



刀具长度偏置功能是数控铣床或加工中心补偿功能的一个组成部分。3.3.3节讨论的刀具半径补偿功能解决的是刀具径向方向尺寸补偿与偏置问题,本节刀具长度偏置功能需要解决的是刀具轴向方向的补偿与偏置问题。
1.刀具长度偏置原理与指令
(1)问题的提出 数控铣床特别是加工中心的加工过程中,不可避免地会遇到多把刀具加工的问题,这些刀具长度不可能完全相等。即使是一把刀具加工,更换新刀具也会遇到刀具长度不相等的问题。另外,刀具使用过程中长度方向的磨损也是不可避免的。对于这些问题,如果不进行任何处理,其加工结果必然是工件高度方向的欠切或过切。
以图3-65所示的两把刀具加工为例。若首先以刀具A对刀加工,当换为刀具B加工时,由于其长度比刀具A短,若不作任何处理,其结果是高度方向欠切。相反,若刀具B比刀具A长,则结果是高度方向的过切。
基于以上问题,现代数控铣床一般都具有刀具长度偏置功能,以补偿由于刀具长度方向的不等造成的欠切与过切问题。以图3-65所示问题为例,若换上刀具B后,在原程序执行时的Z轴坐标均向下叠加一个hB值,即可解决刀具的欠切问题。
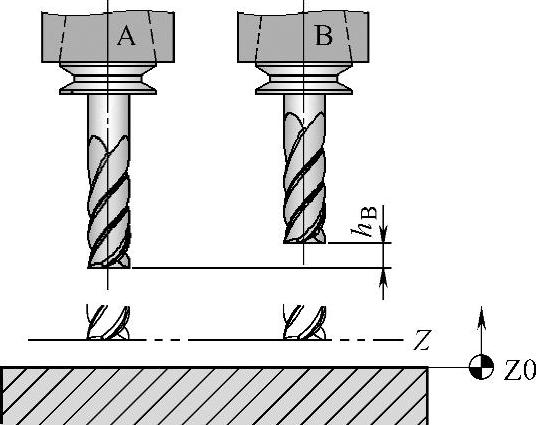
图3-65 刀具长度偏置原理
(2)刀具长度偏置指令G43/G44/G49为解决刀具长度不等的问题,FANUC 0i铣削系统设计了三个指令G43/G44/G49。数控系统依据指令G43/G44可对后续程序中的Z坐标叠加一个长度偏置值,改变高度方向的实际Z坐标位置,补偿刀具长度不等的问题。
立式数控铣床刀具长度偏置指令的标准格式为:
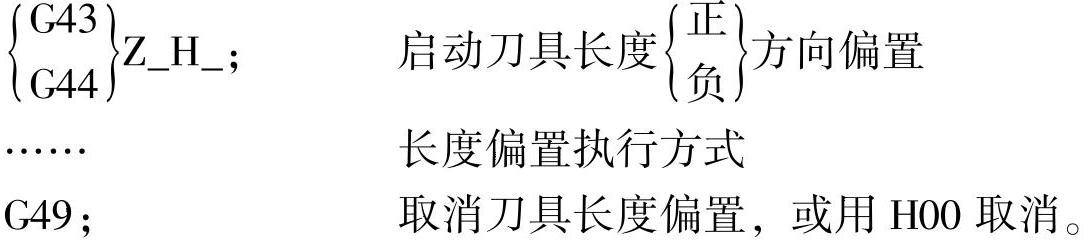
其中,G43/G44是启动刀具长度正/负方向偏置指令。
H是刀具长度偏置存储器编号,又称偏置号,由地址符H加1~3位非零数字组成。
G49是取消刀具长度偏置指令。
(3)编程技巧与禁忌
1)刀具长度偏置有三种偏置方法,对于立式铣床默认设置为长度偏置A,这种偏置方式仅对Z轴偏置。
2)刀具长度偏置指令G43/G44/G49是同组的模态指令,可以相互注销。系统开机默认为G49。
3)刀具长度正/负方向偏置指令G43/G44是基于长度偏置存储器存入的偏置值为正值而定义的,实际中长度偏置常用一个指令G43实现长度正/负方向偏置,详见下面的动作分析。
4)刀具长度偏置号可以在程序中改变(即偏置值可以程序中改变),且这种改变不与原偏置值叠加。
5)指令中H代码指定的是刀具长度偏置存储器的地址(即偏置号),偏置存储器中的数值才是刀具长度偏置值,H代码为续效字,相当于模态值。(https://www.xing528.com)
