



1.局部坐标系G52的概念
在使用G54~G59六个基本的工件坐标系指令时,为了方便编程,系统允许这六个坐标系的任意一个进一步设定若干子坐标系,这些子坐标系又称为局部坐标系,如图3-108所示。图中,Om为机床坐标系原点(参考点);Ow1为G54工件坐标系原点;Ow1′为G54坐标系的局部坐标系原点。
局部坐标系指令格式:
其中,X_Y_Z_为相应工件坐标系中的绝对坐标。
2.局部坐标系G52的应用技巧
1)局部坐标系原点由相应工件坐标的绝对坐标指定。
2)局部坐标系一旦指定生效,则程序中的绝对坐标值便是相对于局部坐标系的。
3)局部坐标系的设定不改变工件坐标系与机床坐标系。
4)当某一轴执行手动返回参考点操作后,该轴的局部坐标系零点偏置清零。其结果相当于G52 α0(α为返回参考点的坐标轴)。
5)按下MDI面板上的RESET键,一般不清除局部坐标系[除非参数No.3402#6(CLR)或参数No.1202#3(RLC)中任意一个设置为1]。
6)当用G92指令设定工件坐标系时,若未指定所有轴的坐标值,则未指定坐标值的轴的局部坐标系保持不变。
7)G52指令暂时清除刀具半径补偿中的偏置。
8)绝对值方式中,在G52程序段以后立即指定运动指令。
3.局部坐标系G52的应用示例(https://www.xing528.com)
图3-109a所示工件图,假设已完成六面体加工,现需铣上部12mm深的外轮廓,钻4×ϕ11mm孔和相应沉孔锪孔加工。为提高加工效率,拟每次安装8件加工,装夹布置方案如图3-110b所示。加工过程中用到的刀具包括:铣外轮廓的T01号刀(ϕ16mm圆柱立式铣刀)、钻4×ϕ11mm孔的麻花钻T02号刀和锪ϕ20mm沉孔的机夹式平底立铣刀T03号刀。
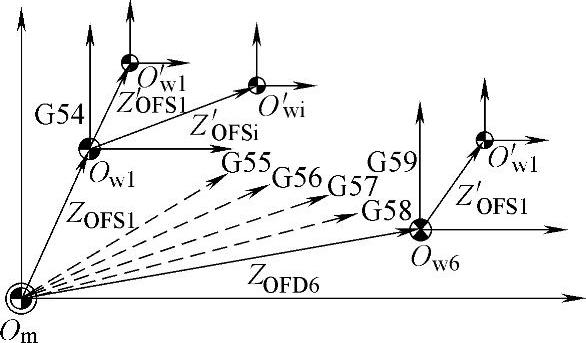
图3-108 局部坐标系
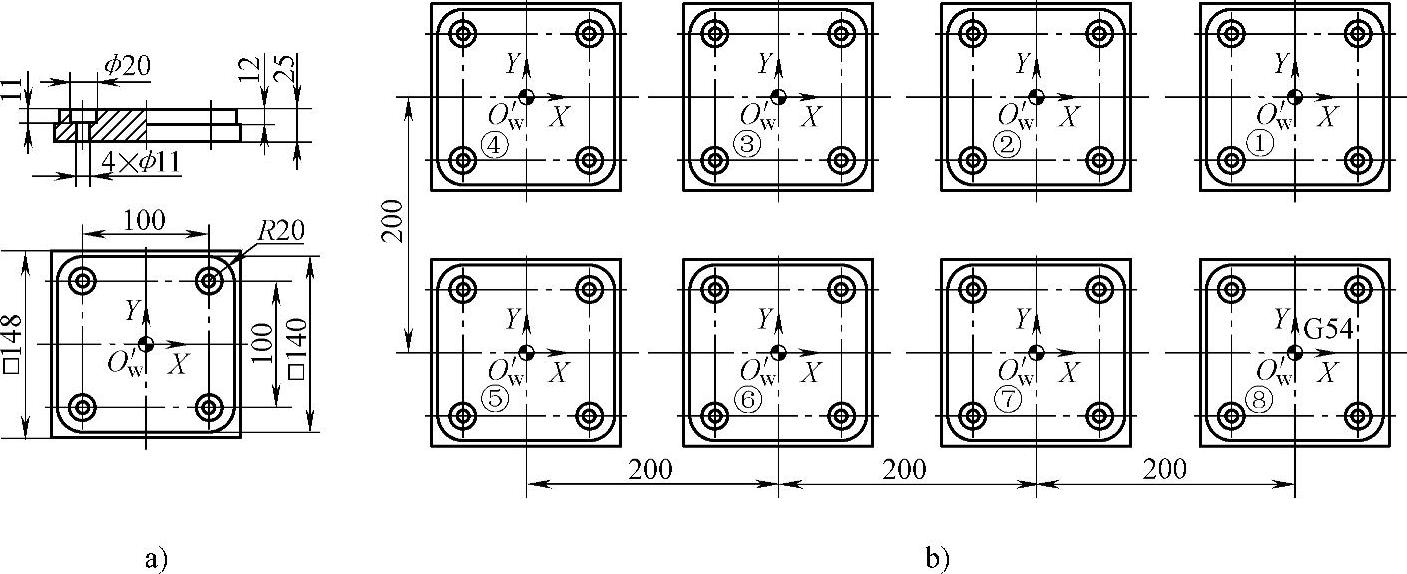
图3-109 局部坐标系应用示例
