



数控机床的操作控制面板包括两部分——LCD/MDI操作面板与机床操作面板。前者是数控系统厂家提供的,相同型号的数控系统其面板完全相同。对后者而言,虽然数控系统厂家常提供标准的机床操作面板,但大部分机床厂家基于各种原因还是采用自行设计与制作的机床操作面板。不同厂家的数控机床,其面板设计与布局相差较大,甚至同一厂家,不同型号,或同一型号不同年代的产品都存在差异,因此,操作控制面板的实际布局以机床厂家的操作说明书为准。
图4-1所示为基于FANUC 0i MC数控系统的XKA714型立式数控铣床操作控制面板构成示例。图4-2所示为基于FANUC0i Mate-TC数控系统的CKA6150型卧式数控车床的操作控制面板。图4-3为图4-1所示操作控制面板的机床操作控制面板部分布置图。
机床操作控制面板操作技巧说明:
1)按键的工作方式有两类:一类是开/关型,每按一次在开与关之间切换,有指示灯指定;另一类是点动型,按住有效,放开无效。

图4-1 XKA714型立式数控铣床操作控制面板构成示例
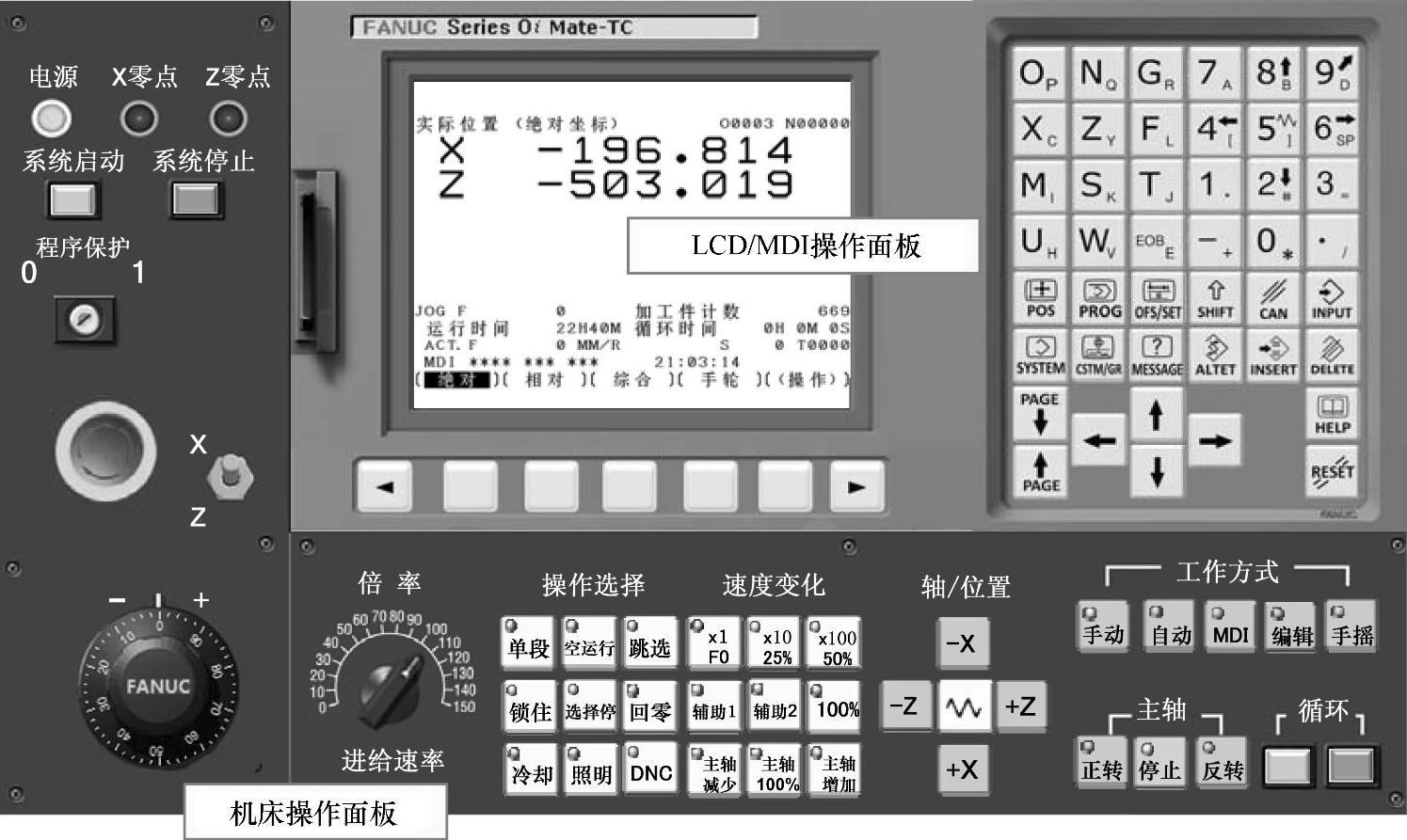
图4-2 CKA6150型卧式数控车床操作控制面板