6)指定指令G49即进入刀具长度偏置取消方式。H00是系统保留的偏置号,其刀具补偿值永远为0,指定偏置号H00与执行G49指令效果相同。另外,系统开机默认为G49方式,执行指令M30或M02以及按下MDI面板上的RESET键也进入G49方式。
7)刀具长度偏置值必须在程序执行之前,通过MDI面板操作输入。另外系统提供的编程输入指令G10可通过程序输入偏置值。
8)G43/G44与G49一般成对使用,即程序结束前一般使用G49取消刀具长度偏置,使刀具返回起刀点高度,这是一个良好的编程习惯,甚至可避免可能的Z轴超程。
2.刀具长度偏置动作分析
(1)刀具长度正/负方向偏置指令G43/G44动作分析 图3-66为刀具长度偏置示意图。G43指令为刀具长度正向偏置指令,当执行G43 Z_H××时,刀具到达的实际Z轴位置是将指令指定的Z轴坐标与偏置存储器中的补偿值相加,即图中的位置H。同理,G44指令为刀具长度负向偏置指令,当执行G44 Z_H××时,刀具到达的实际Z轴位置是将指令指定的Z轴坐标与偏置存储器中的补偿值相减,即图中的位置L。G49指令为刀具长度偏置取消指令,此时刀具到达的实际位置即指令中指定的Z轴坐标位置,即图中的位置P,显然,其相当于G43/G44指令中指定长度偏置号H00的结果,因为H00≡0。
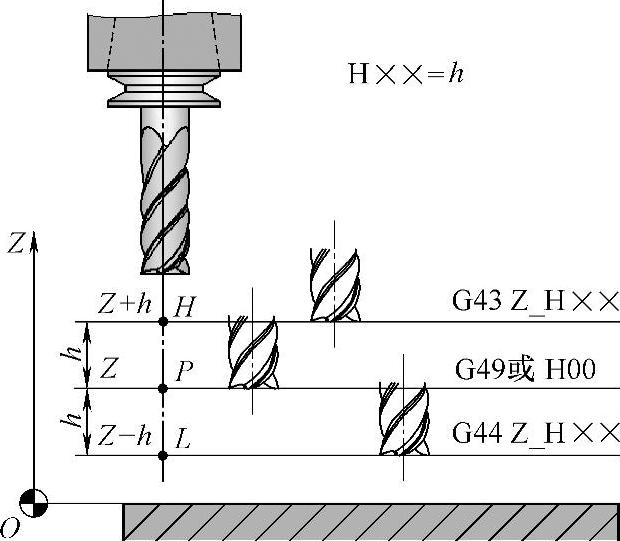
图3-66 刀具长度偏置示意图
(2)用一个指令G43实现长度正/负方向偏置分析 上面讨论刀具长度正/负方向偏置时是假设刀具长度偏置存储器存入的是正的偏置值,现在假设在刀具偏置存储器H××存入的为负值(假设为-h),当执行正向偏置指令G43 Z_H××时,其实际到达的位置为“Z+(-h)=Z-h”,其最终到达的Z轴位置为L,实际结果相当于刀具长度负向偏置。基于这个原理,实际中仅用一个长度偏置指令G43,通过刀具长度偏置存储器中存入正/负偏置值,实现刀具长度的正/负方向偏置。其指令格式如下:

指令中,当H××中存入正值时是正向偏置,而存入负值时便是负向偏置。这种刀具长度偏置在实际生产中广泛采用。
(3)长度偏置指令中未指定尺寸字Z的动作分析 此时,刀具以当前位置进行长度偏置。以下两个指令是等价的,读者可细细体会。

3.刀具长度偏置功能应用分析
长度偏置功能的应用可以归纳为以下几点:
1)可用于多把刀具或一把刀具加工更换新刀具后长度不等的补偿,这是刀具长度偏置功能的基本用法,必须掌握。
2)可用于Z轴方向加工尺寸的微调与控制。
3)可用一把刀具调用不同的长度偏置值进行分层加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。