a)工件图 b)装夹布置示意图
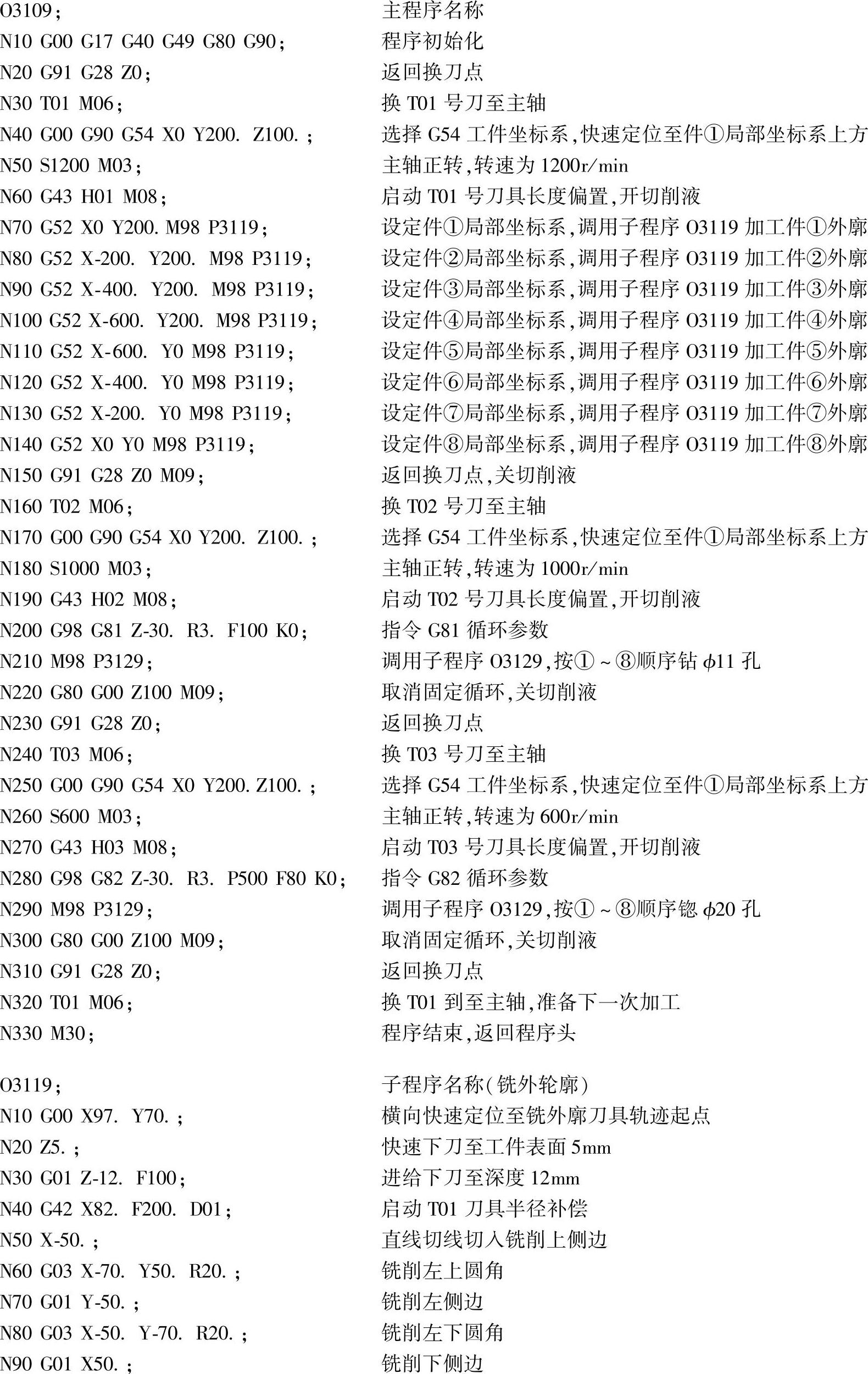
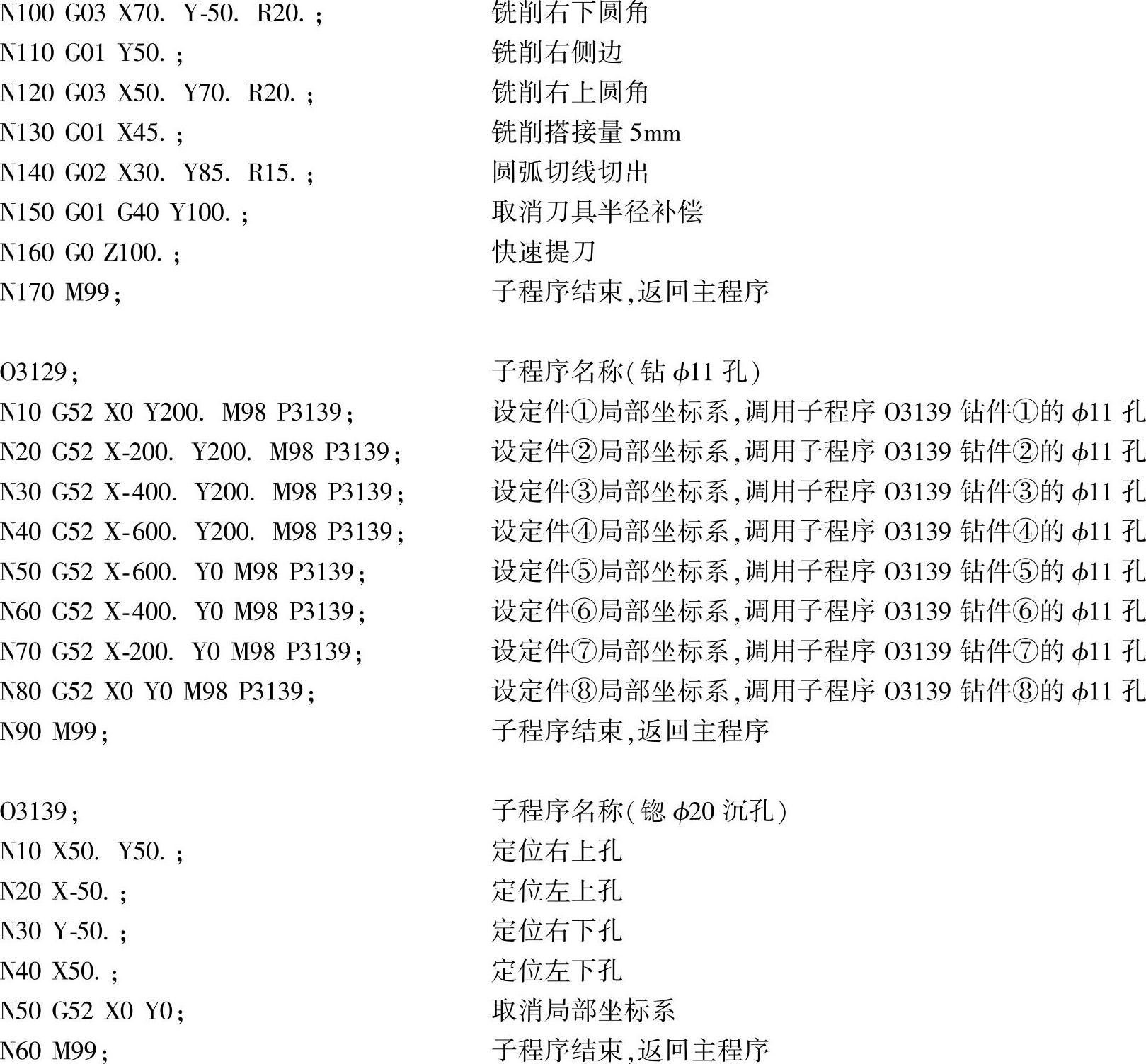
考虑到8个工件完全相同,仅仅是安装位置不同,因此,拟采用子程序调用程序框架,并用局部坐标系多次加工,基本工件坐标系选用G54,定义在工件⑧上表面几何中心处,如图3-109b所示,工件加工顺序按数字①~⑧,参考程序如下:
编程技巧分析:
1)采用主、子程序结构框架,主程序主要调用子程序,铣外廓、钻孔和锪孔分三个子程序编写,便于程序调试。
2)由于钻孔与锪孔位置参数相同,因此,采用了二次调用子程序方式(子程序嵌套)。
3)采用局部坐标系分别建立各件的子坐标系,简化程序编写。
4)由于孔深度较小,选用G81循环钻孔。锪孔需要保证底面平整,选用G82循环锪孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。