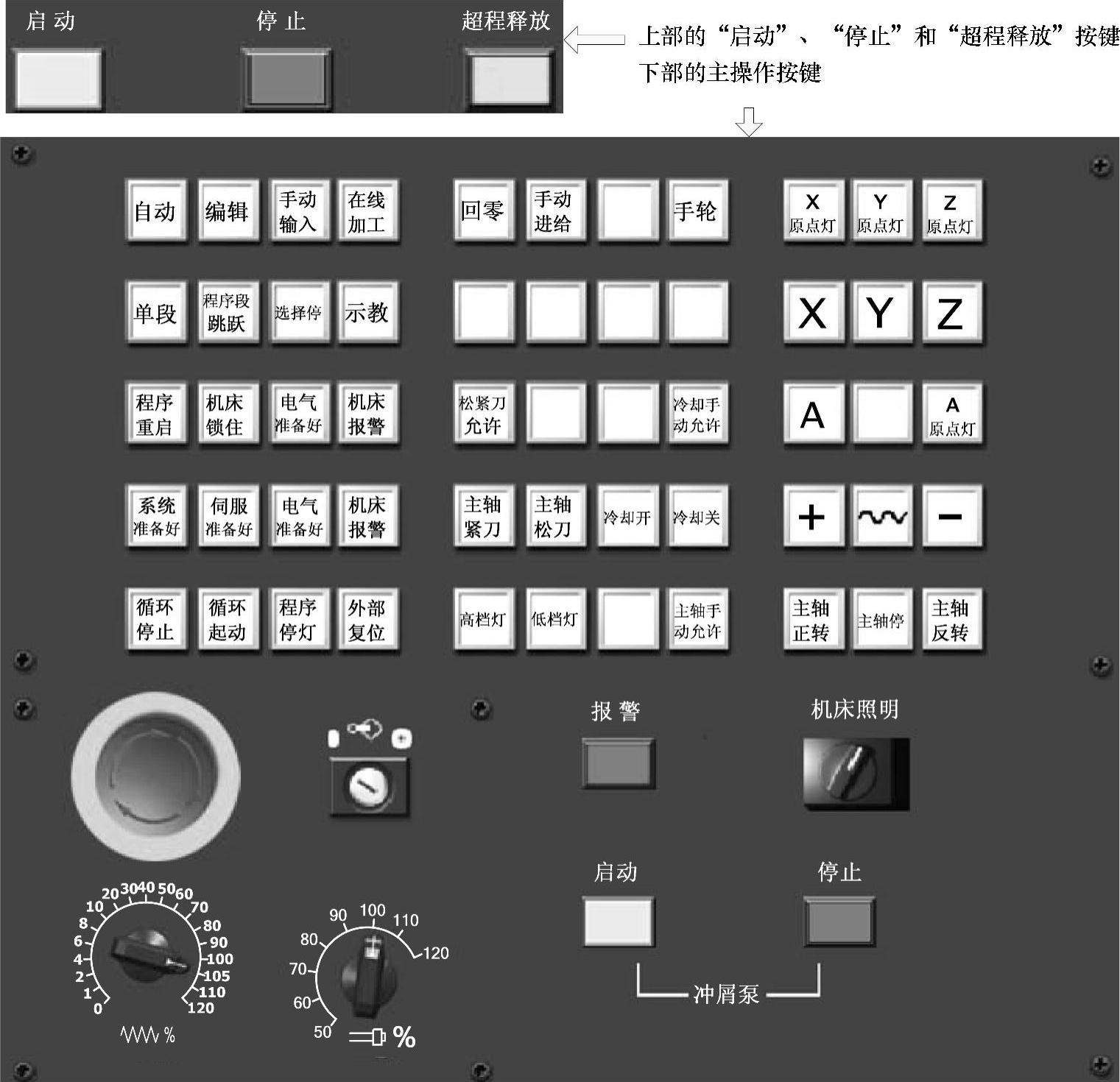
图4-3 XKA714型立式数控铣床操作控制面板的机床操作控制面板部分布置图
关于按键叙述如下。
开/关型按键:
①开按键:按下按键,指示灯点亮,按键有效。
②关按键:按下按键,指示灯熄灭,按键释放。
点动型按键
①按住按键:指按住按键不放,执行相关操作。(https://www.xing528.com)
②按下按键:指按下按键后,会启动某项操作。这种按键不要求按住按键不放,即使释放按键,其操作仍然有效,直至启动的动作完成。
各按键的功能以按键上的说明提示为主。
2)旋钮一般有刻度指示说明,各刻度线有对应的功能提示或数值提示。大部分旋钮具有多个刻度线(挡位),这种旋钮又称为波段开关。两挡的旋钮功能类似于开/关按键,如机床保护锁等。
3)急停按钮是一种紧急情况下使用的停止按钮,其按下即可锁住为有效状态,释放时必须按箭头所示方向旋转后才会弹出。
4)脉冲发生器(又称手轮)是控制机床坐标轴手摇移动的装置,必须先选择控制轴和倍率,才能控制其每个脉冲的移动距离。每个脉冲的发出常凭借声音或手感,而移动的距离则以显示画面坐标值变化确定。
