6)按下自动工作方式按键,进入自动工作方式。
7)按机床操作面板上循环起动按键,按键指示灯点亮,自动运行启动,后续效果同上。
应用技巧与禁忌:第6)步执行前,需保证光标处在程序头,否则,可按复位键RESET使光标返回程序头。
5.自动运行调试程序的注意事项
自动运行调试程序是程序编制的最后环节。有资料介绍用代木、塑料和铝块等为材料试切加工,但笔者认为这个环节必须用与真实加工材料相同的材料试切,并且最好是在最终使用的机床环境中试切,这种试切检验程序才能算得上真正意义上的“首件试切”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。