5)程序保护锁是一种必须插入钥匙才能旋转控制开/关的旋钮,且旋转至允许编辑状态时钥匙常无法拔下,必须旋转至程序保护状态才可以拔下。程序保护状态下只能运行程序,无法对其进行修改,包括各种参数等的修改。
6)MDI操作面板上的按键需要与LCD操作画面的显示配合进行操作。
7)LCD显示画面下部有一排操作软键,其功能是变化的,与操作画面下部显示的软键名称有关。
8)学习各按键、旋钮以及软键最好是在机床现场亲自动手,可达到事半功倍的效果。
图4-2所示各按键及旋钮的功能与操纵方法详述参见厂家操作说明书或参考文献[10]等。
图4-3所示各按键及旋钮的功能与操纵方法详述参见厂家操作说明书或参考文献[12]等。
对于同一系列数控系统的MDI(手动数据输入)键盘,数控车削与数控铣削相差不大。图4-4a所示为FANUC 0i MC铣削数控系统的MDI操作面板布局及注释图,图4-4b所示为FANUC 0i TC车削数控系统的MDI操作面板布局。
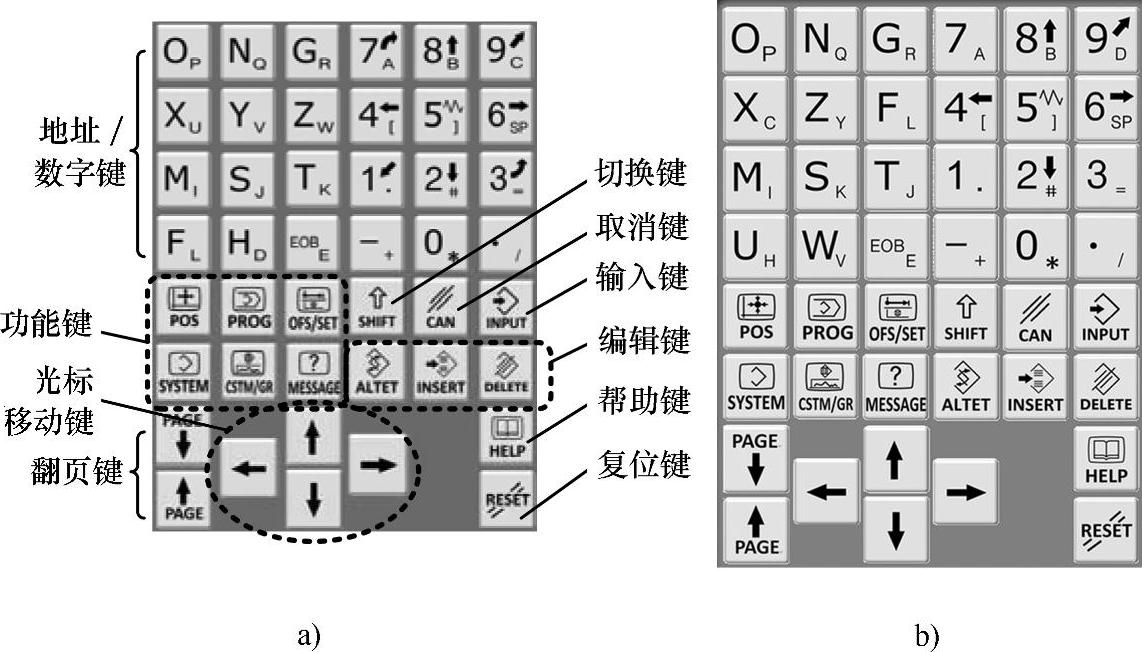
图4-4 FANUC 0i数控系统MDI单元键盘布局
a)铣削系统MDI键盘与注释 b)车削系统MDI键盘
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。